STT根焊技术在管道焊接中的应用
焊接新技术在我国管道建设中的应用

焊接新技术在我国管道建设中的应用【摘要】本文就我国管道建设中焊接新技术发展的现状进行简要的概述,随着我国能源工业的快速发展和能源结构优化的调整,我国管道建设越来越趋向于长距离、高工作压力大口径、厚壁化的方向发展,这就需要我们应用焊接新技术、新方法以及新材料来保证环焊接的强韧性。
同时数字电源、气保护药芯焊丝、金属粉芯焊丝等新技术的成功应用,将我国管道焊接技术的深入发展推到一个新的高度。
【关键词】焊接技术;管道建设;焊接裂纹一、我国管道焊接施工面临的主要问题随着管道网络输送量和距离的不断加大,石油天然气管道朝着耐高压、大直径长输管道方向发展。
同时管道材料的强度韧性以及施工地域环境难度越来越高,这对焊接技术有了新的要求。
(一)我国管道焊接使用方法使用材料的发展落后虽然我国高钢线钢管的起步比较晚,但研究开发和应用的速度快,但是与钢管的发展相比,焊接材料的的发展则相对比较滞后。
在我国管道焊接工程的建设中,现场环焊缝的焊接材料在很长的时间内,都是以进口焊接材料为主,大大加剧了我国管道焊接工艺的工程造价。
虽然我国在近几年的焊接产品研发中,相继研发了管道专用的纤维素焊条和保护药芯焊丝等等但是其应用范围比较小,严重制约了我国管道建设的发展。
(二)我国管道建设的焊接工艺仍以半自动化焊为主由于我国地形地貌复杂,在全国各地的管道建设作业中,一条长输管道会遇到各种各样的地貌和气候环境。
为适应各种不同的焊接环境,要选用不同的焊接施工工艺。
目前我国80%的管道环焊缝都是采用自保护芯焊丝半自动化方法进行焊接的,自动化程度低。
(三)管道现场施工环焊缝的焊接成为高强度管线刚的发展瓶颈由于管线钢属于c微合金控轧及加速冷却的产物,具有良好的力学性能。
但焊缝是有电弧融化凝固的“铸态”组织,焊缝后与的韧性与tm-cp处理过的钢管相比而言,比较差,与母材韧性匹配具有相当大的困难。
随着管线钢强调级别的不短提高,环焊接头实现高强度的匹配愈加困难。
长输管道全位置自动焊接工艺分析

长输管道全位置自动焊接工艺分析摘要:在我国各类石油化工长输管道工程建设中,长输管道工程建设朝着“更长距离、更节能、更安全环保”的方向发展。
管道全位置自动焊具有焊接效率高、焊接质量高、劳动强度低等特点,已逐渐成为焊接施工的主要工艺。
文章针对长输管道全位置自动焊施工情况进行总结对比,形成不同管径和材质的性价比最优、操控性最强的管道全位置自动焊工艺选择。
关键词:管道全位置自动焊;根焊;性价比;一次合格率1.概述管道全位置自动焊是一种借助于机械、电气等方法,使整个焊接过程实现自动化、程序化的焊接施工技术,具有效率高、质量稳定、焊缝成形美观、劳动强度低、焊接速度快、焊接过程受人为因素影响小等优点,在欧美发达国家得到了广泛的应用。
而在我国各类石油化工管道工程中,管道全位置自动焊应用的比例相对较低,随着大口径、厚壁钢、高钢级长输管道的大量建设,管道全位置自动焊已逐渐成为我国管道施工的主要焊接方法。
本文针对目前国内施工的长输管道典型管径采用的管道全自动焊工艺及设备进行性价比分析,形成不同管径和材质的管道采用最优的管道全自动焊工艺匹配。
2.管道全位置自动焊工艺使用案例自2016年开始,中俄原油管道二线、陕京四线、中靖联络线和中俄天然气东线的开工建设,除中俄天然气东线(φ1422mm)正在建设中,其余三条长输管道已全部施工完毕。
已建设完毕的三条长输管道自动焊施工及工艺情况可以看出,管道全位置自动焊综合使用比例达到50%以上,根据目前长输管道焊接工程对管道全位置自动焊的使用要求,不仅可在主线路施工中进行应用,同时也可在支线管道进行大面积推广应用。
其一,提升工作效率,自动焊接技术的焊丝熔敷速度更快,进而缩短了焊工换条的时间,有效虽短工作时间达到原先的三到四倍。
其二,焊接质量更为稳定,通常意义上的管道焊接很大程度上受到技工水平的影响。
随着科技的气体的保护,在大口径厚管壁的施工作业上更能够保证工程质量。
其三,缓解施工现场工作强度。
STT根焊技术在管道焊接中的应用

STT根焊技术在管道焊接中的应用杨燕【摘要】分析了STT根焊技术的特点、原理,阐述了STT焊接坡口形式,焊接工艺参数中送丝速度、基值电流、峰值电流等对焊道成形的影响以及焊接工艺参数的设置.针对STT焊接操作技术,详细介绍了STT根焊在不同焊接位置时的后拖角、焊接干伸长的控制、熔合性能的保证、焊接熔池的控制以及焊接运弧、错口技术的处理技巧等,并总结了焊接飞溅过大、焊接密集气孔、焊道熔合不良等常见焊接问题及其解决措施.【期刊名称】《电焊机》【年(卷),期】2010(040)001【总页数】4页(P93-96)【关键词】STT;焊接原理;根焊;焊接工艺参数;焊接操作技术;焊接缺陷【作者】杨燕【作者单位】四川石油天然气建设工程有限责任公司,四川成都610213【正文语种】中文【中图分类】TG457.6STT技术是一种新型焊接方法,具有焊接速度快、焊缝成形好、焊接缺陷易控制、飞溅少、容易操作等特点。
STT(Surface Tension Tremsfer)即表面张力过渡,是一种焊接熔敷金属过渡机理。
STT通过检测电弧电压,根据熔滴不同的过渡过程,适时调节焊接电流大小,从而达到电弧所需的热量。
解决了CO2气保焊短路过渡飞溅大的技术难题,同时确保了焊接电弧稳定,焊缝成形良好。
典型的STT电流、电压波形及熔滴过渡示意如图1所示。
整个过程可分为6个阶段。
当电弧在燃弧时形成一个熔滴后,焊接电流突然降低,形成负脉冲(相对基值电流而言),减小了电弧对熔滴的排斥作用,从而诱导熔滴与熔池接触短路,由于电磁收缩力减小,有利于熔滴与熔池的汇合,使熔滴金属迅速流入熔池。
然后,为加速短路液断的形成,加大短路电流,由于电磁收缩力的作用,在焊丝一侧形成液体缩颈——小桥;当小桥即将爆断时,再次减小电流,此时液体小桥受表面张力的作用而被拉断,由于电流小,避免了小桥爆断,也减少了飞溅,或基本无飞溅。
2.1 坡口型式焊接接头坡口型式如图2所示。
STT自保护药芯焊丝半自动焊在西气东输二线管道工程中的运用

