平稳状态的VSIPoissonEWMA控制图_丛方媛
Minitab教程-控制图

• 2.Xbar-R控制图
X 和 R 控制图 通常用于跟踪大小为 8 或更小的样本的过程水平和过程 变异。
您在汽车发动机组装厂工作。部件 之一的凸轮轴的长度必须为 600 毫 米 +2 毫米以满足工程规格。凸轮 轴长度不符合规格是一个长期以来 的问题,它引起装配时配合不良, 导致废品率和返工率都居高不下。 于是您在一个月中从工厂使用的所 有凸轮轴收集共 100 个观测值(20 个样本,每个样本中 5 个凸轮轴), 并从每个供应商处收集 100 个观测 值。
• 稀有事件控制图(G控制图,T控制图)
• 1.I-MR控制图
对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、 重量、纯度、时间和生产量等计量值的场合。
I-MR 控制图的数据注意事项
• 数据应当是连续的 • 数据应当采用时间顺序 • 应当按照适当的时间间隔收集数据 • 数据应当是不采用子组形式收集的单值观测值 • 数据应当至少为总共 100 个观测值 • 数据应当呈现适度的正态性 • 观测值不应当相互关联
• 8.U控制图
当样品的大小保持不变时可用C控制图,而当样品的大小变化时则应换 算为平均每单位的缺陷数后再使用U控制图。
可使用 U 控制图 监视单位缺陷数(其中每个项目可具有多个缺陷)。 使用此控制图可以监视 过程在一段时间内的稳定性,以便您可以标识和更正过程中的不稳定性。
例如,一家 LCD 制造商希望监视 17 英寸 LCD 液晶屏的坏点数。技术人员记录每 个屏幕的坏点数。每个子组具有不同数 目的屏幕。制造商使用 U 控制图来监视 每个屏幕的坏点平均数。
• 3.Xbar-s控制图
当样本大小n>9,这时应用极差估计总体标准差的效率降低,需要用S
图来代替R图。
具有可变抽样区间的PoissonEWMA控制图_丛方媛

第37卷第13期2007年7月数学的实践与认识M AT HEMA TICS IN PRACTICE AND T HEORYV o l.37 No.13 July ,2007 具有可变抽样区间的Poisson EWMA 控制图丛方媛, 赵选民, 师义民, 王彩玲(西北工业大学应用数学系,陕西西安 710072)摘要: 传统的EW M A 控制图通常都是针对计量型质量特性值的,而对于计数型质量特征值少有研究.设计了单位缺陷数服从Pois son 分布的EW M A 控制图,并对Pois son EW M A 控制图进行了可变抽样区间设计,利用M arkov chain 方法计算了其平均报警时间,计算结果表明,所设计的动态Pois son EW M A 控制图较Sh ew hart c-图和固定抽样区间的Poiss in EWM A 控制图能更好的监控过程的变化.关键词: Pois son EWM A 控制图;可变抽样区间;M arkov chain ;平均报警时间1 引 言收稿日期:2007-01-22基金项目:国家自然科学基金(79970022);航空科学基金(02J 53079);陕西省自然基金(NSG5002) 由于质量特性值通常有两大类,一类是计量型的,如温度,长度,电阻等;一类是计数型的,如不合格品数,缺陷数等,因此,常规的质量控制图也分计量型控制图和计数型控制图两种[1].自从1924年Shew har t 提出了控制图的概念以来,Shew hart 的x --图,R -图等,以及EWM A(指数加权移动平均)控制图和CU SU M (累积和)控制图已经对计量型控制图有了很好的研究,而对于计数型质量特征值控制图的研究还只停留在Shew har t c-图和u-图上.且由于传统的休哈特控制图的统计变量是由当前观测值得出的,而其他观测值经过了它所在的当前时刻就被弃置不用,因此浪费了大量的历史信息和相关信息,造成了传统的休哈特控制图无法具有较高的精度且对小波动的持续上升、下降不敏感.EWM A 控制图的统计变量是观测值的一个加权线性组合,其对过程均值的微小变化比较敏感,正好弥补了Shew hart 控制图的缺陷[2—5].因此,针对计数型质量特征值,为了能更有效的发现过程均值的微小变化,本文在单位缺陷数服从Poisson 分布的假设下,提出了Poisson EW MA 控制图模型.静态控制图都是假定抽样区间,样本容量以及其控制限是固定不变的,其不利于及时有效的发现过程的变化,尤其是过程的微小变化,于是Rey no lds et al 提出了具有可变抽样区间的Shew hart 均值控制图,从此开启了动态控制图这一新的研究领域[6—7].因此,本文在前人研究的基础上对Poisson EWM A 控制图进行可变抽样区间设计,并且利用Markov chain 方法计算出其平均报警时间,计算结果表明,与Shew hatr 控制图和静态Poisson EWMA 控制图相比,可变抽样区间Poisson EWM A 控制图在过程失控时具有较短的平均报警时间,从而能够更有效的提高生产效率.2 Poisson EWMA 控制图的描述设X 表示生产过程中的单位缺陷数,通常情况下假设X 服从Poisson 分布.从该过程中获得的一列质量特征观测值X1,X2,…独立同分布于期望为L的Poisson分布,当过程处于受控状态时,L=L0.要对这个过程进行控制,定义Poisson EWM A统计量为:Z0=L0Z t=K X t+(1-K)Z t-1(1)根据Z t的定义可以直接得出E(Z t)=L0Var(Z t)=K2-K[1-(1-K)2t]L0(2)当t充分大时,可以得到Z t方差的渐近形式:Var(Z t)≈K2-KL0=Var(Z∞)(3)其中K为平滑参数,且0<K F1.这时Po isso n EWMA控制图的控制限可以基于(2)式得出,也可以基于方差的渐进形式(3)式得出,这样就产生了两种控制效果不同的控制图.为方便计算,在本文中我们将仅考虑基于渐近形式(3)式所生成控制限的控制图.因此,当Z t> h U或者Z t<h L时,过程失控.其中h L=L0-A L Var(Z∞)=L0-A LK L0 2-K,h U=L0+A U Var(Z∞)=L0+A UK L0 2-K,A U和A L可根据特定的受控时的ARL(平均运行长度,Average Run Leng th)的大小来确定,有时取A=A L=A U.但需要注意的是,由于X1,X2,…独立同分布于期望为L的Po isso n分布,则由(1)式定义的Poisson EW MA统计量Z t是一个非负数,那么当控制下限小于或等于零时,对过程均值的向下偏移就不会发出报警信号,即不能检测出过程的向下偏移,所以这时取A L≠A U是很有必要的.3 Poisson EWMA控制图的动态设计3.1 动态控制图的描述动态控制图是指下一个样本的抽样区间或样本容量依赖于现时样本点统计量的控制图.控制图的动态设计一般有可变抽样区间(Variable Sampling Interval,VSI),可变样本容量(Variable Sample Size,VSS)及可变样本容量和抽样区间(V SSI)这三种情况.其主要思想为:在控制图的中心限和控制限之间加上警戒限,将中心限与警戒限之间的区域称为中心域,警戒限与控制限之间的区域称为警戒域.如果现时样本点统计量位于中心域,则表明其后的点子超出控制限的可能性相对较小,这时可等待较长的时间再去抽取下一个样本,且下一个样本的样本容量可以较小;反之,若现时样本点统计量位于警戒域内,这表明其后的点子很有可能超出控制限,为了能尽快地发现过程的偏移,应等待较短的时间就去抽取下一个样本,且其样本容量应该较大,也就是说下一个样本的抽样区间和样本容量的大小取决于现时样本点统计量的大小.一般只取两个抽样区间长度d1和d2,d1>d2和两个样本容量n1和n2,n1<n2.当现时样本点统计量位于中心域时,选取样本容量n1和抽样区间d1;当其位于警戒域时,选用样本容量n2和抽样区间d2;若其超出警戒限,则发出报警信号,过程失控. 80数 学 的 实 践 与 认 识37卷一般情况下,用检测过程偏移的速度来评价一个控制图的有效性.当抽样区间和样本容量固定时,一般采用ARL 的大小来进行比较.即在过程处于受控状态的ARL 一定时,其失控状态的ARL 越小,表明该控制图对过程偏移检测的效果越好,越能及时地发现偏移.但是可变抽样区间控制图的抽样区间长度是变化的,故其无法采用ARL 来进行比较.这时我们将采用另外一种比较法则:平均报警时间(Aver age Time to Signal ,AT S )来比较.平均报警时间(AT S)是指从过程发生偏移到控制图发出报警信号所需要的平均时间.