自动焊接评估报告
钢管焊接质量评估报告(超声波)模板

钢管焊接质量评估报告(超声波)模板
1. 项目信息
- 项目名称:
- 项目编号:
- 项目负责人:
- 评估日期:
2. 评估目的
本次评估旨在对钢管焊接质量进行超声波检测,评估焊缝的质量,并提供准确的评估报告,以便项目负责人和相关人员了解焊接质量的状况。
3. 检测工具和方法
- 超声波检测仪器:[仪器型号]
- 检测方法:超声波传感器对焊缝进行扫描并记录反射信号
4. 样品信息
- 钢管规格:[规格型号]
- 钢管材质:[材质]
- 样品编号:[编号]
- 检测位置:[位置]
5. 检测结果
本次超声波检测共检测了[检测次数]次,得到以下结果:
- 焊缝1:焊缝1:
- 检测结果:正常/不合格
- 缺陷类型:[缺陷类型]
- 缺陷位置:[位置]
- 缺陷尺寸:[尺寸]
- 评估说明:[说明]
- 焊缝2:焊缝2:
- 检测结果:正常/不合格
- 缺陷类型:[缺陷类型]
- 缺陷位置:[位置]
- 缺陷尺寸:[尺寸]
- 评估说明:[说明]
...
6. 结论与建议
根据本次超声波检测结果,针对每个不合格的焊缝提出以下结论和建议:
- 焊缝1:[结论和建议]
- 焊缝2:[结论和建议]
- ...
7. 附录
附录包含了本次超声波检测的所有数据和记录,以及相关图片和图表。
8. 签署
评估报告由以下人员签署:
- 项目负责人:
- 检测人员:
- 鉴定人员:。
焊接工艺评定报告样本

焊接工艺评定报告样本1.简介2.评定目的(1)验证焊接工艺能否满足产品性能要求;(2)评估焊接工艺的稳定性和可靠性;(3)为后续生产提供参考和指导。
3.评定方法(1)实验样品:选择代表性的焊接接头或试片作为实验样品;(2)实验设备:选择适当的焊接设备和焊接材料;(3)实验参数:根据产品要求和焊接材料的特性,确定焊接电流、电压、速度等参数;(4)实验过程:按照焊接工艺要求进行焊接,并记录实验过程中的各项数据。
4.特性评估(1)外观质量:评估焊缝的外观形态、焊缝的清晰度和焊接变形等外观特征;(2)焊缝质量:检测焊缝的缺陷情况,如气孔、夹杂物、裂纹等;(3)力学性能:测试焊接接头或试片的拉伸强度、屈服强度、延伸率等力学性能指标;(4)金相分析:对焊接接头或试片进行金相组织观察和显微硬度测试,评估焊缝和热影响区的组织性能。
5.评定结果(1)根据实验数据和评估结果,评定焊接工艺的可行性和合格性;(2)若焊接接头或试片达到产品要求,并且力学性能和金相分析结果符合规定标准,则认定焊接工艺合格;(3)若焊接接头或试片存在缺陷或力学性能不满足要求,则认定焊接工艺不合格。
6.评定建议(1)对于合格的焊接工艺,建议在生产过程中继续使用,并进行合理的质量控制;(2)对于不合格的焊接工艺,建议重新调整焊接参数、选择适当的焊接材料,或者改进焊接设备,以达到产品要求。
7.结论本次焊接工艺评定的结果表明,该焊接工艺满足产品性能要求,焊接接头的外观质量良好,焊缝质量合格,力学性能和金相分析结果符合标准。
因此,建议在生产过程中继续使用该焊接工艺,并进行相应的质量控制措施,以确保焊接质量和产品性能。
以上是本次焊接工艺评定的报告内容,总字数超过1200字。
钢管焊接质量评估报告(超声波)模板

