37-斜导柱
§5.2 三、斜导柱侧向分型与抽芯注射模

注射模的典型结构
塑件包在型芯12上,随动 模继续左移,直到注射机顶 杆与模具推板19接触,推出 机构开始工作,推杆16将塑 件从型芯上推出。 合模时: 复位杆使推出机构复位, 斜导柱使侧型芯滑块向内移 动复位,最后侧型芯滑块由 楔紧块9锁紧。
§5.2
注射模的典型结构
斜导柱侧向抽芯结束后, 为保证滑块不侧向移动, 合模时斜导柱能顺利地插入 滑块的斜导孔中使滑块复位, 侧型芯滑块应有准确的定位。 侧滑块定位装臵组成: 挡块5、滑块拉杆8、螺母6 、弹簧7、垫片。
§5.2
注射模的典型结构
楔紧块的作用: 是防止注射时熔体压力 使侧型芯滑块产生位移, 楔紧块的斜面应与侧型芯 滑块上斜面的斜度一致。
§5.2
注射模的典型结构
斜导柱侧向抽芯机构组成: 斜导柱10 侧型芯滑块11 楔紧块9 挡块5 滑块拉杆8 弹簧7 螺母6
§5.2
注射模的典型结构
开模时: 动模向左移动,开模力 通过斜导柱带动侧型芯滑 块在动模板4的导滑槽内向 外滑动。 直至侧型芯滑块与塑件 完全脱开,完成侧向抽芯 动作。
§5.2
52注射模的典型结构塑件包在型芯12上随动模继续左移直到注射机顶杆与模具推板19接触推出机构开始工作推杆16将塑复位杆使推出机构复位斜导柱使侧型芯滑块向内移动复位最后侧型芯滑块由楔紧块9锁紧
§5.2
注射模的典型结构
三、斜导柱侧向分型与 抽芯注射模 侧向分型与抽芯机构: 带动侧向成型零件进行 侧向移动的整个机构。 ——斜导柱侧向分型与 抽芯注射模是常用的侧向 分型与抽芯结构形式。
遥控器面壳注射成型模具设计及数值模拟

河南科技Henan Science and Technology 机械与动力工程总第816期第22期2023年11月遥控器面壳注射成型模具设计及数值模拟董伟勋王先保潘旭李征驰林权(武夷学院机电工程学院,福建武夷山354300)摘要:【目的】为提高注射模研发效率,可在模具制造前预测注射成型质量,以避免修模带来的成本消耗。
【方法】以遥控器面壳注射成型模具设计为例,利用Moldflow软件来创建模流分析系统,进行注射成型模流分析,评估注射成型质量,并基于模流分析结果进行模具结构设计。
【结果】获知产品熔体流动状态好,熔接痕少,气穴位置分布合理,塑件最大翘曲变形量为0.2668mm,最大收缩率为5.243%,均符合产品技术要求。
模具采用镶拼组合式型腔两板式结构,采用侧向滑块抽芯及多顶杆顶出脱模方式。
【结论】该方法降低了模具制造的难度,保证脱模的稳定性。
该方法生产的模具结构简单、运行可靠,满足遥控器外壳自动化生产要求。
关键词:遥控器外壳;模流分析;翘曲变形;体积收缩率;注射模中图分类号:TQ320文献标志码:A文章编号:1003-5168(2023)22-0042-07 DOI:10.19968/ki.hnkj.1003-5168.2023.22.008Design and Numerical Simulation of Injection Molding Mold for Re⁃mote Control ShellDONG Weixun WANG Xianbao PAN Xu LI Zhengchi LIN Quan(School of Mechanical and Electrical Engineering,Wuyi University,Wuyishan354300,China)Abstract:[Purposes]In order to improve the efficiency of injection mold research and development,the quality of injection molding is predicted before mold manufacturing to avoid the cost caused by mold re⁃pair.[Methods]Taking remote control shell injection molding mold design as an example,this paper will use Moldflow to create a mode flow analysis system,analyze injection molding mold flow and evaluate quality of injection molding.And based on the results of mold flow analysis,the mold structure design is⁃carried out.[Findings]It is informed that the melt flow state of the product is good,the fusion mark is less,and the air hole position distribution is reasonable.The maximum deformation of plastic parts is 0.2668mm and the maximum shrinkage rate is5.243%,which meets the technical requirements of the product.The mold adopts a two-plate structure of inlaying combined cavity.The lateral slider is used to pull the core and the multi-jacking rod is used to pull out the mold.