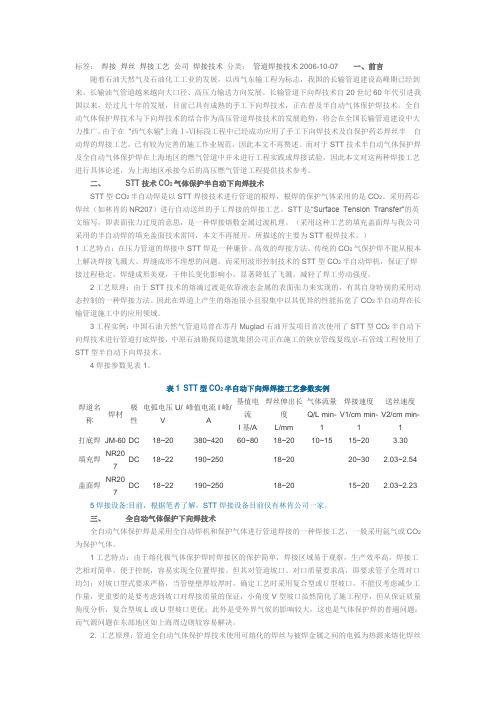
STT自保护药芯焊丝半自动焊在西气东输二线管道工程中的运用摘要:介绍了STT 气体保护半自动根焊、自保护药芯焊丝半自动焊填充盖面工艺的特点及其焊接工艺。
此工艺具有焊接速度快、质量好、易于操作等优点,在西气东输二线管道工程中运用取得好的效果。
关键词:前言:随着石油工业的不断发展, 管道输送油气以其安全、经济、高效、环保而得到了迅猛的发展。
长距离、大管径、高压力已经成为陆上油气输送管线的发展方向。
目前,长输管道建设也正处于发展的第二个高峰期。
以大口径、高强度、高韧性X80钢作为母材的钢线管运用到现场施工,尤其是以管道局承建印度“东气西输”管道工程、俄罗斯工程以及西气东输二线工程,导致以前传统的手工纤维素焊条下向焊工艺已经不能满足要求。
现在施工现场焊接所采用的焊接工艺方法已由的手工向下焊工艺, 已经向以STT、RMD为代表半自动化、以Northeast、CRC为代表全自动化迈进。
但由于诸多因素的限制, 全自动焊在我国的发展比较缓慢,只是在“西气东输”等工程中进行了部分试用, 目前半自动焊正以其独特的优势在大口径长输管道建设中得到广泛应用。
本文主要介绍了STT 气保护半自动根焊, 自保护药芯焊丝半自动焊填充盖面工艺的特点及其焊接工艺。
1 工艺特点简介1.1 STT 气保护半自动焊STT 气保护半自动焊是一种以表面张力为主要熔滴过渡力的熔化极气体保护焊, 它采用独特的波形控制技术,可以根据熔滴的不同过渡过程, 自动调节焊接电流和电弧电压波形,在整个焊接周期里精确控制流过焊丝的电流,从而达到电弧所需的瞬时热量, 同时解决了CO2 气体保护焊短路过渡飞溅大的技术难题, 确保焊接电弧的稳定燃烧和有效控制焊缝成形。
与纤维素焊条下向焊相比, STT 气保护半自动焊具有以下优点:(1)引弧轻易, 电弧燃烧稳定;(2)飞溅极小, 焊接烟尘少, 噪声小;(3)焊缝成形美观, 焊接质量好, 可有效地减少管道打底焊道的未熔合缺陷;(4)精确的热输入控制可以减少焊接变形和烧穿;(5)焊接成本较低, 在焊接碳钢和低合金钢时可采用100% CO2气体保护;(6)焊接速度快, 焊接效率高;(7)焊后不需清渣, 节省了层间清理时间;(8)操作容易掌握, 减少焊工培训时间。
STT根焊工艺在海洋工程结构钢管卷制中的应用

在钢管的卷制与接长过程中, 钢管的焊接是一个及其重要不可或缺的环节。 钢管卷制与接长焊接的传
统 工 艺是 采用 手工 电弧 焊打 底 、埋 弧焊 填充 盖 面 。随着逆 变 电源 的发展 和 波形控 制 理论 的成 熟 ,催 生 了低热 输 入量 、低 飞溅 与烟 尘 、高 效率 和焊 接接 头质 量优 异 的 S T T 焊接 工艺 。与传统 的手 工 电弧焊
5 4 卷
增刊 l
中
国
造
船
Vo 1 . 5 4 Sp e c i a l 1 J a n . 2 Ol 3
2 0 1 3年 1月
S HI P B UI L DI NG OFCHI NA
文章 编号:1 0 0 0 . 4 8 8 2 ( 2 0 1 3 ) S I . 0 1 ,在 油气 输送 、陆上 建筑 、海 洋采 油平 台等 领域 的应用 十分 广泛 按照 其应用 特 性分 为工 艺钢 管 与 结构钢 管 。海 洋石 油 工程股 份 有 限公 司是 国 内最 大 的集海 洋 结构设 计 、制造 、安装和 维修 于一 体 的海洋 能源 工 程公 司 , 在海 洋 结构物 的制 造 中大 量采 用结 构钢 管 。 按照钢 管 的规格 尺 寸 , 直径 在 4 0 6 mm 以下 的钢 管一般 直 接采 用钢 管 厂 的成 品无缝钢 管 , 而直 径大 于 或等 于 4 0 6 mm 的钢管 则 自行卷制 制造 。
S T T根焊工艺在海洋工程结构钢 管卷制 中的应用
张 良锋 ,郭 志农 ,沈楠楠 ,许 威 ,矫 健
( 海洋石油工程股份有 限公 司,天 津 3 0 0 4 5 1 )
摘
要
S T T( S u r f a c e T e n s i o n T r a n s f e r ) 根焊采用先进 的逆 变电源精确控 制熔 滴过渡,相 比 传 统的手工电 弧焊具有焊接 飞溅小 、焊接效率 高、焊缝成形美观等特 点。论文介 绍 了S T T 焊接工 艺原理及 特点,对S T T 根 焊 工艺在 结构钢管卷 制中的应用进行 了详细介绍 提 出 了 在钢管纵缝 与环缝焊接 时, S T T 根焊 采用 立向下行
论STT打底工艺设计和内焊机打底工艺设计在实际施工中的应用

