斜导柱直径的计算
注塑模具设计
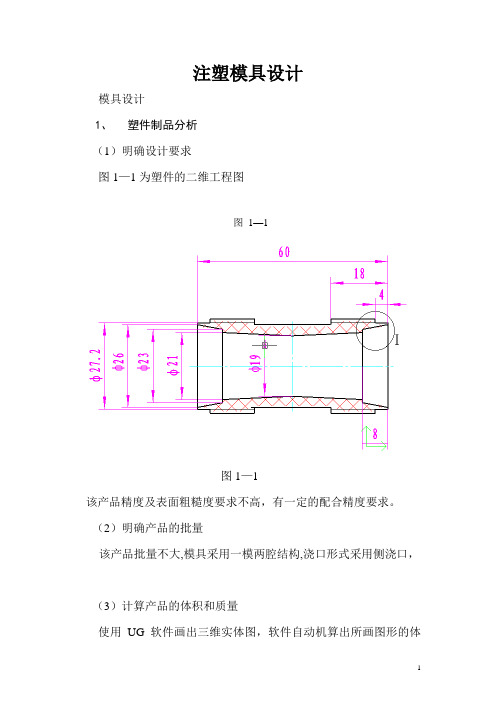
注塑模具设计模具设计1、塑件制品分析(1)明确设计要求图1—1为塑件的二维工程图图1—1图1—1该产品精度及表面粗糙度要求不高,有一定的配合精度要求。
(2)明确产品的批量该产品批量不大,模具采用一模两腔结构,浇口形式采用侧浇口,(3)计算产品的体积和质量使用UG软件画出三维实体图,软件自动机算出所画图形的体积。
通过计算得塑件的体积V塑=13.85cm3塑件的质量M塑=ρV塑=1.04×13.85=14.4g式中ρ---塑料的密度,g/cm3.流道凝料的质量m2还是个未知数,可按塑件质量的0.6倍来估算。
浇注系统的质量M浇=ρV浇=8.6g浇注系统的体积V浇=8.30cm3.故V总= 2×V塑+V浇= 2×13.85cm3 +8.30cm3.= 36cm3 M总=2×M塑+M浇=2×14.4g+8.6g= 43g2.注塑机的确定选择注射机型号 XS—ZY—250主要技术规格如下:螺杆直径:65mm注射容量:250cm3注射压力:1300MPa锁模力:1800kN最大注射面积:500cm3模具厚度:最大350mm最小250mm模板行程:350mm喷嘴:球半径 18mm孔直径4m定位孔直径:125mm顶出:两侧孔径 40mm两侧孔距 280mm3.浇注系统的设计(1)主流道形式浇注系统是指模具从接触注射机喷嘴开始到型腔未知的塑料流动通道,起作用是使塑料熔体平稳且有顺序的填充到型腔中,并在填充和凝固过程中把注射压力充分传递到各个部位,已获得组织机密、外形清晰地塑件。
浇注系统可分为普通浇注系统和无流道凝料系统。
考虑浇注系统设计的基本原则:适应塑料的成型工艺性、利于型腔内气体的排出、尽量减少塑料熔体的热量和压力损失、避免熔料直冲细小型芯、便于修正和不影响塑件外观质量、便于减少塑料损失和减小模具尺寸等。
根据模具主流道与喷嘴的关系: R 2= R 1+(1~2)㎜ D=d+(0.5~1)㎜. 取主流道球面半径R=20㎜, 取主流道小端直径D =Φ5㎜, 球面配合高度h=3-5mm 取h=4 mm主流道长度 有标准模架结合该模具的结构,取L=85mm为了便于将凝料从主流道中拔出,将主流道设计成圆锥形,其斜度为1°~3°d—喷嘴直径 1~5.00+=d d 40=d 5=d2o=α R=10(2)分流道的设计分流道在多型腔模具中是必不可少的,它起连接主浇道和浇口的作用。
YQ-注塑模具设计-各类计算公式
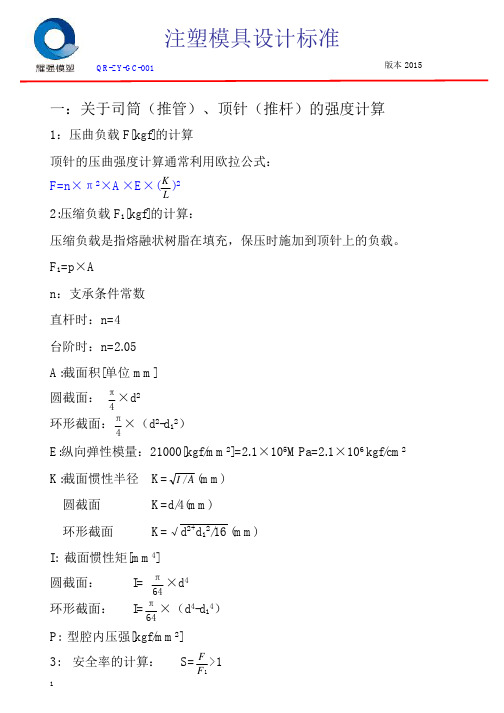
注塑模具设计标准QR-ZY-GC-001 版本 2015一:关于司筒(推管)、顶针(推杆)的强度计算1:压曲负载 F[kgf]的计算 顶针的压曲强度计算通常利用欧拉公式: F=n×π2×A×E×( K )2L2:压缩负载 F1[kgf]的计算: 压缩负载是指熔融状树脂在填充,保压时施加到顶针上的负载。
