铝箔加工及工艺流程(铸轧-冷轧-合卷-退火等过程)__张靖译32页-BD
铝箔加工及工艺流程介绍
粘连
120
速度 (英寸/分钟)
100 80 60 40 20
高载荷Load High Strip Profile 带材剖面 Strip Flatness 带材平直度
机械设计速度限制 Stickiness 金属水平控制 Machine Design Speed Limit Metal Level Control System 卷材操作 Coil Handling 中心线偏析 Center Line Segregation Bleed Out 流出
8079软态箔的典型性能 软态箔的典型性能
箔料厚度 < 7m 7 m (.000285) 9 m (.00035) 10-12 m 12-15 m >20 m 拉伸强度
(MPa)
伸长率
(%)
72.4 73.1 73.8 75.8 77.2 >79.3
3 3.5 4 5 6 >8
针孔
箔料厚度 EMP 规格
半连续铸造
铸轧法
粒子尺寸
对于晶粒尺寸而言, 组成物颗粒尺寸受凝固速率的影响. 下图为具有 代表性的3XXX组成物颗粒.
3004 半连续铸锭1/2厚度 半连续铸锭 厚度 (533 mm)
3003 铸轧板1/2厚度 铸轧板 厚度 (5 mm)
铸轧带材的中心线偏析
铸轧带的中心线偏析是由于富溶质液相由固液态向板中心位置挤压而 形成的. 大的合金凝固范围和使凝固前沿向辊缝深入的铸造条件会加剧 偏析 (即, AA1145 铸轧板偏析).
铸轧中, 热梯度急剧变化, 热轧与凝固过程几乎是同时 发生的,因此铸造晶粒更具有方向性
凝固速度) 晶粒大小 (凝固速度 凝固速度
与半连续铸锭比较, 连续铸造材料截面薄,表现出更快的冷却 速率和更小的晶粒尺寸(枝晶臂间距),下图为半连续铸锭和 3003铸轧板1/2厚度的凝固结构. 半连续铸锭沿厚度方向上晶 粒尺寸的变化更大.
铝箔熔炼工操作流程
铝箔熔炼工操作流程英文回答:Aluminum Foil Casting Operator Process.Job Description.Aluminum Foil Casting Operators operate machines that produce aluminum foils for various applications. They ensure the smooth functioning of casting machines, monitor product quality, and perform routine maintenance to maintain optimal production.Responsibilities.Operate casting machines to produce aluminum foils.Monitor machine parameters, including temperature and tension.Ensure material flow and adjust settings as needed.Inspect foils for defects and maintain quality standards.Perform routine maintenance and troubleshooting.Adhere to safety protocols and industry regulations.Collaborate with team members to optimize production processes.Stay up-to-date on industry trends and best practices.Qualifications.High school diploma or equivalent.Experience in metal casting or similar industry.Knowledge of casting processes and equipment.Ability to operate and troubleshoot machinery.Strong attention to detail and quality control.Excellent communication and teamwork skills.Physical ability to stand for extended periods and lift heavy objects.Work Environment.Industrial setting with potential exposure to heat, noise, and fumes.Shift work and overtime may be required.Requires attention to detail and ability to work independently.Opportunity for advancement with experience.中文回答:铝箔熔炼工操作流程。
