QA外观检验指导书
QA检验作业指导书

6.相关表单:《成品检验报告》《氢脆试验报告》《盐雾试验报告》。
1
1
1
4.5判定标准:
检查项目
检测工具
内容
缺点类别
外观
目视
符合《螺丝外观不良判定标准》
次要缺点
主要缺点
严重缺点
机牙牙型
环规
依产品螺纹规格要求,使用6g环规检测
主要缺点
尺寸
千分尺/卡尺
符合产品图纸要求
严重缺点Байду номын сангаас
性能
风批或电批/带孔铁板
符合氢脆试验作业标准
严重缺点
盐雾机
符合盐雾试验作业标准
严重缺点
4.6检测中发现不合格时,严格按照《不合格品控制程序》处理(属进料不良时通知IQC处理),未经品保经理批准任何人不得随意放行和处理不良品。
4.2.2核对每箱/袋产品要求均须有《生产流动标示卡》,每款产品随机从一箱中抽取200-500PCS样品进行检测,记录每款产品的件数,检测数量按《质量检验抽样标准》进行。
4.2.3检测顺序:尺寸检验/依照产品制造工艺卡;外观检验/依照《螺丝外观不良判定标准》和标准色板;氢脆试验/依照氢脆试验作业标准;盐雾试验/依照盐雾试验作业指导书。
1.目的:使QA检验作业有标准可依。
2.范围:适用于本厂外购零部件及产品表面处理后检验作业。
3.职责:
3.1 QA检验员负责对外购零部件及产品表面处理后的检验;
3.2品保经理对检验结果的审定;
4.工作内容:
4.1检验依据:《产品制造工艺卡》、电镀颜色限度样品。
4.2检验方法:
4.2.1外购零部件及电镀产品回收后,放入待检区,外发收货员通知QA检验员进行检验。
卷发器QA检查标准

卷发器QA检查标准一、引言卷发器是一种常见的美发工具,用于卷曲头发,给人们带来不同的发型效果。
为了确保卷发器的质量和安全性,进行QA(Quality Assurance)检查是必不可少的。
本文将详细介绍卷发器QA检查的标准和要求。
二、外观检查1. 外观质量:检查卷发器的外观是否完整,无明显的划痕、裂纹或者变形等缺陷。
2. 颜色一致性:检查卷发器的颜色是否一致,无色差。
3. 表面处理:检查卷发器的表面处理是否均匀,无明显的粗糙、凹凸或者划痕等问题。
4. 标识和标牌:检查卷发器上的标识和标牌是否清晰可见,包括品牌、型号、电压等信息。
三、功能检查1. 加热功能:检查卷发器的加热功能是否正常,能够迅速达到设定温度并保持稳定。
2. 温度控制:检查卷发器的温度控制功能是否准确,能够根据设定要求进行调节。
3. 安全保护:检查卷发器的安全保护功能是否完善,包括过热保护、自动断电等功能。
4. 开关控制:检查卷发器的开关控制是否灵便,能够正常开启和关闭。
四、电气性能检查1. 绝缘电阻:检查卷发器的绝缘电阻是否符合国家标准,确保安全使用。
2. 导电性能:检查卷发器的导电性能是否正常,无漏电或者短路等问题。
3. 电源适配:检查卷发器的电源适配器是否符合国家标准,能够稳定供电。
4. 电源线材质:检查卷发器的电源线材质是否符合标准,无明显损坏或者老化。
五、使用寿命检查1. 材料耐用性:检查卷发器使用的材料是否耐用,能够承受长期的使用。
2. 加热元件寿命:检查卷发器的加热元件寿命是否符合要求,能够经受多次使用而不损坏。
3. 开关寿命:检查卷发器的开关寿命是否符合要求,能够承受多次开启和关闭而不失效。
六、包装检查1. 包装完整性:检查卷发器的包装是否完整,无破损或者污染。
2. 标签和说明书:检查卷发器的包装上是否附带标签和说明书,包括使用方法、注意事项等信息。
3. 配件齐全性:检查卷发器的包装中是否齐全配备必要的配件,如卷发夹、使用手册等。
QA(成品)检查作业指导书

文件编号
FLC-WI-QM-007
页码
1/2
1.0目的:
规范QA检验工作的流程和方法,有效控制质量,避免不良品流入顾客。
2.0适用范围:
适用于义:
QA:Quality Assurance质量保证。
4.0权责:
4.1 QA负责对出荷部品及库存超过储存期部品的质量检验、判定、标识及记录。
8.0参考文件:
8.1 MIL-STD-105EⅡ级单次抽样水准 FLC-WI-QM-022
版次
变更记录
作成
审查
承认
日期
6.5.2若判定结果NG,则在外箱上贴“NG”票,并开具“质量异常通知处理单”附不良样品交品证课课长处理。QA和生产课按处理单中的最终判定结果对不良品作相应的标识和处理。
QA检查作业指导书
文件编号
FLC-WI-QM-007
页码
2/2
6.6记录:
6.6.1 QA将检验结果记录入“出荷检验报告”及“出荷检查履历表”中。
6.4检验
6.4.1清点备货数量的准确性。
6.4.2检查外箱“现品票”的填写,粘贴位置的正确。
6.4.3检查包装是否符合“包装仕样书”的要求。
6.4.4按抽样计划抽取样品,按检验标准的要求进行外观、尺寸、功能等方面的检验、判定。
6.5标识及处理
6.5.1若判定结果OK,则在外箱“现品票”上盖“QA Passed”印章。
6.7.2.3依6.3抽样方式进行重检,按成品/半成品检查要求及标准检验、判定。
6.7.3若判定OK,则贴上“重检合格”标签。
6.7.4若判定NG,贴上红色“NG”票予标识,将填写的“库存重检申请单”报予品证课课长,按6.5.2步骤进行处理。
产品外观标准检验指导书

产品名称 外观检验条件
TV-LENS
光源
检验距离
500~800lux
35~45CM
良品与不良品图片
编号系列
OD系列/5C系列通用
本标准适用范围
制订
全检组/QC外观检查
制订日期 检查项目
文件编号
SIP-QA-006
审核 审核日期
内容与判定基准
版次
A/1
批准 批准日期
检测工具
*结构 黑点
与样板比对一致 黑点 D≦0.15mm且不超过二点可接受
目视/样板 目视/菲林
OK品
黑点
混色
披锋
顶针高
缺口
顶裂
料花
气泡
结合线 破损
划伤
划伤 W≦0.15mm, L≦1.5mm, N≦1 可接受
毛丝/料屑 产品边缘或表面不可有毛丝/料屑
发白
注意产品上边缘碰撞发白
气泡产Leabharlann 内不可有气泡,影响光效水口高/卷边 水口 L≦+0.0/-0.3mm,水口卷边 H≦0.15mm可接受
多胶
注意因顶针断裂,高出多胶
断脚/顶裂 断脚/顶裂不可接受
发黄
整包颜色与其它有明显区分不可接受
结合线
W≦0.1mm,不可影响光效
披锋
注意杯口不可有披锋,边缘四周披锋 L≦0.10mm可接受
缩水
不可影响光效,
油污/脏污 产品表面不可有油污/脏污,需擦拭干净
银丝
注意产品内部银丝,影响光效
料花
表面不可有料花
流纹
流纹 W≦0.15mm, L≦1.5mm, N≦1 可接受
缺口
参照限度样品
QA抽检作业指导书
操作:1.核对<工厂订单>、<客戶要求>、<BOM 表>、<作业指导书>及<成品检验规范>>,
明确抽样产品各方面的规格与要求!
2.检查外箱→标签内容→外包装→贴纸规格、型号、颜色→扫码→附件数量(说明
书、合格证、收纳袋→充电线、遥控器→吸塑→胶袋→杂物(刀片、毛发)→脏污
3.按键弹力→遥控距离→噪音→力度→档位数→耳机声音→开/关机→充电→灯光!
4.检查刮手→披锋→离缝→色差→刮花→开胶→溢胶→杂点(黑/红点)→穿孔→破烂
→缺胶→变质→缩水→发霉→内响(有物)→丝印偏/断字/油污
合格:对抽检合格批次在外箱标签上盖上QA Pass印章,允许产品入库、出货!
不合格:退回生产部门重工,盖上QA ReJ印章!并作好相关不良、追踪记录!
制表:
审核
标准产能/H
东莞璇爱电子科技有限公司
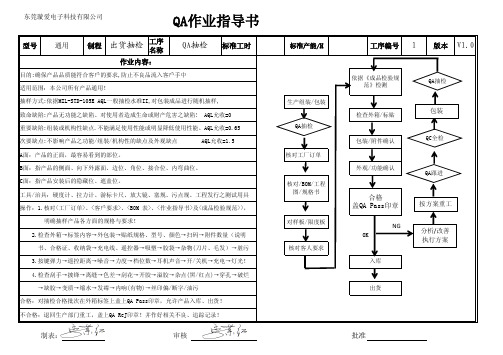
QA作业指导书
பைடு நூலகம்
型号
通用
制程
出货抽检
工序 名称
QA抽检 标准工时
作业内容:
目的:确保产品品质能符合客戶的要求,防止不良品流入客戶手中
适用范围:本公司所有产品通用!
