基于MasterCAM&VERICUT的数控加工仿真及优化
基于MasterCAM的曲面加工

来按 照图纸要求 完成加工 , 这样 生产 效益将没 法得到提 高. 文章针对 Ma s t e r C A M 在 实际加 工中曲面加工方式如何 选用进行 一
些探 讨 。
关 键 词 :Ma s t e r C A M ;数 控 铣 } m. r - - ; 曲 面加 工
中图分类号:T G 5 4 7
优: 可 以将一些平面 图案或形状反应到 曲面上加工。
缺: 适用范围只可 以是投影类 的加工 。 要有相对应 的图 案或形状或 NC I 文件 。 4 . 曲面流线 :曲面在最高处 向低处呈流水状分层加工 。 优 :可 以保证每刀之间的间距 ,提 刀少 。 缺 :只用于有梁脊的工件 。 5 . 等高加2 1 2 : 保证 z方 向高度值 ,每层深度保持一致加
级 和小 型公 司的生产与发展 。特别是在 C NC编程 上快捷 方
1 . 平行铣 削 :先每层进 Z深度 ,再每 层 x、Y方向平行
铣 削。
优: 通用率高 , 各处精度较一致 ,适用于大多数曲面加
工 。
便 ,由于其诞 生的较早且功能齐全 ,因而深受广大企业 用户
和 工程技术 人员的欢迎 ,应 用极其广泛。Ma s t e r C AM 的曲
外 形 ,提供 了两大类功 能用于切 削加 工 曲面 ,Ma s t e r C A M
软件提供 了很多种 曲面粗加工和 曲面精加工。 面加工方式选 择 的好 坏会直接 影响到加工 的效率和加工质量。 数控铣床工艺分析 的宗 旨:充分发挥数控机床 的特点 , 结合零件的结构、 材 料等因素科学优化 的设计加工工艺 , 在 保证零件加工精 度的前提 下, 实现数控加工中的优质、 高效 、
文献标识码 :A
基于MasterCAM后置处理程序的二次开发
基于MasterCAM后置处理程序的二次开发前言MasterCAM系统提供了如FANUC、MAHO、Heidenhane等众多数控系统的铣削编程后处理程序,但由于在程序起始控制、刀具说明、输出格式、程序传输等方面与现实使用情况有所差异,且企业为实现其程序的可读性、简洁性、易管理性、减少手工的修改量等方面的要求,必须对后处理程序进行二次开发。
1后处理器设置MasterCAM后处理程序采用的是纯文本格式文件接口,可以由用户以回答问题的形式自行修改的文件,其扩展名为.PST,不同系统的后处理文件在内容上略有不同,但其格式及主体部分是相似的。
1.1程序头文件的设置1.1.1删除程序开头的注释在“#Start of File and Toolchange Setup”中删除其中的以下2行:”(PROGRAM NAME-”,sprogname,”)”,e“(DATE=DD-MM-YY’,time,”)”,e1.1.2删除公/英制转换在“#Start of File and Toolchange Setup”中删除“pbld,n,*smetric,e”一行。
1.1.3更改坐标系,增加G54工件坐标系指令在多轴加工中,只希望输出一个工作坐标系G54,而不需要多个工作坐标系G55、G56的转换,这种情况下,在#“Start of File and Toolchange Setup”中找到:“ptlchg0 #Call from NCI null tool change(tool number repeats)”“pbld,n,sgabsinc,pwcs,pfxout,pfyout,pfzout,pfcout,e”将“pwcs”删除。
1.2加工过程文件的设置1.2.1孔加工固定循环指令的输出在“#Enable Canned Drill Cycle Switches”中找到:usecandrill:no #Use canned cycle for drill钻孔是否使用固定循环,将其更改为:usecandrill:yes usecanpeck:yes。
基于MasterCAMX复合型零件数控仿真加工应用
[ 2 】 汪玉平 , 王立新 , 刘德平 . M a s t e r C A M 软件在数 控加工 中的
应用研究 [ J ] . 机床 与液压 , 2 0 1 0 ( 0 2 ) : 4 — 5 标识码 : B
文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 3) 1 2 - 0 0 6 4 — 0 2
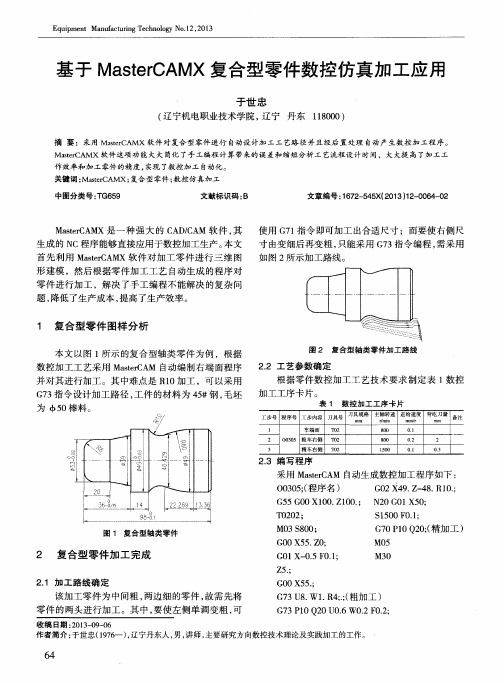
M a s t e r C A MX是 一 种 强 大 的 C A D / C AM 软 件 , 其 生成 的 N C程 序能 够直 接应用 于数 控 加工 生产 。 本 文 首 先 利 用 Ma s t e r C A MX软 件对 加 工 零 件 进 行 三 维 图 形 建模 ,然 后根 据零 件 加 工工 艺 自动生 成 的程 序 对 零 件进 行 加 工 ,解决 了手 工编 程 不 能解 决 的复 杂 问 题, 降低 了生产成 本 , 提高 了生 产效率 。
0 . 1
0 3
2 . 3 编 写程 序
采用 Ma s t e r C A M 自动生 成数 控加 工程 序 如下 : 0 0 3 0 5 ; ( 程 序名 )
G5 5 G0 0 X1 0 0 . Z1 00 . :
G 0 2 X 4 9 . z 一 4 8 . R1 0 . ;
工效率和降低生产周期 和生产成本 ,是未来数控车
自动 加工 的发 展 必然 趋势 。
参考 文献 : 【 1 】 郁 志纯 . 基于 M a s t e r C A M 的车 削零件 自动 编程 [ J ] . 机 械工
程师, 2 0 0 9 ( 0 2 ) : 1 0 6 — 1 0 7 .
