焊接节拍分析卡
焊接工艺卡(通用)

艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
1
SMAW
E4303φ2.5
交流
50~65
18~20
14~16
2
SMAW
E4303φ3.2
交流
100~120
20~22
12~14
3
SMAW
E4303φ3.2
交流
100~120
20~22
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
20
规格
φ57×3.5
焊接方法
SMAW
焊工资格
焊评编号
无损检测
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
2、焊接操作:a、氩弧焊按上面焊接工艺参数进行焊接,焊接时,焊丝终端应始终处在氩气保护范围内;钨极端部严禁与焊丝、焊件相接触,防止造成钨夹杂;停焊后重新引弧时,焊缝应与原焊缝重叠5~10mm。b、电弧焊按上面焊接工艺参数进行焊接,焊接时,焊条在坡口两侧稍作停留,并熔化两边缘各1~2mm,换焊条或断弧后再引弧,应在弧坑上方10㎜处引弧。
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
焊接工艺卡T91
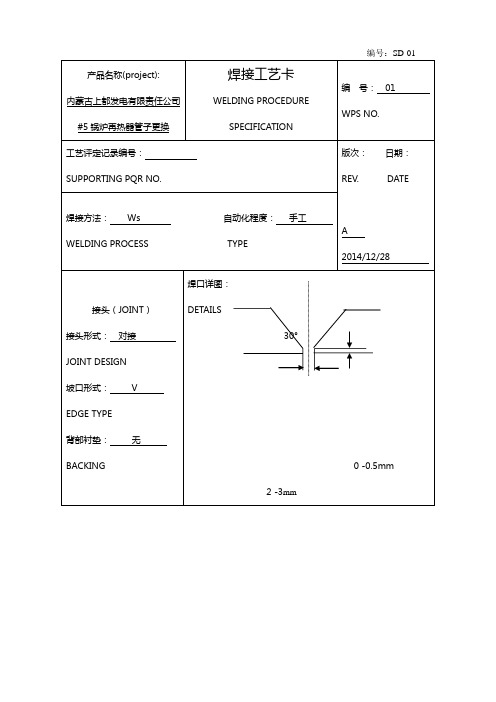
产品名称(project):
内蒙古上都发电有限责任公司#5锅炉再热器管子更换
焊接工艺卡
WELDING PROCEDURE SPECIFICATION
编号:01
WPS NO.
工艺评定记录编号:
SUPPORTING PQR NO.
版次: 日期:
REV.DATE
A2014/12/28
焊接方法:Ws自动化程度:手工
施工(生产)人员(WELDER)
签字:
SIGNATURE
编制(DESIGN)
日期(DATE)
审核(CHECKED)
日期(DATE)
WELDING PROCESS TYPE
接头(JOINT)
接头形式:对接
JOINT DESIGN
坡口形式:V
EDGE TYPE
背部衬垫:无
BACKING
焊口详图:
DETAILS
30°
0 -0.5mm
2 -3mm
母材(BASE METALS)
类号:3级号:Ⅲ和类号:4级号:
P NO.Gr. NO. ANDP NO. Gr. NO.
流量(FLOW RATE):8-10L/min流量(FLOW RATE):8-10L/min
后续保护(TRAILING):2min
电特性(ELECTRICAL CHAR.)