F1=p×A n:支承条件常数 直杆时:n=4 台阶时:n=2.05 A:截面积[单位 mm] 圆截面:π ×d2 4 π 环形截面: ×(d2-d12) 4E:纵向弹性模量:21000[kgf/mm2]=2.1×105MPa=2.1×106 kgf/cm2 K:截面惯性半径 圆截面 环形截面 K=I / A (mm)K=d/4(mm) K=√d2+d12/16 (mm)I: 截面惯性矩[mm4] 圆截面: 环形截面:π ×d4 64 I= π ×(d4-d14) 64I=P: 型腔内压强[kgf/mm2] 3: 安全率的计算:1S=F >1 F1注塑模具设计标准QR-ZY-GC-001 版本 2015二:关于悬臂梁结构的最大挠度(δmax)计算公式 1:型芯前端有集中负载 δmax=Fl3/3EI δmax:最大挠度(cm) F: E: I: 集中负载(kgf/cm2) 纵向弹性模量 截面抗弯惯量(cm4)[惯性矩]Fl此公式同样可以计算斜顶杆的直径注:δ:斜顶杆变形量(cm);F:斜顶头的重力(kgf);E:纵向弹性模量 2.1x106(kgf/cm2);I:截面抗弯 惯性矩(cm4)。
2:型芯侧面有均布负载 δmax=ql4/8EI q: E: I: = Fl3/8EI q×l=F δmax:最大挠度(cm) 均布负载(kgf/cm); l 指型芯悬于模板的长度 纵向弹性模量 截面抗弯惯量(cm )[惯性矩]4ql实际上,熔化树脂会瞬间流向型芯的周围,因此只受单方向压力作用的可 能性极小。
斜导柱设计作业指示
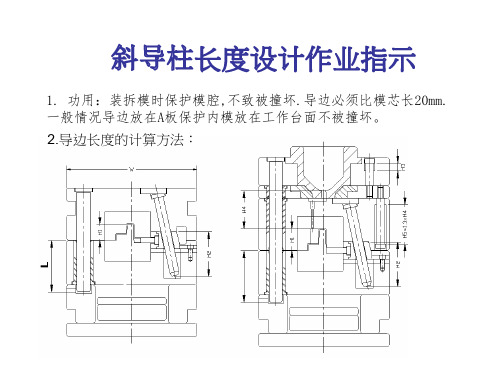
2.导边长度的计算方法:
L = 导边凸出A板长度;H1 = 模芯凸出长度;H2 =斜边进入行位长度; H3 = 山打螺丝限制行程;H4 = 细水口长度;H5 = H4 x 1.3水口板行程 .
2.1.4 三板模(有行位) L = H3+H5+H2+21mm --(4) (如果不能太长,可加多一组导边由B板向A板。)
H6=早回针进入sleeve的行程 H7=早回针插入后模的行程
2.1.4 有早回时 H6=H2+5mm L=H7+20mm
H7=早回针插入后模的行程 H8=限位螺丝的行程 H9=早回针长出sleeve的长度
2.1 导边长度要求:
2.1.1 普通两板模,长过模芯凸出部份21mm L = H1+21mm -----------(1)
2.1.2 有行位模(二板)(H2>H1) L = H2+21mm ------------(2)
2.1.3 三板模(无行位) L = H3+H5+H1+21mm --------(3)
2.1.5 浮A板时 H9=H8-2mm L=H7+20mm
三板模
浮板
3.在三板模及浮板结构中,模板会有一段行程,而整个模板靠4支导柱承托着 的.所以如果导柱直径太细的话,导柱会弯曲,如弯曲量超过自身与导套间 的间隙,当合模时,会撞坏导柱或模具.