使用 G 7 1 指令即可加工出合适尺寸 ;而要使右侧尺 寸 由变 细后再 变 粗 , 只能 采 用 G 7 3指令 编 程 , 需 采用
基于MasterCAM的复杂零件铣削加工
基于MasterCAM的复杂零件铣削加工1. 简介铣削加工是制造业中常用的加工方法之一,它利用刀具通过转动来切削工件,以达到加工目的。
在现代生产中,铣削加工已成为一种广泛应用的机械加工方法,新式工艺不断涌现,其中之一就是MasterCAM软件。
MasterCAM软件是一款常用的计算机辅助制造(CAM)软件,它可以帮助加工人员快速设计复杂的机器零件,相关的加工路径和工艺,并使其能够自动化运行加工过程。
在本文中,我们将会详细介绍如何运用MasterCAM软件进行复杂零件铣削加工。
2. MasterCAM软件的功能介绍MasterCAM软件是一款多功能的CAD/CAM软件,功能强大,操作简易。
其核心功能如下:2.1 CAD功能MasterCAM软件可以提供CAD设计功能,帮助操作人员快速进行机器零件的三维设计,包括底部功能和缩略图预览功能等,为加工提供直观的参考和便利。
2.2 CAM功能MasterCAM软件的CAM功能则非常强大,它能够帮助操作人员生成铣削加工程序。
MasterCAM可以在多个坐标系中生成加工路径,并支持多轴加工,对于复杂的工件进行加工时,MasterCAM无疑是首选之一。
3. 铣削加工流程在进行复杂的零件铣削加工时,我们需要做好以下几个步骤:3.1 建立工件模型首先,我们需要建立一个精确的工件模型来设计铣削加工路径。
MasterCAM提供了多种建模方式,包括实体建模和面建模。
我们可以根据需要使用不同的建模方式,以便于生成更加真实的工件模型。
在进行零件建模时,我们需要考虑加工后零件的形状和尺寸,以及可能存在的加工难度和风险等因素,这些因素都将影响我们对加工路径的设定。
3.2 设计刀具路径接下来,我们需要使用MasterCAM软件生成铣削加工路径。
MasterCAM软件可以选择多种操作方式,如拉入、绕过、切入/切出和掠过等,可以根据实际情况选择合适的操作方式。
在生成铣削加工路径时,需要确定好加工深度、切削速度、进给速度、刀具直径等参数,以保证工件的质量和加工效率。
mastercam论文
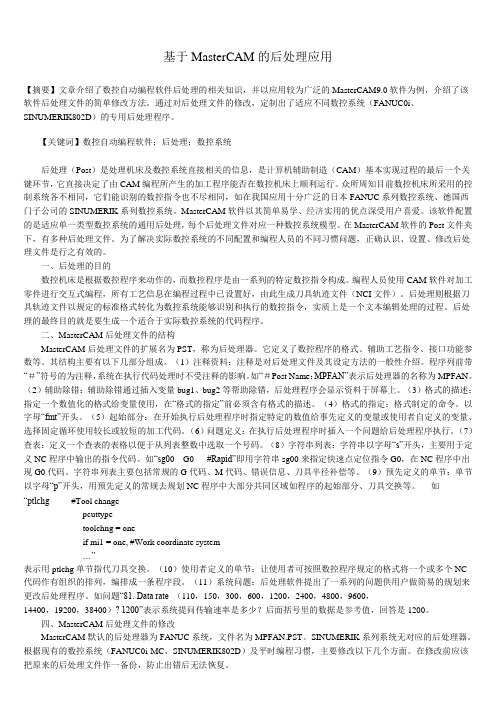
基于MasterCAM的后处理应用【摘要】文章介绍了数控自动编程软件后处理的相关知识,并以应用较为广泛的MasterCAM9.0软件为例,介绍了该软件后处理文件的简单修改方法。
通过对后处理文件的修改,定制出了适应不同数控系统(FANUC0i、SINUMERIK802D)的专用后处理程序。
【关键词】数控自动编程软件;后处理;数控系统后处理(Post)是处理机床及数控系统直接相关的信息,是计算机辅助制造(CAM)基本实现过程的最后一个关键环节,它直接决定了由CAM编程所产生的加工程序能否在数控机床上顺利运行。
众所周知目前数控机床所采用的控制系统各不相同,它们能识别的数控指令也不尽相同,如在我国应用十分广泛的日本FANUC系列数控系统、德国西门子公司的SINUMERIK系列数控系统。
MasterCAM软件以其简单易学、经济实用的优点深受用户喜爱。
该软件配置的是适应单一类型数控系统的通用后处理,每个后处理文件对应一种数控系统模型。
在MasterCAM软件的Post文件夹下,有多种后处理文件。
为了解决实际数控系统的不同配置和编程人员的不同习惯问题,正确认识、设置、修改后处理文件是行之有效的。
一、后处理的目的数控机床是根据数控程序来动作的,而数控程序是由一系列的特定数控指令构成。
编程人员使用CAM软件对加工零件进行交互式编程,所有工艺信息在编程过程中已设置好,由此生成刀具轨迹文件(NCI文件)。
后处理则根据刀具轨迹文件以规定的标准格式转化为数控系统能够识别和执行的数控指令,实质上是一个文本编辑处理的过程。
后处理的最终目的就是要生成一个适合于实际数控系统的代码程序。
二、MasterCAM后处理文件的结构MasterCAM后处理文件的扩展名为PST,称为后处理器。
它定义了数控程序的格式、辅助工艺指令、接口功能参数等。
其结构主要有以下几部分组成。
(1)注释资料:注释是对后处理文件及其设定方法的一般性介绍。
程序列前带“#”符号的为注释,系统在执行代码处理时不受注释的影响。
基于MasterCAM—X的典型零件数控加工编程
基于MasterCAM—X的典型零件数控加工编程数控加工编程是数控加工技术的关键环节,是将零件图纸及工艺要求翻译成机器能够理解的程序指令,使数控机床能够按照程序要求自动进行加工。
MasterCAM-X是一种常见的数控编程软件,下面以一种典型的零件为例,介绍MasterCAM-X的数控加工编程过程。
1、导入零件图形首先,我们需要将设计好的零件图形导入到MasterCAM-X软件中进行加工编程。
在MasterCAM-X界面中,选择File->Open,打开零件图形文件,如下图所示。
2、准备工艺数据在进行加工编程前,我们需要准备好相关工艺数据,包括刀具的尺寸、材料、加工过程的切削参数、工件的加工方向等。
这些数据将直接影响到加工质量与效率,需要根据实际情况进行合理设置。
3、创建新工艺在MasterCAM-X界面中,选择Operations Manager,进入工艺管理界面,如下图所示。