[Conclusions]This method reduces the difficulty of mold manufacturing,which ensures the stability of demoulding.The mold structure pro⁃duced by this method is simple,reasonable and reliable,which meets the requirements of remote control shell automation production.Keywords:remote control shell;mode flow analysis;deformation of warping;volume shrinkage;injection mold收稿日期:2023-06-02基金项目:2022年福建省本科高校教育教学研究重大项目(FBJG20220051);武夷学院教育教学改革研究项目(TSB202245SC)。
斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模

表JX—2淮海技师学院教案编号:SHJD—508—14 版本号:A/0 流水号:课题:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模教学目的、要求: 1.斜导柱侧向分型与抽芯注射模基本结构、组成和特点2.定模带有推出装置的注射模基本结构、组成和特点3.斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理教学重点:斜导柱侧向分型与抽芯注射模基本结构、组成和特点定模带有推出装置的注射模基本结构、组成和特点教学难点:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理授课方法:讲解拆装示范认知教学参考及教具(含电教设备):多媒体实体模具教具教学后记:板 书 设 计注:要求以一块黑板的版面来进行板书设计斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模复习导入:单分型面注射模工作原理?双分型面注射模工作原理? 引言:通过上节课对塑料及塑料工业的发展、塑料成型技术的发展趋势、学习本课程应达到的目的的学习,同学们对塑料成型工艺与模具设计这门课程有了初步的了解,接下来,让我们来了解一下斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模的结构基本结构、组成和特点 。
这就是本节课我们所要学习的内容。
新课讲解:一、斜导柱侧向分型与抽芯注射模当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
工作原理注射成型后开模,开模力通过斜导柱作用于侧型芯滑块,型芯滑块随着动模的后退在动模板的导滑槽内向外滑移,直至滑块与塑件完全脱开,侧抽芯动作完成。
这时塑件包在凸模上随动模继续后移,直至注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从凸模上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动,最后楔紧块将其锁紧。
二、定模带有推出装置的注射模将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
模具编码规则

分
类
流水号
码
零件名称
12 位位
1位
2 位
分类码/热流道系列
分
类
流水号
码
零件名称
12 位位
1位
2 位
50 日期镶件 01
00 模胚
01
00 热唧嘴
51 环保镶件 52 杯头螺丝
53 平头螺丝
↓ 01 工字板 02 水口板 03 水口推板
↓ 01 热嘴套 02 针阀嘴 03 发热圈
01
↓
54 无头螺丝 99
模具 代号
群 达 精 密 模 具 物 料 编 码 规 则 模具标识码
年份
流水号
1位
1 位
2 位
1 位
2 位
3 位
4 位
部件分类码
分类码/零件系列
分 类
流水号 种类码
码
零件名称
1位
部件名称
1 位
2 位
1位
2 位
1位
2 位
M 0 4 0 0 0 3 1 前模
2 后模 3 4 热流道
00 模料
01 镶件 02 镶针 03 斜弹
65 轴承
66 T垫块
67 卡簧
68 69 70 71 72 73 74
75
76
77
78 79 80 81
12 直边 13 直司 14 托司
15 中托司
16 回针
17 直身边锁