பைடு நூலகம்
其中: y = 变形量(IN) 最大允许为0.0015” W = 模板重量(1b)=体积x 0.2841b / IN3 L = 浮板中心至固定板之距离(IN) E = 金属弹性模数x 106 1b / IN2 I = 转动惯量=0.049d4 d = 导柱直径
塑料水杯注塑模具设计说明书

目录1 塑件的成型工艺分析 (3)1.1 塑件的原材料分析 (3)1.2 塑料件的尺寸分析 (3)1.3 塑件表面质量分析 (3)1.4 塑件结构工艺性分析 (4)1.5 成形工艺参数、工艺卡 (4)1.5.1 塑件的体积及质量 (4)1.5.2 选用注射机 (4)1.5.3 塑件注射成型工艺参数 (5)2 模具结构方案的确定 (6)2.1 型腔数目的确定 (6)2.2 分型面的选择 (7)2.3 浇注系统的设计 (8)2.3.1主流道的设计 (8)2.3.2 浇口的设计 (9)2.4 侧向抽芯系统设计 (10)2.4.1 侧向分型抽芯距的确定 (10)2.4.2 侧向分型抽芯力的计算 (10)2.4.3 斜导柱的设计 (11)2.4.4 斜导柱的材料及安装配合 (11)2.5 推出机构设计 (12)2.5.1 设计原则 (12)2.5.2 推杆材料 (12)2.5.3 推杆的形式 (12)2.5.4 推杆的导向 (13)2.5.5 推杆的复位 (13)2.6 标准模架的选择 (13)2.7 排气温控系统设计 (14)3 成型零件工作尺寸的计算 (14)3.1 成型零部件的磨损 (15)3.2 成型零部件的制造误差 (15)3.3 塑件的基本尺寸计算 (15)3.3.2 型腔深度 (15)3.3.3 型芯高度 (15)3.3.4 壁厚 (16)3.3.5 圆角 (16)3.3.6 柄长 (16)4 注射机有关工艺参数的校核 (17)4.1 注射量的校核 (17)4.2 注射压力的校核 (17)4.3 锁模力的校核 (17)4.4 装模部分有关尺寸的校核 (18)4.4.1 模具闭合高度的校核 (18)4.4.2 模具安装部分的校核 (18)4.4.3 模具开模行程的校核 (18)4.4.4 顶出部分的校核 (18)1、塑件的成型工艺分析1.1 塑件的原材料分析塑件原材料为PP 中文名: 聚丙烯表1.1 塑件的原材料分析结论:干燥处理:如果储存适当则不需要干燥处理。
毕业设计(论文)-塑料端盖注塑模具设计
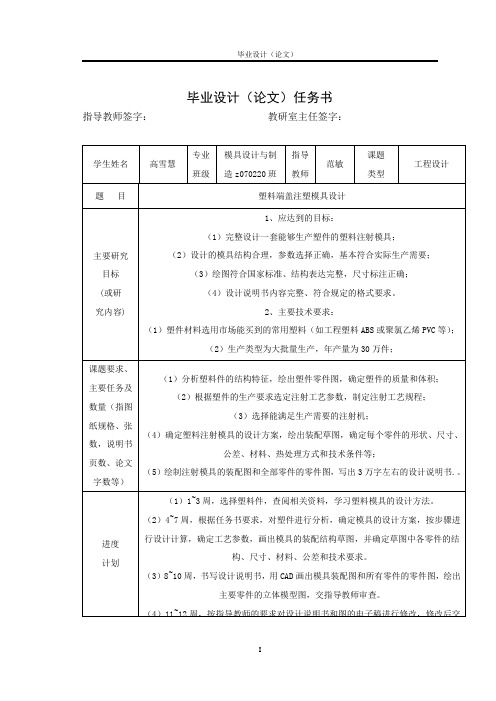
毕业设计(论文)任务书指导教师签字:教研室主任签字:学生姓名高雪慧专业班级模具设计与制造z070220班指导教师范敏课题类型工程设计题目塑料端盖注塑模具设计主要研究目标(或研究内容)1、应达到的目标:(1)完整设计一套能够生产塑件的塑料注射模具;(2)设计的模具结构合理,参数选择正确,基本符合实际生产需要;(3)绘图符合国家标准、结构表达完整,尺寸标注正确;(4)设计说明书内容完整、符合规定的格式要求。
2、主要技术要求:(1)塑件材料选用市场能买到的常用塑料(如工程塑料ABS或聚氯乙烯PVC等);(2)生产类型为大批量生产,年产量为30万件;课题要求、主要任务及数量(指图纸规格、张数,说明书页数、论文字数等)(1)分析塑料件的结构特征,绘出塑件零件图,确定塑件的质量和体积;(2)根据塑件的生产要求选定注射工艺参数,制定注射工艺规程;(3)选择能满足生产需要的注射机;(4)确定塑料注射模具的设计方案,绘出装配草图,确定每个零件的形状、尺寸、公差、材料、热处理方式和技术条件等;(5)绘制注射模具的装配图和全部零件的零件图,写出3万字左右的设计说明书.。
进度计划(1)1~3周,选择塑料件,查阅相关资料,学习塑料模具的设计方法。
(2)4~7周,根据任务书要求,对塑件进行分析,确定模具的设计方案,按步骤进行设计计算,确定工艺参数,画出模具的装配结构草图,并确定草图中各零件的结构、尺寸、材料、公差和技术要求。
(3)8~10周,书写设计说明书,用CAD画出模具装配图和所有零件的零件图,绘出主要零件的立体模型图,交指导教师审查。
(4)11~12周,按指导教师的要求对设计说明书和图的电子稿进行修改,修改后交主要参考文献(1)于保敏塑料成型工艺与模具设计 .北京:清华大学出版社2009 (2)王鹏驹塑料模具设计及制造 .北京:机械工业出版社,2005 (3)杨占尧塑料模具典型结构设计实例 .北京:华工工业出版社,2008 (4)冯爱新 .塑料模具工程师手册上海:科学技术出版社,1998指导教师签字:教研室主任签字:年月日毕业设计零件图端盖塑料模具设计摘要本课题主要是针对端盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