在这里,我们可以根据实际需要,创建新的加工工艺模板。
4、建立刀具库刀具是数控加工中重要的工具,可以直接影响到加工质量和效率。
在MasterCAM-X中,我们可以使用刀具库,快速方便地选择需要的刀具。
选择Tool Manager,进入刀具管理界面,如下图所示。
在刀具管理界面中,可以设置切削刀具的相关参数,包括刀具直径、长度、刀尖半径、速度、进给量等。
接着,在工艺管理界面中新增工艺步骤,将刀具库中的刀具与工艺进行绑定,实现自动化的刀具选择。
5、生成切削路径将刀具库中的刀具与零件图形进行绑定后,我们需要生成合理的切削路径。
在MasterCAM-X界面中,我们可以使用散集命令、多边形命令等方式,快速生成切削路径。
需要注意的是,在切削路径生成的过程中,需要充分考虑切削参数、加工方向、刀具的尺寸等因素,以实现高效、准确的加工质量。
6、生成NC代码生成NC代码是数控加工编程的最后一步,也是最重要的一步。
在MasterCAM-X界面中,选择操作模块Operations Manager,点击Generate Code,即可生成NC代码。
基于Mastercam的凸台和槽零件的加工自动编程-数控编程与操作实训报告说明书

数控编程与操作技能实训任务书题目名称基于Mastercam X的零件自动编程(零件见附图)学生姓名所学专业班级教师姓名所学专业职称完成期限 20XX年12月4日至 20XX年12月8 日一、实训的主要内容1.零件的工艺分析:确定加工路线、选择刀具和切削用量;2.利用Mastercam X软件进行面铣、挖槽、外形铣削和钻孔加工,生成刀具轨迹文件;3.利用Mastercam X软件进行模拟仿真;4.进行后置处理,生成NC程序;5.完成设计并撰写不少于3000字的实训总结报告;6.修改完善实训总结报告,准备答辩。
二、实训报告的基本要求1. 数控编程与操作实训的要求及任务;2. 数控编程与操作实训的主要内容(工艺分析过程、编程的操作步骤及操作说明、编程零件的原文件和结果文件、NC程序等);3. 数控编程与操作实训的心得体会;4.参考文献(不少于5篇)。
指导老师意见:指导老师签名:2017 年 12月 7 日目录第一章实训的目的和要求 (2)1.1实训的目的 (2)1.2实训的要求 (2)第二章工艺过程的设计与加工 (3)2.1绘制零件图 (3)2.2设定工件毛坯 (3)2.3工艺过程分析 (3)第三章编程步骤及操作说明 (4)3.1选用平底刀的加工 (4)3.2选用圆鼻刀的加工 (5)3.3选用钻头的加工 (6)第四章刀具路径检查及工件模拟加工 (8)4.1 刀具路径检查 (8)4.2 工件的模拟加工 (8)第五章生成加工NC代码 (9)第六章实训心得 (24)第七章参考文献 (26)第一章实训的目的和要求1.1实训的目的本实训主要通过实例介绍了MasterCAM的二维建模及加工。
在二维建模加工中,首先建立一个零件模型,然后详尽的介绍了机床的选择、刀具参数设置、材料设置、模拟加工,最后生成NC程序。
通过实训, 熟悉和掌握master cam绘图的常用命令与基本的操作方法, 掌握自动编程的过程, 掌握加工参数的设置。
基于MasterCAM的三大类型五轴机床后处理程序编制方法

基于MasterCAM的三大类型五轴机床后处理程序编制方法唐进元;尹凤【摘要】研究了五轴联动数控机床的结构和运动特点,分析和归纳了三大类型五轴机床摆长和轴偏距的相关定义.详细论述了MasterCAM五轴通用后处理"Generic Fanuc 5X Mill"文件的格式,提出了基于MasterCAM的五轴通用后处理"Generic Fanuc 5X Mill"文件,通过设置机床的结构特性参数,开发了适合三大类型五轴机床专用后处理程序的方法.利用VERICUT软件的仿真加工验证功能,通过构建五轴机床仿真系统、输入NC程序等步骤,实现对NC程序的模拟仿真.并利用VERICUT 软件的"自动-比较"功能,对结果模型与原三维模型进行误差分析,验证所编后处理程序的正确性.此项研究工作为五轴后处理程序的开发提供了一种有效的途径.【期刊名称】《制造技术与机床》【年(卷),期】2010(000)008【总页数】7页(P32-38)【关键词】五轴后处理;五轴数控机床;MasterCAM;VERICUT仿真加工【作者】唐进元;尹凤【作者单位】现代复杂装备设计与极端制造教育部重点实验室中南大学机电工程学院,湖南,长沙,410083;现代复杂装备设计与极端制造教育部重点实验室中南大学机电工程学院,湖南,长沙,410083【正文语种】中文随着数控加工技术的不断发展,数控五轴铣削加工应用的范围不断扩大。
但由于五轴数控机床在三个直线轴的基础上引进了两个旋转轴,因此其运动结构复杂,配置多样。
按照旋转轴与主轴或工作台固联的方式,可将五轴机床大致分为工作台双摆动、主轴双摆动、工作台/主轴摆动三大类型。
不同类型的机床结构其运动学原理和模型都不相同,几乎每台五轴机床的后处理都需单独配置,因此后处理编制成功与否,是五轴铣削加工编程的关键。
MasterCAM是一种完善的CAD/CAM软件系统,在国内外得到了非常广泛的应用。
基于mastercam的鼠标造型与加工