抽样方式:依据MIL-STD-105E AQL一般抽检水准II,对包装成品进行随机抽样,
致命缺陷:产品无功能之缺陷、对使用者造成生命或财产危害之缺陷! AQL允收=0
生产组装/包装 QA抽检
核对工厂订单 核对/BOM/工程
图/规格书 对样板/限度板 核对客人要求
工序编号 1 版本 V1.0
依据《成品检验规 范》检测
QA抽检
检查外箱/标贴 包装/附件确认
包装
QC全检
外观检验作业指导书

外观检验作业指导书一、目的:规范公司产品外观检验方法及允收标准.二、适用范围:所有产品的外观处理检验三、外观检视条件:1)视力:校正视力1.0以上.2)目视距离:检查物距眼睛A级面40㎝,B、C距眼睛一臂远。
3)目视角度:45度~90度(检查时产品应转动)。
4)目视时间:A级面15秒/面,B、C面10秒/面。
四、术语和定义●在使用过程中总能被客户看见的部分。
●在使用过程中常常被客户看见的部分.这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
●在使用过程中很少被客户注意到的表面部分.此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
●在使用过程中几乎不被客户看到部分(如:产品的内部件表面)。
此表面的缺陷合理,不能影响零件使用性能。
●包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面.●是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除表面缺陷,并形成具有一定粗糙度、纹路均匀的装饰表面。
●电镀或氧化前因基体材料腐蚀、材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
●的局部高光泽、光亮区域.●为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。
●;对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
●;对其它无膜层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
●由于基体材料缺陷,或加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
●因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
●拉丝处理时因操作不当造成零件表面过热留下的烧蚀痕迹.●.●镀锌彩色钝化膜因磨擦而去除,露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围彩色的白色.●.●因材料夹杂物或外来物(如焊渣)的影响而在表面形成的,颜色与正常表面一致的凸起现象。
●其与零件相接触的部位产生局部无膜层的现象.●整不清晰的现象.●●.●.五、外观检验标准:●使用材料应符合有效版本图纸的要求,材料本身应无变形、划伤、氧化变色;●表面光滑、平整、无毛刺、变形、锈蚀、裂纹、压折、夹渣、气孔等;预埋件、铆件应牢靠、无松动,螺纹无缺损、无腐蚀等;不允许有加工遗留物;●零件的喷塑、喷漆层应均匀、连续,无缩孔、起泡、开裂、剥落、粉化、流挂、露底(局部无涂层或涂料覆盖不严)、指印等缺陷;●热处理方法应符合有效版本图纸要求,热处理后不应有过烧、氧化、脱碳、热裂、变形、斑点、翘曲、及表面晶粒不均不良现象;●表面处理方法应符合有效版本图纸要求,处理后表面光滑平整、无斑点、烧焦、起泡、水纹、镀层脱落、镀层不全以及电镀酸性渗渣物等;●表面处理后,零件表面允许有不可避免的轻微夹具印痕和轻微的水印;在不影响装配的情况下,边、棱角处允许有轻微的粗糙;非重要表面允许有轻微的水纹或个别的斑点;●去毛刺要求:用手沿零件加工边角的任何位置及方向触摸均无刮卡现象.●工件表面可允许下列缺陷:。
外观检验作业指导书

外观检验作业指导书
QA/NBTM03.0921-2002 共2页第1页
1 外观人员应具有一定的视力和进行资格验证。
2 外观人员上岗前应穿戴好劳动防护用品,不允许不戴手套就裸手进行操作。
3 应在操作台上进行外观检验,操作台上应配备二支日光灯照明,照明距离为25~40CM。
4 对产品封样区域要保持清洁,并及时清理与更新封样产品。
5 操作前应核对要检验的产品型号、批号、移动证等内容是否齐全,没有的不要操作,以免发生差错。
6 操作时要避免不同型号、批号同时放在操作台上,以防发生混淆,对不同批号、型号产品要分开人员进行外观检查。
7 产品进行外观检查时要严格按照《产品外观检验标准技术要求》执行,不要以次充好,也不要把合格产品当作废品或不良品扔掉。
8 对那些有疑问和判断困难产品需及时向上级反馈以进行封样等技艺评定或其它技术处理。
9 当发生缺陷比例突然增大或出现大批量缺陷时要第一时间与制造部和技术部有关人员联系,由职能部门来进行分析纠正。
10 外观检验时要把不合格品及时放入红色箱子内,不要放在桌面上,以防止不合格品流入下道工序,对检查合格品要及时放上外观检查卡。
11 产品外观检验完毕后,要记录不合格品数量、产品型号、批号等内
QA/NBTM03.0921-2002 共2页第2页
容,产品放上外观合格证后流入下道工序。
12 检查结束后桌面上要及时进行清理,不能有不明产品滞留在上面,对那些标识不清的要进行确认,确认以后才能流动/或移动。
13 工作结束后,要清理打扫工作场所,做好“5S”环境卫生工作。
拟制/日期:批准/日期:修改/日期:。
QA 检验作业指导书—范文
QA 检验作业指导书—范文1.目的规范QC、QA 的检验方法便于统一标准,使产品符合客户要求,以控制产品的最终品质。