STT 打底焊接与焊机打底焊接工艺在管线焊接中的应用志军 永增 童志刚〔中国石油天然气管道局第三工程分公司第一管道工程处〕摘要:STT 打底焊接是一种本钱比拟低的焊接工艺,而且适用于比拟复杂的施工地形,应用比拟广泛。
而焊机打底焊接工艺又是一种焊接效率非常高,自动焊程度非常高的焊接工艺,且地势越平坦性价比越高。
关键字:焊接质量、焊接速度、本钱分析 0.前言近年来国外的天然气管道主要以大口径、高强度钢管道建立为主,所以管道焊接施工的自动化程度也越来越高,STT 根焊打底焊接、半自动填充盖帽〔下面简称STT 打底焊接〕和焊机打底焊接、P260热焊、半自动填充盖帽工艺〔下面简称焊机打底焊接〕使用也越来越广泛。
下面详细介绍下这两种工艺的特点。
1. STT 打底焊接工艺 1.1 工艺概述STT 打底焊接是上世纪90年代创造的一种新型焊接工艺〔图1为STT 焊接电源,图2为送丝机〕,采用了 STT 〔外表力过渡〕控制技术,属于单面焊双面成型的半自动CO2气体保护焊接工艺,其核心技术就是在形成短路“小桥〞后焊接电流瞬间减小在外表力重力和电磁力作用下拉断金属“小桥〞使熔滴由短路过渡转变为自由过渡。
STT 〔外表力过渡〕是一个受控的GMAW 短路过渡工艺,通过调节电流控制热输入,而不影响送丝速度,从而获得优良的电弧性能、良好的熔深、低热量输入控制,并且减少飞溅和烟雾。
1.2 坡口形式和参数设置一般STT 打底焊接的坡口形式如下〔见图3〕,图1:STT 焊接电源图2:STT 送丝机 26.2mm1.6±0.4mm2.0-3.5mm20-25º主要参数有:基值电流、峰值电流、热引弧、送丝速度、尾拖、气体流量、热引弧参数等。
这些参数及其相互之间的配合直接影响到整个焊接质量。
1.2.1 基值电流。
基值电流的作用是可以控制焊缝形状,它影响到焊缝总体热输入。
根焊时,基值电流太大会形成如图 4 所示的焊缝形状,整个焊缝的厚度变薄,宽度增大,甚至于在后续的焊接过程中, 可能会出现烧穿的情况; 基值电流太小会形成如图5所示的焊缝形状,这种形状的焊缝,根部余高超高,并伴有未熔合的情况。
最新stt焊接技术
标签:焊接焊丝焊接工艺公司焊接技术分类:管道焊接1技术2006-10-07一、前言2随着石油天然气及石油化工工业的发展,以西气东输工程为标志,我国3的长输管道建设高峰期已经到来。
长输油气管道越来越向大口径、高压力输送4方向发展。
长输管道下向焊技术自20世纪60年代引进我国以来,经过几十年5的发展,目前已具有成熟的手工下向焊技术,正在普及半自动气体保护焊技术。
6全自动气体保护焊技术与下向焊技术的结合作为高压管道焊接技术的发展趋7势,将会在全国长输管道建设中大力推广。
由于在“西气东输”上海Ⅰ-Ⅵ标8段工程中已经成功应用了手工下向焊技术及自保护药芯焊丝半自动焊的焊接9工艺,已有较为完善的施工作业规范,因此本文不再赘述。
而对于STT技术半10自动气体保护焊及全自动气体保护焊在上海地区的燃气管道中并未进行工程实11践或焊接试验,因此本文对这两种焊接工艺进行具体论述,为上海地区承接今12后的高压燃气管道工程提供技术参考。
13二、 STT技术CO2气体保护半自动下向焊技术14STT型CO2半自动焊是以STT焊接技术进行管道的根焊,根焊的保护气体15采用的是CO2。
采用药芯焊丝(如林肯的NR207)进行自动送丝的手工焊接的焊16接工艺。
STT是“Surface Tension Transfer”的英文缩写,即表面张力过度的17意思,是一种焊接熔敷金属过渡机理。
(采用这种工艺的填充盖面焊与我公司18采用的半自动焊的填充盖面技术雷同,本文不再展开,所描述的主要为STT根19焊技术。
)201工艺特点:在压力管道的焊接中STT焊是一种廉价、高效的焊接方法。
传统21的CO2气保护焊不能从根本上解决焊接飞溅大、焊缝成形不理想的问题。
而采用22波形控制技术的STT型CO2半自动焊机,保证了焊接过程稳定,焊缝成形美观,23干伸长变化影响小,显著降低了飞溅,减轻了焊工劳动强度。
242工艺原理:由于STT技术的熔滴过渡是依靠液态金属的表面张力来实现25的,有其自身特别的采用动态控制的一种焊接方法。
对顶TIG根焊工艺在大口径不锈钢管道焊接中的应用

施工安装DOI :10.3969/j.issn.1001-2206.2023.05.015对顶TIG 根焊工艺在大口径不锈钢管道焊接中的应用罗晓军,宋满堂中国石油兰州石化公司,甘肃兰州730060摘要:大口径不锈钢管道根焊焊接一般采用手工电弧焊、TIG 焊和气保焊三种方式,各自存在优缺点,经分析对比后,确定在第二套硫磺回收装置环保达标升级改造项目大口径不锈钢316L 烟气管道焊接中,采用对顶TIG 根焊工艺,即在焊缝两面采用两把焊枪同时进行TIG 焊接,通过焊接试验确定了合理的焊接工艺参数,制定焊接工艺评定并在大口径烟气管道焊接中应用,提高了焊接质量和效率,取得了良好的效果。
关键词:大口径不锈钢管;对顶TIG 焊;工艺参数Application of butt top TIG root welding process in the welding of large-diameter stainless steel pipesLUO Xiaojun,SONG MantangPetroChina Lanzhou Petrochemical Company,Lanzhou 730060,ChinaAbstract:The root welding of large-diameter stainless steel pipes generally adopts three methods,namely manual arc welding,TIG welding,and gas shielded welding,which have their advantages and disadvantages.After analysis and comparison,it is determined that in the welding of large-diameter stainless steel 316L flue gas pipes of the second sulfur recovery unit ’s environmental compliance upgrading project,the butt top TIG root welding process should be adopted,which means two welding guns are used on both sides of the weld for TIG welding at the same time.After determining reasonable welding process parameters through welding experiments and developing welding process evaluation,it is applied in the welding of large-diameter flue gas pipes,improving welding quality and efficiency,and achieving good results.Keywords:large-diameter stainless steel pipe;butt top TIG welding;process parameter1工程概况兰州石化分公司第二套硫磺回收装置环保达标升级改造项目3×104t/a 硫磺回收装置的烟气管道材质为316L ,规格为D 630mm ×10mm 。
管道全位置环形焊缝STT根焊操作技术