药用铝箔生产工艺的注意事项

在日常生活中,药用铝箔的应用非常广泛和成熟,药箔的主要用途有药品胶囊、片剂等的泡罩包装以及粉剂颗粒、水剂的袋状包装。
由于其直接接触食用药品,因此国家对药箔的外观和性能要求非常严格。
市场上常见的药箔有两种,为8011铝箔和8021铝箔,其中8011合金一般厚度都是在0.05mm以下,8021合金则厚度都在0.05mm以上。
大体上来讲,主要生产工艺流程是:坯料检验-开坯轧-开中分轧-合卷轧-轧成品-分切-装炉退火-成品包装。
药用铝箔表面要求无油污、无亮晶、无黑线、无针孔、无黄斑、无荷叶边等,在生产过程中,对于表面和性能的控制,主要为几下几点:
一、首先要从源头上控制质量,严格检验坯料;
二、然后在轧制过程中,通过对轧辊的清洗及粗糙度的控制、轧制油的选择、降低轧制油的黏度以及控制机器的运转速度等方面来控制表面质量;
三、再次,在分切过程中,要确保分切时铝卷边缘部分齐整,不能出现荷叶边等质量问题;
四、最后在退火工艺上,根据对药箔的性能要求来控制退火时间及退火温度,保证除油干净。
随着制药业的发展,药用铝箔凭着其具有优良的防潮性,阻隔性,耐药品性,化学稳性,卫生性,应用比例不断攀升,外观及质量要求也越来越高,市场前景非常广阔。
铝箔袋的特点及铝箔袋生产流程
铝箔袋的特点及铝箔袋生产流程众所周知,铝箔袋是一种高档的包装袋,印刷铝箔袋更是富丽堂皇,不仅提高了用铝箔袋包装商品的档次,且提高了铝箔袋包装商品的陈列价值,广泛应用于高档商品的商标和包装。
铝箔袋在食品和医用等包装领域中应用也很广,铝箔与塑科薄膜复合铝箔袋,有效利用了耐高温蒸煮和完全遮光的特性,制成蒸煮袋,可包装烹调过的食品,多层复合薄膜也用于饼干、点心、饮料等小食品包装。
作为生产的铝箔袋的专业制造商雄县顺利达塑业有限公司位于河北省保定市。
有着良好的管理体系和销售体系,是一个集生产、加工、销售、贸易于一体的综合性企业。
工艺先进技术力量雄厚,该公司集近十余年的光辉业绩,具有强大的经济实力和蓬勃发展的趋势。
该公司的塑料包装产品在北方包装基地独树一帜,引领着该产品的发展潮流。
主营产品:复合袋,真空袋,自立拉链袋,铝箔袋,蒸煮袋,镀铝袋,卷材包装,pe三层共挤,pet聚酯薄膜1.5-2丝。
该公司生产的铝箔袋具有如下特点:铝箔袋有如下特点铝箔袋具有金属光泽、避光性好,对热和光有较高的反射能力,金属光泽和反射能力可以提高印刷色彩的亮度;隔绝性好,保护性强,不透气体和水汽,防止内装物吸潮、气化,不易受细菌及昆虫的侵害;形状稳定性好,不受湿度变化的影响。
易于加工,可对铝箔袋进行印刷、差色、压花、表面涂布、上胶上漆等;复合铝箔袋,还具有隔绝性等优点。
生产过程铝箔袋的生产过程简单而繁琐,整体的生产工艺流程为:铝锭熔炼——铸轧——冷轧——中间退火——冷轧——铝箔毛料——粗轧——中轧——精轧(双合)——分切——铝箔成品退火——复合——制袋——铝箔袋成品——包装。
在这个工艺流程中,是从铝箔毛料开始到加工出素箔的全过程,然后在复合制袋。
生产铝箔袋企业为了节省成本及时间,一般都会选择直接采购铝箔膜,然后进行材料复合制袋。
铝箔热交换生产工艺流程

铝箔热交换生产工艺流程英文回答:Aluminum Foil Heat Exchanger Manufacturing Process.The manufacturing process of aluminum foil heat exchangers involves several key steps:Raw Material Preparation: The process begins with the preparation of raw materials. Aluminum sheets of desired thickness and dimensions are procured and subjected to surface treatment processes like