基于mastercam的鼠标造型与加工摘要Mastercam是美国CNC公司开发的基于PC平台的CAD/CAM软件,它具有方便直观的几何造型Mastercam提供了设计零件外形所需的理想环境,其强大稳定的造型功能可设计出复杂的曲线、曲面零件提供了多种先进的粗加工技术,以提高零件加工的效率和质量。
Mastercam还具有丰富的曲面精加工功能,可以从中选择最好的方法,加工最复杂的零件。
Mastercam的多轴加工功能,为零件的加工提供了更多的灵活性Mastercam提供400种以上的后置处理文件以适用于各种类型的数控系统,我厂采用的是FANUC系统,机床为四轴联动卧式铣床。
根据机床的实际结构,我们编制了专门的后置处理文件,绳槽曲面加工刀具路径NCI文件经后置处理后生成加工程序。
使用Mastercam 实现DNC加工, DNC(直接数控)是指用一台计算机直接控制多台数控机床,其技术是实现CAD/CAM的关键技术之一。
由于本工件较大,处理的数据多,所生成的程序长,数控机床的磁泡存储器已不能满足程序量的要求,这样就必须采用DNC加工方式,利用RS-232串行接口,将计算机和数控机床连接起来。
利用Mastercam的Communic功能进行通讯,而不必考虑机床的内存不足问题,经大量的实践,用Mastercam软件编制复杂零件的加工程序极为方便,而且能对加工过程进行实时仿真,真实反映加工过程中的实际情况,不愧为一优秀的CAD/CAM软件论文研究基于Mastercam,基于Mastercam实现鼠标的造型与加工,论文首先简要介绍了Mastercam及其实现技术,Mastercam的构成及主要流程;然后详细介绍了基于mastercam的鼠标造型与加工,并给出了基于mastercam的鼠标造型与加工实现方案及技术细节。
Mastercam软件是最经济有效率的全方位的软件系统,值得深入学习关键词:Mastercam CAD/CAM 鼠标造型与加工AbstractCNC Mastercam is the United States to develop PC-based platform for CAD / CAM software, it is convenient intuitive geometry Mastercam provides the necessary design components form the ideal environment, its strong and stable modeling capabilities to design complex curve, surface parts .Mastercam strongly rough surface and surface finishing flexible features. Mastercam provides a wide range of advanced technologies rough, spare parts processing to enhance the efficiency and quality. Mastercam also rich in surface finishing, you can choose from the best method, processing the most complex parts. Mastercam multi-axis processing functions, as part of the process to provide more flexibility.Mastercam provide more than 400 kinds of post-processing documents to apply to all types of CNC, I used the plant is FANUC system, 4-axis machine tools for milling machine horizontal linkage. According to the actual machine tool structure, we prepared a special post-processing documents, groove surface processing tool path by the NCI post-processing documents generated after processing.The use of Mastercam achieve DNC processing, DNC (direct numerical control) refers to the direct control of a computer numerical control machine tools and more, the technology is the realization of CAD / CAM one of the key technologies. As part of this larger, processing of data, generated by the long process, the CNC machine tools magnetic bubble memory has been unable to meet the requirements