若过程偏移在零时刻发生,那么ATS 就是从过程开始检测到发出报警信号所需要的平均时间.本文将只考虑可变抽样区间Poisson EWM A 控制图.令<i 表示报警前采用抽样区间d i 的样本数(i =1,2),d 0表示从过程开始到第一个样本之间的抽样区间,可取d 0=d 1或d 2.则根据AT S 的定义可知:A T S =d 0+<1d 1+<2d 2计算ATS 的方法很多,本文我们采用M arko r chain 的方法计算Poisson EWM A 控制图的AT S.3.2 Poisson EWMA 控制图ATS 计算本文只考虑偏移L ′>L 0的情况.假设过程失控从零时刻开始,过程均值从L 0偏移到L 0+D L 0,为了能用M arkov chain 方法来计算失控过程的平均报警时间,如图1所示,将控制图的受控区域分成N 个长度相同的小区间,每个区间的长度为h U -h LN,第j 个子区间是(L j ,U j ),其中L j =h L +(j -1)(h U -h L )N ,U j =h L +j (h U -h L )N,第j 个子区间的中点m j =h L +(2j -1)(h U -h L )2N .这样对应于N 个M ar ko v chain 状态,从下到上分别记为E 1,E 2,…,E N ,第N +1个状态是吸收状态,表示超出h U 或小于h L 的失控区域.定义b =(b 1,b 2,…,b N )T ,若状态E i (i =1,2,…,N )的中心点位于中心域,则b i =d 1;若状态E i 的中心点位于警戒域内,则取b i =d 2.那么从状态E i (i =1,2,…,N )到状态E j (j =1,2,…,N )的转移概率记为p i ,j ,p i ,j =P (L j <Z t <U j ûZ t -1=m i )=P (L j <K X t +(1-K )Z t -1<U j ûZ t -1=m i )=P (L j <K X t +(1-K )m i <U j )=h L +(j -1)(h U -h L )N<K X t +(1-K )h L +(2i -1)(h U -h L )2N<h L +j (h U -h L )N =P h L +h U -h L2N K [(2(j -1)-(1-K)(2i -1)]<X t<h L +h U -h L2N K[(2j -(1-K )(2i -1)]令该M ar ko v chain 对于这N 个状态的转移矩阵为P =[p i ,j ]N ×N .令Q =(I -P )-1=(m ij )k ×k .其中I 为N ×N 的单位矩阵.则根据参考文献[2]推广可得到可变抽样区间的8113期丛方媛,等:具有可变抽样区间的P oisson EW M A 控制图图1 把受控区域划分成N 个相等的子区间Po isso n EWMA 控制图的平均报警时间AT S 为:A TS =∑Ni =1mk 0,i b i,(4)其中k 0表示中心限L 0处于状态E k 0.(若控制图的上控制限和下控制限关于中心限对称时,应取N 为奇数,这样可以使得中心限L 0正好处于状态E (N +1)/2的中点处,即k 0=(N +1)/2.因此根据AT S 的计算公式(4)即可求出过程质量特性对于不同偏移量D 的平均报警时间,当过程的质量特性X 的偏移量D =0时,由公式(4)求出的平均报警时间即为过程受控时平均报警时间.4 VSI Poisson EWMA 控制图与Poisson EWMA 控制图及c -图的比较要对不同控制图的控制效果进行比较,应使这些控制图处于同样的条件下进行比较,即使控制图在受控状态时具有相同的平均报警时间AT S .首先我们假设过程的单位缺陷数X 服从均值为4的Poisson 分布,即L 0= 4.则标准c -图的上控制限和下控制限可分别计算得:L CL =L 0-3L 0=4-34=-2UCL =L 0+3L 0=4+34=10此时的LCL 小于0,这时应重新设置LCL 为0.对于c -图,该过程受控时的平均报警时间AT S 为:82数 学 的 实 践 与 认 识37卷A T S =1P (x >10ûL 0=4)≈352即在受控时的AT S 约为352时,来比较这三种控制图的控制效果.具体数据见表1所示:表1 对于L 0=4时的c -图,P oisso n EW M A 和V SI P oisso n EW M A 控制图AT S 的比较,其中V SI 图上下警戒限分别为4.8和3.2,N =11D c -图Pois son EWM A 控制图(K =0.2)VS I Poiss on EW M A 控制图(K =0.2)(d 1,d 2)=(1.05,0.6)(d 1,d 2)=(1.10,0.80)0352348.70339.70358.330.5149.2588.0978.0085.851.071.9929.8126.0529.401.539.5315.2212.7214.632.023.479.657.909.172.514.96 6.95 5.66 6.593.010.155.424.425.14同样我们还可以得出这三种控制图对各种不同均值的控制效果的比较,表2为这三种控制图对L 0=10时的控制效果的比较:表2 对于L 0=10时的c -图,P oisso n EW M A 和V SI P oisso n EW M A 控制图A T S 的比较,其中V SI 图上下警戒限分别为11和9,N =11D c -图Pois son EWM A 控制图(K =0.2)VS I Poiss on EW M A 控制图(K =0.2)(d 1,d 2)=(1.3,0.65)(d 1,d 2)=(1.1,0.8)0284.74276.48275.20283.540.5171.87147.25144.87148.651.0107.4665.6661.9863.471.569.7934.2430.8731.532.046.9820.8218.1518.512.532.6814.2012.1712.393.023.4410.528.979.14从表1和表2中的数据可以看出,静态的Poisson EWM A 控制图的平均报警时间较标准的Shewhart 的c -图要小,而VSI Poisson EWMA 控制图的平均报警时间又较静态的Po isso n EWMA 控制图要小,即在这三种控制图中,VSI Poisson EW MA 控制图对过程均值的偏移最为敏感,能够最快最准确的检测出过程均值的偏移.因此,在实际的应用中,对于单位缺陷数,可以采取VSI Po isso n EWM A 控制图来提高生产的效率,降低生产成本.参考文献:[1] 周纪芗,茆诗松.质量管理统计方法[M ].北京:中国统计出版社,1999.[2] Douglas C M ontgomery.Introduction to Statis tical Quality Control[M ].Fourth Edition J oh n Wiley &Sons Inc,2001.8313期丛方媛,等:具有可变抽样区间的P oisson EW M A 控制图84数 学 的 实 践 与 认 识37卷[3] Gan F F.Joint monitoring of proces s mean an d variance u sing ex ponentially w eig hted moving average controlchart[J].T echnometrics,1995,37:446—453.[4] Connie M B,Charles W C,S teven E R.Poisson EW M A control charts[J].Journ al of Quality Techn ology,1998,30(4):352—361.[5] Gan F F.Designs of one-and tw o-sided expon ential EW M A chart[J].Journ al of Quality Tech nology,1998,30(1):55—69.[6] Antonio F B Costa.X-bar chart w ith varialb e sample s ize and samplin g intervals[J].Journ al of QualityTech nology,1997,29(2):197—204.[7] Baxley R V,Jr.An ap plication of variable sampling inter val control char ts[J].Jour nal of Q uality Technology,1995,27:275—282.