18 方锁 19 圆锥锁 20 吊模带 21 运输带 22 吊环 23 24
25
26
27
28 29 30 31
12 电偶线 13 信号线 14 接线盒
01
塑料模具模拟试卷答案

20.内六角螺丝装配时,一般采用(C)工具装配。
A.扳手B.虎钳C.六角匙D.梅花扳手
21.1/2杯头内六角螺丝用(A)六角匙装配合适。
A.3/8 B.1/2 C.1/4 D.8
22.模具用弹簧中的绿弹簧是指(D)弹簧。
A.轻小负荷B.轻负荷C.中负荷D.重负荷
注塑模具模拟试卷答案(100题)
一、单选题(每小题1分)
1.下面不属于注射成形过程的是(A)。
A.氮化过程B.塑化过程C.充模过程D.脱模过程
2.塑胶注射模中,凹模通常在模具的(A)。
A.定模部分B.动模部分C.顶出部分D.浇注部分
3.在定模座板上安装定位圈,主要是为了(B)。
A.方便浇口套定位B.方便安装模具,使注塑机喷嘴与主浇口套对准
61、下列塑料中属于热固性塑料的是(D)。
A、聚乙烯B、ABS C、尼龙D、酚醛
62、塑料熔体粘度与剪切速率无关,称这类熔体为(C)流体。
A、滨哈B、膨胀性C、牛顿D、假塑性
63、模具型腔的(A)不足很可能导致模具开模困难。
A、刚度B、强度C、耐磨性D、耐腐蚀性
64、能够有效降低注塑产品中分子定向程度的方法为(D)。
13.型腔布置和浇口开设部位应(B)。
A.完全对称B.力求对称C.不必对称D.接近对称
14.浇注系统流道(A)。
A.应尽可能短B.应尽可能长C.长短都没关系D.至少大于60mm
15.浇口套进料口球面凹坑半径应比注塑机喷嘴球头半径(A)。
A.大1-2㎜B.小1-2㎜C.相等D.大或小均可
16.浇口套进料口直径应比注塑机喷嘴口径(A)。
C.防止模具从注塑料机上落下D.增加模板的强度与刚度
斜导柱在双色注射模中的应用
模具工业 2 0 1 3 年第3 9 卷第7 期
斜 导 柱 在 双 色 注 射 模 中 的 应 用
汪 游
( 杭州友成 实业有限公 司 技术中心,浙江 杭 州 3 1 1 2 0 0 )
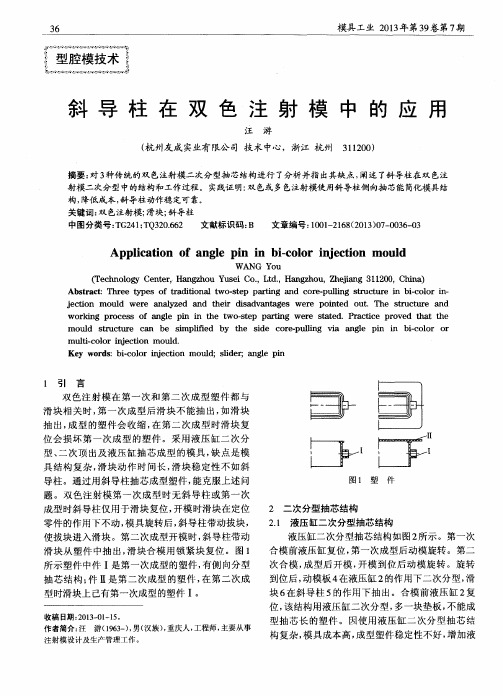
摘要 : 对3 种传统的双 色注射模二次分型抽 芯结构进行 了分析并指 出其缺 点, 阐述 了斜 导柱在双 色注 射模二次分型中的结构和工作过程 。实践证 明: 双 色或多 色注射模使用斜导柱侧向抽芯能简化模具结 构, 降低成本, 斜导柱动作稳 定可靠。 关键词: 双 色注射模 ; 滑块; 斜导柱
wo r k i ng pr o c e s s o f ng a l e p n i i n t h e t wo- s t e p p a r t ng i we r e s t a t e d. P r a c t i c e p r o v e d t h a t t he
Ab s t r a c t :Th r e e t ype s o f t r a d i t i o na l t wo ・ - s t e p p a r t i n g a n d c or e ・ - pu l l i ng s t r uc t u r e i n bi - ・ c o l o r i n-
收稿 日期 : 2 0 1 3 — 0 1 — 1 5 。 作 者简 介 : 汪 游( 1 9 6 3 一 ) , 男( 汉族 ) , 重 庆人 , 工程 师 , 主要 从事
注 射模 设计及 生产 管理 工作 。
t
:
件
图1 塑
2 二次 分型抽 芯结构 2 . 1 液 压缸 二次分 型抽芯 结构 液压 缸 二次分 型抽 芯 结构如 图 2 所 示 。第一 次 合 模前 液 压缸 复位 , 第一 次成 型 后动模 旋转 。第 二
斜导柱侧向分型与抽芯机构设计
顶杆、顶管顶出塑件后,若与动模一侧的侧滑块 同步复位,就有可能产生回程干涉,导致零件损坏。
避免干涉的措施:
(1)避免在侧型芯投影范围内设置顶杆、顶管
(2)顶杆、顶管推出塑件后,断面仍低于侧 型芯的最低面
(3)采用先复位机构
Notice:利用推件板脱模机构时,不用考虑干涉现象。
8.2 先复位机构
没有锁紧装置, 侧孔要为通孔。
液压抽芯可以 单独控制型芯 的起动,不受 开模时间和顶 出时间的影响。
避免了用瓣合模的组合形 式,
使模具结构简化。
抽拔距大,抽拔力大,运 动平稳。
两个侧芯的抽拔顺序 和复位顺序一定要控制好
8.9 手动分型抽芯机构
8.9.1 模内手动分型抽芯机构
1.丝杠手动抽芯机构
Notice:
采用滑板式顺 序分型机构, 使动模一侧先 分型;
压杆与摆钩不 同面
8.4斜导槽分型与抽芯机构
1. 组成部分:
2.
斜导槽板 侧
滑块
32..斜装导置槽的结构特导点滑:槽 锁紧
1. 抽拔距较大
2. 设计灵活
斜导槽形状
滑块锁紧方式
斜导槽形状
滑块锁紧方式
a图 整体式锁紧, b图 锥形销锁紧,
2. 手动斜槽分型抽芯机构
偏心转盘
偏心滑板
3. 手动齿轮抽芯机构
8.9.2 模外手动分型抽芯机构
8.10 齿轮齿条抽芯机构
齿条固定在定模上
齿条在推出机构上
如抽芯距长而顶出行程也不宜过大, 则可采取双联齿轮或加大传动比来达到较长的抽芯距。
8.11 其它抽芯机构