of procedures, so we must use DNC processing, use RS-232 serial interface, CNC machine tools and computers to link up. The use of Mastercam Communic function telecommunications, machine tools without having to consider the issue of memory, with a lot of practice, with Mastercam software components of complex procedures for processing extremely convenient, but also on the processing of real-time simulation, a true reflection of the actual processing , Deserves to be an excellent CAD.目录摘要………………………………………………………………..错误!未定义书签。
基于MasterCAM9.0的XH715数控加工中心后置处理程序开发的开题报告

基于MasterCAM9.0的XH715数控加工中心后置处理程序开发的开题报告1. 前言数控加工中心是一种基于计算机控制的机械设备,它可以通过预设的程序来完成各种精密加工任务。
针对不同的数控机床,需要开发不同的后置处理程序,以方便用户将CAD模型转化为机床能够理解的G代码。
本项目旨在基于MasterCAM9.0开发适用于XH715数控加工中心的后置处理程序,以实现高效、精确的加工过程。
2. 研究内容本项目的主要研究内容包括以下几点:1)研究MasterCAM软件的基本原理和功能,掌握其使用方法。
2)研究XH715数控加工中心的机床控制系统及其G代码格式,明确后置处理程序的需求。
3)编写后置处理程序,将MasterCAM生成的NC代码转化为适用于XH715数控加工中心的G代码,并实现相关优化。
4)对后置处理程序进行测试和调试,保证其准确、稳定、高效的工作。
3. 研究意义本项目的研究意义在于:1)提高数控加工中心的加工效率和加工精度。
2)降低数控加工中心的使用难度。
3)促进数字化加工技术的应用和推广。
4. 预期结果本项目的预期结果包括以下几个方面:1)开发出适用于XH715数控加工中心的后置处理程序,实现NC代码的快速、准确地转化为G代码。
2)实现优化编程功能,提升加工效率和精度。
3)提高数控加工操作的便捷性和用户友好性。
4)推动数字化加工技术的发展。
5. 研究计划本项目的研究计划如下:第一阶段(1-2周):熟悉MasterCAM软件,针对XH715数控加工中心进行前期调查和分析。
第二阶段(2-3周):编写后置处理程序的基本框架和关键代码,实现NC代码从MasterCAM软件到XH715数控加工中心的转化。
第三阶段(3-4周):进行后置处理程序的优化,设计并实现优化编程功能,实现G代码的优化输出。
第四阶段(4周):对程序进行测试和调试,保证其准确、稳定、高效的工作。
第五阶段(1周):撰写毕业论文并做项目总结,准备项目答辩。
基于MasterCAM在数控加工中的应用
零件的建模后 ,根据加工工艺的安排 ,选用相应工序所使用的刀 具, 根 据零件 的要求选择加工毛坯 。确定工件坐标系与机床坐标系的 相对 尺 寸 ,并进行 各种工 艺参数设定 ,从 而得到零件 加工 的刀具路 径 。如面铣 ( 上表面 ) ——外轮廓加工——钻孔 ( 中 和 的孔 ) ——铰孔——实体加工 ( 内轮廓 )。设置好的刀具运动轨迹和 加工信息 , 通过计算功能生成刀具路径 。
工质量 ,为企业创造 良好的经济效益。
1 、特点 M a s t e r C A M 软件是美 国的C N C S o f t w a r e / z  ̄ 司开发的 , 该软件 易学 易 用 ,操作方便 ,因而深受广 大企业 用户 和工程技术人员 的欢迎 ,广 泛 应用 于机 械加工 、模具制造 、汽 车工业和航 天工业 等领域 ,它不但 具有二维几何 图形设计 ;三维实体 、曲面设计 ;而且还有刀具 路径模 拟 、加工实体模拟等 功能 ,同时提供友好 的人机交互 界面 , 从 而实 现 了从产 品的几何设计到加工制造 的C A D / C A M -体化。是 目 前 世界上应 用最广泛的C A D / C A M 软件之一, 近两年全国性 的数控技能竞赛都体现了 这一点 。 2 、功能 M a s t e r C A M 是一种功能强大C A D / C A M 软件 , 由C A D 和C A M两大部 分组成 ,分成实体造 型、铣削加工 、车削加工和线切割4 个功能模块 。 通过对所设计 的零件进行加工工艺分析 ,并绘制几何 图形及建模 ,编 制刀具路径 ,通过程序 的后处理生成数控加工 N C 指令代码 ,输人 到 数控 机床既可完 成加工 。M a s t e r c a m 具有强劲 的曲面粗加工 及灵活 的 曲面精加工功能 ,以提高零件加工 的效率 和质量 。可 以从 中选择最合 理 、最 好的加工 方法 ,加工最 复杂 的零件 。M a s t e r c a m的多轴加工功 能 ,为零件的加工提供了更多的灵活性 。M a s t e r c a m 还具 有可靠 的刀具 路径校验功能 ,可模拟零件加工 的整个过程 ,模拟 中不但能显示刀具 和夹具 ,还能检查刀具和夹具与被加工零件 的干涉 、碰撞 问题 。尤其 在数控加工 中心加工一些复杂 的零件 , 手工编程难度大 , M a s t e r C A M 优 势更为明显 。 3 、簟倒 :如下 圈是发 动机 连杆的零件圈