[8] 王兆军.关于动态质量控制图的设计理论[J].应用概率统计,2002,18(3):316—333.[9] 赵选民,徐伟等.数理统计[M].北京:科学出版社.Poisson EWMA Control Chart withVariable Sampling Intervals ZHAO Xuan-min, SHI Yi-min, WAN G Cai-lingCONG Fang-yuan, Array (Dept.o f A pplied M athematics,N o rt hw ester n P olyt echnical U niver sity,X i′an710072,China)Abstract: T he measur ing quality character istic has been w idely studied by the t raditionalEWM A contr ol chart,but the counting quality char acter istic ha s been unusual resear ched.APo isson EWM A co nt ro l char t is pr oposed.A nd the Po isson EW M A contr ol char t w ith var iablesampling interv als is constructed also.T he M ar ko v chain method is used t o calculate theaver ag e time to signal.T he computing r esults show that the VSI P oisso n EW M A co nt ro l chartis the most efficient in detecting shift s amo ng the Shew har t c-chart,the fix ed sampling interv alPo isson EWM A co nt ro l char t and the V SI P oisson EW M A co ntr ol char t.Keywords: po isson EW M A co ntr o l chart;var iable sampling inter vals;marko v chain;aver ag etime t o sig nal。
控制图的设计
常规控制图、 CUSUM控制图与EWMA控制图
一般,我们将控制图中心线两侧到控制限划分为 3 个区间,从控制限到中心线分别记为 A 区、B 区和 C 区,显然分区的依据就是控制限的 ± 3σ 原则了。
+3σ
+2σ
A B
+1 σ
USL
99.7% 95.5% 68.3%
C C B A
-1 σ
连续 3 点中有 2 0.3048% 点落在中心线同 一侧的 B 区以外
<<常规控制图>>国家标准 GB4091.1~4091.9-83
备注
α (虚发警报)
GB/T4091-2001 点落在中心线同 一侧的 C 区以外
α (虚发警报) 2005?
①
连续 5 点中有 4 0.5331%
α 总 ≈ ∑α i
常规计数值控制图存在的不足
1 以正态分布为基础
②正态分布是对称分布,二项分布和泊松分布是偏态分布
(Schwertman & Schmid,1989)二项分布的近似在通常情况下,即使 样本容量很大取到 n P>5 时,效果也不理想,正态近似的效果与不合格 品率 P 的数值有关。 (Ryan,1989)点子落在 p 图和 pn 图 UCL 外的概率要大于 0.00135, 而落在 LCL 外的概率要小于 0.00135。 (Quesenberry, 1991) 利用 p 图和 pn 图去检测过程不合格品率的下降时, P(D/n)<LCL 非常接近 0。
100 百 分 比 ( 50 )
常规n (a) 100 百 分 比 ( 50 ) % 0 n (c)
0 n (b)
滑动平均 k=5
可变抽样区间几何 EWMA 控制图的经济设计

可变抽样区间几何 EWMA 控制图的经济设计薛丽【期刊名称】《运筹与管理》【年(卷),期】2013(000)004【摘要】为了降低生产过程周期成本,本文对单位缺陷数服从几何分布时,可变抽样区间的指数加权移动平均(EWMA)控制图进行经济设计。
首先建立可变抽样区间几何EWMA控制图的经济模型,使单位时间期望费用最小来确定参数的最优值;其次用遗传算法来寻找经济模型的最优解;最后对可变抽样区间几何EWMA控制图的经济模型进行灵敏度分析和最优性分析。
研究结果表明单位时间期望费用分别随着异常原因发生的频率、过程失控时单位时间的质量费用、发现异常原因的时间期望值和纠正过程的时间期望值的增大而增大。
%To reduce the production process cycle cost , the economic design of exponential weighted moving aver-age(EWMA)control chart with variable sampling intervals (VSI)under geometric distribution is discussed in this paper.First, the economic model of VSI EWMA control chart under geometric distribution is developed , the optimal values of the parameters will be determined such that the expected total cost is minimized .Further , the genetic algorithms will be used to search for the optimal values of the parameters of the VSI EWMA control chart under geometric distribution .Finally, the sensitivity analysis and optimality analysis of this model is done .The result of sensitivity analysis shows that the occurrences frequency of the assignable cause , the average quality cost per hour whileproducing out of control , expected time to discover the assignable cause and expected time to cor-rect the process significantly affect the average total cost .The larger the four model parameters respectively , the larger the average total cost .The economic design method which proposed in this paper can be applied to other VSI control charts .【总页数】7页(P126-132)【作者】薛丽【作者单位】郑州航空工业管理学院管理科学与工程学院,河南郑州,450000【正文语种】中文【中图分类】TB114.2【相关文献】1.监控均值标准差的可变抽样区间EWMA图经济设计 [J], 薛丽2.具有可变抽样区间的Poisson INAR(1) EWMA控制图 [J], 郭新俊;朱永忠3.可变抽样区间的非正态EWMA均值控制图 [J], 吉明明;赵选民;唐伟广4.可变抽样区间的几何EWMA控制图设计 [J], 薛丽5.可变抽样区间泊松EWMA控制图的经济设计 [J], 薛丽因版权原因,仅展示原文概要,查看原文内容请购买。
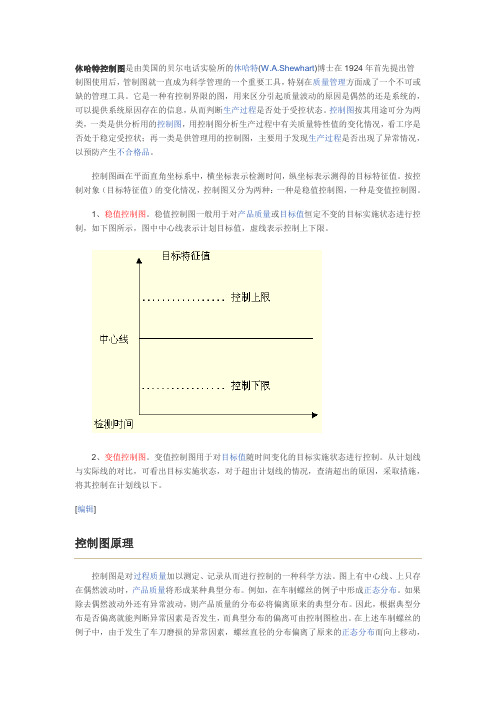
SPC中的EWMA指数加权移动平均控制图
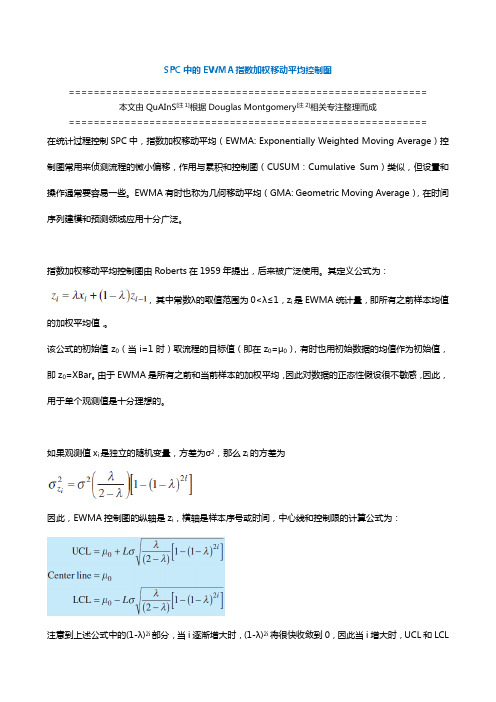