2.范围:适用QC、QA 对所有不同机型的成品的检验。
3.权责:3.1 本职责由品管部制作。
3.2QC 执行全检,QA 执行抽检(特殊情况例外),检验时对不同机型选择不同的检验项目。
3.3QA 依照MIL-STD-105EⅡ级抽检标准,AQL:CR=0,MA=0.65,MI=1.5 抽检及判定。
4.定义:致命缺点(CR):产品功能受影响导致产品不能正常使用或对人的安全有危害性之缺点。
严重缺点(MA):也叫主要缺点,使该产品的使用性能不能达到所期望的目的,或显著的减低其实用性质的缺点。
轻微缺点(MI):也叫次要缺点,产品使用性能对于期望的目的不致降低,或者虽与规格有所差异,但在使用及操作上并无影响之缺点。
4.检验环境:温度:室温湿度:自然温度状态,无需做湿度处理亮度:40W 日光灯下距离工作台面100CM±20CM操作距离:30CM±5CM目视角度:检验在与目视方向成45 度、-135 度,不偏光进行检验目视停留时间:每一检验面停留3-5 秒5.检验流程:5.1 检验前准备,确认机种、客户、工单及批量,准备必要用品(样品、记录表、静电环、游标尺、万用表、[视需要而定]等);5.2 按照AQL 检验水准对待验产品执行检验工作(视产品不同一般做100PCS 至300PCS 为一批次进行),按《检验标准》进行判定;5.3 检验好产品状态和标示;5.4 检验后应将检验结果记录在《QA 抽查表》中。
6. 检查内容及检查方法:6.1.性能测试检查内容:参见《测试作业指导书》检查方法:利用《测试作业指导书》6.2 外观检查6.2.1.SMT 外观检查检查内容:参见《QA 检验规范SMT 外观检验》检验方法:一般情况下采用目测,当目测发生争议时,可采用5—10 倍的放大镜。
6.2.2.DIP 外观检查检验方法:一般情况下采用目测,当目测发生争议时,可采用5—10 倍的放大镜或游标卡尺及厚薄规;6.3 成品外观检查:检查内容:参见《QA 检验规范整机外观检验》检验方法:一般情况下采用目测,当目测发生争议时,可采用5—10 倍的放大7. 送检批及抽样:7.1.送检批产品送交检验以《产品送检单》上的数量为一送检批。
外观全检作业指导书

品名
客户
料号
(一) 1.保持台面清洁材质
作 2.作业员应参照《检验项目》所列外观进行选别制表
业 3.高度检测按专用模具检测管控。
审核
步 4.为防止混料,作业台上不可同时有几种产品版本
骤 5.经挑选好的产品放在待检区,经品检确认OK后,日期
方可包装出货。
检测 6.不良品应填好流程卡,按品名,规格,不良原因
等分别放置在不良品区,经QA确认后,方可作出处理.
图片说明:(二)
检
验
项
目三、作业内容及标准无以下现象:铝片变形、钢帽压印、胶圈杂质、胶圈破裂、包边少
、有毛发、无焊点、无PTC、钢帽发黄、胶圈缺料、双
PTC、连穿、组焊件错位、点偏、炸火、脏污、胶圈发
白
1.全数检验外观
1.对产品进行全检,选好的产品不得 有检查项目的现象。
2.全检人员戴手套作业。
3.选后产品应做好相应标示。
欧志锦赵奎0/A 2016.5.5目视惠州市常瑞电子科技有限公司
外观全检作业指导书
铝片变形胶圈缺料缺焊点,焊穿焊偏合格。
卷发器QA检查标准

卷发器QA检查标准引言概述:卷发器作为一种常见的美发工具,广泛应用于美发行业和家庭个人护理中。
为了确保卷发器的质量和安全性,进行QA(质量保证)检查是必要的。
本文将介绍卷发器QA检查的标准,包括外观检查、功能测试、材料检测、安全性评估和用户体验评价。
正文内容:1. 外观检查1.1 外观完整性:检查卷发器外壳是否完整,无明显裂痕或者变形。
1.2 表面处理:检查卷发器表面涂层是否均匀,无明显划痕或者氧化现象。
1.3 细节工艺:检查卷发器的按钮、插头、线缆等细节部份是否坚固,无松动或者脱落。
2. 功能测试2.1 加热功能:检查卷发器的加热系统是否正常工作,能否达到设定温度并保持稳定。
2.2 电源供应:检查卷发器的电源供应是否正常,无漏电或者短路现象。
2.3 温度调节:检查卷发器的温度调节功能是否灵便,能否满足不同用户的需求。
2.4 时间控制:检查卷发器的定时功能是否准确可靠,能否自动关闭或者发出提示。
3. 材料检测3.1 材质安全性:检查卷发器所采用的材料是否符合相关安全标准,无毒害物质或者有害气味。
3.2 导热性能:检查卷发器的加热板材料是否具有良好的导热性能,能否均匀加热头发。
3.3 耐热性:检查卷发器的材料是否能够耐受高温,避免变形或者释放有害物质。
4. 安全性评估4.1 电气安全:检查卷发器的电气部份是否符合相关安全标准,避免电击或者火灾风险。
4.2 防烫设计:检查卷发器的外壳是否采用隔热材料,避免用户烫伤。
4.3 过热保护:检查卷发器是否具备过热保护功能,能否在超温时自动断电或者提醒用户。
5. 用户体验评价5.1 操作便捷性:评估卷发器的操作是否简单易懂,是否配备说明书或者操作指南。
5.2 效果满意度:评估卷发器的卷发效果是否符适合户期望,是否能够满足不同发质的需求。
5.3 噪音水平:评估卷发器在工作时是否产生过大噪音,是否影响用户的使用体验。
总结:卷发器QA检查标准涵盖了外观检查、功能测试、材料检测、安全性评估和用户体验评价五个方面。
生产现场外观检验流程作业指导书
