铸造中的生产流程图
铸造工艺流程图

入库
抽检 混砂及造型 记录
工序
型砂抽检
检测
熔炼浇注工 记录 成分及金相
序
检测
检测
记录 后处理工序
外观及尺寸 检测
不合格 报废处理
合格 砂型质量检 查
本体检测或 不合格 报废 合格 记录保存
砂型硬度及 表面质量
返修或报废 不合格
合格
入库
检验记录要可靠 统计分析才有效
谢谢
造型工序工艺流程图 SHELL MOULDING PROCESS FLOW CHART
混砂工序
模具检查
工装模具 (行车)
合
格
型
砂型硬度
砂
检查外观 吹净散砂
造型 (造型机)
喷脱模剂 (造型机)
砂芯检查 (下芯前)
合 格 砂 芯
制芯工段
下芯平稳 一次到位 放置滤网
下芯 (手工)
合箱 (造型机)
浇注 (行车)
检测合格
造型工序
性能检测 (检测仪器)
水分 紧实率 透气性 湿压强度
为社会做贡献 为企业求发展
原材料验收 标准
制芯工序工艺流程图 CORE-MAKING PROCESS FLOW
覆膜砂 (入厂检验)
工装、芯盒 检查
加热温度和 结壳时间
制芯 (射芯机)
飞边、披缝 及散砂清理
干净
修芯 (手工)
砂芯型Hale Waihona Puke 制芯时间原材料验收 标准
生铁 (入厂检验)
原材料验收 标准
废钢 (入厂检验)
灰铁球铁区 分开
配料单
温度、除渣
成分、性能
配料
熔炼
炉前分析
成分化验
铸造厂组织机构及生产流程图. (4)
是 →
分放QT、 HT 报废
存在合格品
↑
→
抽检合 格
检查产品
← ←
存在合格品
不合格品
↓合格品
→
班长全检
班长抽检
技术副厂长兼班长
副班长
←
抛丸清理
→ 砸件
↓
送检
自
抛丸
← 合格
检
↑
↓ 毛检班检查
不合格 ←
→ 浇冒口分装QT、HT
→ 熔炼
一班 长
二班 长
铸件毛坯检查工序图
接受清砂产品
定位摆放 →
开具记录
学习规 →范
入库
抽检合格 ←
↑↓ 喷漆
合格 班长抽检抽←检不品合
格
抛丸
检查产品 ←
↑↑ 不合格
↓ 班长全
检
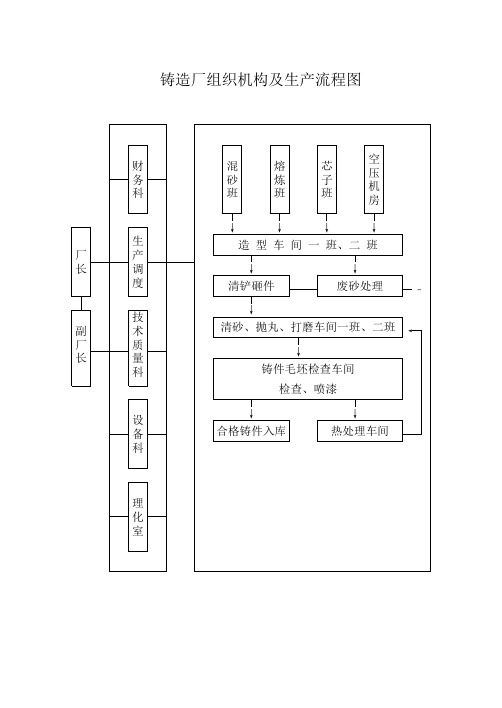
铸造厂组织机构及生产流程图
财 务 科
生
厂
产
长
调
度
技
副
术
厂
质
长
量
科
设 备 科
理 化 室
混 砂 班
熔 炼 班
芯 子 班
空 压 机 房
↓
↓