焊层道号
WELD LAYER
焊接方法
PROCESS
焊条(丝)
FILLER METALS
电流CURRENT
电压范围
VOLT.RANGE
焊条型号(COVER ELECTR.):/
规格(SIZE):/
焊剂型号(FLUX):无
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
焊接工艺评定及规程表卡

冲击吸收功 J
侧向膨胀量 mm
备注
表 F.2(续)
金相检验(角焊缝) : 根部(焊透、未焊透) 焊缝、热影响区(有裂纹、无裂纹) ,焊缝(熔合、未熔合)
检验截面 焊脚差(mm)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
无损检验: RT MT 其他 UT PT
耐蚀堆焊金属化学成分(重量,%) C Si Mn P S Cr Ni Mo V Ti Nb
表 F.1 预焊接工艺规程(pWPS)
单位名称 预焊接工艺规程编号 焊接方法 日期 所依据焊接工艺评定报告编号
机动化程度(手工、机动、自动)
焊接接头: 坡口形势: 衬垫(材料及规格) 其它
简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及 顺序)
母材: 类别号 标准号 组别号 材料代号 与类别号 与标准号 组别号 材料代号 相焊或 相焊
焊接速度 (cm/min)
线能量 (kJ/cm)
技术措施: 摆动焊或不摆动焊 焊前清理和层间清理 单道焊或多道焊(每面) 导电嘴至工件距离(mm) 其他: 摆动参数 背面清根方法 单丝焊或多丝焊 锤击
编制
日期
审核
日期
批准
日期
表 F.2 焊接工艺评定报告
单位名称 焊接工艺评定报告编号 焊接方法 预焊接工艺规程编号: 机动化程度: (手工、机动、自动)
表 F.2(续)
拉伸试验
试验报告编号:
试样编号
试样宽度 mm
试样厚度 mm
横截面积 mm2
最大载荷 kN
抗拉强度 MPa
断裂部位和特征
弯曲试验
试验报告编号:
试样编号
试样类型
试样厚度 mm
弯心直径 mm
生产人员配置生产节拍预测分析统计表

合计
10
155/19
440
40
17.6件
17
439分钟
DPF生产人员配置/生产节拍预测分析统计
组件名称 一、燃烧室组件 工序名称 1-1筒体焊接 加工设备 氩弧焊机 气保焊机 氩弧焊机 氩弧焊机 焊接专机 气保焊机 气保焊机 氩弧焊机 人工 氩弧焊机 气保焊机 人工 气保焊机 氩弧焊机 气保焊机 气保焊机 气保焊机 气保焊机 气保焊机 气保焊机 气保焊机 焊接专机 焊接专机 气保焊机 灌装机 气保焊机 人工 气保焊机 人工 人工 人工 人工 人工 人工/检具 人工/检具 人工 人工 1人 2人 2人 1人 人员配置 加工数据 ⊿2¢76 ⊿3L60 ⊿2¢6 ⊿2¢76 ⊿3¢76 ⊿2¢243 ⊿5¢266 ¢20 ¢266 ⊿2¢243 1人 o5¢266 ¢20 ¢63.5/¢76 139*134 ¢63.5/¢76 1人 ¢76 ¢76 ¢76 节拍 单件生产 (分钟) 合计时间 10 2 3 4 3 5 2 3 5 5 5 5 2 3 5 5 4 5 4 3 4 5 5 5 5 2 3 8 3 5 10 5 5 5 5 10分钟 10分钟 26分钟 25分钟 22分钟 顾客需求 工作时 休息/其他 间(分 每天最大产能 每天最 时间 生产时间 钟) 大需求 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 440 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 44件 44件 16.9件 20件 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 17 170分钟 检具/量具 439分钟 气动扳手 装配工装 331分钟 备注 18MM/min(1M) 83mm/min(5M)
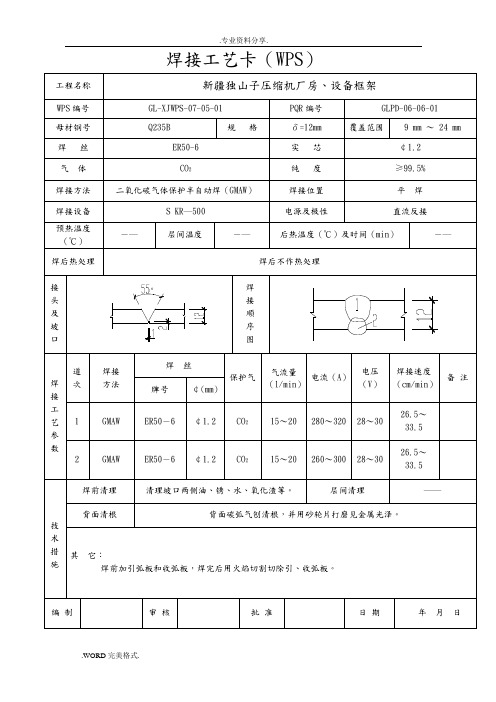
焊接工艺设计卡(WPS)(070518)
层间温度
――
后热温度(℃)及时间(min)
――
焊后热处理
焊后不作热处理
接
头
及
坡
口
焊
接
顺
序
图
焊
接
工
艺
参
数
道
次
焊接
方法
焊丝
焊剂
气流量(l/min)
电流(A)
电压
(V)