基于Mastercam的零件设计和数控机床零件加工,毕业设计
淮阴工学院毕业设计(论文)选题、审题表学院机械工程学院选题教师姓名陈前亮专业机械设计制造及其自动化专业技术职务高级工程师申报课题名称基于Mastercam零件设计和数控机床零件加工(天使)课题性质A B C 课题来源A B C D √√课题简介背景:目前模具制造在机械制造领域中占有非常重要地位,而模具的设计与制造是模具业的核心。
随着计算机技术的发展,CAD/CAM技术在模具制造中应用日益广泛。
目的:使学生融合以前所学的机械设计、模具设计、机械制造、数控技术理论知识,辅以CAD/CAM技术,在工作过程中将理论与实践结合。
内容:利用Mastercam软件进行零件设计与零件加工程序的生成,然后在数控机床上将设计的零件加工出来。
意义:可以使学生在专业能力上得到训练,同时对CAD/CAM有了较强的感性认识,对今后从事专业工作打下良好的基础。
设计(论文) 要求(包括应具备的条件)技术要求:熟悉机械设计、模具设计、机械制造、数控技术等理论知识;掌握数控机床操作和Mastercam软件应用,合理制订零件的加工工艺,利用Mastercam软件生成标准数控加工程序,在数控机床上加工零件。
条件:计算机,Mastercam软件,毛坯,数控铣床。
课题预计工作量大小大适中小课题预计难易程度难一般易√√所在专业审定意见:负责人(签名):年月日注:1.“课题性质”一栏:A.设计;B.论文;C.其它。
2.“课题来源”一栏:A.生产实践;B.科研;C.实验室建设(外语系指“对外交流”);D.自拟课题。
3.有关内容的填写见背面的填表说明,并在表中相应栏内打“√”。
基于MasterCAM平台典型喷嘴环数控加工
pplication of CAD/CAM/CAPP
基于MasterCAM平台典型喷嘴环的 数控加工
南京机电液压工程研究中心 (江苏 211106) 张文丽
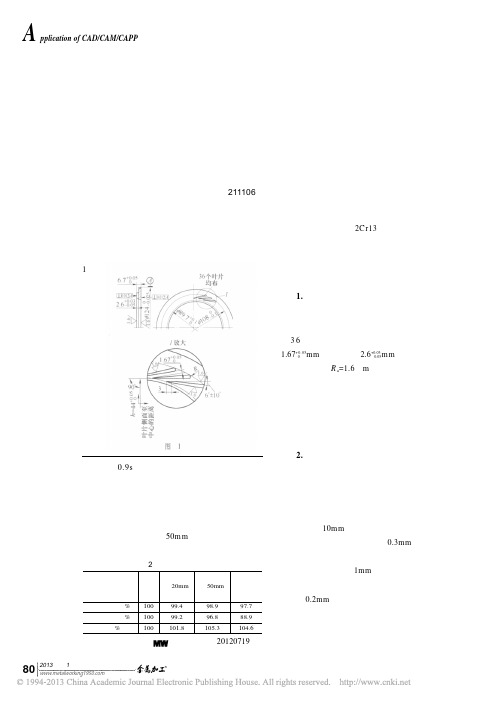
航空环境控制系统中有很多涡轮类产品,其中 某重点型号的涡轮冷却器产品中的喷嘴环是个难 加工件,在我中心科研生产实践中很常见(见图 1)。 它是一种材料为 2C r13 的典型喷嘴环,利用我 中心现有的数控设备,积极探索出加工该类零件较 好的工艺方案及
动鼓,就 0.9s 时蹄宽中点所对应的内、外表面应 力,以及各个制动鼓的重量对比可知:三种不同改 进结构的制动鼓内、外表面应力较原始结构都有所 降低,综合考虑应力与重量,密集周向筋结构的制 动鼓内、外表面应力降低最多,且重量较原始结构 增加值小于加宽加强带 50mm 结构,所以为最优改 进设计方案。
(收稿日期:20120719)
80
2013年 第1期
冷加工
A CAD/CAM/CAPP应用
pplication of CAD/CAM/CAPP
度及零件厚度。 度为 0.2m m ; 1.6m m 立铣刀粗精铣叶片均采用同 一走刀轨迹,直接用叶片最终轮廓偏离刀具半径 值,粗铣时由于刀具直径太小,每层铣削深度仅为 0.05m m ,铣削深度稍大则刀具极易断裂,刀具伸 出长度 5 ~ 6mm ,伸出过长则刀具强度差,让刀现 象严重。因刀具磨损快,故4号 1.6mm精铣刀磨损 后再用于做3号 1.6mm粗铣刀。注意加工时是36个 叶片 Z 向逐层向下铣削,切不可一个叶片铣削后再 铣削下一个叶片,这会导致工件加工时受力不均 匀,易受切削力影响而产生变形。 ( 3 )进退刀方式 以圆弧方式接近和离开工 件,可有效避免突然接触工件时产生的接刀痕,有 效保证零件的表面质量。 (4)确定切削用量 切削用量详见后述程序, 其中 3mm刀铣削时主轴转速3 000r/min,进给速度 为 600mm/min ; 1.6mm 刀具粗精铣叶片切削用量 确定很关键,粗铣主轴转速为 7 000r/min,进给速 度为1 500mm/min,精铣主轴转速为7 000r/min, 进给速度为300mm/min。 ( 5 )主、子程序的调用 因机床内存总容量 为256kB, 3mm刀铣削时分14层, 1.6mm刀粗铣 时分56层,如直接利用MasterCAM 9.0软件的分层 铣削功能生成用于机床加工的 N C 程序,则机床的 内存容量远远不够;如利用机床的在线加工功能则 存在很多弊端:操作者对程序无法手动更改;加工 过程中刀具断裂后程序查询不方便;在线加工传输 程序出错极易造成零件报废等。 在此采用了数控机床主、子程序的调用方式有 效解决了这个难题,所占内存容量大大减少,程 序修改和查询都很方便。在主程序中的调用格式 为“G10L2P0Z-,M98 P-”,其中前者为对坐标系 进行操作,实现 Z 向分层铣削,其后数值为坐标系 Z 向修改值;后者是调用子程序, P 后数值为子程 序号,每个子程序中只有铣削一层的加工数据。