SPC中的EWMA指数加权移动平均控制图========================================================== 本文由QuAInS[注1]根据Douglas Montgomery[注2]相关专注整理而成==========================================================在统计过程控制SPC中,指数加权移动平均(EWMA: Exponentially Weighted Moving Average)控制图常用来侦测流程的微小偏移,作用与累积和控制图(CUSUM:Cumulative Sum)类似,但设置和操作通常要容易一些。
EWMA有时也称为几何移动平均(GMA: Geometric Moving Average),在时间序列建模和预测领域应用十分广泛。
指数加权移动平均控制图由Roberts在1959年提出,后来被广泛使用。
其定义公式为:, 其中常数λ的取值范围为0<λ≤1,z i是EWMA统计量,即所有之前样本均值的加权平均值,。
该公式的初始值z0(当i=1时)取流程的目标值(即在z0=μ0),有时也用初始数据的均值作为初始值,即z0=XBar。
由于EWMA是所有之前和当前样本的加权平均,因此对数据的正态性假设很不敏感,因此,用于单个观测值是十分理想的。
如果观测值x i是独立的随机变量,方差为σ2,那么z i的方差为因此,EWMA控制图的纵轴是z i,横轴是样本序号或时间,中心线和控制限的计算公式为:注意到上述公式中的(1-λ)2i部分,当i逐渐增大时,(1-λ)2i将很快收敛到0,因此当i增大时,UCL和LCL将稳定到下面两个值:,但当i比较小时,强烈建议使用精确公式,这样十分有助于提高此时EWMA控制图的作用以侦测流程的偏移。
以下是一个EWMA控制图的示例:如何决定公式中L和λ的值EWMA控制图对于侦测流程的微小偏移十分有用。
具有可变样本容量的非正态EWMA控制图

具有可变样本容量的非正态EWMA控制图薛丽【期刊名称】《运筹与管理》【年(卷),期】2016(025)006【摘要】为了提高控制图的监控效率,本文研究非正态分布下,E WMA控制图的可变样本容量设计问题。
首先利用 Burr分布近似各种非正态分布,构造可变样本容量的非正态 EWMA控制图;其次运用马!科夫链法计算可变样本容量非正态E WMA 控制图的平均运行长度;然后与传统的非正态 E WMA 控制图进行比较得出:当过程中出现小波动时,可变样本容量的非正态 E WMA控制图能够更快地发现过程中的异常波动,具有较小的平均运行长度,其监控效率明显优于传统的非正态 E WMA控制图。
%In order to improve the monitoring efficiency of control charts,the EWMA control chart under non-normal distribution with variable sample size (VSS )is constructed in this paper;The Markov chain method is applied to calculate the average run length(ARL)of the VSS EWMA control charts.The computing results show that the VSS EWMA control chart under non-normal distribution is the more efficient in detecting shifts than the traditional EWMA control chart,and has a shorter the average run length to find the abnormal fluctuation.【总页数】6页(P224-229)【作者】薛丽【作者单位】郑州航空工业管理学院管理工程学院,河南郑州 450000【正文语种】中文【中图分类】TB114.2【相关文献】1.基于田口质量损失函数的非正态EWMA控制图优化设计 [J], 薛丽2.基于动态、非正态EWMA控制图的废旧产品再制造质量控制方法 [J], 姜兴宇;代明明;李丽;宋博学;张皓垠3.具有可变抽样区间的非正态累积和控制图 [J], 薛丽4.具有可变抽样区间的Poisson INAR(1) EWMA控制图 [J], 郭新俊;朱永忠5.可变抽样区间的非正态EWMA均值控制图 [J], 吉明明;赵选民;唐伟广因版权原因,仅展示原文概要,查看原文内容请购买。
SPC, EWMA统计质量技术文档

EWMA质量控制图的应用研究Ξ哈尔滨工业大学现代生产技术中心(150001) 徐 羽中 马玉林 袁哲俊1 引言体现现代制造技术发展水平的因素很多,其中一个重要的因素是产品的质量保证技术。
因为产品质量不仅是工业企业参与市场竞争、赖以生存和发展的基础,同时也是保证现代生产环境,如计算机集成制造系统(CIMS)、柔性制造系统(FMS)等基于先进制造生产环境正常运转的先决条件。
质量功能配置、田口方法和统计过程质量控制(SPQC)是质量保证的三种重要工具,其中基于统计推断和预测理论的SPQC技术是实现制造质量控制的有效工具。
传统SPQC技术利用标准休哈特控制图,监测工序是否处于正常状态。
这种质量控制方法在大批量生产模式下得到了广泛的应用,取得了巨大的经济效益。
但是在AM T生产环境下,由于生产批量的减小和对监控精度的要求提高,传统的SPQC技术的应用受到了限制。
然而AM T技术广泛深入的应用已成为当今国际制造业发展不可避免的趋势,在这种情况下,如何抓住传统质量控制图的实质与精髓,充分利用AM T生产环境下先进的设备环境建立新的质量控制方法,已成为当前国内外SPQC 研究领域中一项紧迫的任务。
AM T生产环境下计算机的普遍应用,为工作现场提供了比传统制造系统高得多的计算能力,可以适应较为复杂的运算和精度较高的统计方法。
因此,本文面向AM T生产环境,研究了比休哈特和CUSUM控制图的精度和敏感度更高的EWMA统计过程质量控制方法,并通过实验研究了这种方法在镗铣加工中心上的应用情况。
2 EWMA控制图2.1 EWMA方法和传统思想的比较传统休哈特控制图的统计变量由当前观测值得出,而其它观测值经过了它所在当前时间就被弃置不用。
这种当前统计变量不与以前观察值相关联的统计方法实际上弃置了系统的时域特征,浪费了大量的历史信息和相关信息,造成了在传统休哈特控制图无法具有较高的精度和对小波动持续上升、下降以及循环趋势质量变异敏感性的缺点。
EWMA控制图在ELISA室内质控中的应用

EWMA控制图在ELISA室内质控中的应用目的探讨指数加权移动平均(EWMA)图在ELISA室内质控中的应用价值。
方法对30次HBsAg ELISA室内质控数据分别绘制EWMA控制图和Levey-Jennings质控图,比较两种质控图控制效果。
结果EWMA控制图对系统误差产生的漂移比Levey-Jennings质控图更灵敏,而Levey-Jennings质控图对由随机误差产生的过程突发变化比EWMA控制图敏感。
结论EWMA控制图比Levey-Jennings质控图多规则质控能更早检出微小系统偏移,对于自动化程度较高的检测过程两者可结合使用。
标签:质量控制;指数加权移动平均(EWMA);Levey-Jennings质控图临床实验室室内质控直接影响检测结果的准确性和可靠性,为把检测误差控制在允许范围内,通常采用质控图技术保证检测质量。
目前国内ELISA室内质控多采取与临床定量检测相同,源于休哈特质控图的Levey-Jennings质控图,并按概定的质控规则判定系统误差和随机误差。
指数加权移动平均(EWMA)控制图由Roberts[1]在1959年首次提出,该图采用指数加权累计移动均值设置控制线,因而可以不受正态假定的限定,不同于休哈特控制图只考虑当前数据的统计检验,而将历史数据也考虑进来。
本文旨在通过比较两种质控图在ELISA 室内质控中的差别,探讨EWMA控制图在临床检验室内质控中的应用价值。
1资料与方法1.1仪器与试剂HBsAg ELISA诊断试剂盒(北京万泰公司,批号:BX20100706);HBsAg 1IU 质控血清(康彻斯坦,批号:20110101);TECAN RSP 加样仪,FAME2430自动酶免疫分析系统(瑞士汉密尔顿公司);Minitab 15.0统计控制分析软件。
1.2数据采集收集长沙血液中心检验科2011年1月万泰HBsAg ELISA室内质控数据30个,见表1。
1.3数据分析1.3.1应用Minitab软件分别绘制质控数据的EWMA控制图和Levey-Jennings 质控图。