注塑模具设计说明书

数码相机盖模具设计说明书班级:10材料专业:材料成型及控制工程姓名:刘树飞学号:100118019指导老师:引言 (2)一.产品工艺性分析 (3)1.1设计产品概述 (3)1.2产品工艺性分析 (3)二、注塑机的选择 (3)1、塑件的质量、体积计算 (4)2、浇注系统凝料体积的初步估算 (4)3、注射容量与锁模力校核 (4)(1)注射容量校核 (4)(2)锁模力的校核 (4)4.利用UG软件,设置工件尺寸。
(4)三、分型设计 (5)四、标准模架的选用 (6)(1)先定系列。
(6)(2)看型芯固定方式是否需要加支撑板。
(6)(3)确定模板尺寸。
(6)(4)模架厚度 (6)五、模具滑块设计 (6)(1)抽芯距离和抽芯力的计算 (6)(2)斜导柱设计 (7)①斜导柱倾斜角的确定 (7)②斜导柱的直径计算 (7)③斜导柱长度的计算 (7)④滑块其他零部件设计 (7)六、导向与顶出机构设计 (8)(1)顶出机构设计 (8)①脱模力计算 (8)②推出零件尺寸计算 (8)③创建顶管 (8)④创建拉料杆 (8)(2)导向机构的设计 (8)①导柱的选取 (8)②复位杆的选取 (9)七、浇注系统设计 (9)1.浇注系统整体方案确定 (9)2.主流道设计 (9)3、分流道、浇口和冷料穴设计 (9)八、冷却系统设计 (10)1、冷却水道的尺寸计算 (11)(1)计算单位重量的塑料熔体在凝固时所放出的热量Q1(kJ/kg) (11)(2)求冷却水的体积流量qv(m³/min) (11)(3)查表使冷却水处于紊流状态,取d (11)九、画模具装配图 (12)引言虽然受到全球金融危机影响,但是我国模具整体实力还是得到进一步加强。
近两年来中国的模具制造技术水平又有了新的提高。
从模具产品进出口的地域来看,华东地区的江苏、浙江、上海、山东均位列中国进口和出口模具的十大省市之中。
长江三角地区在模具制造整体水平的数量和质量上均已在国内处于行业重要位置。
斜导柱的设计

由于计算比较复杂,有时为了方便,也可用查表法 确定斜导柱的直径。先按已求得的抽拔力 F c 和 选定的斜导柱倾斜角α在表9.1中查出最大弯曲力 Fw ,然后根据 Fw 和 Hw 以及斜导柱倾斜角α在表 9.2中查出斜导柱的直径d。
斜角θ应若小于于斜导柱的倾斜角 , 斜角 应若小于于斜导柱的倾斜角α,锥 应若小于于斜导柱的倾斜角 台部分就会参与侧抽芯, 台部分就会参与侧抽芯,导致侧滑块停留 的位置不符合要求。 的位置不符合要求。
= d h − 1 ta n α − ( 0 .5 ~ 1) m m c o sα 2
斜导柱பைடு நூலகம்力分析与直径计算
如图9.5a所示。图9.5b所示 所示。 斜导柱抽芯时所受弯曲力 F w 如图 所示 所示 为侧抽芯滑块的受力分析图。 为侧抽芯滑块的受力分析图。 图中力F是抽芯时斜导柱通过滑块上的斜导孔对滑块施加的 图中力 是抽芯时斜导柱通过滑块上的斜导孔对滑块施加的 F 正压力, 是它的反作用力;抽拔阻力( 正压力, w 是它的反作用力;抽拔阻力(即脱模力 )t 是抽拔力 F F c 的反作用力;F k 是开模力,它通过导滑槽施加与滑块; 的反作用力; 是开模力,它通过导滑槽施加与滑块; F1 是斜导柱与滑块之间的摩擦力,它的方向与抽芯时滑块沿 是斜导柱与滑块之间的摩擦力, F 斜导柱运动方向相反; 是滑块与导滑槽的摩擦力, 斜导柱运动方向相反; 2 是滑块与导滑槽的摩擦力,它的方向 与抽芯时滑块沿导滑槽移动方向相反。设导柱与滑块、导滑槽与 与抽芯时滑块沿导滑槽移动方向相反。设导柱与滑块、 滑块间的摩擦系数均为μ,则列出平衡方程: 滑块间的摩擦系数均为 ,则列出平衡方程:
co sβ L = S sinα
斜导柱的总长为: 斜导柱的总长为:
LZ = L1 + L2 + L3 + L4 + L5 d2 d1 h s = tanα + + tanα+ + (5 ~10)mm 2 cosα 2 sinα
斜导柱直径的计算

斜导柱直径的计算斜导柱直径的计算涉及到结构力学和材料力学两个方面的知识。
在计算斜导柱直径时,需考虑导柱的应力和变形,以保证其安全可靠地承受荷载。
在下面的文章中,将从计算悬挂导柱和斜拉导柱直径两个方面详细介绍相关的计算方法。