degreasing and cleaning to remove any impurities.Foil Formation: The aluminum sheets are passed through a cold rolling mill, which gradually reduces their thickness, transforming them into thin aluminum foils. The rolling process imparts strength and ductility to the foils.Annealing: To soften the foils and improve theirworkability, they are subjected to annealing, a controlled heating and cooling process. This process removes internal stresses and enhances the foils' flexibility and formability.Foil Joining: Multiple layers of aluminum foils are joined together using various techniques such as brazing, soldering, or adhesive bonding. This creates a layered structure with effective heat transfer properties.Finning: To increase the surface area for enhanced heat transfer, fins are attached to the foil layers. Fins can be formed by stamping, embossing, or corrugating processes.Header Installation: Headers, which are channels for fluid flow, are attached to the foil layers to create the complete heat exchanger structure.Leak Testing: To ensure the integrity of the heat exchanger, it is subjected to leak testing using specialized equipment. This step verifies the absence ofany leaks or imperfections.Finishing Processes: The heat exchanger may undergo additional processes such as painting or coating to enhance its durability and aesthetic appeal.中文回答:铝箔热交换器生产工艺流程。
铝箔的制作过程
铝箔的制作过程铝箔是一种常见的金属材料,广泛用于包装、烹饪和保温等领域。
它的制作过程经历了多个环节,包括原料准备、熔炼、轧制和加工等步骤。
铝箔的制作需要准备原料。
铝箔的主要原料是铝材,其主要成分是铝元素。
铝元素广泛存在于地壳中,因此可以通过采矿来获取铝矿石。
常见的铝矿石有赤铁矿、脉石和石英石等。
获取到铝矿石后,需要经过破碎、磨粉等处理,将其转化为铝粉末。
接下来,铝粉末需要进行熔炼。
铝粉末通常通过电解的方式进行熔炼,将铝粉末放置在电解槽中,通过电流的作用使其熔化。
在熔融的过程中,铝粉末中的杂质会被去除,从而得到纯净的铝液。
熔融后的铝液需要进行轧制。
轧制是将铝液经过一系列的机械加工,使其逐渐变薄、变长,最终形成铝箔。
轧制过程中,铝液首先通过预热炉进行预热,然后进入轧机进行初轧,再经过多道次的轧制,逐渐减小厚度,最后通过冷却设备冷却,形成平整的铝箔。
铝箔的加工也是制作过程中的重要环节。
加工包括剪切、切边、卷取等步骤。
剪切是将轧制好的铝箔按照所需的长度进行切割。
切边是将铝箔的边缘进行修整,使其平整整齐。
卷取是将铝箔卷起来,形成卷筒状的铝箔产品。
经过加工的铝箔需要进行检验和包装。
检验是为了确保铝箔的质量符合标准要求,检查其厚度、平整度、表面质量等指标。