We i eh ooy o. o 4 u. 0 2 l n T cnlg V 13 N . A g 2 0 dg 1
文 章 编 号 : 1 0 — 2 X( 0 2 0 -0 9 0 0 20 5 2 0 ) 4 0 5 — 2
・ 工 之 友 ・ 5 焊 9
管 道 全 位 置 环 形 焊 缝 S T 根 焊 操 作 技 术 T
陷较少 。
1 1 焊 接 电 源 为 h re 1r Ⅱ 焊 接 电 源 ; 送 丝 机 为 美 国 林 . wetrs- 型
肯 公 司 制造 的 L 7 2 N一4 。
12 焊丝 为锦泰公 司生产 的 J 5 . M一6实 芯 焊 丝 。 02 0 Il 保 . nn; 护 气 体 妒( o c )=1 0 。 0% 1 3 坡 口 形 式 为 Y 形 。 坡 口 角 度 6 o 。 对 口 间 隙 2 0~ . 0 ±5 ; .
要 注 意 电 弧 在 坡 口面 上停 留的 位 置 要 合 适 ,否 则 会 出 现熔 池 温
技 术 方 法 。 它 采 用 波 形 控 制 电 源 ,是 一 种 表 面 张 力 过 渡 焊 。
s- 1r根 焊 技 术 适 用 于 碳 钢 、 不 锈 钢 的 焊 接 , 并 能 使 用 各 种 保 护
点位置的焊接这段的焊接仍保持点位置时焊接的摆动方法注意焊枪的倾角要随电弧向下摆动而变化始终保持在0电弧要稍稍伸入坡口的根部适当减少电弧在坡口两侧的停留时间并时刻注意不能因这段位置熔池的铁水有下淌的趋势而加快向下的焊接速度减少电弧在坡口两侧停留的时间否则背面焊缝易出现内凹
维普资讯
气 体 。具 有 根 焊 速 度 快 、 焊 缝 正 背 面 成 形 好 、焊 接 缺 陷 易 控 银『 飞 溅 少 、容 易 操 作 等 特 点 , 非 常适 合 管 道 的根 焊 焊 接 ,尤 、 其 适 合 大 口 径 管 道 环 缝 全 自动 焊 工 艺 的 根 焊 。 下 面 以 X6 0、 07 1I n×9. 1 n l 5mm 钢 管 为 例 介 绍 s T根 焊 操 作 技 术 。 T
STT型CO2气体保护焊在工艺管道预制中的应用

S T T型 C O 2 气体 保 护焊 在 工 艺 管道 预 制 中的应 用
朱 晏 ,姚 立栋
( 中 国石 油 第 二 建 设 公 司 ,甘 肃 兰 州 7 3 0 0 6 0 )
摘 要 :介 绍 了采 用控 制 熔敷 金 属过 渡技 术 的 C O 气体 保 护 焊 的技 术特 点 。通 过 焊接 试验 获 得 了
ZH U M i n,YAO Li — do n g
( Th e S e c o n d Co n s t r u c t i o n Co mp a n y,CNP C,L a n z h o u 7 3 0 0 6 0 ,Ch i n a )
Ab s t r a c t :S u r f a c e t e n s i o n t r a n s f e r t e c h n o l o g y wa s i n t r o d u c e d .Th e we l d i n g p a r a me t e r s wa s o b —
Ap pl i c a t i o n o f S TT CO2 Ga s S h i e l d e d Ar c We l d i ng i n Pr o c e s s o f Pi p e Pr e f a b r He a t Tr a n s f e r E n h a n c e me n t[ M] .B e i j i n g :
Ch e mi c a l I n d u s t r y P r e s s , 2 0 0 7 . )
n o l o g y I n n o v a t i o n Me t h 0 d s — — TR I z B a s e d [ M] .B e i —
stt焊接技术
标签:焊接焊丝焊接工艺公司焊接技术分类:管道焊接技术2006-10-07一、前言随着石油天然气及石油化工工业的发展,以西气东输工程为标志,我国的长输管道建设高峰期已经到来。
长输油气管道越来越向大口径、高压力输送方向发展。
长输管道下向焊技术自20世纪60年代引进我国以来,经过几十年的发展,目前已具有成熟的手工下向焊技术,正在普及半自动气体保护焊技术。
全自动气体保护焊技术与下向焊技术的结合作为高压管道焊接技术的发展趋势,将会在全国长输管道建设中大力推广。
由于在“西气东输”上海Ⅰ-Ⅵ标段工程中已经成功应用了手工下向焊技术及自保护药芯焊丝半自动焊的焊接工艺,已有较为完善的施工作业规范,因此本文不再赘述。
而对于STT技术半自动气体保护焊及全自动气体保护焊在上海地区的燃气管道中并未进行工程实践或焊接试验,因此本文对这两种焊接工艺进行具体论述,为上海地区承接今后的高压燃气管道工程提供技术参考。
二、STT技术CO2气体保护半自动下向焊技术STT型CO2半自动焊是以STT焊接技术进行管道的根焊,根焊的保护气体采用的是CO2。
采用药芯焊丝(如林肯的NR207)进行自动送丝的手工焊接的焊接工艺。
STT是“Surface Tension Transfer”的英文缩写,即表面张力过度的意思,是一种焊接熔敷金属过渡机理。
(采用这种工艺的填充盖面焊与我公司采用的半自动焊的填充盖面技术雷同,本文不再展开,所描述的主要为STT根焊技术。
)1工艺特点:在压力管道的焊接中STT焊是一种廉价、高效的焊接方法。
传统的CO2气保护焊不能从根本上解决焊接飞溅大、焊缝成形不理想的问题。
而采用波形控制技术的STT型CO2半自动焊机,保证了焊接过程稳定,焊缝成形美观,干伸长变化影响小,显著降低了飞溅,减轻了焊工劳动强度。
2工艺原理:由于STT技术的熔滴过渡是依靠液态金属的表面张力来实现的,有其自身特别的采用动态控制的一种焊接方法。
因此在焊道上产生的熔池很小且很集中以其优异的性能拓宽了CO2半自动焊在长输管道施工中的应用领域。
stt焊接技术