一、悬挂导柱直径计算方法:悬挂导柱是一种常见的建筑结构中使用的导柱形式,其承受受弯和轴压力作用。
在计算悬挂导柱直径时,一般需要考虑以下几个关键因素:1.荷载:悬挂导柱作用的荷载包括垂直向荷载和水平向荷载。
垂直向荷载主要是导柱受支撑物或悬挂物的重力荷载,水平向荷载主要是导柱受风荷载或地震力荷载等作用。
2.弯曲矩:悬挂导柱受荷载作用时会发生弯曲变形,因此需要计算导柱所承受的最大弯曲矩。
根据材料强度理论,最大弯曲矩与导柱截面的抵抗矩相关。
3.材料力学性能:为了计算悬挂导柱直径,需要了解材料的强度和刚度等力学性能。
常见的悬挂导柱材料有钢材、铝合金等,根据不同材料的力学性能参数,可以计算导柱的最大弯曲应力和变形。
根据以上因素,可以采用以下方法计算悬挂导柱直径:1.计算支撑物或悬挂物的重力荷载,确定导柱所受垂直向荷载。
2.根据结构设计标准或规范,计算导柱所受水平向荷载,例如风荷载或地震力荷载。
3.根据材料强度理论,计算导柱所承受的最大弯曲矩。
4.根据导柱材料的强度和刚度参数,计算导柱的最大弯曲应力。
5.根据导柱所能承受的最大应力和最大变形要求,计算导柱的最小直径。
需要注意的是,以上计算方法仅提供了一般的计算思路,实际计算时还需根据具体情况进行综合考虑和调整。
二、斜拉导柱直径计算方法:斜拉导柱是指与垂直方向夹角小于90度的导柱,其主要受拉力作用,承受荷载的能力较强。
在计算斜拉导柱的直径时,需考虑以下几个关键因素:1.荷载:斜拉导柱作用的荷载一般是轴向拉力和垂直于导柱方向的分量荷载,例如风荷载或地震力荷载等。
2.张拉力:斜拉导柱受荷载作用时会发生拉伸变形,因此需要计算导柱所承受的最大张拉力。
根据材料强度理论,最大张拉力与导柱截面的抵抗面积相关。
斜导柱设计统一标准

行。
* 提案 要* 必以要现 时* 记请录附 后请提 QDZ090 201(0)
※不要记录 提案编号
接收
100301 (0)
加设后样式 尺寸要求
☞提案 处理 顺序 : 提案 →1次 审核 → 概括 接收 → 相关部门审核 → 委员长审核
(本部门长) (每周QC) (相关部门长) (每周五委员会)
→ 审核 结果 公告 → 提案 褒奖 → 实 行 → 效果 分析 → 标准化
(QC)
(QC)
(实行部门) (实行部门) (QC 及 实行部门)
备注:主任及以下人员提案1次审核、相关部门审核由科长级别人员进行,科长及以上人员提案审核由部长级别人员进
响正常生产无法满足供货。
滑块宽度(H1)
H1<30mm
30mm<H1< 50mm
斜导柱直径
(D) Φ12mm
末端高度(H) 10mm
H1>100mm 年间 1预.此想方 案适用 2.防止模具损坏(防止SPRUE、产品、异物掉入); 3.防 尘4.保; 护 模具正
末端直径
(D1) Φ15mm
规格
米思米
我的 提案
提案人
所属 姓名
提案日
模具部 朱丽刚Байду номын сангаас
提 案 名 斜导柱设计统一标准
分 类 1.成本 节俭 2.稳定性 提高 3.作业方法 改善 4.品质 提高 5.其他
现象
改善
及问
方法
量产模具经常出现斜导柱断裂问题,并且有些斜
根据滑块宽度尺寸统一本公司今后设计制作的
导柱是非标准型号,导致修理定做时间延长,甚至影 模具斜导柱直径尺寸标准,并备库标准件。
斜导柱及斜销

一?斜导柱的动作原理及设计要点
是利用成型的开模动作用,使斜导柱与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离胶件的侧凹部位。
如下图所示:
上图中:
β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)
α≦25°(α为斜撑销倾斜角度)
L= (L为配合长度)
S=T+2~5mm(S为滑块需要水平运动距离;T为成品倒勾)
S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般
为;L1为斜导柱在滑块内的垂直距离)
二.斜导柱固定方式及使用场合
简图说明
适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好
适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用
配合面L≧(D为斜撑销直径)稳定性较好
适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧(D为斜撑销直径)稳定性不好,加工困难.