基于Mastercamx2软件的拉伸实体创建

基于Mastercamx2软件的拉伸实体创建拉伸实体创建是计算机辅助设计与制造过程中建造三维模型时使用最为频繁的一种实体构建方法。
通过创建二维共面封闭轮廓和非封闭轮廓,将—个或多个共面的串连曲线按指定方向和距离进行拉伸,即得到所需的实体。
在实际应用中常会出现,由于串联选取、拉伸方向等参数设置不准确,导致无法生成预期的三维实体模型。
通过对实体创建步骤、拉伸系数、串联选取方式和拉伸方向确定等方面进一步详细说明,并提供一些使用用技巧,将有助于拉伸实体的顺利创建。
标签:拉伸实体薄壁实体转换参数实体串连方向实体提供比三维线架更直接、更清晰的表现特体结构特征的方法。
Mastercam X不仅提供直接创建3D实体的方法,还可以通过对二维图形进行挤压、旋转或扫描的方式,再通过实体布尔运算、实体倒角、抽壳等操作,生成复杂实体模型。
在同类软件中,如ProEngineer,UG,SolidWork等软件中,均引入了草图(草绘)的概念,即在建立三维实体造型过程中,在选择好构图平面后,必须将该平面设定为草图(草绘)平面,并在草图(草绘)平面内绘制二维图形后,方可生成实体特征。
但在Mastercam中,并不存在草图(草绘)平面,只要是任意平面中的二维图形,均可生成实体特征。
这是Mastercam软件的一大特点。
拉伸实体(Solid Extrude)是将—个或多个共面的串连曲线按指定方向和距离进行拉伸(或称“挤出”)所构建的实体,创建的实体可以与其他实体进行布尔运算操作。
拉伸的方向通常遵循右手定则,即串联所在平面的法线方向为系统默认的挤出方向。
拉伸的长度可指定一个确切值,也可选取一个实体面,使生成的实体修剪至该实体面。
当选取的串连为封闭曲线串连时,可以生成实心的实体或壳体;当选取的串连为不封闭曲线串连时则只能生成壳体。
该命令常用于构建截面形状一致或带有拔模角度的实体。
拉伸实体创建步骤如下:①在菜单栏中选择“实体”/“拉伸”命令,或在Solids工具栏中单击“拉伸”按钮,系统将弹出“转换参数”对话框,根据实际情况选择相对应的串连方式。
基于Mastercam数控编程相关问题的研究

实际加工中的应用: 在加工前进行刀路模 拟与验证,提高加工 效率和加工质量
后处理:将刀路轨迹转换为数控机 床可识别的G代码
注意事项:确保后处理设置正确, 避免出现加工错误
添加标题
添加标题
添加标题
添加标题
程序输出:将后处理生成的G代码 通过传输软件发送到数控机床进行 加工
技术要点:掌握后处理与程序输出 的操作技巧,提高加工效率
汇报人:XX
切削参数不合适:根据材料属性和加工要求调整切削参数,如主轴转速、进给速度、切削深 度等。
冷却液问题:确保冷却液供应正常,调整冷却液压力和流量,保持加工区域冷却均匀。
高效加工策略:利用Mastercam的刀路模拟和验证功能,确保加工过程的准确性和高效性。
特色功能应用:利用Mastercam的特色功能,如动态模拟、碰撞检测等,提高加工过程的可靠性和安全性。
高速切削技术:提高加工效率, 降低加工成本
智能化技术:实现加工过程的 自动化和智能化
复合加工技术:多轴联动,提 高加工精度和效率
绿色制造技术:降低能耗和减 少环境污染
更新频率:Mastercam软件的更新频率较高,能够持续优化功能和修复漏洞。 新功能:每次更新都会带来新功能和工具,提高编程效率和加工质量。 技术支持:更新后提供技术支持,帮助用户更好地掌握新功能和解决问题。 兼容性:软件更新与升级能够保证与其他软件的兼容性,方便用户进行数据交换和协同工作。
参数优化:通过调整切削参数、刀具路径等参数,提高加工效率,减少加工时间和成本。
经验分享:结合实际案例,分享Mastercam编程技巧和经验,帮助用户更好地掌握Mastercam编程技能。
合理选择切削参数,保证加 工质量
熟练掌握常用命令,提高编 程效率
基于MasterCAM_X6的高速切削优化

结束语
通过以上案例分析应用,UGNX8 CAM 能较好的
解决深孔加工的问题。与其他软件的孔加工有着本
为 ϕ 10mm 的 深 孔 时 ,快 速 定 位 到
Z-50 的位置,使整个加工过程的时
图 12 后置处理文件中的 G83 指令
质的区别。它更合理,能够保证合理的精度,满足加
ϕ10
图 11 加工零件简图
针对上述问题,根据车床车削 O 型圈模具的原
理和加工中心的重复定位精度高等特点,设计一个
· 86 ·
紧固螺钉 1 将成形刀具夹紧,再把专用夹具装到 BT40
刀柄上。将模板装夹到机床的工作台上,然后分中找
正,设置模板原点(G54 坐标),再将上述 BT40 刀柄装
到机床的主轴上,并设置好刀长。通过专用夹具上的
胶,品种有丁晴胶、硅胶、氟胶等。
ϕD0
多腔 O 型圈模见图 3 所示,使用数控车床装夹有
困难,很难加工,普通车床加工效率很低,模具合格率
ϕD1
R
图 2 普通的单腔 O 型圈模具图
不高,容易产生错模,所以采用加工中心设备来加工,
效果较好。
图1
O 型圈产品的结构图
普通的单腔 O 型圈模具见图 2 所示,加工方法比
(2)主参数。
坐标系,
刀具移至 X0Y0,启动主轴)
根据孔加工方式的不
N0050 G43Z5.H02M08(长度补偿,刀具运动到安
同,可设置的参数个数也
全高度,
开冷却泵)
不同,各主要参数的含义