s t t焊接技术(总2页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除标签:焊接焊丝焊接工艺公司焊接技术分类:管道焊接技术2006-10-07一、前言随着石油天然气及石油化工工业的发展,以西气东输工程为标志,我国的长输管道建设高峰期已经到来。
长输油气管道越来越向大口径、高压力输送方向发展。
长输管道下向焊技术自20世纪60年代引进我国以来,经过几十年的发展,目前已具有成熟的手工下向焊技术,正在普及半自动气体保护焊技术。
全自动气体保护焊技术与下向焊技术的结合作为高压管道焊接技术的发展趋势,将会在全国长输管道建设中大力推广。
由于在“西气东输”上海Ⅰ-Ⅵ标段工程中已经成功应用了手工下向焊技术及自保护药芯焊丝半自动焊的焊接工艺,已有较为完善的施工作业规范,因此本文不再赘述。
而对于STT技术半自动气体保护焊及全自动气体保护焊在上海地区的燃气管道中并未进行工程实践或焊接试验,因此本文对这两种焊接工艺进行具体论述,为上海地区承接今后的高压燃气管道工程提供技术参考。
二、STT技术CO2气体保护半自动下向焊技术STT型CO2半自动焊是以STT焊接技术进行管道的根焊,根焊的保护气体采用的是CO2。
采用药芯焊丝(如林肯的NR207)进行自动送丝的手工焊接的焊接工艺。
STT是“Surface Tension Transfer”的英文缩写,即表面张力过度的意思,是一种焊接熔敷金属过渡机理。
(采用这种工艺的填充盖面焊与我公司采用的半自动焊的填充盖面技术雷同,本文不再展开,所描述的主要为ST T根焊技术。
)1工艺特点:在压力管道的焊接中STT焊是一种廉价、高效的焊接方法。
传统的CO2气保护焊不能从根本上解决焊接飞溅大、焊缝成形不理想的问题。
而采用波形控制技术的STT型CO2半自动焊机,保证了焊接过程稳定,焊缝成形美观,干伸长变化影响小,显着降低了飞溅,减轻了焊工劳动强度。
薄壁不锈钢管道焊焊接工艺技术研究

薄壁不锈钢管道焊焊接工艺技术研究摘要:随着焊接技术的不断发展,气体保护焊已经在多个领域得到了广泛应用。
然而近几年在薄壁不锈钢管道焊焊接过程中,由于操作不当造成工人氩气窒息的事件时有发生。
本研究主要以LNG建造过程中部分不锈钢管线所采用的NBG (无背部保护气)焊接技术为例,阐述STT焊接技术原理以及NBG与STT的关系,并且针对该技术推广应用过程中遇到的问题,分析与总结NBG焊接质量控制要点以及常见焊接缺陷的规避方法,旨在推进STT焊接技术在薄壁不锈钢管道焊焊接中的应用。
关键词:薄壁不锈钢管道焊;焊接1 NBG焊接原理NBG焊接指薄壁不锈钢管道焊背部免充氩气,通过STT焊接来防止根部氧化并实现良好保护焊缝成形的工艺。
STT是实现NBG焊接的重要途径,STT即表面张力过渡,是一种焊接熔敷金属过渡机理,它通过检测电弧电压,根据熔滴不同的过渡过程,适时调节焊接电流大小,从而达到电弧所需的热量。
2 焊接工艺试验2.1 焊接材料与设备STT在平焊位置可以获得良好的焊缝背面成形,焊接过程中熔池有良好的搭桥能力和较高的间隙容忍性,但在仰焊位置却带来了问题与挑战。
试验采用Φ356 mm14 in的316L不锈钢管件,管件壁厚为9.53 mm,采用横对接固定焊,焊机设备为林肯POWER WAVE S500焊接电源+POWER WAVE STT模块。
采用直径1.0 mm的JMS-316LSi型焊丝,保护气体为98%Ar+2%CO2。
选用316LSi焊丝的原因是Si在焊缝中起到脱氧作用,优先于Cr、Fe与O发生反应,一定程度上阻止了合金元素的氧化,起到保护作用,同时Si也增加了熔敷金属的流动性和润湿性,对根部焊道的熔合有促进作用。
2.2 焊接方法根据STT自身的焊接特性,从管体12点~5点/7点方向采用立向下焊接,从5点~7点或者7点~5点方向采用仰焊对接。
具体焊接工艺见表。
表1 焊接工艺参数2.3 焊工培训要求焊工需要具备丰富的熔化极气体保护焊经验,并且能够熟练操作林肯S500型焊机。
关于长输管道工程中全自动焊接技术的应用

关于长输管道工程中全自动焊接技术的应用摘要:在长输管道工程建设的过程中,全自动焊接技术的合理应用对于管道工程的质量具有重要的影响。
全自动焊接技术具有效率高,质量好、工作强度低以及操作简便等多方面的优点。
本文将就现阶段我国长输管道工程中全自动焊接技术的应用进行深入的探索与研究。
关键词:长输管道工程;全自动焊接技术;应用1.几种全自动焊接技术的介绍1.1实芯焊丝气体保护自动焊接技术实芯焊丝气体保护自动焊技术主要是通过可熔实芯焊丝与焊金属的之间形成的电弧,利用电弧的热量熔化焊丝从而达到与目材形成焊缝的效果。
当前阶段,采用这种方法的自动焊设备厂有很多,其中与国内联系较为密切的是诺依斯特公司以及美国的CRC公司。
诺依斯特公司的自动焊机采用的是精确性较高的棱直系统保障焊丝驱动系统和管子开放端坡口,之后通过口器靴的固定完成系统的定位工作。
在支撑固定住两端管子的基础上利用机械化焊接系统对内部坡口处进行根焊。
在实际的焊接过程中,根据管子直径的实际情况,驱动系统进行送丝工作的根焊可由4到6个组成的。
焊接的过程是由垂直方向自上而下进行的,首先以顺时针方向完成管子内部的焊接工作,之后以逆时针的方向完成根焊的全部工作。
内部焊机的移动速度较快,可以有效的提升工程施工的效率。
表1为典型的根焊道电弧时间。
诺伊斯特外部焊机的模块设计较为简单,从而避免因器件的更换对施工活动造成不必要的影响。
相对于原来的焊机,其定位系统的标准发生了一定的改变,其定位的准确性得到了极大的提升。
在实际的施工过程中,操作人员可以通过简单的控制就可以满足不同工作的需求,因为其中包含了完整的焊接参数。
其次是CRC公司的管道自动焊机。
CRC公司的管道专用焊机的种类很多,可以满足不同厚度管道的全位置焊接。
在自动焊的坡口设计时,CRC公司的管道自动焊机采用的是复合坡口的,通过坡口的改进能够有效的节省焊接材料,这样不仅可以极大的提升管道施工的效率,还能实现对工程施工成本的有效控制。
STT气体保护焊在西气东输工程中的应用(大会三等奖)