适宜用在模板较薄且上固定板与母模板可分开的情况下
配合面较长,稳定较好
是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑
块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:
上图中:
β=α≦25°(α为拔块倾斜角度)
H1≧(H1为配合长度)
S=T+2~5mm (S为滑块需要水平运动距离;T为成品倒勾)
S=H*sinα-δ/cosα
(δ为斜撑梢与滑块间的间隙,一般为;
H为拔块在滑块内的垂直距离)
C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)。
模具抽芯机构的设计。(理论知识)
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。
完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。
2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。
因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM.一.抽芯距的计算如图3-102所示。
计算公式如下:S=H tgθ (3-26)式中S------ 抽芯距(MM)H------ 斜导柱完成抽芯所需的行程(MM)θ----- 斜导柱的倾斜角,一般取15·~20·2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1)型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。
proe的使用经验总结(18个技巧)
一、概要技巧1.Pro/E自动分模的方法与技巧技巧2.proe 分模的几种方法技巧3.Pro/E的斜导柱三维Program设计技巧4.Pro/E装配技巧-零件之组合1技巧5 Pro/E装配技巧-零件之组合2技巧6 原创教程]Pro/E简单的模拟装配动画技巧7 . ProE高级技巧秘笈技巧8. 用Pro/E绘图软件进行产品开发的优势分析1技巧9. 用Pro/E绘图软件进行产品开发的优势2技巧10. PRO/E 几种技巧总结技巧11. Pro/E中三角面的解决办法技巧12. Pro/E中创建相切拔模技巧13.族表使用详解技巧14.如何在 Pro/ENGINEER 中使用自顶向下方法设计连杆技巧15.巧妙转换Pro/ENGINEER与ANSYS间的模型数据技巧16.Pro/E下螺旋扫描所生成弹簧的力学性能分析技巧17.Pro/ENGINEER的两把火:模拟、加工换新颜技巧18 Pro/ENGINEER中创建尺寸阵列特征的思路及方法技巧1.Pro/E自动分模的方法与技巧摘要:Pro/E在模具制造业已经普遍应用,基于作者几年来对Pro/E软件应用的一些实战体会与读者分享,简单介绍Pro/E2001侧面影像曲线与裙边曲面的巧用。
裙边。
前言:Pro/E自动分模是利用自动分型线的侧面影像曲线(注:复合或其他曲线命令创建也可以)与利用曲线自动产生分型面的裙边曲面来分割体积块的一种比较实用的方法。
Pro/E在模具制造业已经普遍应用,基于作者几年来对Pro/E软件应用的一些实战体会与读者分享,简单介绍Pro/E2001侧面影像曲线与裙边曲面的巧用。
关键词:侧面影响;裙边;复合。
前言:Pro/E自动分模利用自动分型线的侧面影像曲线(注:复合或其他曲线命令创建也可以)与利用曲线自动产生分型面的裙边曲面来分割体积块的一种比较实用的方法。
以图1来简单介绍自动分模的步骤以技巧。
图1 塑胶件ljb (1)建立工作目录ljb,把图1 塑胶件ljb放到工作目录中以便调用及保存。
斜导柱

斜导பைடு நூலகம்直径
如何确定斜导柱的直径小行位 斜导柱直径20-60 Ф 8中型行位 60-160 Ф10--Ф12(根据实际情况可取2支)大行位 160-300 14-Ф30(根据实际情况可取2支)弹簧的取用可根据实际情况而定,一般取斜导柱直径大小或小于斜导柱直径2mm左右(取标准相近的大小)
塑料注射模斜导柱抽芯机构中抽拔力的计算.

# # ! "
# $%&’( )* [!*]’+,-"
"
#
$% . %/ E51 . #% #%% . ’+,--%2
" 3/
0$44
!"
武
!"#$%#"&’() &*+ ,"-’() .%& /.0$+ ’( &*+ 1#"2&’$ 3(4+$&’.( 5.%#6
汉
职
业
HIGJ K>A @ LA
〇
二、 抽拔力的计算
!&B # A·!&
〇 四
斜导柱侧向分型与抽芯机构中,侧向分型与抽
# /: 4 F //48
年
芯时必然要克服抽拔的阻力,侧型芯才能脱出。同上 述推出力 !* 一样,抽拔力 !& 也可按上式(@)计算,
# /: @$1(AI) 从《塑料模具设计手册》中查表得
第 四 期
即: !& # 5·6·7 2 "&’(! ) (,-! 3 0 $: /? (9) 式中 ? — 侧型芯滑块在侧向分型方向的垂直面的投
# # G #
1 /$!&B DE [%E ]&’(.$
#
1
/$ F /: @$ F /$ 1$$ F &’(..$J