↓
↓
造 型 车 间 一 班、二 班
↓ 清铲砸件
↓
废砂处理
→
↓ 清砂、抛丸、打磨车间一班、二班 ←
↓ 铸件毛坯检查车间
检查、喷漆
↓ 合格铸件入库
↓ 热处理车间
造型车间工序图
确定生产产品 → 领取模具 →筹备工具工装
↓
合格
造型生产 ←
不合 格 自检
造型试模 ←
→ 浇注
保温 → 扒活
→ 送清铲区
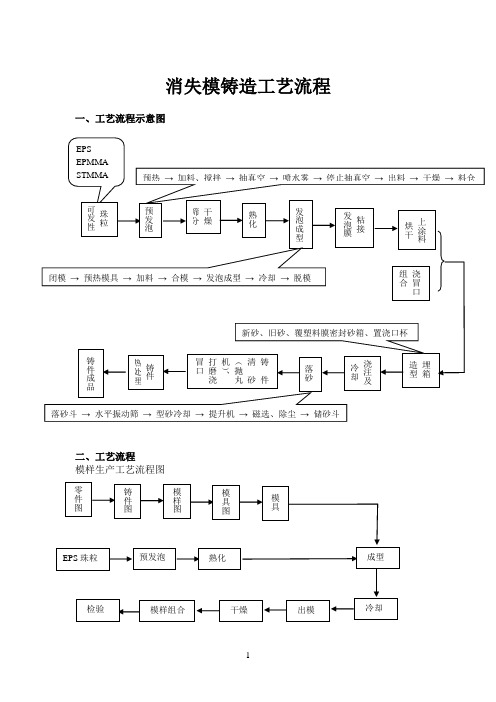
铸造工艺流程
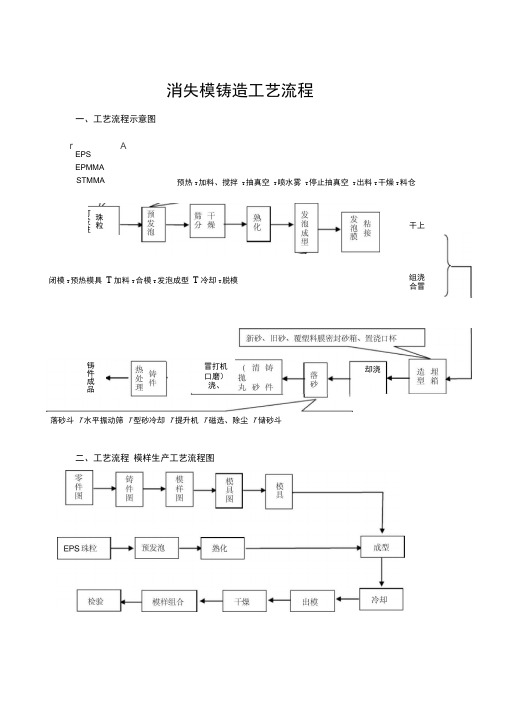
消失模铸造工艺流程一、工艺流程示意图rAEPS EPMMA 预热T 加料、搅拌 T 抽真空 T 喷水雾 T 停止抽真空 T 出料T 干燥T 料仓二、工艺流程 模样生产工艺流程图STMMA干上闭模T 预热模具 T 加料T 合模T 发泡成型 T 冷却T 脱模珠粒可发性组浇 合冒落砂斗 T 水平振动筛 T 型砂冷却 T 提升机 T 磁选、除尘 T 储砂斗冒打机 口磨) 浇、铸件成品却浇(一)预发泡:预发泡目的:为了获得低密度、表面光洁、质量优良的泡沫模样。
流程:预热f加料、搅拌f抽真空f喷水雾f停止抽真空f 出料f干燥f料仓、熟化EPS预发温度100~105C;STMMA 预发温度105~115°C;EPMMA 预发温度120~130C。
进入预发机的加热蒸汽压力在0.15~0.20MPa范围调节。
说明:①间歇式蒸汽预发泡机必须满足加热均匀(蒸汽与珠粒接触)筒体内温度在90~130C范围容易调节和控制。
搅拌要充分、均匀,筒体底部和侧壁要有刮板,防止珠粒因过热而粘壁,搅拌速度可调。
筒体底部冷凝水的排除要畅通,否则影响预发泡效果。
②加热蒸汽压力可调并稳定,且蒸汽中不能夹带水分。
③出料要干净,每批发泡后,筒体内残留的料要吹扫干净。
熟化:把预发泡珠放置几小时以上,让空气进入珠粒内,使珠粒变得干燥有弹性,变形后又能复原的过程。
熟化时间一般为10~24h,熟化时间不能太长否则发泡剂损失太多影响发泡成型质量。
(二)成形发泡的工艺过程为:闭模f预热模具f加料f合模f发泡成型f冷却f脱模f模样熟化要点:珠粒均匀填满模具,模具必须预热到100C,水蒸气温度一般在120C左右,压力为0.15MPa。
模样熟化:将模样置入50~70C的烘干室强制干燥5~6h可达到在室温下自然熟化2天的效果。