STT气体保护焊在西气东输工程中的应用王利霞刘照元(胜利油田胜利石油化工建设有限责任公司)摘要:本文简要介绍了采用STT表面张力过渡焊的焊接原理,STT焊机特点,并详细介绍了STT根焊在西气东输管道工程中的具体应用及焊接工艺过程。
关键词:STT(表面张力过渡)根焊焊接气体保护焊1.西气东输工程26标段简介西气东输管道工程是国家实施西部大开发战略的标志性工程之一,该工程西起新疆轮南,东至上海市白鹤镇,全长4299公里,主干线管径为1016mm,壁厚14.6~26.2mm,管材为X70钢,设计压力10Mpa。
该工程横贯我国东西9个省市,地形地貌复杂多变,无论是管线距离之长,管径之粗,还是施工难度之大都堪称世界之最。
特别是我们胜利油建公司中标施工的江南水网26标段,到处沟汊纵横,湖塘密布,被称为西气东输工程全线难中之难。
我们凭借多年在长输管道施工和在埕岛浅海油田形成的海底管道施工经验和技术优势,提出了管线焊接采取STT半自动焊根焊+自保护药芯焊丝半自动焊填充盖面的工艺,并提出了成熟独到的水网地段施工框架方案及一整套水工保护与防治措施,取得了很好的效果,在众多竞争对手中脱颖而出,最终赢得了业主的高度信任和赞扬。
2.采用STT半自动焊进行根焊的理由气体保护焊的优缺点2.1 传统CO22.1.1 CO2气体保护焊的优点CO2气体保护焊是50年代初期发展起来的一种新的焊接技术,现在已在国内外获得广泛应用。
CO2气体保护焊的优点:①生产效率高。
CO2气体保护焊电弧的穿透力强,熔深大而且焊丝的熔化率高,所以熔敷速度快,生产率可比手工焊高1~3倍;②焊接成本低,能耗低;③适用范围广,不论何种位置都可进行焊接;④抗锈能力较强,焊缝含氢量低,抗裂性好;⑤焊后不需清渣,又因是明弧,便于监视和控制,有利于实现焊接过程的机械化和自动化。
2.1.2 CO2气体保护焊的缺点CO2气体保护焊虽然具有以上优点,但针对管道施工仍存在许多不足:①运用CO2气体保护焊进行根焊,实现单面焊双面成形,其条件是在较小电流范围内产生短路过渡形式,而短路过渡特点是电压低,电流小,总体热输入量小,这样在一定程度上抑制了CO 2气体保护焊效率的发挥;②采用短路过渡方式进行根焊焊接时,根部较易出现内凹、未焊透、内咬边等缺陷;③由于CO 2气体保护焊弧根很小,因此焊接过程中金属飞溅是CO 2气体保护焊中较为突出的问题。
STT根焊技术在西气东输二线管道工程中的应用

STT根焊技术在西气东输二线管道工程中的应用【摘要】本文讲述了STT焊接工艺在根焊焊接中的参数确定、操作要点、常见缺陷分析及质量控制措施。
并通过STT焊接技术在西二线31标段的实际应用,证明该工艺具有焊接速度快、焊缝成型质量好、易于控制、飞溅少等优点。
【关键词】STT根焊工艺参数质量控制一、工程概况西气东输二线工程是国家“十一五”规划的重点项目,也是我国目前正在建设的最大一条输气管线工程。
该工程干线采用X80级管线钢,X80是一种低碳、微合金高强钢,具有高强度和良好的抗延展性断裂能力。
X80管线钢的焊接是管道工程建设中的重要环节,而其中根焊道的焊接质量及焊接速度又将直接关系到整个管道的焊接质量和工程进度。
胜利石油化工建设有限责任公司承接的本工程第31标段线路全长80.9874公里,设计压力10MPa,管径为Φ1219mm,壁厚分别为18.4mm、22mm、27.5mm。
沿线共设置线路阀室4座,穿越大中型河流4处,穿越国道2次,穿越省道6次。
施工地点位于广东省翁源县和英德市,该地区气候湿润、雨水较多,沟壑纵横、地形复杂,非常不利于管道组对焊接,因此为保证如期并且高质量完成工程建设,在西气东输二线工程根焊中采用了优质高效的STT半自动焊接技术。
二、STT焊接工艺分析(一)STT焊接原理STT气体保护半自动焊是一种以表面张力为熔滴主要过渡力的熔化极气体保护焊,它采用独特的波形控制技术,可以根据熔滴的不同过渡过程,自动调节焊接电流和电弧电压波形,能保证在整个熔滴过渡周期里精确控制流过焊丝的电流,从而精确控制焊接热输入。
该焊接技术解决了CO2 气体保护焊飞溅大的技术难题,同时确保了焊接电弧的稳定,保证焊缝成形美观。
STT气体保护焊电流、电压及熔滴过渡过程示意图如图1所示。
图1 熔滴过渡过程及对应的电流、电压波形整个过渡过程可分为六个阶段:t1阶段是短路前燃弧期,输出基值电流,其作用是提供电弧燃烧和熔滴长大的能量;t2阶段是短路前期,当焊接回路刚刚短接时,将输出电流迅速减小;t3是缩颈阶段,焊接电源向短接的熔滴施加一个大电流,促使缩颈过程加快;t4阶段是缩颈后期,在熔滴和焊丝将要分离时,输出电流瞬间减少,使液态小桥被表面张力、重力,电磁力联合拉断,避免了因输入过大热量使液态小桥爆断而引起的飞溅,同时可以控制燃弧能量,改善焊缝成型;t5阶段是电弧重新引燃阶段,熔滴与焊丝分离后,焊接电源立即输出大电流,保证电弧的重新引燃;t6逐渐恢复为短路前燃弧期,电流逐渐减小,最终回到基值电流,开始下一次熔滴过渡。
STT焊接技术的研究

STT焊接技术的研究作者:赵林张宗军马云军汤海东来源:《中国科技博览》2013年第32期摘要:随着我国长输管道工程的发展,长输管道管径越来越大和管道钢管强度也不断增加,针对大口径和高强钢的焊接研制了STT根焊技术在输管道中应用较为广泛,本文详尽介绍了林肯STT设备参数及调节、长输管道工程STT根焊焊接工艺及操作技术要点。
关键词:林肯STT、根焊、操作技术、参数调节、焊接缺陷中图分类号:TG333.2 文献标识码:A 文章编号:1009-914X(2013)32-027-011林肯STT管道向下半自动根焊设备1.1林肯STT管道向下半自动根焊是一种新工艺。
STT是“SurfaceTensionTransfer”的英文缩写,即表面张力过度的意思,整套设备包括林肯逆变STTⅡ型电源和LN-742四轮送丝机。
1.2STT焊机主要工艺参数及作用:①送丝速度:控制熔敷效率。
②基值电流:控制焊缝形状,提供焊缝总体热输入量的控制。
③峰值电流:控制电弧长度与“电弧压缩”控制相似。
④热起弧:设置热起弧控制可以提高起弧的成功率。
⑤尾拖:提供附加电弧热量而不致熔滴变得太大。
1.3STT参数调节①将尾拖设置为0,丝速设置为254cm(100in)/min,基值电流设置为20A-40A,热起弧根据接头需要设置,一般为7-8(面板刻度),增加200A-500A电流的时间约为3s。
②在待焊的坡口内焊接。
调节峰值电流,当满足最小的飞溅和熔池搅动作用时可确定峰值电流的大小。
③峰值电流确定后,反复调节基值电流、送丝速度至焊缝成形合适即可。
④当坡口两侧熔合不良时,增大尾拖值,提高电弧在熔池上的覆盖面积。
2直径1016mmx14.7mm管对接根焊工艺2.1坡口形式见图1。
图1坡口形式2.2林肯STT根焊工艺参数根焊工艺:根焊设备采用林肯逆变STTⅡ型电源配LN-10送丝机;采用国产锦泰焊丝JM-58;直径1.2mm;极性反接;气流量18-22L/min;焊丝伸出长10-12mm;热起弧设置为7-8;尾拖设置为6-7;预热温度为80℃;STT向下焊接工艺参数见表1。
stt原理焊接的应用