EWMA控制图的灵敏性分析 .doc
Байду номын сангаас(1)
其中E(X)是X的数学期望, 是X的标准差。
如在生产过程中,仅有偶然因素存在,则产品质量特征X将服从某种典型分布,通常为正态分布;当异常因素出现时,X就会偏离原来的典型分布,可用统计学中的假设检验方法来及时发现这种分布的偏离,从而以此来判断异常因素是否存在。
当过程不存在异常因素时, ,于是就有
Sensitive analysis of ewma control chart
Author:Shi GuodongTutor:Zhang Li
Abstract
Thecontrolchart is a kind of graph which measures, records, assesses and monitors the process quality and makes sure that the process is in control state. The control chart is designed on the theoretical basis of statistical method. Since 1924, the Shewhart control chart came into being and was widely applied in all walks of life; it has brought respectable economic benefits to various industries. However it is only sensitive to large fluctuations but weak in detecting small fluctuations. The EWMA was brought in under this circumstance. As a kind of control chart, EWMA has a good consideration on the historical data, so it has given different weights to different historical data. Based on these conditions, EWMA has good detection ability on the small fluctuations and the process of gradual fluctuations.
ewma控制图

对比小结
• EWMA 图可以这样理解:通过对所 图可以这样理解: 有过去小波动的累加,使其表现 有过去小波动的累加, 出有较大的波动, 出有较大的波动,从而增加了控 制图对小漂移的敏感性 • 与X 控制图相比,EWMA 图的弊 控制图相比, 端在于不能很好的发现过程中的 突发变化, 突发变化,这种现象同样是对过 去样本数据波动的积累造成的。 去样本数据波动的积累造成的。
LOGO
EWMA控制图 EWMA控制图
组员
杜学敏、王丽静、 杜学敏、王丽静、陈雷 孙晓芳、张越、 孙晓芳、张越、苗凤娜
1
EWMA控制图的提出背景 EWMA控制图的提出背景
2
EWMA控制图的原理 EWMA控制图的原理
EWMA控制图与X EWMA控制图与X图的比较 控制图与
3
EWMA控制图优点 4:EWMA控制图优点 目录
Robert于1959年提出了指数加权滑 Robert于1959年提出了指数加权滑 动平均(Exponentially 动平均(Exponentially Weighted Average,EWMA)控制图 控制图。 Moving Average,EWMA)控制图。
基于EWMA 基于EWMA 控制图采用指数加权累计移动 均值设置控制线, 均值设置控制线,因而可以不受正态假 定的限定、 定的限定、加之图上的每个点包含着前 面所有子组的信息, 面所有子组的信息,具有检出过程均值 小漂移的敏感性。 小漂移的敏档分享能灵敏地检能灵敏地检测出过程的测出过程的变化趋势变化趋势预报的误差较小预报的误差较小方法简单方法简单迅速可靠迅速可靠能使控制参数随机能使控制参数随机的变化得到平滑的变化得到平滑预报误差有预报误差有明确的范围明确; λ ≤1 是加权常数,软件默认是0.2 0.2, 是加权常数,软件默认是0.2,一般建议设 0.05< 0.25。 为0.05<入≤0.25。
休哈特控制图
休哈特控制图是由美国的贝尔电话实验所的休哈特(W.A.Shewhart)博士在1924年首先提出管制图使用后,管制图就一直成为科学管理的一个重要工具,特别在质量管理方面成了一个不可或缺的管理工具。
它是一种有控制界限的图,用来区分引起质量波动的原因是偶然的还是系统的,可以提供系统原因存在的信息,从而判断生产过程是否处于受控状态。
控制图按其用途可分为两类,一类是供分析用的控制图,用控制图分析生产过程中有关质量特性值的变化情况,看工序是否处于稳定受控状;再一类是供管理用的控制图,主要用于发现生产过程是否出现了异常情况,以预防产生不合格品。
控制图画在平面直角坐标系中,横坐标表示检测时间,纵坐标表示测得的目标特征值。
按控制对象(目标特征值)的变化情况,控制图又分为两种:一种是稳值控制图,一种是变值控制图。
1、稳值控制图。
稳值控制图一般用于对产品质量或目标值恒定不变的目标实施状态进行控制,如下图所示,图中中心线表示计划目标值,虚线表示控制上下限。
2、变值控制图。
变值控制图用于对目标值随时间变化的目标实施状态进行控制。
从计划线与实际线的对比,可看出目标实施状态,对于超出计划线的情况,查清超出的原因,采取措施,将其控制在计划线以下。
[编辑]控制图原理控制图是对过程质量加以测定、记录从而进行控制的一种科学方法。
图上有中心线、上只存在偶然波动时,产品质量将形成某种典型分布。
例如,在车制螺丝的例子中形成正态分布。
如果除去偶然波动外还有异常波动,则产品质量的分布必将偏离原来的典型分布。
因此,根据典型分布是否偏离就能判断异常因素是否发生,而典型分布的偏离可由控制图检出。
在上述车制螺丝的例子中,由于发生了车刀磨损的异常因素,螺丝直径的分布偏离了原来的正态分布而向上移动,于是点子超出上控制界的概率大为增加,从而点子频频出界,表明在异常波动。
控制图上的控制界限就是区分偶然波动与异常波动的科学界限,休哈特控制图的实质是区分偶然因素与异常因素两类因素。
STATISTICA JMP与MINITAB软件统计控制图应用(三)3-2-1
2
xij is the jth measurement in the ith subgroup, with j = 1, 2, 3,... ni is the sample size of the ith subgroup k is the number of subgroups Xw is the weighted average of subgroup means 3.EWMA 控制图的标准差估计选项 EWMA 控制图也可以分别适用于单个质控测定数据和分组数据,这两种数据绘制输出 EWMA 控制图 时,要预先选择设置标准差估计方法,可以参考附图 0-1-1 分别选择。 附图 0-1-1
STATISTICA、JMP、MINITAB 软件统计控制图应用简介(三)3-2
1
STATISTICA、JMP 与 MINITAB 软件统计控制图应用(三) 第三篇 移动均值(MA)、指数加权移动均值(EWMA)和累计和(CUSUM)控制图 其二 指数加权移动均值(EWMA)控制图
赵炳华