合格的铝箔经过检验后,会进行包装,以保护其不受污染和损坏。
铝箔的制作过程包括原料准备、熔炼、轧制和加工等环节。
这一过程需要经过多个步骤,每个步骤都需要精确的操作和控制,以确保最终产品的质量。
铝箔的制作过程是一个复杂而精细的工艺,需要专业的设备和技术来完成。
铝箔的制作不仅满足了人们的实际需求,也为工业生产和生活提供了便利。
铝箔轧制实习报告

一、实习目的本次铝箔轧制实习的主要目的是让学生了解铝箔轧制的基本原理、工艺流程、设备操作和安全生产等方面的知识,提高学生的实际操作能力和综合素质,为今后从事铝箔生产工作打下基础。
二、实习时间2021年6月1日至2021年6月15日三、实习地点某铝箔生产企业四、实习内容1. 铝箔轧制的基本原理铝箔轧制是将铝锭或铝带经过多道次的轧制,使其厚度达到0.005mm以下的薄片。
铝箔轧制分为冷轧和热轧两种,本次实习主要针对冷轧工艺。
2. 铝箔轧制工艺流程(1)原料准备:将铝锭或铝带按照规格要求进行切割、称重,并检查表面质量。
(2)加热:将切割好的铝锭或铝带加热至一定温度,使其具有良好的塑性。
(3)粗轧:将加热后的铝锭或铝带送入粗轧机进行多道次轧制,使其厚度减薄。
(4)精轧:将粗轧后的铝箔送入精轧机进行多道次轧制,使其厚度达到最终要求。
(5)冷却:将轧制后的铝箔进行冷却处理,使其温度降至室温。
(6)检验:对轧制后的铝箔进行表面质量、厚度、宽度等检验。
(7)包装:将合格的铝箔进行包装,准备发货。
3. 设备操作(1)加热设备:掌握加热炉的点火、升温、保温、降温等操作。
(2)粗轧机:了解粗轧机的结构、工作原理,掌握操作步骤。
(3)精轧机:了解精轧机的结构、工作原理,掌握操作步骤。
(4)冷却设备:掌握冷却塔的运行、维护和操作。
4. 安全生产(1)遵守安全生产规定,熟悉车间安全操作规程。
(2)正确佩戴个人防护用品,如安全帽、工作服、手套等。
(3)注意设备运行状态,发现异常情况立即停机报告。
五、实习体会和收获1. 通过本次实习,我对铝箔轧制的基本原理、工艺流程和设备操作有了较为全面的了解。
2. 在实际操作过程中,我学会了如何正确操作设备,掌握了安全操作规程。
3. 通过与实习指导老师的交流,我学到了很多专业知识和实践经验,提高了自己的综合素质。
4. 在实习过程中,我深刻体会到团队合作的重要性,学会了与他人沟通、协作。
5. 本次实习让我对铝箔生产行业有了更深入的了解,为今后从事相关工作打下了基础。
铝箔生产工艺技术
铝箔生产工艺技术简介铝箔是一种由纯铝制成的薄片,具有轻质、耐腐蚀、易于加工和良好的导热性能等特点。
它广泛应用于食品包装、航空航天、电子产品等领域。
铝箔的生产工艺技术是关键,它决定了铝箔的质量、板面平整度和机械性能。
本文将介绍铝箔的生产工艺技术,包括原料选取、熔炼、轧制和后续处理等环节。
原料选取铝箔的原料是纯度较高的铝,通常采用电解铝作为主要原料。
电解铝是经过电解过程精炼得到的金属铝,其纯度高达99.99%以上,具有良好的塑性和延展性。
除了电解铝,还可以添加少量的合金元素来提高铝箔的机械性能。
熔炼熔炼是将原料的铝加热到液态并进行精炼的过程。
一般采用电炉来进行熔炼,将原料的铝放入炉内,加热到适当的温度,使铝完全熔化。
在熔炼过程中,要注意控制温度,以及添加合适的精炼剂来除去杂质,确保熔融铝的纯度。
轧制熔化后的铝经过浇铸成型,形成铝板,然后进行轧制。
轧制是将铝板通过辗轧机进行多道次的辗轧,使其逐渐变薄。
轧制过程中,要控制轧制温度、轧制速度和轧制力度,以保证铝箔的表面质量和厚度均匀性。
轧制过程中还可以采用润滑剂来减少摩擦,避免表面缺陷的产生。
后续处理轧制后的铝箔需要进行一系列的后续处理,以提高其质量和适应各种应用场景。
主要包括退火、表面处理和切割等。
•退火:轧制后的铝箔可能会产生一些应力,通过退火可以使箔片松弛,减少应力,并提高机械性能。
退火过程中,将铝箔加热到一定温度,保持一定时间后再逐渐冷却。
•表面处理:铝箔的表面可能存在一些氧化膜和污染物,需要进行表面处理来清洁和改善表面性能。
常用的表面处理方法有化学清洗、机械抛光和电解抛光等。
•切割:根据使用要求,将铝箔切割成适当的尺寸和形状。
结论铝箔生产工艺技术是确保铝箔质量的关键。
原料选取、熔炼、轧制和后续处理等环节都需要严格控制,以确保铝箔具有良好的机械性能、表面质量和尺寸精度。
随着技术的不断发展,铝箔生产工艺技术也在不断创新,以满足不同应用场景的需求。
铝箔的制作过程

铝箔的制作过程
铝箔是一种轻薄的铝制品,它广泛用于包装、烘焙、烤肉等领域。
那么,铝箔是如何制作的呢?