STT原理焊接的应用1. 概述STT(Short Circuit Transfer)原理焊接是一种常见的电弧焊接过程,它利用短路现象在工件和焊丝之间形成电弧,并在电流的周期性变化下进行焊接。
这种焊接方法具有高效、高质量和高稳定性的特点,因此被广泛应用于各个领域。
2. STT原理焊接的优点•高效:STT焊接可以快速形成电弧并进行焊接,提高了生产效率。
•高质量:STT焊接过程中,电弧对工件和焊丝的热影响较小,有利于焊缝的质量保证。
•高稳定性:STT焊接运行稳定,稳定的电弧有助于焊缝的均匀性。
3. STT原理焊接的应用领域3.1 汽车制造•车身焊接:STT原理焊接可以应用于汽车车身的焊接,提高生产效率和焊缝质量。
•发动机组件焊接:STT原理焊接能够满足发动机组件的高强度和高密度的要求。
3.2 船舶制造•船舶结构焊接:STT原理焊接适用于海洋工程的焊接场景,具有高质量和高稳定性的特点。
•船用管道焊接:STT原理焊接可用于船用管道的焊接,提高了焊缝的质量和可靠性。
3.3 飞机制造•飞机零件焊接:STT原理焊接能够满足飞机零件的高强度和高质量要求。
•飞机结构焊接:STT原理焊接在飞机结构的连接中具有广泛应用。
3.4 钢结构制造•桥梁焊接:STT原理焊接可以用于桥梁结构的连接,具有高度的稳定性和可靠性。
•大型钢构件焊接:STT原理焊接在大型钢构件的连接中被广泛应用,提高了生产效率和焊接质量。
4. STT原理焊接的发展趋势随着科技的不断进步,STT原理焊接技术也在不断发展。
未来,STT原理焊接有望在以下方面实现进一步的创新和应用: - 智能化:利用人工智能和机器学习技术,实现焊接参数的智能化调整和优化。
- 自动化:实现焊接过程的自动化控制和监测,提高焊接效率和一致性。
- 新材料应用:适应新材料的发展和应用,满足不同材料的焊接需求。
5. 总结STT原理焊接作为一种高效、高质量和高稳定性的焊接方法,广泛应用于汽车制造、船舶制造、飞机制造和钢结构制造等领域。
STTRMD根焊焊接技术的比较