8.11.1 斜导柱顶杆联合抽芯
8.2 斜导柱侧向分型与抽芯机构
斜导柱孔位置计算公式
斜导柱孔位置计算公式
1.斜导柱孔位置:斜导柱是一种特殊的孔加工形式,通过斜导柱孔实现两个或多个装配零件之间的相对位置。
斜导柱孔位置可以通过以下公式进行计算:
d = l * tanα
其中,d表示斜导柱孔的位移,l表示斜导柱的长度,α表示斜导柱的斜角。
这个公式适用于计算斜导柱到平面或轴线的距离。
注意:斜导柱通常在两个零件上分别加工一个孔,因此在计算斜导柱孔位置时,需要根据两个孔的相对位置来确定斜角α。
2.斜角的确定:斜导柱的斜角α可以通过以下公式进行计算:
α = atan(h / l)
其中,h表示两个孔之间的垂直距离,l表示斜导柱的长度。
注意:这个公式适用于计算斜导柱与平面或轴线之间的斜角。
3.斜导柱孔位置计算实例:
假设我们需要在两个零件A和B上加工斜导柱孔,零件A上的孔与零件B上的孔的相对位置如下:
-孔A位于平面X上的坐标为(Ax,Ay,Az)
-孔B位于平面X上的坐标为(Bx,By,Bz)
先计算两个孔之间的垂直距离h:
h=,Az-Bz
然后计算斜导柱的长度l:
l=√[(Ax-Bx)²+(Ay-By)²]
接下来,可以根据公式2计算斜角α:
α = atan(h / l)
最后,根据公式1计算斜导柱孔位置d:
d = l * tanα
注意:上述计算公式适用于在平面X上计算斜导柱孔位置的情况,如果是在其他平面上计算斜导柱孔位置,则需要根据具体情况进行调整。
模具行位与斜导柱运动原理
模具行位与斜导柱运动原理
模具行位和斜导柱是模压机的重要组成部分,其运动原理是相互关联的。
首先,让我们先来了解一下什么是模具行位和斜导柱。
模具行位是指
在模压机轮廓下方,通过机身内部机构使上下模板在规定的运动方向
上发生相对移动的装置。
通俗来讲,就是把模具向上或向下移动的装置。
而斜导柱是一种使模具运动方向不仅呈竖直方向这一直线运动形
式的装置,可以让模具在倾斜的方向上运动。
模具行位和斜导柱的运动原理是相似的,都是利用机械原理实现的。
具体来说,在模具行位中,通过传动装置驱动工作台向上或向下运动,从而实现模具的移动。
而斜导柱则利用斜向传动的原理实现模具的倾
斜或旋转运动。
斜导柱与模具行位有很多相似之处,但也存在一些不同。
一方面,它
们各自能够实现的运动形式不一样,模具行位只能够实现直线运动,
而斜导柱则可以实现倾斜或旋转的运动形式。
另一方面,它们的使用
场合也存在差异,模具行位常常用于大型压力机上,而斜导柱则常常
用于小型压力机上。
总体而言,模具行位和斜导柱都是模压机中非常重要的组成部分,它们能够实现不同的运动形式,为模具制造提供了便利。
如果你想在模具行业中做出优秀的成绩,了解模具行位和斜导柱的运动原理是必不可少的一步。
对称件一模四腔四面抽芯注射模具设计
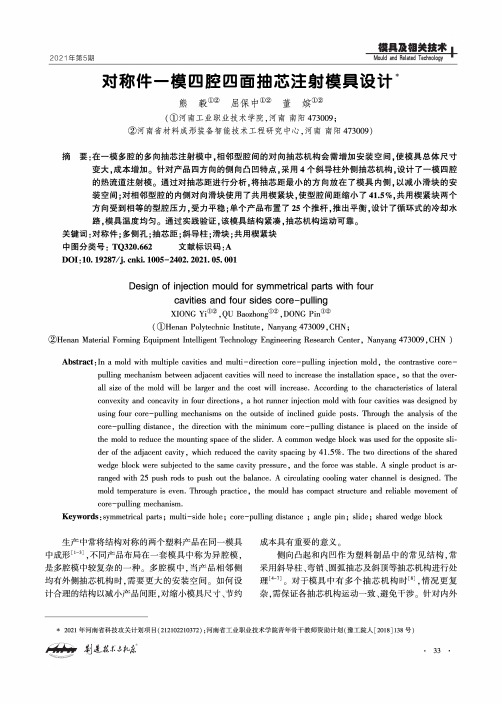
对称件一模四腔四面抽芯注射模具设计熊毅g屈保中®®董嫔①②(①河南工业职业技术学院,河南南阳473009;②河南省材料成形装备智能技术工程研究中心,河南南阳473009)摘要:在一模多腔的多向抽芯注射模中,相邻型腔间的对向抽芯机构会需增加安装空间,使模具总体尺寸变大,成本增加。
针对产品四方向的侧向凸凹特点,采用4个斜导柱外侧抽芯机构,设计了一模四腔的热流道注射模。
通过对抽芯距进行分析,将抽芯距最小的方向放在了模具内侧,以减小滑块的安装空间;对相邻型腔的内侧对向滑块使用了共用楔紧块,使型腔间距缩小了41.5%,共用楔紧块两个方向受到相等的型腔压力,受力平稳;单个产品布置了25个推杆,推出平衡,设计了循环式的冷却水路,模具温度均匀。
通过实践验证,该模具结构紧凑,抽芯机构运动可靠。
关键词:对称件;多侧孔;抽芯距;斜导柱;滑块;共用楔紧块中图分类号:TQ320.662文献标识码:ADOI:10.19287/ki.1005-2402.2021.05・001Design of injection mould for symmetrical parts with fourcavities and four sides core-pullingXIONG Yi①②,QU Baozho昭①②,DONG Pin①②(①Henan Polytechnic Institute,Nanyang473009,CHN;②Henan Material Forming Equipment Intelligent Technology Engineering Research Center,Nanyang473009,CHN)Abstract:In a mold with multiple cavities and multi-direction core-pulling injection mold,the contrastive core-pulling mechanism between adjacent cavities will need to increase the installation space,so that the overall size of the mold will be larger and the cost