焊接速度(cm/min)
备注
牌号
¢(mm)
1
SAW
H08A
¢5.0
HJ431
――
500~600
36~40
40~45
2
SAW
H08A
¢5.0
¢1.2
CO2
15~20
280~320
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
280~320
28~30
26.5~33.5
3
GMAW
ER50-6
¢1.2
CO2
15~20
280~320
28~30
26.5~33.5
4
GMAW
ER50-6
¢1.2
CO2
15~20
280~320
焊接位置
平焊
焊接设备
S KR―500
电源及极性
直流反接
预热温度(℃)
――
层间温度
低于150℃
后热温度(℃)及时间(min)
――
焊后热处理
焊后不作热处理
接
头
及
坡
口
焊
机器人焊接工艺相关要点

机器人焊接工艺相关要点一·焊接起弧速度(焊接节拍):影响焊接节拍的因素有很多,从两方面来说:1.从系统侧:①焊接工艺参数设置:电弧检测确认时间--该参数直接影响起弧速度,当设置的该参数生效后会经过改设置时间后才会认为起弧成功再进行下一步动作。
建议对起弧速度有要求的场合将此参数设置为0。
②焊丝的处理:由于在焊接中焊丝接触到母材需要一定的时间,这段时间其实也是起弧慢的一个原因,如果能控制焊丝干伸长在焊接点刚好接触到母材,这时就能省掉焊机吐丝的一些时间,对焊接的节拍影响还是比较大的。
(可参考松下的提升起弧、飞行起弧功能)2.从焊机侧:(以麦格米特焊机焊接时序为例,见下图:)可以看到提前送气和空载电压(慢送丝)是影响起弧时间的关键因素,这两个时间可以在焊机端设置参数为0来屏蔽掉。
将这两个参数尽可能的设置为最小值(0),在起弧时,速度会有明显的提升。
3.环境的搭建:送丝不畅会导致焊接起弧的成功率和效率,一般来说焊枪的管长和导电嘴的通畅以及送丝机的压力和送丝管的弯曲程度都会影响到送丝的通畅与否。
1.焊枪的管长大多数情况下焊枪的长度取决于机器人本身的结构,焊枪供应商可以根据机器人的连杆和法兰定制适合机器人的焊枪,焊枪在假设时应避免前端送丝管的弯曲和折扭,正确的送丝长度可以明显的改善因送丝不畅导致的焊接效果不良,正确的送丝长度如下图所示:2.导电嘴的通畅:导电嘴作为弧焊作业中的易损件,是影响焊接质量的重要因素,由于在焊接中可能会出现爆燃使焊丝粘住导电嘴,以至于导致送丝不畅,应该定期检查导电嘴的通畅性。
若在爆燃后,导电嘴被堵住,应及时清理或更换新的导电嘴。
用小段焊丝插入导电嘴中反复推送抽回,与新的导电嘴进行比较,如果有发涩或是堵住出不来的情况,就应该更换导电嘴了,在碳钢焊接时导电嘴的选型尽量选松下焊丝尽量选择质量好的如大西洋等口碑较好的品牌。
3.送丝机的压力这是一个很容易被人忽视的问题,实际上也是很能直接影响送丝通畅的条件。
焊接工艺卡样本

7.场地清。
8.焊接完成后立即对焊缝清理自检,及时填写自检记录。
焊 工
交底人
日期
编制
审批
焊接工艺卡
作业部门名称:编号:
项目名称
焊口数
焊口规格
材质
焊接方法
保护气体
氩气
气体流量
焊
丝
规格
焊
条
规格
型号
型号
焊接
电流
打底
焊口示意图
盖面
焊接
材料
焊丝(Kg)
焊条(Kg)
φ2.5
φ3.2
φ4.0
热处理
预热
预热温度℃
预热方式
火焰加热
后热
后热温度℃
升温速度
焊后热Hale Waihona Puke 理恒温温度/时间缓冷
保温材料
注意事项:
1.焊接前应仔细检查焊口有无错口、折口现象,焊口清理是否干净,焊接材料规格牌号是否与工艺卡上相同,焊工需检查确认合格后方可开始点口施工。
2.施工时搭设好防风、防雨棚,做好防风、防雨及防寒措施。
3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。
4.焊接时注意观察熔池状况,每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接,要特别注意接头和收弧的质量,表面成型美观。
5.文明施工,电焊线的走向布置要合理,焊材以及用完的焊条(丝)头不得乱放
焊装生产线的节拍分析及优化
(24)机器人进行工具交换(从原点去抓取工 具回原点)节拍时间12 s。