首先,制作铝箔的原料是铝。
铝是一种具有良好导电性、导热性、耐腐蚀性、轻量化的金属。
在工厂里,铝锭被放入熔炉中加热至高温,使其熔化。
接着,熔融的铝液被倒入浇铸机中,经过冷却和压制,形成了厚度约为8毫米的铝板。
然后,铝板被送入轧机进行轧制。
轧机是一种大型的机器,它不断地将铝板经过多次轧制,使其逐渐变薄。
经过多次轧制后,铝板变成了厚度只有约0.2毫米的铝箔。
最后,铝箔被卷成卷筒状,然后进行切割和包装,就可以投入市场了。
总之,铝箔的制作过程经过多个繁琐的步骤,需要高温、高压和精细的加工技术。
但是,由于其具有轻薄、耐腐蚀等优点,使其在包装、烘焙等领域得到了广泛的应用。
- 1 -。
电子电路箔生产的主要工序流程

电子电路箔生产的主要工序流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!电子电路箔是电子信息产业的基础材料,主要用于制造印刷电路板(PCB)。
铝箔生产工艺最新

铝箔生产工艺(最新) 铝箔生产工艺是一种精细且多步骤的过程,以下提供一个大致的最新生产工艺概述。
1.铝原料准备:首先,需要使用高质量的铝锭或铝废料。
这些铝原料需要通过熔炼、铸造、均匀化处理等步骤,以备后续使用。
2.铝箔坯料制备:将准备好的铝锭或铝废料通过熔炼、连铸、连轧等工艺制成铝箔坯料。
这个过程中需要控制好温度、压下量等参数,以确保坯料的质量和厚度。
3.热处理:对铝箔坯料进行加热和冷却,以调整其晶体结构,提高其力学性能和延展性。
热处理过程中需严格控制温度和时间,避免产生氧化、晶粒粗大等问题。
4.厚度剪切:根据生产需求,使用轧机将铝箔坯料剪切到所需厚度。
轧机的压力和速度需要根据实际生产情况进行调整,以确保剪切后的铝箔厚度均匀。
5.表面处理:为提高铝箔的防腐蚀性和可塑性,需要对其表面进行处理。
常见的处理方法包括化学抛光、电化学抛光、阳极氧化等。
这个过程中需要注意控制表面粗糙度和氧化膜厚度。
6.分切和包装:将处理后的铝箔根据需要进行分切和包装。
分切过程中需要注意保持铝箔的平直度和边缘质量。
包装则需要选用适当的材料和方式,以保证铝箔在运输和存储过程中的完好性。
7.质量检测:在整个生产过程中,需要对铝箔的厚度、重量、尺寸、表面质量、力学性能等进行严格检测。
确保最终产品的质量符合客户要求和市场标准。
8.环境友好性:在现代铝箔生产工艺中,越来越重视环保问题。
例如,采用低排放技术、资源回收利用、减少废品率等措施,以降低生产过程对环境的影响。
9.智能化和自动化:随着科技的发展,智能化和自动化已成为铝箔生产工艺的重要发展方向。
通过引入机器人、自动化检测设备、智能化控制系统等,可以提高生产效率、降低劳动成本,并确保产品质量稳定。
10.定制化服务:为了满足客户的多样化需求,铝箔生产企业需要提供定制化服务。
包括根据客户需求定制铝箔的厚度、宽度、长度、表面处理等,以满足其在不同领域的应用。
11.持续研发和创新:铝箔生产工艺需要不断进行研发和创新以适应市场的变化。
铝箔车间生产工艺流程

铝箔车间生产工艺流程
英文回答:
Aluminum Foil Production Process Flow.
The production process of aluminum foil involves several steps, including:
Casting: Aluminum ingots are melted and cast into large slabs.
Hot rolling: The slabs are heated and rolled to reduce their thickness.
Cold rolling: The hot-rolled slabs are further rolled at room temperature to achieve the desired thickness and properties.
Annealing: The cold-rolled foil is heated to soften it and improve its formability.
Finishing: The annealed foil is cleaned, oiled, and slit into rolls.