will increase.According to the characteristics of lateralconvexity and concavity in four directions,a hot runner injection mold with four cavities was designed byusing four core-pulling mechanisms on the outside of inclined guide posts.Through the analysis of thecore-pulling distance,the direction with the minimum core-pulling distance is placed on the inside ofthe mold to reduce the mounting space of the slider.A common wedge block was used for the opposite slider of the adjacent cavity,which reduced the cavity spacing by41.5%.The two directions of the sharedwedge block were subjected to the same cavity pressure,and the force was stable.A single product is arranged with25push rods to push out the balance.A circulating cooling water channel is designed.Themold temperature is even.Through practice,the mould has compact structure and reliable movement ofcore-pulling mechanism.Keywords:symmetrical parts;multi-side hole;core-pulling distance;angle pin;slide;shared wedge block生产中常将结构对称的两个塑料产品在同一模具中成形口勺,不同产品布局在一套模具中称为异腔模,是多腔模中较复杂的一种。
37-斜导柱

华威模具设计规范机械抽芯斜导柱结构形式塑件侧壁上的凸台凹槽及卡钩多数情况下采用机械抽芯完成开模动 作,最常用的方法采用斜导柱驱动滑块完成抽芯动作. 最常用的斜导柱抽芯角度 A 为 13 度,特殊情况下可以采用其他整数 抽芯角度,推荐使用 8 度,15 度,18 度,20 度 ,22 度,但最大不 得超过 23 度. 一般情况下锁紧面的度数比抽芯角度大 2 度,防止运动干涉.华威模具设计规范常见结构如下: 1, 斜导柱固定块固定斜导柱.其中 D,H,L 的尺寸参照斜导柱固定块 l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上 的余量)与斜导柱的角度进行计算华威模具设计规范D 16 20 24 30 36 40D1 22 26 30 36 42 46H 25 30 35 40 45 50H1 7 7 9 11 13 13H2 6 6 7 8 8.5 9.5W 37 41 44 53 56 60W1 18 19 19.5 24 26 28B 50 55 60 70 80 85B1 32 37 40 48 56 61L1 9 9 10 11 12 12L2 28 32 34 41 44 48d 7 7 9 11 13 13d1 11 11 14 16 18 18R 10 10 10 10 10 10华威模具设计规范2,斜导柱直接固定在形腔固定板上此结构适用于所有尺寸规格的斜导柱 l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范3,螺钉固定斜导柱此结构适用于 D>=20mm 的斜导柱 L>=1.2D l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范4,直接螺纹固定此结构适用于所有尺寸规格的斜导柱 L>=1.2D,L1=1.5M l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范5,采用压紧块固定斜导柱此结构适用于 D>=20mm 的斜导柱 L>=1.2D l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范以上 5 种结构图中滑块都带有拖板,滑块不带拖板时同样适用.D<=20mm 时, D>=20mm 时,A=5~10mm A=10~15mm华威模具设计规范以上结构图中,斜导柱都固定在形腔固定板上,也可以通过类似的固 定方式将斜导柱固定在滑块上. 