#
;:
41%%
# # ! "
# $%&’( )* [!* ]’+,-"
"
#
$% . $/ 0% . $1 #%% . ’+,--%2
热塑性塑料注射模侧滑块用的斜导柱直径设计快速确定

脱模力数值计算,为热塑性塑料注射模侧滑块用的斜导柱直径设计提供了一种快速确定的方法。
【关键词】 注射模;脱模力;快速确定
【中图分类号】 TQ320 【文献标识码】 A
【文章编号】 1003- 2673(2009)08-20-02
1 引言
在热塑性塑料注射模设计中,经常遇到有侧滑块抽拔的问 题,最常用的方法是用斜导柱带动滑块抽拔,在设计中,斜导柱 承受的脱模力数值的计算是个相当麻烦的事,原因是计算公式 繁杂,加上影响热塑性塑料注射成型的各种工艺因素很多,造 成那些经验不足的设计人员感到无从下手,就算勉强计算出来 了也不能保证安全使用,给模具的制造和产品的生产带来隐 患。本文从笔者多年实践经验,总结出一种快速确定脱模力大 小值的方法,从而能快速简便地确定斜导柱承受的脱模力,确 定所需斜导柱的直径的方法。
于 1/20,用以下公式:
(a)塑件横断面为圆环形时,所需脱模力
Q=
2
πrEε ! 1+μ
L ! f+K2
tgφ " K1
"
+
10B
(N)Байду номын сангаас
(b)塑件横断面为矩形环时,所需脱模力
Q=
2
! a+b " EεL! f- tgφ ! 1+μ+K2 " K1
"
+
10B
(N)
以上式中:E —塑料拉伸模量 (Mpa),查塑料性能表定;
+10×3.14 =1327+31.4
=1358(N)
由此值代入计算斜导柱直径公式,计得斜导柱直径 d=12
mm [过程略]
以上是手册计算方法,以下是本文推出的快速计算方法:
模具设计第8章斜导柱侧向分型与抽芯机构设计图文
通过采用新型传动方式、优化抽芯机构结构或采用新材料等方式,提高抽芯机构的传动效率、降低噪 音和减少维护成本。
创新思维在模具整体设计中的应用
通过引入先进的设计理念和技术手段,如拓扑优化、3D打印等,实现模具设计的轻量化、高精度和快 速制造,提高模具设计的整体水平和竞争力。
计算抽芯力
根据产品材料、型腔结构、摩擦系数 等因素,计算抽芯机构所需的最小抽 芯力。
设计步骤二
选择合适类型
根据抽芯距离、抽芯力以及模具结构 等因素,选择合适的抽芯机构类型, 如斜导柱侧向分型与抽芯机构、弯销 侧向分型与抽芯机构等。
参数计算
根据所选抽芯机构类型,进行详细的 参数计算,包括斜导柱角度、长度、 直径,弯销的形状、尺寸等。
设计步骤二:计算并确定斜导柱尺寸和角度
计算斜导柱直径
根据塑件大小、壁厚和注射机锁 模力等因素,计算出斜导柱的直 径。一般斜导柱直径为8~12mm。
确定斜导柱角度
斜导柱角度应根据塑件的脱模斜度 和分型面之间的摩擦系数来确定。 一般情况下,斜导柱角度为 15°~20°。
确定斜导柱长度
斜导柱长度应保证在开模时能够完 全抽出芯子,同时要考虑模具的闭 合高度和注射机的开模行程。
02
该机构通过斜导柱的倾斜运动, 驱动滑块或侧型芯沿垂直于开模 方向的运动,从而实现侧向分型 与抽芯。
斜导柱侧向分型作用
实现塑件侧孔或侧凹 的脱模,提高模具的 脱模效率和塑件质量。
简化模具结构,降低 模具制造成本和维护 成本。
避免因侧抽芯机构设 计不当而导致的模具 损坏或生产事故。
斜导柱侧向分型结构类型
04
图文详解:斜导柱侧向分型设 计步骤与实例分析
斜导柱

4.6 斜导柱侧向分型与抽芯机构设计观察下列塑件有什么特点?塑件上有侧向孔、侧向凸凹、侧向的凸台侧向分型与抽芯机构设计目的和要求:熟悉斜导柱等侧向分型和抽芯机构的设计。
掌握带有斜导柱侧向分型和抽芯机构模具的动作原理。
重点和难点:掌握带有斜导柱侧向分型和抽芯机构的模具结构图。
掌握带有斜导柱侧向分型和抽芯机构设计过程。
一、概述1. 概念:侧向分型与抽芯机构:带动侧向成型零件做侧向移动(抽拔与复位)的整个机构。
抽拔力:带动侧向成型零件做侧向抽拔的侧向脱模力。
抽拔距:侧向成型零件从成型位置到不妨碍塑件脱模的推出位置所移动的距离。
2. 分 类:(1)手动侧向分型与抽芯机构:手动抽芯机构 (2)机动侧向分型与抽芯机构:斜导柱分型与抽芯机构(3)液压或气动侧向分型与抽芯机构:气动抽芯机构 (4)斜导槽 侧向分型与抽芯机构1) 按动力来源分类:2) 按模具结构分类:(力的转换机构)(1)斜导柱 侧向分型与抽芯机构(2)弯 销 侧向分型与抽芯机构(3)斜滑块 侧向分型与抽芯机构(5)齿轮齿条侧向分型与抽芯机构 一、概 述2) 斜导柱安装在动模、滑块安装在定模1动作特点:第一次分型同时侧抽芯,且主型芯浮动,抽芯后再推件结构设计要点:主型芯和动模板可相对运动斜导柱安装在定模、滑块安装在动模顶杆、顶管顶出塑件后,若与动模一侧的侧滑块同步复位,就有可能产生回程干涉,导致零件损坏。
避免干涉的措施:(1)避免在侧型芯投影范围内设置顶杆、顶管(2)顶杆、顶管推出塑件后,断面仍低于侧型芯的最低面(3)采用先复位机构Notice:利用推件板脱模机构时,不用考虑干涉现象。