00 EWMA 控制图统计基础简要描述 ............................................................................................................... 1 01 EWMA 控制图 ............................................................................................................................................... 1 02 两点提示 ......................................................................................................................................................... 2 1 单值数据 EWMA 控制图 ................................................................................................................................ 2 1.2 先看常规单值控制图 .................................................................................................................................... 2 1.3 EWMA 控制图观测与思考 .......................................................................................................................... 3 2 分组数据 EWMA 控制图 ................................................................................................................................ 4 2.1 先看常规均值控制图和 Zone 图 .................................................................................................................. 4 2.2 Zone—图 Zone Score(区域得分)及其含义 ............................................................................................. 4 2.3 EWMA 控制图 .............................................................................................................................................. 6 EWMA 控制图统计基础简要描述 正如上文所述:EWMA 图和 CUSUM 图是用于检测过程含有小漂移(small shifts)的有效方法。本 文先简要讲解 EWMA 图。 01 EWMA 控制图 1.名称 中文全称是指数移动均值控制图, 英文全称是 Exponentially Weighted Moving Averages (EWMA) chart, 缩写为 EWMA 图;也有直接称为指数移动均值图,即:Exponential Moving Average(EMA)chart,或者 称为几何移动均值控制图,即:Geometric Moving Average (GMA) chart。查看文献时,遇有以上的“不同 名称”就会想到这三种叫法的意思都是相同的。 2.EWMA 控制图监测过程均值 (1)统计过程控制在执行的实践中,遇有长期的小漂移时,休哈特计量控制图时时显得不甚敏感, 难以识别这种小波动。基于 EWMA 控制图采用指数加权累计移动均值设置控制线,因而可以不受正态假 定的限定、加之图上的每个点包含着前面所有子组的信息,具有检出过程均值小漂移的敏感性。 (2)用子组均值为例,看看 EWMA 的指数加权移动平均数: 00
VSS EWMA均值控制图和预防维修联合经济设计模型
VSS EWMA均值控制图和预防维修联合经济设计模型陈洪根【摘要】针对生产过程质量特性均值漂移由设备异常导致的可修系统,提出一种可变样本容量指数加权移动平均均值控制图和预防维修联合经济设计模型.在该模型中,系统被界定存在控制图误报警、正确报警、预防维修点到达3种更新情景;针对样本可变情况,分析得到了控制图两类错误期望概率;为避免平均失控运行长度带来的计算复杂等问题,以抽样间隔为基本分析单元代替传统方法的失、受控两阶段分析模式,建立了各更新事件期望周期成本和时长的函数表达式,进而构建了单位时间期望成本最小化决策模型,并与蒙特卡罗仿真方法进行了对比分析.应用实例分析结果表明,该模型能够较真实地反映生产系统实际运行状况,并可为系统优化分析提供支持.最后,对模型参数进行了灵敏度分析.%For the repairable system of process mean shift which caused by,failure,a joint economic design model for Variable Sampling Size Exponentially Weighted Moving Average (VSS EWMA) mean chart and Planned Maintenance (PM) was developed.In this model,three renewal-scenarios which were in-control alert signal,out-of-control alert signal and no alert signal were considered.The expected probability of Type-Ⅰ error and Type-Ⅱ error of VSS EWMA mean chart was obtained by Markov Process.To avoid computational difficulties and other issues resulting from the average runs length during out-of-control process,each scenario's cycle cost and cycle time were established by the analysis of each sampling interval process,instead of in-control process and out-of-control process in previous models.Furthermore,a mathematical model was given to minimize the expected cost per unittime.A Monte Carlo simulation experiment was conducted as comparisonto ensure the analysis of the presented model.The results of a case indicated that the model had a satisfactory application performance and could optimize system's cost.A sensitivity analysis was performed to demonstrate the effects of model parameters.【期刊名称】《计算机集成制造系统》【年(卷),期】2017(023)004【总页数】10页(P842-851)【关键词】可修系统;可变样本容量;指数加权移动平均均值控制图;预防维修;联合经济设计;灵敏度分析【作者】陈洪根【作者单位】郑州航空工业管理学院管理工程学院,河南郑州450015【正文语种】中文【中图分类】TB114;TH17作为保证系统过程质量的两个关键管理工具,统计过程控制(Statistical Process Control, SPC)和预防维修管理之间虽然联系紧密[1],但长期以来两者的研究大都是各自沿着自身的发展路线独立进行的[2-3]。
统计过程控制休哈特Shewhart控制图

修哈特控制图 – 概述
深圳市共进电子有限公司
休哈特控制图的变量
深圳市共进电子有限公司
_
X 控制图 与 中心极限定理
• 中心极限定理 : • 如果在n个样本中取k个观察,样本x1, x2, . . . , xk将近似
N(x,x)的分布,有:
深圳市共进电子有限公司
k
xi
x
i 1
模块范围
• 产品控制与过程控制 • 识别变化 • 休哈特控制图 • 指标的不稳定性 • 执行控制图
深圳市共进电子有限公司
控制模型产品的质量控制
Raw Material, Components & Sub-Assemblies
Process