英文回答:The process of appearance inspection at the production site is a crucial step in ensuring the quality of the final product prior to its release into the market. The following guidelines delineate the systematic procedure for undertaking the appearance inspection at the production facility. Firstly, it is imperative to designate a specific area for the appearance inspection. This area must be well-illuminated and furnished with all the requisite tools and equipment necessary for conducting a thorough inspection. The inspection area should be maintained in a pristine condition and devoid of any obstructions that could impede the inspection process.生产地点的外观检查过程是确保最终产品在投入市场之前质量的关键步骤。
以下准则规定了在生产设施进行外观检查的系统程序。
必须指定一个具体领域进行外观检查。
这一区域必须照明完好,并配备进行彻底检查所需的一切必要工具和设备。
检查区应保持原始状态,没有任何可能妨碍检查进程的阻碍。
Once you've got the inspection area all set up, it's super important to make sure your inspectors are trained up on what the product should look like. They need to know all the ins andouts of how it should appear, like the color, texture, shape, and overall finish. They also need to be clued in on anymon defects or imperfections that might pop up during production. Having really clear and well-documented visual standards for them to refer to during the inspection is key. It'll help make sure everyone's on the same page and that they're assessing the product's appearance in a consistent and fair way.一旦你把检查区都设置好了,就务必要保证你的检查人员在产品应该是什么样子的问题上得到训练。
WI-QA-002 QA检验作业指导书
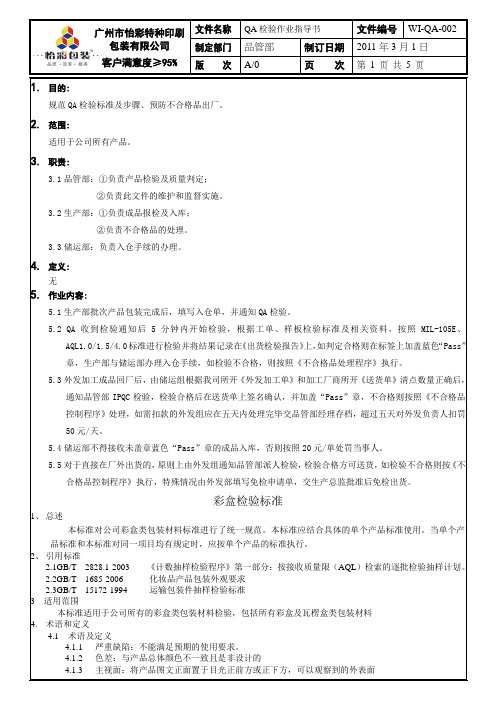
规范QA检验标准及步骤、预防不合格品出厂。
2.范围:
适用于公司所有产品。
3.职责:
3.1品管部:①负责产品检验及质量判定;
②负责此文件的维护和监督实施。
3.2生产部:①负责成品报检及入库;
②负责不合格品的处理。
3.3储运部:负责入仓手续的办理。
4.定义:
无
5.作业内容:
5.1生产部批次产品包装完成后,填写入仓单,并通知QA检验。
B
目测、菲林尺
d>1.5mm不得有
A
目测、菲林尺
5.1.5
污染
盒内异物污染不允许有
B
目测
不得有虫尸、头发等污染
A
目测
灰尘、毛丝、可擦除墨迹等
C
目测
5.1.6
脏污
不得有油污、手印等不可擦除污染
A
目测
5.1.7
划痕、划伤
无严重划伤,轻微划伤、划痕≤6mm,≤3条
B
目测
5.1.8
成型
成型饱满、易折。成型后外观端正,牢固,无歪斜。边角漏洞直径≤2mm
2、引用标准
2.1GB/T 2828.1-2003《计数抽样检验程序》第一部分:按接收质量限(AQL)检索的逐批检验抽样计划。
2.2GB/T 1685-2006化妆品产品包装外观要求
2.3GB/T 15172-1994运输包装件抽样检验标准
3适用范围
本标准适用于公司所有的彩盒类包装材料检验,包括所有彩盒及瓦楞盒类包装材料
4.1.9粘贴稳定性测试:温度在-15℃至45℃之间不开胶,撕开后破损面积在70℅以上。
4.1.10承重测试:将盒内装入标示重量物品,模拟实际使用将其悬挂,在15分钟内无破裂。
QA检验作业指导书

1.目的为了能保证成品检验的有效实施,防止未经检验的不合格品入库而导致客户使用。
2.适用范围适用于公司生产的各种包装或者将要包装的成品检验。
3.权责3.1 生产车间:负责将待检的成品送至待检区(大件可放在生产现场,但要告诉检验人员产品摆放位置)。
3.2品管部:负责成品的检验、处置,填写检验报表。
3.3 PMC部(仓库):负责将合格品入库。
4、工作步骤4.1 按照《抽样检验管理规定》要求进行抽样;4.2 抽样时要分散,分层,抽样不能在同一个板上抽;4.3 依据订单核对客人PO#号和麦头资料;4.4 外箱要保持干净整洁,封箱不能起皱,外箱纸质要与工程资料相符;4.5 详细检验步骤见《最终检验管理规定》内“最终检验流程图”说明。
5、检验重点:5.1 落地试摔标准::5.1.1 一点三棱六面;5.1.2 试摔高度标准:0-9kg试摔高度为76CM; 9-18KG试摔高度为65CM; 18-27KG试摔高度为45CM; 27-35KG试摔30CM;5.2 组装灯具:5.2.1 整灯不能歪斜,各配件组合不能有缝隙和错位;5.2.2 灯体尺寸要在工程资料允许的公差范围内;5.2.3 电源线出线长度是否与资料或客人要求相符合,若是线上开关距离出线位置不能小于20CM,电线标贴于距插头3寸处;5.3 外观检验重点:5.3.1 灯罩尺寸与灯架尺寸是否与资料符合,不能有脱纱和生锈或脏污以及漏光等不良。