(25)机器人点焊1个焊点节拍时间4 s。 (26)机器人补焊1个焊点节拍时间3 s。 (27)机器人涂胶300 mm/s (28)机器人螺柱焊工艺时间3 s。 (29)机器人滚边工艺平均速度200 mm/s 以上工艺操作的节拍时间均为通常的时间,具体 应用过程中还要根据实际情况进行详细的MTM动作 分解,以确定具体时间,有条件的可进行机器人模拟 仿真以确定实际节拍。
MIG/MAG焊枪、操作者松开涂胶枪按钮、确认手动 回转夹具的锁紧和解锁等。
e.动作周期 原始定义是指用手、手指或脚进行周期性重复的 动作流程。该动作流程是否用工具进行无关紧要。 在焊装生产中主要体现在拧紧螺母、使用锤子等 工具进行检查、检查记录等动作。 f.身体控制 原始定义是当身体转动、移动或倾斜对确定时间 有影响时,就应该考虑身体动作。 在焊装生产中以下几种常见操作适用于该工序类 型:操作者装卸零件时的行走移动,大于90°的转身 动作,操作者弯腰、蹲下、跪下的所有动作。 g.视力控制 原始定义是指用眼睛进行的检查过程,以便做出 某一判断。 在焊装生产中目视检查操作适用于该工序类型。 h.操作时间 操作时间指操作者进行某项特定的工艺操作所用 的时间。 在焊装生产中以下几种焊装工艺可根据实际操作
2 生产线节拍的计算方法
一般先确定年产量,之后根据实际生产要发生的 辅助时间推算出生产线的节拍。
假定某车型的年产量预定为20万辆,一般主机 厂每天2班生产,每班工作时间为8×60 min,休息时 间20 min,电极修磨时间15 min,设备使用率90%。
20 汽 车 工 艺 与 材 料 AT&M
这样每天有效生产时间:[ 8×60-(20+15 )] ×90%×2=801 min/天
焊接工艺卡03-0Cr18Ni10Ti

≤18.1
焊后热处理
/
3
2
SMAW
Λ132
3.2
直、正
100-120
20-25
8-10
≤18.1
后热
/
鸨极直径(丽)
WCE-20Φ2.5
喷嘴直径(mm)
12-16
脉冲频率
/
脉宽比(%)
/
气体成分
Ar99.99%
气体流量L/min
正面
/
编制人
审核人
批准人
背面
/
H期
日期
日期
焊接接头工艺卡
接头简图:
层数
道数
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm∕min)
线能量(KJ∕cm)
施焊技术
GTAW+SMΛW
型号/牌号
直径(mm)
极性
电流(A)
预热温度(C)Βιβλιοθήκη /11GTAW
TGF-308L
2.5
直、正
90-110
10-15
6-9
≤18.1
道间温度(C)
/
2
1
SMAW
A132
3.2
直、正
100-120
焊接接头工艺卡
接头简图:
fi∩+S0
焊接工艺程序
焊接工艺卡编号
CTJY-03
1、环境要求
图号
≡
环境温度N(TC、湿度W90舟、风速:GTAW≤2m∕s,SMAW≤8m∕s
接头名称
对接接头
风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊
接头编号
\
焊接工艺卡000002)

焊接工艺卡焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡项目名称B电动给水泵出口母管放水门更换工艺卡编号2012-006 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b30-50 0-4母材:型号或牌号母材规格母材1 管道 20# Φ32×3母材2 管道 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.5电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求1焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
2坡口的局部间隙过大时,应设法修整规定的尺寸,严禁在间隙内填金属物, 坡口的制备采用机械加工方法为宜3焊接采用手工钨极氩弧焊。
4采用双V型坡口,组对间隙为3~4mm,局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物;钝边尺寸为1~2mm6 焊后进行RT检验。