Product
Inspection
Fail
Pass
Rework
7 73.995 74.006
深圳市共进电子有限公司
识别变化
Special Variation
Natural Variation under 0 (±30)
Historical Level (0)
Reject Rate
Optimum Level (1)
深圳市共进电子有限公司
Time
Natural Variation under 1 (±31)
• 目标一致 (戴明) • 适应性 (约瑟夫朱兰) • 符合要求 (菲利普克劳士比) • 逆变异 (道格拉斯蒙哥马利)
深圳市共进电子有限公司
识别变化
• 固有的或正常的变化 由于累积的影响,许多小的不可避免的原因在不断的积累 下导致经营过程的唯一机会差异,被认为是“在控制中”
• 特别或分配变化,由于 一)不当调整设计 二)操作员的错误 三)有缺陷的原材料 一个进程中运行存在的分配变化的原因被认为是“失去控 制”
具有可变抽样区间的Poisson INAR(1) EWMA控制图

具有可变抽样区间的Poisson INAR(1) EWMA控制图郭新俊;朱永忠【摘要】The paper investigates EWMA Charts Monitoring of First-Order Integer-Valued Autoregressive Processes of Poisson Counts (named Poisson INAR (1) EWMA), and handles this control chart with the design of variable sampling intervals. Using Markov chain method to calculate the average alarm time, the results show that the Poisson INAR (1) EWMA control charts with variable sampling intervals are more sensitive than a fixed sampling interval Poisson INAR (1) EWMA control chart.%研究了监测带有泊松数的一阶取整数值自相关过程所用的指数加权滑动平均控制图,并对此控制图进行了可变抽样区间设计.利用马尔科夫链方法计算其平均报警时间,计算结果表明,在参数取值相同的情况下,VSI图的平均报警时间总是比FSI图小一些,即所设计的动态指数加权滑动平均控制图比固定抽样区间的控制图有更好的监控效果.【期刊名称】《江南大学学报(自然科学版)》【年(卷),期】2012(011)002【总页数】5页(P231-235)【关键词】指数加权滑动平均控制图;可变抽样区间;平均报警时间;马尔科夫链【作者】郭新俊;朱永忠【作者单位】河海大学理学院,江苏南京210098;河海大学理学院,江苏南京210098【正文语种】中文【中图分类】O213.1控制图作为一种重要的统计过程控制工具,广泛应用于实施过程控制,以改进产品质量。
EWMA控制图
几何EWMA控制图
则: E Y n 1 p ,
p
Var Y n 1 p p2
要对这个过程控制,定义几何 EWMA统计量:
主要内容
监控均值的EWMA控制图 休哈特控制图与EWMA控制图监控效果比较 泊松EWMA控制图 几何EWMA控制图
1. EWMA控制图
设随机变量 X ~ N (, 2 ) , 0 为过程均值的目 标值,当过程处于受控状态时, 0 ;当过程发 生变化时, 1 0 ( 为过程均值波动), 标准差 不变。设 X1, X 2 ,... 为相互独立的随机 变量序列 ,则EWMA统计量 Zt 为:
要对这个过程控制,定义泊松EWMA统计量:
(2 )
1 1
2t
t ,
Var ( Z t )
n
0
(2 )
n0
泊松EWMA控制图
泊松EWMA控制图的上下控制限为:
UCL n0 k1
2
n0
LCL n0 k2
2
其中, k 为控制限系数。
2. 监控均值的EWMA控制图
Zt
UCL
CL
LCL
样本编号(或取样时间)
10
3.休哈特图与EWMA图监控效果比较 利用Mintab软件仿真一组正态分布的随机 数据200个,从第101个数据开始漂移 / 3 到第151数据再向上漂移 / 3 。据前100 个数据,取 n 5 建立控制图,用随后20 个样本对过程监控。 下面分两种情形对EWMA图和 X 图的灵 敏性进行比较。
平稳计分卡的因果关系和战略图(DOC3页)

平稳计分卡的因果关系及战略图孙永玲博士,上海博意门咨询总裁平稳计分卡的关键目的之一是通过公司高级治理层对达到重要具体目标的方式作出假想来清楚地描述该公司的进展战略。
这些假想能够分辨重要的目标和各角度中不同目标之间的联系。
通过对多个重要因素“若是,那么”进行因果关系的分析,治理层的假想就会慢慢明确。
这种因果关系分析是平稳计分卡系统成立的基础。
策略图使一个公司的高级治理层能够清楚地勾画出对企业战略假想中的因果关系。
这些假想是能够测实验证的,方式是把适当的滞后(结果)指标结合于驱动业绩结果的领先指标。
在任何一个角度的每一个目标内都应确信至少一个或几个绩效指标。
尽管财务目标一般是公司表现的滞后的结果衡量指标,策略图的设计和假设的构思应从图的最上层财务目标开始,然后依次完成其它关于实现关键财务目标的因果假想。
平稳计分卡方式论的运用要求公司的高级治理层考虑什么是适合企业战略,外部形势和内部企业能力的适当的,又具挑战性的财务指标。
这些既具挑战性,又有可行性的财务目标完全能够通过运用平稳计分卡的方式得以更有效的实现。
因果关系的小范例若是咱们要提高企业25%的收入,那么咱们必需使新产品收入占到总收入的40%。
开发能够迅速占据市场的新产品关于咱们的收入增加相当重要。
若是咱们能够缩短50%的新产品开发周期,那么咱们将达到提高收入的目标值。
固然达到这一预期目标的前提是咱们必需同时要达到公司其它方面的目标,例如:销售X吨A产品和为B产品进展10家新的客户。
咱们还要以优质的售后效劳维持现有的客户,以求他们以后的继续光顾。
若是咱们的售后效劳不能知足客户的期望,那么咱们就不能达到收入增加的目标。
以上因果关系同时联系着其他的因果关系。
例如:•若是咱们要平均缩短50%的新产品开发周期,那么咱们必需培育明白得客户需求的技术并有能力选择最优产品进行开发。
• 如果我们必须满足客户对售后服务的要求,那麽我们需要:o更准确的明白得每一个客户的期望o训练客户效劳人员执行客户的要求o及时的跟踪客户中意度o迅速、有效地处置客户投诉案例:海信通信公司由于中国的入世和政府制度的转变,海信通信公司处于急速转变的商业环境中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1001-4098(2007)08-0115-04平稳状态的VSI Poisson EWM A控制图X丛方媛,师义民,王彩玲(西北工业大学应用数学系,陕西西安 710072)摘 要:主要对计数型质量控制图的特性进行了研究,设计了单位缺陷数服从Poisso n分布的EWM A控制图,并对其进行了具有可变抽样区间的动态设计,利用M ar kov chain方法计算出了过程开始处于平稳状态时V SI Poisson EW M A控制图的AA T S,以及不平稳状态时V SI Po isson EW M A控制图的A T S,通过实例验证了不论是过程开始处于不平稳状态还是平稳状态,V SI Poisso n EW M A控制图的控制效果都优于静态Pois-son EWM A控制图。
关键词:P oisson EWM A控制图;可变抽样区间;平稳状态;M ar kov chain;A A T S中图分类号:O213 文献标识码:A1 引言目前对计数型质量特征值控制图的研究大多数停留在静态的休哈特(Shew har t)c—图和u—图上,且都假设过程均值偏移在过程开始时就发生,即过程开始处于不平稳状态[1,2]。
但是由于传统Shew har t控制图的统计变量只是由当前观测值得出的,其它观测值在经过了其所在的当前时刻就被弃置不用,因此浪费了大量的历史信息,造成了传统Shewhart控制图无法具有较高的精确度和对小波动持续上升,下降不敏感。
并且静态控制图都是假定抽样区间,样本容量以及其控制限是固定不变的,其不利于及时有效的发现过程的变化,尤其是过程均值较小的变化[3,4]。
另外,在实际的生产过程中,往往过程开始时是处于平稳状态的,即过程均值偏移不是发生在过程开始时刻[4],而是在过程开始后的某一随机时刻。