5.3.2 灯头规格以及瓦特标是否资料相符合;5.3.3 灯体表面不有刮痕和脏污或其它杂质,颜色整体一致不能有色差;5.3.4 底座标签要与资料相符合;5.3.5 底座要平稳,不能有歪斜以及所贴绒布不能外露,要干净整洁;5.3.6 电源线上字体要清晰,不能模糊不清;5.4 高压测试:5.4.1 1500VAC漏电电流5mA,1秒钟,无击穿高压机无报警即合格。
5.5 极性测试:UL插头正负极区分为:5.5.1 宽为负极,窄为正极,即(光滑有字麦的为正极,有棱角的为负极),5.5.2 另外有黑白引线:黑色为正极,白色引线为负极:5.5.3 绿色电线是地线;5.6 斜度测试:5.6.1 桌灯8度测试前后不倾倒;5.6.2 朝天灯12度前后不倾倒;5.6.3 儿童灯15度前后不倾倒。
生产现场外观检验流程作业指导书
生产现场外观检验流程作业指导书英文回答:Production Site Visual Inspection Process Work Instruction.Purpose.The purpose of this work instruction is to provide a step-by-step guide for performing visual inspections in the production area. Visual inspections are an important part of quality control and can help to identify potential defects early on in the production process.Scope.This work instruction applies to all production personnel who are responsible for performing visual inspections.Procedure.1. Before Inspection.Ensure that the area to be inspected is well-lit and clean.Gather all necessary tools and equipment, such as a flashlight, magnifying glass, and checklist.Review the product specifications and drawings to familiarize yourself with the expected appearance of the product.2. During Inspection.Inspect the product carefully, paying attention to all surfaces, edges, and corners.Use a flashlight to illuminate any areas that are difficult to see.Use a magnifying glass to examine any areas that appear to be damaged or defective.Compare the product to the specifications and drawings to identify any Abweichungen.3. After Inspection.Document any Abweichungen on the checklist.Notify the supervisor of any major defects or Abweichungen.Take corrective action as necessary to correct any defects.Safety Precautions.Wear appropriate personal protective equipment (PPE), such as gloves and safety glasses.Be aware of the potential for sharp edges and otherhazards in the inspection area.Do not touch any moving parts of the equipment.Quality Control.Visual inspections are an important part of quality control. By following this work instruction, you can help to ensure that only high-quality products are produced.中文回答:生产现场外观检验流程作业指导书。
QA检验作业指导书

更改内容
生效日期
A/01
初版发行
2015-04-01
发放部门:□市场部□工程部□采购部□生产部□物控
□仓库■品质部□行政部■管理者代表□总经理室
编制:潘周兵
日期:2015-03-30
审核:
日期:
批准:
日期:
该文件属受控文件,未经批准不得私取和复制。
1.0目的
对QA的日常工作进行规范特制定本指引。
2.0范围
本厂所有样品、半成品、成品的入库、出货检验工作。
3.0职责
3.1QA负责按此文件执行。
3.2部门负责人监督。
4.0作业程序
4.1生产部各成品线生产的成品100%经过全检后,清点数量摆放整齐,填写《生产送检入库单》交给QA进行入库前的检验。