中文回答:
铝箔车间生产工艺流程。
铝箔的生产工艺流程主要包括以下几个步骤:
浇铸,将铝锭熔化,铸造成坯锭。
热轧,将坯锭加热后轧制,使其厚度减小。
冷轧,将热轧后的铝箔在室温下进一步轧制,使其达到所需要的厚度和性能。
退火,对冷轧后的铝箔进行加热处理,使其软化并提高其可塑性。
精整,将退火后的铝箔进行清洗、涂油和分条成卷。
铝箔加工及工艺流程张靖译课件

拉伸机
用于对铝板进行拉伸,进 一步调整铝箔的厚度和形 态。
润滑剂
用于降低轧制和拉伸过程 中的摩擦,提高生产效率 和产品质量。
铝箔表面处理设备
抛光机
用于对铝箔表面进行抛光,提高 其光泽度和平滑度。
涂装设备
用于在铝箔表面涂覆各种涂层,如 氧化膜、油漆等,以提高其耐腐蚀 性和美观度。
电镀设备
用于在铝箔表面电镀金属,如铬、 镍等,以提高其硬度和耐磨性。
机械性能检测
对铝箔进行拉伸、弯曲 、冲击等力学试验,确 保其机械性能符合标准
。
化学成分检测
通过光谱分析、滴定等 方法检测铝箔的化学成 分,确保符合相关标准
或客户要求。
05
铝箔加工的安全与环保
铝箔加工中的安全隐患与防护措施
01
机械伤害
铝箔加工过程中,机械设备的高速运转可能导致工人受伤。为防止机械
伤害,应定期检查设备运行状况,确保安全防护装置完好,并培训工人
拉伸工艺
在轧制过程中进行拉伸,提高铝箔的 延展性和韧性。
铝箔的表面处理与涂层
表面处理
通过抛光、拉丝等工艺处理铝箔表面,提高光泽度和质感。
涂层处理
在铝箔表面涂覆有机涂层或金属涂层,增加防腐蚀、美观等 功能。
铝箔的切割与分卷
切割工艺
根据产品规格要求,采用激光切割或机械切割对铝箔进行精确裁剪。
分卷包装
合理规划原料存储区域,保持干燥、 通风,防止铝箔原料受潮、氧化等。
原料检验
对进厂的铝锭进行质量检验,包括化 学成分、物理性能等,确保符合生产 要求。
铝箔加工过程中的质量控制
01
02
03
04
熔炼铸造
控制熔炼温度、时间以及铸造 工艺,确保铝液纯净、无杂质
铝板带箔生产工艺

铝板带及深加工生产工艺流程铝板带生产流程:扁锭铣面——扁锭加热——热粗轧(可逆)——热精轧(不可逆)——冷轧(切边、中间退火等)——精整(清洗、横切、拉弯矫直等)——热处理的生产工艺;中厚板生产流程:扁锭加热—热粗轧(可逆)——热精轧(不可逆)——精整(锯切等)的生产工艺。
一、热轧工艺1、原料规格:扁锭规格:(420~460mm)×(1000~2000mm)×(3600~6800mm)。
扁锭的合金牌号:1xxx、3xxx、5xxx、8xxxx等。
2、设备构成:扁锭铣面机 1台立推式扁锭加热炉 2套2400mm四辊可逆式双卷取热轧生产线1条3、工艺流程及参数:⑴扁锭铣面扁锭铣面是为了去除表面的偏析瘤、夹渣、结疤和表面裂纹等,减少板片的金属及非金属压入缺陷,提高表面品质将规格为480*1500*6000的扁锭(重量11.66T),推入铣面机对扁锭的两面及两边铣面,铣面机的运行速度0.2m/s,需要铣掉扁锭最大厚度为6mm,一块扁锭铣掉铝屑重量383Kg,扁锭的吨铝产生的铝屑32.8kg。
⑵扁锭加热铣面合格的扁锭在立推式加热炉内进行加热,加热温度350℃~550℃,加热时间5-8小时。
加热炉设有5个区,每区安装一台大流量的空气循环风机安装在炉顶,风机运行风速为10-20m/s,压缩空气消耗20m3/min; 4个区共20个天然气烧嘴,分别安装在炉体上半部分的两侧,天然气约消耗1200Nm3/h。
⑶热粗轧将加热后规格为480*1500*6000的扁锭推入四辊可逆热轧机热粗轧,最大轧制速度可达230m/s,经过5~13道次的轧制,最终将扁锭轧制到20~160mm板坯。
⑷热精轧将热粗轧后的板坯在热精轧机组进行精轧操作,最大轧制速度可达480m/s,经过10-18个道次的轧制,生产出2.5~16mm厚度的板卷。
二、冷轧工艺1、入口原料规格:卷材厚度: 2.5~15mm卷材宽度:880~2000 mm卷材直径:φ610~φ2000 mm卷材重量: 12.5t2、设备构成2000mm不四辊可逆冷轧机组2套40t中间、成品退火炉6台20m中厚板精密锯切机2套MK84180×8000数控轧辊磨床2台3、工艺流程及参数⑴冷轧2-15mm的铝热轧卷在四辊不可逆冷轧机组经过3-6个道次轧至成品厚度 0.25~0.7mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精轧
精轧机
分卷机
Reynolds 包装箔® 工艺流程
• 在Hot Spring (美国亚里桑那州)
连续铸轧厂(6-10 mm)
• 在Hot Spring冷轧至
0.7 mm
• 将卷材运到 Richmond或
Louisville
• 高温退火 • 冷轧至 15-25 um(0.006-0.009”) • 最终退火
更复杂的过程 (更多操作) 更灵活的冶金: 热参数和合金选择 能获得最好的表面质量 更高订货至交货的时间-存货 更好的伸长率 细晶
两种技术并存且有各自的空间
铸轧
箔产品的铸轧加工
熔化炉 静置炉 金属过滤
铸轧
冷轧
上图: 减薄轧制
双合
在薄箔的最后道次将两卷箔料叠在一 起 (“双合轧制”). 双合过程可直接在 精轧时或之前进行.