N0060 Z-50.(快速定位到 Z-50 的位置)
如下:
N0070 G98 G83X0.0Y0.0Z-165.R3.F250. P2Q5.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的优化参数记录表 。通过仿真找出最合适 的一组参 在数控铣削加 工程序 中 ,加工参数包括主轴转 数加以保存 , 而建立适合 自身机床 、 从 刀具 的加工数 速 、 给速度 、 进 背吃刀量和侧吃刀量 。 中进给速度和 据库。 其 主轴转 速最为关键 , 它们 的选用受到工件材质 、 刀具 () 2 调用优化库进行数控程序优化 材质 、 切削深度 、 刀具磨损状况 、 切削液流量变化等 因 V R C  ̄. 在 调用 优化 库进行 数控程 序优化 E IU 0 素的影响。 为了应对复杂、 多变的切削加工 , 数控编程 时 , 在优化库 中查找相应 的优化参数记录表 , 并将符
在 V RC , . E Iu 70中进行机床模拟仿 真和在 M s I a— t cmX中进行刀轨模拟仿真 的区别在 于: ea r 前者可以
C DC M软件 的嵌 套运行 。如 图 l 示 ,是利用 A /A 所
MatrA X完成 零件 C /A VE IU 7 s C M e ADC M, R C T . 0完成
设 备 利 用 率 成 为 制 造 业 面 临 的 现 实 问 题 。相 对 于
C DC M技术而言 , A /A 虚拟仿真加工技术可 以很好的 解决上述问题。因此 , 开展 C DC M技术和虚拟仿 A /A
真加 工技 术 的应 用 研究 , 有很 重 要 的工 程应 用 具
价值 。 V R C T是美 国 C Tc 公 司开发 的一款专业 E IU G eh 虚拟数控仿真a -软件。它采用了先进 的三维显示 nv _
图 1 Ma trAM × CA , M 和 V RIU 70 seC DCA E C T .
仿真、 优化流 程圈
及虚拟现实技术 , 可以仿真验证数控加工程序 、 模拟 E I T进行 数 控 程 序 的机 床 仿 真 、 验 机床加工 、 优化数控程 序 , 被广泛 的应 用于航空 、 航 1 V RCU
收稿 日期 :0 2 0 — 2 2 1- 6 1
作者筒介 : 丘立庆 (97 ) 男 , 17一 , 广西南宁人 , 讲师 , 工学硕士研究生 , 主要从事数控加工技术教 学与研究 。
8
《 装备制造技术)02年第 9 21 期
创建刀具优化库 ,就 是用户根 据 自身的实际生
2 VE CU RI T进 行 数 控 程 序 优 化 的 原 理 与 产经验 , 针对不同刀具 在不同切削条件 , 设置和调整 步骤 主轴转速 、 进给速度 等优化数据 的工作 , 即添加相应
E u p n Ma u a t n e h oo y No9, 01 q i me t n f er g T c n lg . 2 2 i
基 于 Ma tr A & R C T的数控加 工 seC M VE I U 仿 真 及优 化
丘 立 庆
( 南宁职业技术学院, 广西 南宁 50 0 ) 30 8
摘 要: 分析 总结 了虚拟数 控仿 真加 工软件如 何结合 C D/ M 软件使 用。在 Ma eC M 中, A CA s rA X t 进行 烟灰缸零件 三维
造型、 制定数控加工工艺 、 生成数控程 序、 进行 刀轨模拟仿真 ; 基于 V PI UT . E .C 70构建 了机床仿 真环境 , 通过调 用数控 程
天、 船舶 、 电子 、 汽车、 模具等工业 的车削、 铣削( 三轴 证的步骤 及多轴加工 )车铣复合 、 、 线切割 、 电加工等实际生产
中。 E IU V R C T的不足在于三维造型较为简单 、 不能生 成数控程序 ,难以满足零件 产品 C DC M需求 ; A /A 但
是 ,E IU 具 有 C DC V RC T A /AM 接 口 , 能 实 现 与
序仿真整个加 工过 程 。 验证 了数控加工程序正确性 ; 通过优化数控加 工程序 , 高 了加工效 率 , 而缩短产品 生产周期 , 提 从
降低成本。
关键词 : 虚拟仿 真 ; F CU 仿 真 ; V_ . RI T; 优化
中图分类号 : G6 9 T 5 2 1 )9 0 0 - 4 1 7 — 4 X( 0 2 0 - 0 8 0
随着 机械 零 件 产 品材 料 种 类 的不 断变 化 、产 品 结 构 复 杂 程 度 、精 度 要 求 的 不 断 提 高 , G、rE、 U Po /
M s ra 、 A A等 C DC M软件已经广泛应用 a e mX C X tc A /A 于产 品设计和制造中 ,大大缩短 了产品的生产周期 和降低了生产成本。但是 , 随着数控加工程序复杂程 度 的提高 , 如何保证数控加工程序的正确性 、 如何优 化数控加工程序 , 从而降低数控设备安全隐患、 提高
检查机床在加工过程或换刀时 ,所发生 的干涉和碰 撞, 更实际反映现实 的情况。V R C T .进行数控 E IU 7 0
机床模拟仿真 、 验证和优化数控程序的流程图。
程序 的机床仿真与验证 步骤 主要有 : 构建机床环境 、 定义控 制系统 、 创建加工刀具库 、 加毛坯 、 添 加载数 控程序和仿真与验证 。