(三)模样的粘合对复杂的模样往往不能整体发泡成形,而分块制造,最后需要将各块粘合成整体。
另外,模样与浇冒口系统组成模样组,也需要粘合工序。
铸造工艺流程
(一)浇注位置的确定
铸件的浇注位置是指浇注时铸件在铸型中所处的位置。正确的浇注位置应能保证获得完整的铸件并使造型、造芯和清理方便。
确定浇注位置的一般原则是:
1)铸件的重要加工面、主要工作面、受力面应尽量放在底部或侧面,以防止这些表面上产生砂眼、气孔、夹渣等铸造缺陷。
2)浇注位置应保证金属液按确定的凝固顺序凝固。如对收缩较大的合金,浇注位置应有利于顺序凝固,铸件厚大部一般应置于浇注位置的上方,便于设置补缩胃口。
(2)粘结剂。无机粘结剂有膨润土、水玻璃、硅溶胶;有机粘结剂有糖浆、树脂、淀粉、糊精、白乳胶和By粘结剂等。常使用的粘结剂:膨润土、白乳胶和By粘结剂。
(3)载体(溶剂)消失模铸造涂料从经济及安全的角度来考虑,大多数工厂在实际生产中使用水基涂料较多。醇基涂料只用来埋箱时临时阻缝和修补。
(4)悬浮剂、触变剂为使涂料中耐火粉料与粘结剂充分混合并处于悬浮状态,使涂料搅拌好成为膏状,需加入悬浮剂。尽管膨润土也是很好的悬浮剂,还必须加入羧甲基纤维素(CMC)、By粘结剂,它们也是很好的触变剂。
5、涂挂方法
刷涂、淋凃、浸涂法和喷涂。
浸凃时应注意:
1涂料应处于连续搅拌状态下,并控制其温度。
2涂料搅拌应慢速,注意防止卷气。
3浸凃时应选择模样浸入涂料的方向、部位,有利于防止模样变形。
4模样涂覆的涂料要全面均匀,不得有未上涂料模样暴露部位。
5模样从涂料中取出、运送、放置均要考虑防止模样变形问题。
6、涂料的烘干
3)浇注位置应有利于型芯的定位、支撑和排气,尽量避免吊芯、悬臂芯。
4)铸件的大平面应置于下部或斜下部以防夹砂等缺陷。为了方便造型,常采用“横做立浇”、“平做斜浇”等方法。
5)铸件的薄壁部分应置于下部或侧面以防止浇不足、冷隔等铸造缺陷。
铸造流程
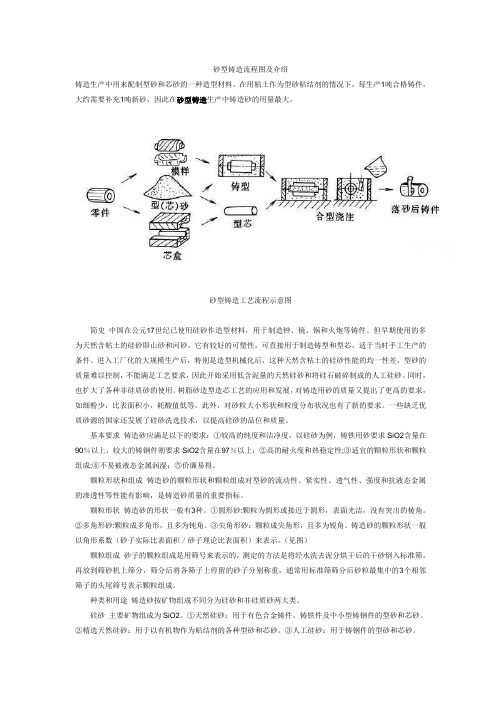
砂型铸造流程图及介绍铸造生产中用来配制型砂和芯砂的一种造型材料。
在用粘土作为型砂粘结剂的情况下,每生产1吨合格铸件,大约需要补充1吨新砂,因此在砂型铸造生产中铸造砂的用量最大。
砂型铸造工艺流程示意图简史中国在公元17世纪已使用硅砂作造型材料,用于制造钟、镜、锅和火炮等铸件。