STT与RMD根焊焊接技术朱洪亮(四川石油天然气建设工程有限责任公司,四川成都 610213)摘要:为更好的区分STT根焊与RMD根焊各自的优点及适用范围,从采用的设备、工作原理、参数调节方式、焊缝成型、质量和现场应用情况等方面对两种根焊方法进行了对比分析,可以看出STT与RMD的送丝机构不同,一个是开放式,一个是密封式,STT在厚壁材料上易出现冷溶缺陷,但能很好的控制薄壁材料的变形,因此,STT更适合于在固定地点,薄板和需控制焊接变形的结构上应用;RMD更适合于管道野外施工。
关键词:STT;RMD;根焊The root pass welding technology Of STT and RMDZhu hongliang(Sichuan Oil and Gas Field Construction Co.,Ltd.,Chengdu 610213,China)Abstract:The STT process and the RMD process are two processes of root welding。
This paper discuss the advantage and applications in the field or in the plant of the two processes by analysed the different of equipment、principle of welding work、way of parameter adjustment、quality and operation in the field。
The wirefeed of the STT process is open style and the wirefeed of the RMD process is the sealed type。
The STT process can easy to control the distortion of the thin wall material but will produce the no-penetration in thick wall material。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
design,the influence of wire feed rate,base value current,peak value current on the appearance of weld and the setting range of welding parameter.Some operative technique to ensure the welding quality is particular introduced in the paper.Besides,the article summarizes some usual problems such as excessive spatter,porosity,poor fusion and measures to solve them.
测。
6 结论
(1)贝氏体合金钢轨与 PD3 钢轨闪光焊接接头 各项性能均达到了《时速 200 公里客运专线 60AT 钢轨焊接暂行技术条件》的要求。
(2)贝氏体合金钢轨与 PD3 钢轨闪光焊接工艺 能满足提速或准高速贝氏体钢焊接辙叉制造技术 标准的要求。
2 STT 焊接工艺参数和对焊道成形
的控制
2.1 坡口型式
焊接接头坡口型式如图 2 所示。
2.2 焊接工艺参数
焊接工艺参数如表 1 所示。
表 1 焊接工艺参数
参数
作用及对焊缝成形的影响
峰值电流 I峰/A
基值电流 I基/A
送丝速度 v/IPM 提前送气时间 t/s 滞后关气时间 t/s 电弧回烧时间 t/s 热起弧时间 t/s
(1)金相组织。在 AB 钢焊接接头中,钢轨母材和 焊接热影响区为珠光体和少量的铁素体,焊缝为珠 光体+贝氏体+铁素体,贝钢母材组织为贝氏体和少 量残余奥氏体。在焊缝和热影响区均无马氏体。
(2)静弯试验。取三个 AB 钢焊接接头进行静弯 试验,其结果如表 6 所示。
(3)落锤试验。试件数量 3 个,均达到 2 锤不断 (中铁宝桥股份公司达到了 4 锤不断)。
电流、峰值电流等对焊道成形的影响以及焊接工艺参数的设置。针对 STT 焊接操作技术,详细介绍了 STT
根焊在不同焊接位置时的后拖角、焊接干伸长的控制、熔合性能的保证、焊接熔池的控制以及焊接运
弧、错口技术的处理技巧等,并总结了焊接飞溅过大、焊接密集气孔、焊道熔合不良等常见焊接问题及
其解决措施。
关键词:STT;焊接原理;根焊;焊接工艺参数;焊接操作技术;焊接缺陷
(4)硬度试验。AB 钢焊接接头的轨头硬度(见图
表 6 AB 钢静弯试验结果
受力状态 合格标准 试件 破断载荷 挠度 /kN 编号 f/kN l/mm
1
1 956 24
轨头受压 ≥1 470 2
2 001 25
3
2 118 21
断口 情况 无缺陷 无缺陷 无缺陷
3)低于中铁宝桥股份公司的贝钢。 (5)其他。AB 钢焊接接头也通过了疲劳试验的检
石油管道的焊接工艺评定及焊接工艺管理工作。
Electric Welding Machine ·93·
生产与应用
第 40 卷
小,有利于熔滴与熔池的汇合,使熔滴金属迅速流 入熔池。然后,为加速短路液断的形成,加大短路电 流,由于电磁收缩力的作用,在焊丝一侧形成液体缩 颈—— —小桥;当小桥即将爆断时,再次减小电流,此 时液体小桥受表面张力的作用而被拉断,由于电流小, 避免了小桥爆断,也减少了飞溅,或基本无飞溅。
Key words:STT;welding principle;root welding;welding parameter;welding operative technique;welding defect
1 STT 焊接原理
STT 技术是一种新型焊接方法,具有焊接速度 快、焊缝成形好、焊接缺陷易控制、飞溅少、容易操 作等特点。STT(Surface Tension Tremsfer)即表面张力 过渡,是一种焊接熔敷金属过渡机理。STT 通过检测 电弧电压,根据熔滴不同的过渡过程,适时调节焊接 电流大小,从而达到电弧所需的热量。解决了 CO2 气 保焊短路过渡飞溅大的技术难题,同时确保了焊接 电弧稳定,焊缝成形良好。典型的 STT 电流、电压波 形及熔滴过渡示意如图 1 所示。
观、断口和金相组织没有焊接宏观缺陷,微观组织
比较均匀。因此,本试验优化选择的闪光焊接工艺参
数和正火处理参数是合适的。
5 与国内其他合金钢辙叉材料的比较
目前我国已应用的拼装式合金钢辙叉也是一 种以贝氏体为主的合金钢材料(以下简称 AB),在此 对材料组织和焊接性能进行了试验,与中铁宝桥股 份有限公司的贝钢材料进行了比较。
第 40 卷 第 1 期 2010 年 1 月
Electric Welding Machine
Vol.40 No.1 Jan.2010
STT 根焊技术在管道焊接中的应用
杨燕
( 四川石油天然气建设工程有限责任公司,四川 成都 610213)
摘要:分析了 STT 根焊技术的特点、原理,阐述了 STT 焊接坡口形式,焊接工艺参数中送丝速度、基值
设置范围
380~450
65~85
120~160 2 1
0.15~0.25 4~5 3~5 6~10
20~25
3 操作要点
(1)STT 根焊常在时钟位置 12 点~1 点采用 45°后 拖角;在 1 点以后随着焊接摆幅的减小,逐渐减小焊 接后拖角,当停止摆动时,要求采用 10°焊接后拖角, 保持焊接电弧位于焊接熔池前方 1/3 处,以获得良好 的焊道与母材间的熔合性能。焊枪角度如图 3 所示。
整个过程可分为 6 个阶段。当电弧在燃弧时形 成一个熔滴后,焊接电流突然降低,形成负脉冲(相 对基值电流而言),减小了电弧对熔滴的排斥作用, 从而诱导熔滴与熔池接触短路,由于电磁收缩力减
收 稿 日 期 :2008-11-22;修 回 日 期 :2009-09-06 作者简介:杨 燕(1970—),女,四川富顺人,学士,主要从事
图 5 STT 后拖角与根焊道成形
(5)焊接运弧。STT 根焊要求作半月形运弧,并 要求在焊缝坡口一侧起弧,作半月形横向摆动时在 焊接电弧坡口两侧不作任何停留,直接作焊接横向 摆动有助于增加焊接熔深;停弧时要求在焊缝坡口 壁上停弧,而不是焊缝坡口中间。STT 半自动根焊 起弧、运弧、收弧如图 6 所示。
(3)对焊接熔池的控制要求。STT 对焊接熔池的 控制与其他焊接方法有很大的不同,手工纤维素焊
·94· Electric Welding Machine
条打底焊靠的是焊接电弧的吹力,而 STT 半自动根 焊依靠的是焊接电弧的熔透能力,即依靠焊接电弧 的热量熔透能力获得良好的熔合性能。因此,焊接时 要求控制焊接电弧位于焊接熔池焊接方向前方,
生产与应用
杨 燕:STT 根焊技术在管道焊接中的应用
第1期
且焊接电弧应跟着熔池走,而不是推着熔池走。 (4)熔合性能的保证。为保证良好的焊接熔合性
能,要求根据焊缝坡口状况调整焊接后拖角,在 12 点~2 点,正常的焊接后拖角为 45°,如果间隙过大, 则适当增大焊接后拖角;如间隙过小,则减小焊接 后拖角,在 2 点~6 点,常采用 10°~20°后拖角,以保 证根焊获得良好的熔合性能。如果在此位置焊接后拖 角过大,则造成根焊道背面未焊透或熔合不良,机械 试验背弯开裂,要求采用的后拖角所形成的焊接熔 池在坡口背面两侧的母材上各有一个半月形的熔 池,才能获得熔合良好的 STT 根焊道。STT 后拖角与 根焊道成形如图 5 所示。
≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥≥
Page 71
劳性能指标不仅达到了时速 200 km
Hale Waihona Puke 60AT 钢轨焊接技术条件的要求,且其强塑韧性均有
较大的储备。
(2)焊接工艺参数对焊头质量的影响。
众所周知,在闪光焊中,焊缝的质量对工艺参
数十分敏感。在所有的闪光焊工艺参数中,预热、等
中图分类号:TG457.6
文献标识码:B
文章编号:10 01-2303(2010)01-0093-04
Research and application of STT root Welding process in the pipe welding
YANG Yan (Sichuan Oil and Gas Field Construction Co.,Ltd.,Chengdu 610213,China)
焊道出现熔合 不良
①检查焊接工艺参数设置是否满足焊接 工艺规范,检查峰值电流、基值电流和送 丝速度的设置是否满足焊接工艺规程 ②检查焊丝类型、规格开关是否设置正确
焊接熔池显得 过于暴躁
①焊丝类型开关设置错误 ②焊接峰值电流设置过高
接头未熔合
将接头打磨成平缓过渡
Electric Welding Machine ·95·
(6)错口技术的处理技巧。在管道施工中,错口无 法避免且为标准所容许的,STT 根焊时,采用如图 7 所示方法可有效避免根焊未熔合。
4 典型焊接缺陷的克服
STT 根焊时的典型焊接缺陷及解决措施如表 2 所示。
表 2 根焊时的典型焊接缺陷及解决措施
常见焊接问题
解决措施
焊接飞溅大,电 弧声音像 标准 的 MIG 焊
条根焊。综合比较后可知,STT 焊所需成本是 TIG 焊 的 1/3,与 SMAW 相比节约 65%~80%。
6 结论