编制审核批准临河发电有限责任公司焊接工艺卡项目名称C电动给水泵出口母管放水门更换工艺卡编号2012-007 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b母材:型号或牌号母材规格母材1 管道 20# Φ32×3 母材2 阀门 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.4电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求5焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
汽车制造焊接车间节拍设计及测量方法研究

汽车制造焊接车间节拍设计及测量方法研究【摘要】本文总结了汽车制造焊接车间节拍设计方法以及各种工况下节拍测量方法,通过列举不同工况实例客观进行节拍分析并归纳节拍优化方法。
关键词:焊接;自动化;节拍设计;节拍差;节拍测量方法0. 引言焊接是汽车制造工业中一种很常见的工艺,用于实现白车身大大小小板件的拼接,是大多数汽车制造过程中必不可少的,焊接车间规划产能与车间节拍以及开动率息息相关,为了确保设计产能的实现,要对车间节拍进行设定,再根据开动率水平设定线体间节拍差,在这个过程中节拍测量是必不可少的;节拍又可分为车间节拍,线体节拍,工位节拍,岗位节拍。
1.节拍设定基本方法节拍的定义指生产一件产品应该用的时间,“应该用的时间”是指标准状态下测量出来的时间。
车间节拍设定方法根据车间单日产能以及开动率水平设计车间节拍,具体计算公式如下:比如某焊接车间年产能规划20万台,年标准工作日246天,标准单日产能≈813台,按照设计产能略高于标准单日产能,设定为820台/天,车间设计开动率86%,代入公式得出:备注:一般车间设计节拍取整为57s,是车间最慢的线体的节拍。
线体节拍设定方法1).线体节拍设计的一般原则:车间各线体设计节拍一般是采用拉动式生产,即主线按照下工序快于上工序,分线快于主线的原则设计线体节拍;因为开动率是平均水平,呈现波动状态,拉动式节拍设计生产可避免正常生产过程中线体出现堵塞。
2)车间设计节拍线体的选定原则:一般情况下车间设计节拍是以开动率最低的线体的开动率来计算的,因此线体选定为车间开动率最慢的线体,另外设计节拍线体的选定,从理论设计来说不选分线,因为分线与主线之间一般设有缓存区,某条分线的产能并不代表这个车间的产能,它容易受缓存区库存影响,所以车间设计节拍应该以主线线体来选定,因此车间设计节拍应选定为主线开动率最低的线体。
3)车间线体节拍设计方法:基本方法是根据线体开动率水平以及规划产能计算得出,4)分线体节拍设计原则:当主线的设计节拍确定后,分线体产能设计要快于主线且节拍要快于主线,这样避免分线体异常停线影响主线生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部件3
部件4
6 部件6
1 中间气缸分步动作 2 卷帘门动作时间 3 水平回转变位时间 4 应焊焊缝长度(mm) 5 机器人焊焊缝长度(mm) 6 手工补焊焊缝长度(mm)
1 焊接时间(s) 2 总跳转时间(s) 3 起、收弧时间(s) 4 变位机变位时间(s) 5 卸件时间(s)
0.0 0.0 0.0 0.0 0.0 -
12.8 0 17 5 15
注:1、工件配合间隙控制在0.5mm以内可满足节拍要求。
6 总装件时间(s)
48
7 总工作时间(s)
98
焊接速度 (mm/min)
1
314
3.0
150
600
2
128
3.0
150
600
3
150
600
4
150
600
5
150
600
6
150
600
7
150
600
8
150
600
9
10
焊缝数量
17
焊接时间 跳转时间
(s)
(s)
0.0 12.8 0.0 0.0 0.0 0.0 0.0 0.0
部件1
2,3
4
5
部件5
1
部件2
生产节拍
35
主要设备构成
序号
型号规格
机器人 焊接电源
焊枪 焊丝直径 保护气体 夹紧方式 变位轴数
TA1400 YD-350GR3
1.2 混合气
公司名称 工件名称 组成图号
平架
福泰车架 车型
分总成图号
三轮车
每点起、收弧时间(s)
1
焊缝编号和长度
焊缝编号
焊缝长度 (mm)
焊角尺寸 (mm)
焊接电流 (A)
重庆开元松下焊机销售有限公司
制表人 工序号 材料牌号
辜义彪 1
系统装备部
工序名 焊称接方
式
消声器 机器人焊接
零部件组成
序号
1 2 3 4 5 6 7 8 9 10
名称
部品1 部品2 部品3 部品4 部品5 部品6
图号
数量
1 1 1 1 1 1
装件时间 (s)
8 8 8 8 8 8
焊接工序卡
生产纲领
703