但早期使用的多为天然含粘土的硅砂即山砂和河砂,它有较好的可塑性,可直接用于制造铸型和型芯,适于当时手工生产的条件。
进入工厂化的大规模生产后,特别是造型机械化后,这种天然含粘土的硅砂性能的均一性差,型砂的质量难以控制,不能满足工艺要求,因此开始采用低含泥量的天然硅砂和将硅石破碎制成的人工硅砂。
同时,也扩大了各种非硅质砂的使用。
树脂砂造型造芯工艺的应用和发展,对铸造用砂的质量又提出了更高的要求,如细粉少,比表面积小,耗酸值低等。
此外,对砂粒大小形状和粒度分布状况也有了新的要求。
一些缺乏优质砂源的国家还发展了硅砂洗选技术,以提高硅砂的品位和质量。
基本要求铸造砂应满足以下的要求:①较高的纯度和洁净度,以硅砂为例,铸铁用砂要求SiO2含量在90%以上,较大的铸钢件则要求SiO2含量在97%以上;②高的耐火度和热稳定性;③适宜的颗粒形状和颗粒组成;④不易被液态金属润湿;⑤价廉易得。
颗粒形状和组成铸造砂的颗粒形状和颗粒组成对型砂的流动性、紧实性、透气性、强度和抗液态金属的渗透性等性能有影响,是铸造砂质量的重要指标。
颗粒形状铸造砂的形状一般有3种。
①圆形砂:颗粒为圆形或接近于圆形,表面光洁,没有突出的棱角。
②多角形砂:颗粒成多角形,且多为钝角。
③尖角形砂:颗粒成尖角形,且多为锐角。
铸造砂的颗粒形状一般以角形系数(砂子实际比表面积/砂子理论比表面积)来表示。
(见图)颗粒组成砂子的颗粒组成是用筛号来表示的,测定的方法是将经水洗去泥分烘干后的干砂倒入标准筛,再放到筛砂机上筛分,筛分后将各筛子上停留的砂子分别称重,通常用标准筛筛分后砂粒最集中的3个相邻筛子的头尾筛号表示颗粒组成。
铸造工艺流程图
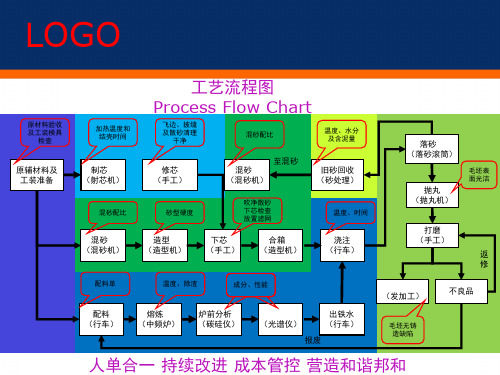
造型 (造型机)
下芯 (手工)
合箱 (造型机)
浇注 (行车)
落砂 (落砂滚筒)
抛丸 (抛丸机)
毛坯表 面光洁
打磨 (手工)
返 修
配料单
温度、除渣
成分、性能
配料 (行车)
熔炼 (中频炉)
炉前分析 (碳硅仪)
(光谱仪)
出铁水 (行车)
报废
(发加工)
毛坯无铸 造缺陷
不良品
人单合一 持续改进 成本管控 营造和谐邦和
砂芯存放 (芯车)
下芯
造型工序
工装、芯盒 (安装)
发挥技能 品质第一 提高效益 做到最好
检验控制流程图 Inspection control flow chart