EMP 典型
针孔数/m2
< 7µm
500
7 µm (.000285)
9 µm (.00035) 10-12 µm 12-15 µm > 20 µm
400
100 30 20 忽略不计
10 5 2 1 0 0
在可逆式轧制中尽可能的需要高的最终温度. 在靠近板材表面的地方热轧
带材最可能发生再结晶. 从热轧开始就要检查表面问题. 在纵列式轧机中最终的温度要低一些,结构更多趋向于未再结晶的冷轧态, 需要更好的控制最终温度-退火-自退火.
冷轧
有助于进一步破坏颗粒结构. 需要大变形量 (超过 80%). 如果可能的话避免中间退火. 轧制过程中保持卷材的温度低于 120º 或不让材料冷却以避免 C “非轧制”条件
中间退火的作用
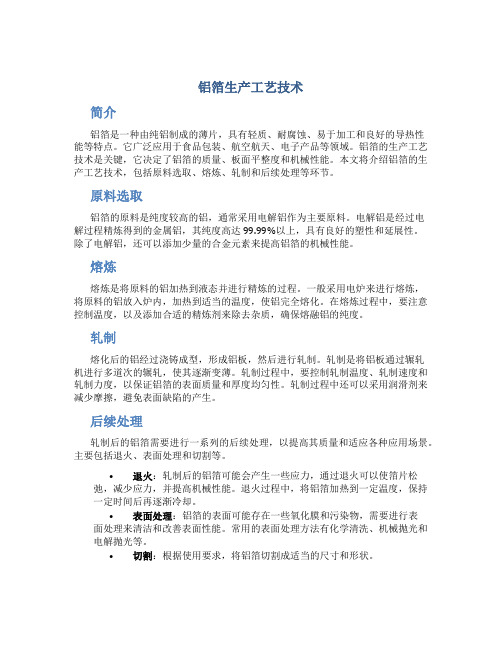
铸轧产能变化的局限
140
粘连
120
速度 (英寸/分钟)
100 80 60 40 20
高载荷Load High Strip Profile 带材剖面 Strip Flatness 带材平直度
机械设计速度限制 Stickiness 金属水平控制 Machine Design Speed Limit Metal Level Control System 卷材操作 Coil Handling 中心线偏析 Center Line Segregation Bleed Out 流出
则 需要)
由于暗面外观可能需要限制均匀化-退火的位置
调节热处理以获得尽可能“直”的软化曲线
本质
有利的连续再结晶形成细晶
需要-有利
调节铸造条件和成分为了:
避免中心线偏析
组成物的均匀分布
通过轧制破碎铸态组织 限制中间退火以避免析出
降低针孔数量 细化晶粒 平滑退火曲线 检查表面
合金强度和伸长率
室温拉伸强度,MPa
合金
•
1XXX 合金性能的明显飞跃
伸长率,%
合金微观结构
1145 8079
•
细晶意味着材料性能的提高 (强度, 伸长率和针孔数)
Al-Fe-(Mn) 合金箔的加工原理
共晶或接近共晶成分. 高固溶体和含Fe组成物颗粒. 破碎的含 Fe颗粒棒材通过轧制形成细小的弥散颗粒. 这些颗粒能够稳定晶粒帮助形成细晶. 低含量的Si强制形成最佳结构,这与8011型合金明显不同
高 Fe 8006, 8079, 8021, 8014, 8023, 8150,….