1, 斜导柱用垫板固定此结构适用于所有尺寸规格的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mml 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范2,斜导柱采用压板固定此结构适用于 D>=20mm 的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mml 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范3,螺钉固定斜导柱此结构适用于 D>=20mm 的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mml 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范4,直接螺纹固定此结构适用于所有尺寸规格的斜导柱 L>=1.2D,L1=1.5M D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mml 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算华威模具设计规范以上 5 种结构图中滑块都带有拖板,滑块不带拖板时同样适用.。
名词解释:斜导柱

名词解释:斜导柱
塑料制品侧面的凸凹形状和孔,它的成型必须采用滑动拼块、滑动型芯、斜滑块等形式,脱模前应先把这些成型另件抽出,完成这种抽出和复位动作的装置一般称为抽芯机构。
在立式和卧式注射机成型模具中,在侧面抽芯中用得最多的可推斜导柱抽芯机构。
对于一般中、小型侧面型芯的抽拔,它具有灵活、方便,生产效率高,不需另外添置设备等优点。
、斜导柱抽芯机构,主要由与开模方阎成一定角度的斜导柱与滑块互相滑动,由开模力通过斜导柱对滑块产生一个分力,使其朝一定的方向和距离,完成抽芯动作。
其特点是结构紧凑,动作安全可靠,抽拔距离较长,如图1所示。
图1(a)是合模时情形,斜导柱⑧固定在定模板上,开模时庄有型芯的活动滑块⑤随动模板⑦移动,当斜导柱⑥与滑块⑤上的斜孔脱离时,滑块6与限位块2接触,由于弹簧1’的拉紧作用使滑块保持在抽芯后的终止位置上如图1(b)。
这样在合模时斜导柱能够顺利地进入滑块的斜孔内。
斜导柱倾斜角0是决定抽芯机构的重要因素,它不仅决定抽拔距离有斜导柱的长.度,更重要的是决定斜导柱受力程度。
斜导柱及斜销
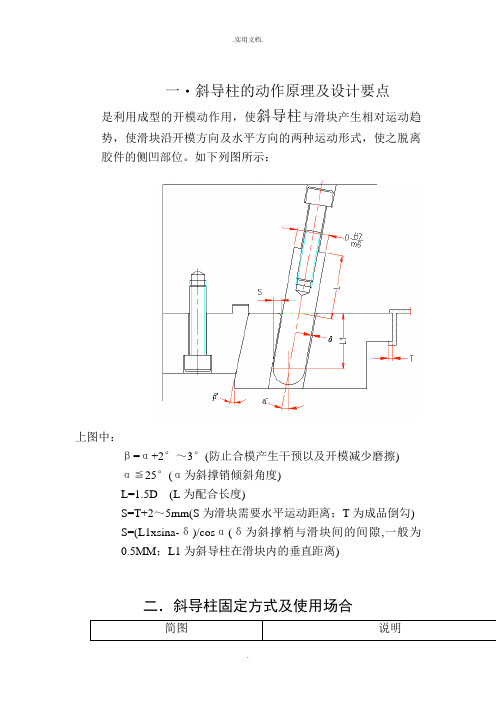
一‧斜导柱的动作原理及设计要点是利用成型的开模动作用,使斜导柱与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离胶件的侧凹部位。
如下列图所示:上图中:β=α+2°~3°(防止合模产生干预以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~5mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜导柱在滑块内的垂直距离)二.斜导柱固定方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧斜销动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下列图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~5mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)。
行位抽芯方式与斜导柱的安装与选用原则
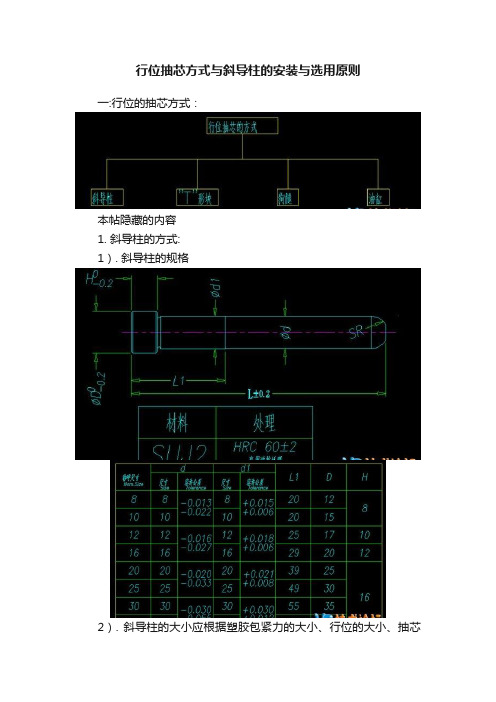
行位抽芯方式与斜导柱的安装与选用原则
一:行位的抽芯方式:
本帖隐藏的内容
1. 斜导柱的方式:
1). 斜导柱的规格
2). 斜导柱的大小应根据塑胶包紧力的大小、行位的大小、抽芯
距的长度来确定。
2.1:当行位有空间时,尽量选用大一号的斜导柱。
2.2:行位的总重量小于5公斤时可选用直径16或以下直径的斜导柱,有空间优先选用直径16的。
2.3: 行位宽度尺寸小于200mm,用一支斜导柱是,斜导柱的直径需大于等于20。
行位的宽度方向尺寸等于或大于200mm时,选用两支斜导柱,另一个参考方向,行位宽度尺寸小于200mm,重量超过10公斤时,也需用两支斜导柱。
斜导柱边到行位的边距离在25-35之间取值.
3). 斜导柱的安装
①. 斜导柱在大水口模胚上的安装
注意事项: d=D+1
L1≥5
L≈2D
当斜导柱安装在模胚或模肉上时,起钻点到加工基准最好是整数.
尽量不采用图4.3-4所示的安装方法.因为A板和前模材料不一样,容易钻偏.
②.斜导柱在细水口模胚上的安装
4).斜导柱压板的规格:
谢谢!。
设计斜导柱——精选推荐

怎样设计侧向分型抽芯机构中的斜导柱?怎样设计侧向分型抽芯机构中的斜导柱?斜导柱是斜导柱侧向分型抽芯机构中的关键零件,其主要作用是使型芯滑块正确地完成开闭动作,它也决定了抽芯力和抽芯距的大小。
斜导柱的设计内容主要包括斜导柱的截面形状、斜角、截面尺寸、长度及安装孔的位置等内容。