4.2QA接到《生产送检入库单》后,依据《抽样计划标准》确认取样数后,到摆放区对成品型号、规格、颜色、标签书写、数量等与制造指令单进行核对,确认无误后,进行随机抽样,取样方式应能反映成品整体质量情况,原则上需在送检数量ห้องสมุดไป่ตู้每一箱里拿出抽样的数量进行检验。
5.0相关文件:
《成品检验标准》
《制造指令单》
《抽样计划标准》
6.0记录与表单
《成品检验报告》
《生产送检入库单》
《异常处理单》
4.6经过检测的机器,再进行产品功能检查是否有短路、断路、绝缘,检查标准与方法按《成品检验标准》进行。
4.7检验的结果判定:4.7.1当产品检验不合格时,QA需通知生产组长及IPQC进行确认,同时要求确认人员在成品检验报告上签名,待最终结果判定,若合格QA则在成品标示卡上签名盖“QAPASS”章,不合格则在产品外箱上贴红色不良标签,退生产部进行重工处理。
QA检验作业指导书

QA检验作业指导书关键信息项:1、检验标准与规范2、检验流程与步骤3、检验设备与工具4、检验记录与报告5、不合格品处理方式6、检验人员职责与权限11 检验目的本协议旨在明确 QA 检验作业的流程、标准和要求,确保产品质量符合相关规定和客户需求。
111 适用范围适用于本公司所有产品的检验作业。
12 检验标准与规范121 产品应符合国家、行业及企业内部制定的质量标准。
122 依据产品设计图纸、工艺文件和相关技术要求进行检验。
123 参考客户提供的特殊质量要求和验收标准。
13 检验流程与步骤131 进料检验1311 供应商送货后,仓库人员通知 QA 检验员进行检验。
1312 检验员依据检验标准对原材料、零部件进行外观、尺寸、性能等方面的检验。
1313 记录检验结果,合格则办理入库手续,不合格则按照不合格品处理流程执行。
132 过程检验1321 生产过程中,按照规定的检验频率和检验点进行巡检。
1322 重点检查工艺执行情况、半成品质量状况。
1323 发现问题及时通知生产人员进行调整和改进。
133 成品检验1331 成品完成后,进行全面的质量检验。
1332 包括外观、功能、包装等方面的检验。
1333 依据检验结果判定产品是否合格,合格产品准予出货,不合格产品进行返工或报废处理。
14 检验设备与工具141 配备必要的检验设备,如量具、仪器仪表等,并定期校准和维护。
142 确保检验设备的精度和准确性满足检验要求。
143 检验工具应妥善保管,使用后及时归位。
15 检验记录与报告151 检验过程中应如实记录检验数据和结果。
152 检验记录应清晰、完整、准确,便于追溯和查询。
153 按照规定的格式和要求编制检验报告,及时向上级汇报检验情况。
16 不合格品处理方式161 对于不合格品,应进行标识和隔离。
162 分析不合格原因,确定处理方案,如返工、报废、降级使用等。
163 对返工后的产品重新进行检验,确保符合质量要求。
QA检验指导书

电子书阅读】 ”图标,出现快窗口,再点击“电子书”图标,进入电子书列表窗 5.【电子书阅读】——点击右侧边“ 口;点击书架文件图标,进行电子书列表界面,选择/点击书本文件名,此时进入/打开显示文件内容;用手指 左右滑动,查看文件每页内容; 5.1检查显示/阅读内容正常; 5.2按“菜单”键或点击右上角“ 书籍信息”各均有作用/功能正常. ”图标,出现菜单条,分别点击“字体大小”/“跳页”/“书签”/“
3.1点击/选择视频文件名称,此时将播放视频文件; 3.2检查视频显示色彩/声音正常;播放过程中无播放不全/停顿/马赛克/花屏/死机现象; 3.3点击显示屏下方,将出现菜单条,分别点击“ “...”/“ +”/“ -”各均有作用/功能正常. ”/“ ”/“ ”/“ ”/“ ”/“ ”/“ ”/
图片浏览】 ”图标,出现主窗口,再点击“图片浏览器”图标,进入图片浏览器 4.【图片浏览】——点击右侧边“ 界面,点击/选择图片文件夹名称,进入图片浏览列表窗口;点击图片图标,此检查图片显示/色彩正常; 4.2点击显示屏下方,将出现菜单条,分别点击“ + ”/“ + ”/“ /“ ”各均有作用/功能正常. ”/“ ”/“ ”/“ ”/“ ”
QA检验指导书 LR-QW-QR-017/U9 A/O
QA检验指导书 QA检验指导书
产品型号 产品名称 MID 版本 制定 品质部 生效日期 页码 OF 3
录音】 6.【录音】——点击右侧边“ ”界面功能;
”图标,进入主桌面窗口,再点击“录音机”图标,进入“录下您的留言
6.1点击“●”图标,开始录制声音,敲击桌面或讲话,同时指针会随声音大小摆动幅度; 6.2点击“■”图标,结束录音工作; 6.3点击“ ”图标,开始播放录制的内容:检查声音大小/清晰:无音小/杂音/电流声等不良;
产品外观检验作业指导书

3.3.1定义
披锋:啤塑时在胶件的分合位(边缘位)产生多余的薄片物.
缩水:胶件的边缘位缺料或表面出现明显的凹陷,不饱满.
粘膜:一般出现在胶件内面,如螺丝柱位,固定扣位等因工艺障碍未注塑上.
变形:胶件因啤塑时内应力或冷却收缩率不同而产生的弯曲,翘曲等.
爆裂:因啤塑过程中或生产过程受外力而出现的裂开,裂缝.
文件名称
产品外观检验作业指导书
文件编号
CHUNGO-QD-07
文件版本
A/0
文件页码
第3页共5页
4.1:电镀类产品表面目视标准
分面
缺陷
A面
B面
C面
D面
起泡
不可接受
不可接受
不可接受
不可接受
剥离
不可接受
不可接受
不可接受
不可接受
烧焦
不可接受
不可接受
不可接受
允许1处,目测不明显
发黄
不可接受
不可接受
允许轻微在加工位边1.5mm宽
C面:产品安装后,一般情况观察者不易看到的面,即产品的底面或后面。
D面:从下面或底部看到的为D面。
起泡:镀层与基材之间附着性不良,而造成的镀层隆起现象.
剥离:镀层从底层或基材之间剥落起皮之现象.