五、弯销抽芯机构1.组成部分:弯销侧型芯滑块锁紧块(或支撑板)弹簧顶销导滑槽2. 弯销的结构特点:1. 矩形截面,强度高,可采用较大的倾角2. 可以分段加工用来控制机构的抽拔速度和抽拔距3. 弯销的安装方式1)模外安装安装方便,模板尺寸减小2)模内安装结构紧凑,主型芯安装在定模动作特点:第一次分型同时侧抽芯,第三次分型同时推件结构设计要点:弯销、定距螺钉的固定位置;抽拔距与定距螺钉运行距离的关系动作特点:分型同时塑件脱离主型芯,之后侧抽芯结构设计要点:主型芯固定在定模2) 模内安装Notice:采用摆钩式顺序分型机构,使动模一侧先分型;无定位装置和锁紧装置Notice:采用滑板式顺序分型机构,使动模一侧先分型;压杆与摆钩不同面六、顶出抽芯机构 1、 斜顶杆顶出抽芯斜角应选取较小值,一般不宜超过2020°°,只适于小抽芯距。
现代模具设计温习题121028

1.塑件壁厚设计的大体原那么是什么?(1)壁厚尽可能小。
减小壁厚可节约材料和能源,缩短成型周期。
(2)壁厚尽可能均匀。
塑件壁厚均匀是保证塑件质量与尺寸精度重要条件。
(3)流程大小与塑件壁厚成正比。
流程是指熔融塑料由浇口流向型腔遍地的距离。
各类塑料在常规工艺条件下,能够流动的最大距离是不同的。
(4)不同塑料均有推荐的最小壁厚值。
塑件壁厚应知足成形时熔体充模流动和利历时的受力要求,在此前提下壁厚越小越好。
2.塑件螺纹的设计要点是什么?塑件上的螺纹可直接用模具成型,模塑成型的螺纹精度一样低于IT8级。
通常直径小于6mm者不宜用细牙螺纹。
塑件螺纹设计时应注意以下要点:(1)当塑料螺纹与金属螺纹配合时,其配合长度不该大于螺纹直径的~2倍。
(2)同一塑件上前后两段螺纹,应尽可能使其螺距相等,旋向相同,以简化模具结构。
(3)为避免塑料螺纹最外圈崩裂或变形,内外螺纹的始端和终端应留有~0.8mm的无螺纹段。
(4)螺纹孔距塑件边缘的距离应大于螺纹外径的倍,螺纹孔间距应大于螺纹外径的倍,同时应大于塑件壁厚的1/2。
3.嵌件设计时要注意几点什么?设计带嵌件的塑件时应注意以下几点:(1)嵌件周围塑料层的厚度应足够大,以避免冷却进程中因收缩应力而引发塑件破裂。
(2)嵌件嵌入塑件的一端离塑件壁厚的外表面,也应留有适当的厚度,以防塑件收缩时因嵌件的阻挡而产生表面凸起。
(3)嵌件在模具内应靠得住的定位,以避免合模时振动或因充模时熔体作使劲而产生位移、变形或脱落。
(4)嵌件嵌入塑件部份应与塑件固结牢靠,避免工作中受力而松动或脱出。
通常采纳异型截面结构或滚花等方法来增加结合的牢固性。
(5)嵌件嵌入部份周边应有倒角,幸免尖角引发应力集中而产生裂纹。
(6)嵌件伸出端的长度不宜超出固定部份直径的2倍,以避免弯曲变形。
4.模具的十大类型是什么?模具的十大类型为:(1)冲压模具—金属或非金属板材冲压成形;(2)塑料成型模具—塑料材料的成形加工;(3)压铸模具—有色与黑色金属压力铸造成形;(4)锻造模具—采纳锻压、挤压工艺成形金属零件;(5)铸造模具—金属浇铸成形工艺;(6)粉末冶金模具—粉末制品型坯的压制成形;(7)玻璃模具—玻璃制品成形;(8)橡胶模具—橡胶制品压制成形;(9)陶瓷模具—陶瓷制品成形;(10)经济模具(简易模具)—低熔点合金成形模具,硅橡胶模,环氧树脂模,陶瓷型精铸模,快速电铸成形模等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ymax=
Wl3 3EI (1)
W :荷重 l:倒钩的长度 E : 弹性系数
π 4 I :断面的 2 次力矩 d 64
式(1)より、アンギュラピンの長さはできるだけ短い方がよいことはいうまでもない。 次に片側支持の曲げ応力σは、金型作動の場合アンギュラピンのたわみを、ほとんど生じさせな いようにするものと考え、
设计标准书
分类 No. 项 目
04 年 4 月 22 日 作成 承认
斜导柱直径的计算
アンギュラピンにかかる力を知るためには、サイドコアピン(図1)を成形品から抜く力を知る ことが必要であるが、引き抜き力に影響を及ぼす要因は数多い、例えば摩擦係数、テーパー、樹 脂及び金型温度、金型表面粗さ、樹脂材料離型特性(添加剤)、離型剤使用不使用、金型精度、 極端な偏肉などであるが、ここでは除外する。
アンギュラピンの直径は16mmとなる。 アンギュラピンの直径を20mmとすれば 在这里滑进的重量也是做加法。 例如:滑进的重量:作为2 kg
=3.92
ห้องสมุดไป่ตู้
(130+2)×12.5 0.098×23
≒
2104.59 kg/cm2
となり、より安全性は高くなる。
図1 サイドコアピン
修 改 记 录 日期 修改内容 修改者 承认 FORPAX 设 计
W :荷重 σ=
Wl Z
(2)
l:倒钩的长度 Z : 断面系数
π 32
d
3
図1において、使用樹脂はポリカーボネート、サイドコア部の成形品内径をφ15mm、肉厚2mmの 場合、成形品内周は47mm、ポリカーボネートの収縮率を0.6%とすれば、コアピンの外周は、
P:荷重 E=
P ×l
(3)
A:横截面积 l:棒の原長 λ :棒の伸びまたは縮み
A ×λ
ポリカーボネートの弾性係数2.3×104kg/cm2とすると式(3)により、 P=
0.2×4.728×0.028×2.3×104 4.7
≒130kg
したがって、W=130kgとなる。 アンギュラーピンの長さを125mm、安全応力を4300kg/cm2とすれば、式(2)より 4300= 130×12.5 0.098d3 d3= (130+2)×12.5 4300×0.098 d ≒1.58