原材料验收 合格 标准
抽检 制芯工序 记录 砂芯抽检
不合格 合格
报废处理 砂芯存放
标注型号、 时间、数量
检验记录
原材料 (入厂检验)
不 合 格
原材料验收 标准
生铁 (入厂检验)
原材料验收 标准
废钢 (入厂检验)
灰铁球铁区 分开
配料单
温度、除渣
成分、性能
配料
熔炼
炉前分析
成分化验
(行车) (中频炉) (碳硅仪) (光谱仪)
配料单成分 要求
成分调整 (人工)
温度、除渣
温度、时间
回炉料 (行车)
出铁水 (行车)
浇注 (行车)
落砂后处理 工序
为客户提供合格的专业产品与满意的服务
检测合格
造型工序
性能检测 (检测仪器)
水分 紧实率 透气性 湿压强度
为社会做贡献 为企业求发展
原材料验收 标准
铸造工艺流程图
入库
检验
清理打磨 (手工)
送热 处理
铸铝生产工艺流程
配比 温度、 时间 温度、 时间 外观、尺寸、 机械性能
制芯 (混砂机)
砂芯烘烤 (烘烤炉)
下芯 (手工) 造型 (混砂机)
合箱 (手工)
浇注 (手工)
打箱 (手工)
清理 (手工)
检验
水分、 风干
熔炼 (中频炉、 地坑炉) 铝锭 回炉料
变质、精炼、 成分、温度
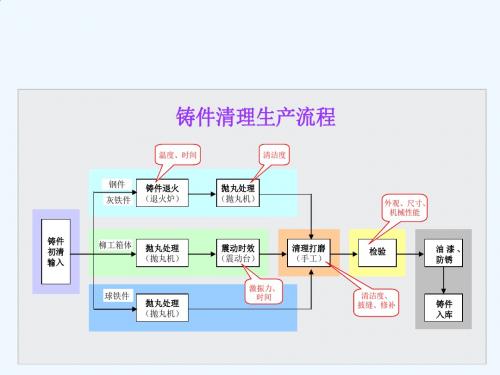
铸件清理生产流程
温度、时间 清洁度
钢件 灰铁件
铸件退火 (退火炉)
抛丸处理 (抛丸机)
外观、尺寸、 机械性能
铸件 初清 输入
柳工箱体
抛丸处理 (抛丸机)
震动时效 (震动台)
激振力、 时间
清理打磨 (手工)
检验
油漆、 防锈
球铁件
抛丸处理 (抛丸机)
清洁度、 披缝、修补
铸件 入库
精铸生产工艺流程
回收蜡 制蜡棒 (手工) 制蜡料 (搅蜡机) 制蜡模 (压蜡机) 组装 (手工) 粘涂料 (手工) 制涂料 (搅拌机) 蜡处理 (蜡处理槽)
温度、 时间
废钢
成分、温度、 脱氧
5—8层 粘砂 (手工) 硬化 (硬化池) 风干 (风扇) 模壳脱蜡 (脱蜡槽)
熔炼 (中频炉) 浇注 (手工)
焙烧 (焙烧炉)
配方 配方、 浓度
浓度、 时间
干燥 程度
铸件初清 (手工)
新蜡料
水玻璃、 石英粉
石英砂
氯化铵
外观、尺寸、 机械性能
抛丸处理 (抛丸机)
二次抛丸
红土砂 擦洗砂 合脂油
Байду номын сангаас
红土砂
入库