(1) 斜导柱的截面形状常用的斜导柱的截面形状有圆形和矩形,圆形截面加工方便,易于装配,是广为应用的形式,其头部常做成球形或維台形;矩形截面能承受较大的弯矩,虽加工较难,装配不便,但在生产中仍有使用。
(2) 斜导柱的截面尺寸1)圆形截面的斜导柱直径d (mm)式中N——斜导柱所受的最大弯曲力(N);L——斜导柱的有效长度(mm);[a]——斜导柱的许用弯曲应力(MPa)。
2)矩形截面的斜导柱,截面高为h(mm),宽为b(mm),且b = 2/3h,则有式中 N、 L、 [δ]同上式。
(3) 斜导柱的斜角a斜导柱的斜角是斜导柱的轴线与其开模方向之间的夹角,是该抽芯机构设计中的一个重要参数,其大小与开模所受的力、斜导柱受到的弯曲力、抽芯力及开模行程有关。
由于注塑的开模力较大,因此,应使斜导柱所承受的弯曲力最小。
a一般不大于25°,常采用15° ~20°。
(4) 斜导柱的长度L总斜导柱的长度与抽芯矩、固定端模板厚度、斜导柱直径及斜角的大小等有关,如图1所示,其计算公式为L=L1 + L2 + L4 + L5总/sina= d/2(tga) +δ/cosa + S抽+ (6〜10)——抽芯距(mm);式中 S抽δ——斜导柱固定板厚(mm);d——斜导柱工作部分直径(mm);α——斜导柱的斜角。
图1斜导柱的长度计算(5)斜导柱孔位置的确定所谓斜导柱孔的位置,是指斜导柱2轴心线与定模板4的交点A至型芯3中心的距离a,其确定步骤如下:在滑块1顶面长度的1/2处取3点,通过6点作出斜导柱斜角为a的直线与固定斜导柱模板顶面处相交于A点,取A点到模具中心线距离即为孔距尺寸a,如图2所示。
模具斜导柱的作用
模具斜导柱的作用模具斜导柱是模具中的重要零件,它在模具加工和使用过程中起着关键的作用。
本文将从多个方面介绍模具斜导柱的作用。
模具斜导柱可以实现模具的定位功能。
在模具加工过程中,模具斜导柱通过与配合的导套或导柱座进行配合,确保模具的准确定位。
这样一来,在模具加工过程中,可以保证模具零件的准确位置,从而保证加工精度和加工质量的稳定性。
模具斜导柱还可以承受模具的定位力和工作力。
在模具使用过程中,由于加工力的作用,模具会受到较大的力的作用,而模具斜导柱可以承受这些力,并将其传递到模具底板或底座上,从而保证模具的稳定性和使用寿命。
模具斜导柱还可以实现模具的导向功能。
在模具加工过程中,模具斜导柱通过与导套或导柱座的配合,实现模具的导向作用。
这样一来,在模具加工过程中,可以确保模具零件的准确位置,避免零件的偏移或倾斜,从而保证加工精度和加工质量。
模具斜导柱还可以实现模具的分离功能。
在模具加工过程中,模具斜导柱通过与配合的导套或导柱座进行配合,使模具能够在加工完成后方便地分离。
这样一来,可以方便模具的更换和维修,提高模具的使用效率和生产效率。
模具斜导柱还可以实现模具的冷却功能。
在模具加工过程中,模具斜导柱可以通过内部的冷却通道,将冷却介质引入模具中,实现对模具的冷却。
这样一来,可以有效地控制模具的温度,避免因温度过高而导致模具变形或损坏,保证加工质量和模具的使用寿命。
模具斜导柱还可以实现模具的自动排屑功能。
在模具加工过程中,模具斜导柱可以通过自身的排屑孔,将加工过程中产生的屑渣自动排出。
这样一来,可以减少模具加工过程中的堵塞现象,提高加工效率,并保证加工质量的稳定性。
模具斜导柱在模具加工和使用过程中起着重要的作用。
它可以实现模具的定位、导向、分离、冷却和自动排屑等功能,保证模具的稳定性、加工质量和使用寿命。
因此,在模具设计和制造过程中,需要合理选择和使用模具斜导柱,以确保模具的正常运行和使用效果。
斜导柱模具
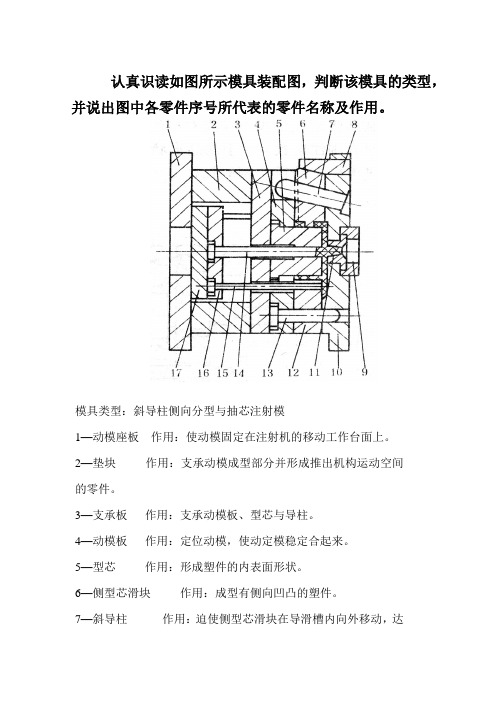
认真识读如图所示模具装配图,判断该模具的类型,并说出图中各零件序号所代表的零件名称及作用。
模具类型:斜导柱侧向分型与抽芯注射模
1—动模座板作用:使动模固定在注射机的移动工作台面上。
2—垫块作用:支承动模成型部分并形成推出机构运动空间
的零件。
3—支承板作用:支承动模板、型芯与导柱。
4—动模板作用:定位动模,使动定模稳定合起来。
5—型芯作用:形成塑件的内表面形状。
6—侧型芯滑块作用:成型有侧向凹凸的塑件。
7—斜导柱作用:迫使侧型芯滑块在导滑槽内向外移动,达
到侧抽芯的目的。
8—楔紧块作用:在合模时使侧型芯滑块复位锁紧,在注射成型时,承受滑块传来的侧推力,以免滑块产生位移。
9—定位圈作用:用于模具与机床的定位。
10—定模座板作用:使定模固定在注射机的固定工作台面上。
11—浇口套作用:用于连接成型模具与注塑机。
12—定模板作用:用于与型芯形成型腔。
13—导柱作用:为了确保动、定模之间的正确导向与定位。
14—拉料杆作用:拉下粘在主浇口的材料避免冷塑料流入型腔以免影响制件质量
15—推杆作用:将塑件从型芯上推出。
16—推杆固定板作用:把推杆定位加固定在上面。
17—推板作用:为了推出塑件时推杆有效的工作。
塑料模设计与制造试题库

塑料模设计与制造试题库一.名词解释:(每题5分)1、塑料答案:塑料是以高分子合成树脂为基本原料,加入一定量的添加剂而组成,在一定的温度和压力下可塑制成具有一定结构形状,能在常温下保持其形状不变的材料。
2. 应力开裂答案:指有些塑料对应力比较敏感,成型时容易产生内应力,质脆易裂,当塑件在外力的作用下或在溶剂的作用下即发生开裂的现象。