因此,静态的传统Shew hart控制图不能及时有效的发现过程均值的变化。
为了弥补静态的传统P oisson EWM A控制图上述几点不足,本文采用了统计变量是观测值加权线性组合的指数加权移动平均(EWM A)控制图,在单位缺陷数服从Po isson分布的假设下,提出了Poisson EW M A控制图模型,并在前人的研究基础上对Poisson EWM A控制图进行了可变抽样区间的动态设计,然后利用M arkov chain方法分别计算出过程开始处于不平稳状态和平稳状态平均报警时间。
通过实例计算,验证了本文提出的具有可变抽样区间的Poisso n EW M A控制图比静态的Shewhar t控制图能更快更好的发现过程均值的微小变化。
2 Poisson EWM A控制图设X表示生产过程中的单位缺陷数,通常情况下假设X服从Poisso n分布[5]。
从该过程中获得的一列质量特征观测值X1,X2,…独立同分布于参数为L的Po isson分布,当过程处于受控状态时L=L0.要对这个过程进行控制,定义P oisson EWM A统计量为:Z0=L0Z t=rX t+(1-r)Z t-1(1)根据Z t的定义可以得出:E(Z t)=L0V ar(Z t)=r2-r[1-(1-r)2t]L0当t充分大时,可以得到Z t的方差渐近形式:V ar(Z t)≈r2-rL0=V ar(Z∞)(2)其中,r为平滑参数,且0<r≤1。
为方便计算,本文仅考虑基于渐近形式(2)式所生成控制限的控制图。
因此,当Z t>hU或Z t<h L时,过程失控。
其中h U=L0+A U V ar(Z∞)=L0+A Ur L02-r第25卷第8期(总第164期) 系 统 工 程V ol.25,N o.8 2007年8月 Systems Engineering A ug.,2007X收稿日期:2007-04-24基金项目:国家自然科学基金资助项目(70471057);陕西省教育厅资助项目(03JK063)作者简介:丛方媛(1983-),女,山东威海人,西北工业大学应用数学系研究生。
h L=L0-A L V ar(Z∞)=L0-A Lr L0 2-rA U和A L可根据特定的受控时的平均运行长度(A verag e Run L eng th,A RL)的大小来确定,可以取A=A L=A U.但需要注意的是,由于X1,X2,…独立同分布于参数为L的Po isson分布,则由式(1)定义的Po isson EW M A统计量Z t 是一个非负数,那么当控制下限小于或等于零时,控制图对过程均值的向下偏移就不会发出报警信号,即不能检测出过程的向下偏移,所以这时取A L≠A U是很有必要的。
3 不平稳状态时的VSI Poisson EWM A控制图3.1 可变抽样区间控制图可变抽样区间(var iable sampling interv als,V SI)控制图是指抽样区间大小依赖于现时样本统计量的控制图。
其基本思想是:在控制图的中心限和控制限之间加上警戒限,中心限与警戒限之间的区域称为中心域,警戒限与控制限之间的区域称为警戒域。
若现时样本统计量观测值位于警戒域,则其后的统计量观测值超出控制限的可能性比较大,为了能较快的发现过程的变化,应提前抽取下一个样本;反之,若现时的样本统计量观测值位于中心域,则可等待较长时间抽取下一个样本。
也就是说,抽样区间的长短取决于现时样本点统计量观测值。
3.2 可变抽样区间的比较法则在应用中,一般选用两个抽样区间长度d1和d2,d1> d2.当现时样本统计量观测值位于中心域时,则选用抽样区间d1;当统计量观测值位于警戒域时,则选用抽样区间d2;若统计量观测值超出控制限,即落在行动域时,表示过程失控,发出警报。
通常情况下,用检测过程均值偏移的速度来评价控制图的有效性。
对于静态控制图,一般采用平均运行长度的大小来进行比较。
即在过程处于受控状态的A RL一定时,其失控状态的A R L越小,表明该控制图对过程偏移检测的效果越好。
但V SI控制图的抽样区间长度是变化的,故无法采用A RL来进行比较。
这时将采用另外一种比较法则:平均报警时间(averag e t ime to signal,A T S)来比较[3]。
平均报警时间(A T S)是指不平稳状态时从过程开始检测到控制图发出报警信号所需要的平均时间。
假设过程偏移在零时刻发生,即过程开始就处于不平稳状态。
令U i表示报警前采用抽样区间d i的样本数(i= 1,2),d0表示从过程开始到抽得第一个样本之间的时间间隔,可取d0=d1或d2.根据A T S的定义可知:A T S=d0+U1d1+U2d23.3 不平稳状态的VSI Poisson EWMA控制图ATS的计算这里只考虑偏移L′>L0的情况。
假设过程失控从零时刻开始,过程均值从L0偏移到L0+D L0,为了能用M ar ko v chain方法来计算失控过程的平均报警时间,将控制图的受控区域分成N个长度相同的小区间,每个区间的长度为(h U-h L)/N,第j个子区间是(L j,U j),其中L j=h L+(j-1)(hU-hL)NU j=hL+j(hU-hL)N第j个子区间的中点m j=h L+(2j-1)(h U-h L)2N。
这样就对应于N个M ar ko v chain状态,从下到上分别记为E1, E2,…,E N,第N+1个状态是吸收状态,表示大于h U或小于hL的失控区域。
定义b=(b1,b2,…,bN)T,若状态E i(i= 1,2,…,N)的中心点位于中心域,则b i=d1;若状态E i的中心点位于警戒域,则取b i=d2.状态E i(i=1,2,…,N)到状态E j(j=1,2,…,N)的转移概率记为p i,j,则 p i,j=P(L j<Z t<U jûZ t-1=m i)=P(L j<rX t+(1-r)Z t-1<U jûZ t-1=m i)=P(L j<rX t+(1-r)m i<U j)=P(hL+(j-1)(hU-hL)N<rX t+(1-r)(h L+(2j-1)(h U-h L)2N)<hL+j(hU-hL)N)=P(h L+hU-hL2N r[2(j-1)-(1-r)(2i-1)]<X t<hL+h U-h L2N r[2j-(1-r)(2i-1)])该M arkov chain对于这N个状态的转移矩阵为P= [p i,j]N×N,令Q=(I-P)-1=(m ij)N×N其中,I为N×N的单位矩阵。
根据文献[4]推广可得到V SI P oisson EWM A控制图的平均报警时间A T S为:A T S=∑Ni=1m k0,ib i(3)其中,k0表示中心限L0处于状态E k.则根据A T S的计算公式(3)即可求出过程处于不平稳状态时质量特性对于不同偏移量D的平均报警时间,当过程的质量特性X的偏移量D=0时,由式(2)求出的平均报警时间即为过程受控时平均报警时间。
4平稳状态时VSI Poisson EWM A控制图4.1 平稳状态时可变抽样区间Poisson EWMA控制图AATS的计算假设过程在开始时处于平稳状态,过程均值偏移发生在过程开始后的某一随机时刻,这里可以假设从过程开始116系 统 工 程 2007年到过程均值发生偏移之间的时间间隔服从参数为K的指数分布,即从过程开始到过程均值发生偏移之间的平均时间为1/K.对于平稳状态的控制图有A AT S(the adjusted averag e time to signal)和A T C(the averag e times o f the cycle)两个比较法则。
其中A A T S表示从过程均值发生偏移到控制图发出警报之间的平均时间间隔;A T C表示平稳状态时从过程开始到控制图发出警报之间的平均时间。
根据上面的假设可以得出A A T S和AT C之间的关系为:A A T S=A T C-1 K 由于指数分布具有无记忆性,因此可以利用M arkov chain方法来计算平稳状态下的AT C。
此时对于每一次抽样,根据过程的状态(失控或者受控)和抽样区间的大小,可以得到四个瞬时状态[4],即状态1:过程处于受控状态且抽样区间大;状态2:过程处于受控状态且抽样区间小;状态3:过程处于失控状态且抽样区间大;状态4:过程处于失控状态且抽样区间小。
因此,当取得第i+1样本时,M arkov chain的瞬时状态由过程均值的状态(受控或者失控)和第i个样本点在控制图中的位置决定的,见表1。
表1 M ar kov chain的状态第i个样本第i+1个样本样本点的位置过程均值的状态(受控还是失控)M arkov chain的状态警戒域警戒域中心域中心域受控失控受控失控2413 当样本点落在行动域时,控制图发出报警信号。