烧焦:镀层表面发白目视表层粗糙.
发黄:镀层表面露出黄色镍层.
麻点:镀件表面细微小点,常有群体现象.
杂质(电镀):镀件表面较明显凸状附着物,手感粗糙.
允许长3mm以下4处间距5mm
可接受
擦伤
轻微可接受
不群体出现且轻微可接受
不群体出现且轻微可接受
可接受
凹点
允许Φ0.5mm以下1处
卷发器QA检查标准

卷发器QA检查标准一、产品外观检查标准1. 外观缺陷检查a. 检查卷发器外壳是否完整,无裂纹、划痕或者变形。
b. 检查卷发器表面涂层是否均匀、光滑,无色差或者起皮现象。
c. 检查卷发器插头和插座是否完好,没有松动或者损坏。
2. 按键和显示屏检查a. 检查卷发器按键是否灵敏,无卡顿或者失灵现象。
b. 检查卷发器显示屏是否清晰可见,无亮度不均或者显示异常的情况。
3. 电源线和电源适配器检查a. 检查电源线是否完好,无断裂、破损或者暴露的金属线。
b. 检查电源适配器是否符合国家标准,无明显损坏或者变形。
二、产品功能检查标准1. 加热功能检查a. 将卷发器接通电源,设定合适的温度和时间,检查加热功能是否正常工作。
b. 检查加热时间是否符合设定,无过热或者过长期的情况。
2. 温度控制功能检查a. 使用温度计测量卷发器加热板的温度,检查是否与设定温度相符。
b. 检查卷发器是否具备温度自动控制功能,能够保持恒定的温度。
3. 安全性能检查a. 检查卷发器是否具备过热保护功能,当温度超过设定值时能够自动断电。
b. 检查卷发器是否具备电流过载保护功能,当电流超过额定值时能够自动断电。
三、产品质量检查标准1. 材料质量检查a. 检查卷发器主要材料是否符合国家标准,无有害物质或者污染物。
b. 检查卷发器材料的耐热性和耐磨性,能够满足正常使用条件下的要求。
2. 使用寿命检查a. 进行长期连续工作测试,检查卷发器是否能够正常运行并保持稳定性能。
b. 进行多次重复使用测试,检查卷发器是否能够承受正常的使用频率和使用时间。
3. 安全认证检查a. 检查卷发器是否通过相关的安全认证,如CE认证、ROHS认证等。
b. 检查卷发器是否符合国家和地区的安全标准,无安全隐患。
四、包装和标识检查标准1. 包装完整性检查a. 检查卷发器包装是否完好,无破损、变形或者渗漏现象。
b. 检查卷发器包装是否符合国家标准,无过度包装或者不足包装的情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号用量34日期深圳市德与方电子有限公司
QA平板电脑外观检验指导书
编号: WI-PZ-QC/071.0准备工作:生产订单、首件报告、不良品标签、非零图、塞规、BOM 表
2.0作业步骤: 2.1检验产品前,根据生产订单核对壳料要求、丝印、颜色、客户特殊要求,开关
机LOGO 、容量是否符合产品要求。
2.2.取待检外观的成品, 首先检验成品显示屏区域,检查有无刮伤、异物、黑点、白点、水印等不
良现象(点的直径≧0.3MM不可接受)。
2.3.检验触摸板与面壳吻合性有无翘角、变形、挡住摄像孔、面壳与触摸板之间边缘缝隙、漏边
框等不良现象;面板丝印LOGO是否符合客户要求,不允许有偏斜、掉漆、刮伤等不现象。
2.4.检验成品侧面,面壳、中框、底壳配合之间的吻合性不允许有缝隙、断差、刮手、掉漆等不现象(段差(错位)≧0.25mm. 缝隙≧0.3mm);检查侧按键轻按来回3次检查手感弹性是否良好,不可卡键、按键高低不平等不良现象;2.5.检查壳体装配耳机孔、USB孔、DC孔、HDMI孔、TF卡槽不可出现下陷、错位、凸出于壳体等不
良现象;检查中框丝印字体标示是否与样品要求一致,不可出现掉漆、丝印偏斜、少印丝印等不
良现象。
2.7.检查容量贴纸、防伪贴纸不可有漏贴、贴反、贴歪等现象;检查底壳喇叭是否有喇叭防尘
网,不可有漏贴、贴反、贴歪等现象。
检验OK将进行功能检验,不良品贴上不良描述放入红色不
良品盒内。
1.机器在开机状态下自动校正,不可触动触摸板。
2.面壳与底壳贴上有保护膜根据订单要求检验。
名称型号/参数1
塞规0.2MM--0.5MM 1序号
名称型号/参数用量2批准2013年3月10号作業內容注
意事
項工具
仪器图:2.6.检查成品底面丝印Logo 与客制化资料要求是否符合;检查底壳螺丝位螺丝不可滑牙、螺丝打
不到位、螺丝不统一等不良现象;底壳表面不允许有刮伤、掉漆、气泡、凸点、凹点等不良现象
(直径≧0.4mm不可接受)
制表张伟钦审核AA 面不允许有尘点外露接口不允许偏移、凸出、凹沉、。