3.浇注系统的平衡答案:各分流道的长度、截面形状和尺寸都是对应相同的布置方式。
4.三板式注射模答案:又称双分型面注射模,是在动模和定模之间增加了一个可定向移动的流道板,塑件和浇注系统凝料从两个不同分型面取出的模具。
5.背压答案:采用螺杆式注射机时,螺杆顶部熔体在螺杆转动后退时所受到的压力。
6.降解答案:聚合物在外界因素的作用下,大分子链断裂或分子结构发生有害变化的反应。
7、分型面答案:模具上用以取出塑件和浇注系统凝料的可分离的接触表面。
8. 冷料穴答案:指直接对着主流道的孔或槽,用以储藏注射间隔期间产生的冷料头。
9.熔体破裂答案:当一定融熔指数的聚合物熔体,在恒温下通过喷嘴时当流速超过某一数值时,熔体表面发生横向裂纹,这种现象称为熔体破裂。
10. 塑料的相容性答案: 指两种或两种以上不同品种的塑料,在熔融状态不产生相分离现象的能力。
11.成型零件答案:塑料模具上直接与塑料接触并决定塑件形状和尺寸精度的零件。
12.成型零件的工作尺寸答案:成型零件的工作尺寸是指成型零件上直接用以成型塑件部分的尺寸。
13.一次推出机构答案:指塑件在推出机构的作用下,只作一次推出动作就可以被推出的机构。
14.二级推出机构答案:是一种在动模边实现先后两次推出动作,且这两次推出动作在时间上有特定顺序的推机构。
15.干涉现象答案:在斜销分型机构中由于滑块的复位是在合模过程中实现的,而推出机构的复位一般也是在合模过程中实现的,如果滑块先复位,而推杆等后复位,则可能要发生侧型芯等撞击推杆等和现象。
这种现象叫做干涉现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华威模具设计规范
机械抽芯斜导柱结构形式
塑件侧壁上的凸台凹槽及卡钩多数情况下采用机械抽芯完成开模动 作,最常用的方法采用斜导柱驱动滑块完成抽芯动作. 最常用的斜导柱抽芯角度 A 为 13 度,特殊情况下可以采用其他整数 抽芯角度,推荐使用 8 度,15 度,18 度,20 度 ,22 度,但最大不 得超过 23 度. 一般情况下锁紧面的度数比抽芯角度大 2 度,防止运动干涉.
华威模具设计规范
常见结构如下: 1, 斜导柱固定块固定斜导柱.
其中 D,H,L 的尺寸参照斜导柱固定块 l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上 的余量)与斜导柱的角度进行计算
华威模具设计规范
D 16 20 24 30 36 40
D1 22 26 30 36 42 46
H 25 30 35 40 45 50
H1 7 7 9 11 13 13
H2 6 6 7 8 8.5 9.5
W 37 41 44 53 56 60
W1 18 19 19.5 24 26 28
B 50 55 60 70 80 85
B1 32 37 40 48 56 61
L1 9 9 10 11 12 12
L2 28 32 34 41 44 48
d 7 7 9 11 13 13
d1 11 11 14 16 18 18
R 10 10 10 10 10 10
华威模具设计规范
2,
斜导柱直接固定在形腔固定板上
此结构适用于所有尺寸规格的斜导柱 l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
3,
螺钉固定斜导柱
此结构适用于 D>=20mm 的斜导柱 L>=1.2D l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
4,直接螺纹固定
此结构适用于所有尺寸规格的斜导柱 L>=1.2D,L1=1.5M l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
5,采用压紧块固定斜导柱
此结构适用于 D>=20mm 的斜导柱 L>=1.2D l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
以上 5 种结构图中滑块都带有拖板,滑块不带拖板时同样适用.
D<=20mm 时, D>=20mm 时,
A=5~10mm A=10~15mm
华威模具设计规范
以上结构图中,斜导柱都固定在形腔固定板上,也可以通过类似的固 定方式将斜导柱固定在滑块上. 1, 斜导柱用垫板固定
此结构适用于所有尺寸规格的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
2,斜导柱采用压板固定
此结构适用于 D>=20mm 的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
3,螺钉固定斜导柱
此结构适用于 D>=20mm 的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
4,
直接螺纹固定
此结构适用于所有尺寸规格的斜导柱 L>=1.2D,L1=1.5M D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
以上 5 种结构图中滑块都带有拖板,滑块不带拖板时同样适用.
。