适用于厚箔的合金
1050, 1100-1200 3102, 3105, 3003, 3005, 3004, 等… 某些 5XXX 8011 8006, 8014, 8150,…
高Fe合金的历史
只到70年代末才广泛应用 第一个在商业上使用的是作为高强度应用的8006 (高 Fe和Mn). 那时回收比较
困难. 90年代早期欧洲市场上引入8079,是目前欧洲市场上的标准合金. 变化很小的几个相关合金 (8014, 8021, 8023, 8150..) 仅以半连续铸造产品交易,连续铸轧仅局限于8011型合金和某些8006合金. 8021型合金中添加硅的一些研究
美铝-亚洲合金及产品技术培训 渤海,中国 2006 年 2月
箔材加工
Martin Saenz-Miera, Vicente Sabiñanigo, 西班牙 美铝欧洲
两种公认的技术 铸轧 热轧
增加新产能更便宜 过程更简单 表面质量差 合金数量有限 加工更快 伸长率更低 大而伸长的晶体结构
Bleed Out 流出 Center Line Segregation 中心线偏析
0 0.00
0.05
0.10
0.15
0.20 79PIW
0.25
0.30
0.35Biblioteka 0.40厚度 (英寸)
96PIW
62PIW
热轧
合金
适用于薄箔和中等箔的合金
1200-1235-1050-1100-1145
8011-8111
• 随凝固范围的增加难度增 大 (更高合金含量)* • 随铸轧速度的增加难度增 加* • 受回置距离(从铸嘴到轧 辊咬入中心的举例) 的影响 大*
*这些参数对于控制生产低针孔数的薄箔(<10 um)很重要
连续铸轧箔料的加工
在一些重要方面铸轧料的加工与铸锭料的显著不同: 铸轧板不需铣面 (韩国的关于连续腐蚀材料的一些报道) 铸轧料可能或可能不进行均匀化 (具有代表性的厚产品不需均匀化而薄箔
凝固过程
铸轧中, 热梯度急剧变化, 热轧与凝固过程几乎是同时 发生的,因此铸造晶粒更具有方向性
晶粒大小 (凝固速度)
与半连续铸锭比较, 连续铸造材料截面薄,表现出更快的冷却 速率和更小的晶粒尺寸(枝晶臂间距),下图为半连续铸锭和 3003铸轧板1/2厚度的凝固结构. 半连续铸锭沿厚度方向上晶 粒尺寸的变化更大.
铝箔合金成分限定
Fe
Si
Al-Fe-Mn 合金箔的成分限定
对于半连续铸锭避免 Fe + Mn > 2.1 (粗大的组成相)
8xxx 合金铸态微观结构 (X200)
表面
¼厚度
½厚度
预加热和热轧
加热是为轧制做准备 (500-530º C/2-8h). 如果合金中含Mn将会析出某些弥散相. 某些组成物会球化. 过多的时间和温度会破坏组织结构.
半连续铸造
铸轧法
粒子尺寸
对于晶粒尺寸而言, 组成物颗粒尺寸受凝固速率的影响. 下图为具有 代表性的3XXX组成物颗粒.
3004 半连续铸锭1/2厚度 (533 mm)
3003 铸轧板1/2厚度 (5 mm)
铸轧带材的中心线偏析
铸轧带的中心线偏析是由于富溶质液相由固液态向板中心位置挤压而 形成的. 大的合金凝固范围和使凝固前沿向辊缝深入的铸造条件会加剧 偏析 (即, AA1145 铸轧板偏析).
不正常 张力
正常
变形
退火
X 4 75
晶粒尺寸 1-13 mm. 性能逐步降低
8xxx 合金箔材的优势
比传统合金如 1145 和1235具有更高的强度和伸长率,允许更高的机加
速度和转换操作时更灵活. 不损失性能的情况下有可能获得更薄的产品. 细晶允许通过减少滑移面针孔和暗面起皱显著减少针孔数. 由于细化变形结构提高表面外观和均匀分布.
8079软态箔的典型性能
箔料厚度
< 7µm 7 µm (.000285) 9 µm (.00035) 10-12 µm 12-15 µm >20 µm
拉伸强度
(MPa)
伸长率
(%)
72.4 73.1 73.8 75.8 77.2 >79.3
3 3.5 4 5 6 >8
针孔
箔料厚度 EMP 规格
针孔数/m2