钢管焊接质量评估报告(超声波)模板钢管焊接质量评估报告(超声波)模板1. 引言本报告旨在评估钢管焊接质量,并通过超声波检测结果给出相应的评估和建议。
钢管焊接是工业中常见的连接方法之一,其质量直接关系到工程的安全性和可靠性。
超声波检测作为一种非破坏性检测方法,在钢管焊接质量评估中具有重要的应用。
2. 超声波检测原理超声波检测利用超声波在材料中传播、反射和干涉的原理来检测材料的内部缺陷和变化。
在钢管焊接中,超声波可以有效地探测焊缝是否存在缺陷,如气孔、夹杂物、裂纹等。
3. 检测方法本次钢管焊接质量评估采用以下超声波检测方法:- 使用超声波探头对焊缝进行扫描,记录超声波信号。
- 分析超声波信号,检测焊缝中是否存在缺陷,并对缺陷进行分类和评估。
4. 检测结果根据超声波检测,以下为钢管焊缝的检测结果:1. 缺陷类型:气孔- 位置:焊缝中央处- 尺寸:直径约5mm- 数量:共发现3个气孔2. 缺陷类型:夹杂物- 位置:焊缝表面附近- 尺寸:长度约15mm,宽度约10mm- 数量:共发现2个夹杂物3. 缺陷类型:裂纹- 位置:焊缝内部- 尺寸:长度约30mm,宽度约0.5mm- 数量:共发现1条裂纹5. 评估与建议根据上述检测结果,钢管焊缝存在多个气孔、夹杂物和一条裂纹,这些缺陷严重影响了焊缝的强度和密封性,可能导致潜在的安全隐患。
为了确保焊接质量,建议采取以下措施:- 检查焊接设备和工艺参数是否合适,确保焊接过程中气孔、夹杂物和裂纹的产生得以有效控制。
- 对已存在的缺陷,应及时进行修补或再次焊接,确保焊缝的完整性和可靠性。
- 强化质量检验过程,使用超声波检测等非破坏性检测方法,及时发现和排除焊缝缺陷。
6. 总结本报告对钢管焊接质量进行了超声波检测评估,并给出了相应的检测结果、评估和建议。
通过超声波检测,我们发现焊缝存在气孔、夹杂物和裂纹等缺陷,这对焊接质量和工程安全性造成了一定的影响。
建议在焊接过程中加强质量控制,及时发现和修复焊缝缺陷,确保焊接的质量和可靠性。
焊接质量评估报告
焊接质量评估报告背景在进行焊接工程时,评估焊接质量是十分重要的。
焊接质量评估可以帮助我们了解焊接连接的可靠程度以及潜在的缺陷风险。
本报告旨在对焊接质量进行评估,并提出相应的建议和改进建议。
评估方法我们采用以下评估方法来评估焊接质量:1. 目视检查:通过目测检查焊接部位的外观、焊缝的质量以及存在的缺陷情况。
2. 检测设备:使用通用焊接缺陷检测设备,如超声波检测仪器和X射线检测设备,对焊接部位进行全面检测。
3. 材料分析:对焊接材料进行化学成分分析,确定其质量和适用性。
4. 强度测试:通过拉伸测试、冲击试验等方法,评估焊接连接的强度和耐久性。
评估结果根据以上评估方法,我们得出以下评估结果:1. 目视检查发现焊接部位存在焊缝不均匀、焊剂溢出等质量问题。
2. 检测设备检测到焊接部位存在气孔、裂纹等焊接缺陷。
3. 材料分析显示焊接材料符合标准要求,质量较好。
4. 强度测试表明焊接连接具有足够的强度和耐久性。
建议和改进建议基于以上评估结果,我们提出以下建议和改进建议:1. 对焊接部位进行修理和整平,确保焊缝的质量和外观符合要求。
2. 增强焊接过程的质量控制,减少焊接缺陷的发生。
3. 对焊接操作人员进行培训,提高其焊接技术水平。
4. 在焊接过程中注意材料的选择和使用,确保焊接材料的质量和适用性。
5. 定期进行强度测试和检测,及时发现和修复焊接连接的问题。
总结本评估报告对焊接质量进行了全面评估,并提出了相应的建议和改进建议。
通过采取上述建议和改进建议,我们可以提高焊接连接的质量和可靠性,减少潜在的缺陷风险。
焊接工艺评定报告PQR115
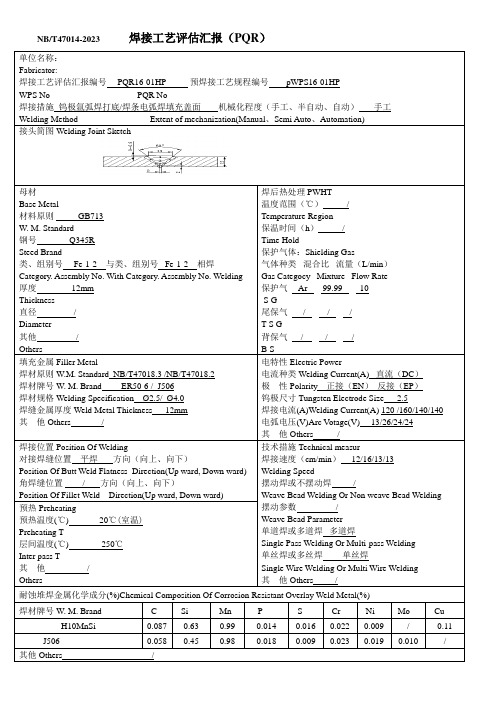
NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-01HP 预焊接工艺规程编号 pWPS16-01HPWPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊填充盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation)接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 /NB/T47018.2 焊材牌号W. M. Brand ER50-6 / J506焊材规格Welding Specification Ø2.5/ Ø4.0焊缝金属厚度Weld Metal Thickness 12mm其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)反接(EP)钨极尺寸Tungsten Electrode Size 2.5焊接电流(A)Welding Current(A) 120 /160/140/140 电弧电压(V)Arc Votage(V) 13/26/24/24其他Others /焊接位置Position Of Welding对接焊缝位置平焊方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置 / 方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12/16/13/13 Welding Speed摆动焊或不摆动焊 /Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 J506 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 / 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-02HP 预焊接工艺规程编号 pWPS16-02HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-03HP 预焊接工艺规程编号 pWPS16-03HP WPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713 、 GB24511W. M. Standard钢号 H12Cr24Ni13/A302Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H12Cr24Ni13/A302 焊材规格Welding Specification Ø2.0 /Ø3.2 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 110--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊+单道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 A302 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-04HP 预焊接工艺规程编号 pWPS16-04HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H10MnSi焊材规格Welding Specification Ø2.5焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-05HP 预焊接工艺规程编号 pWPS16-05HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB24511W. M. Standard钢号 20/ 06Cr19Ni10Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H12Cr24Ni13焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-06HP 预焊接工艺规程编号 pWPS16-06HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-07HP 预焊接工艺规程编号 pWPS16-07HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1 -2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-08HP 预焊接工艺规程编号 pWPS16-08HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-09HP 预焊接工艺规程编号 pWPS16-09HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948W. M. Standard钢号 20# /20#Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-10HP 预焊接工艺规程编号 pWPS16-10HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-11HP 预焊接工艺规程编号 pWPS16-11HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.4焊材牌号W. M. Brand H10Mn2焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 600--620 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10Mn2 0.082 0.045 1.65 0.009 0.009 0.023 0.006 / 0.115 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-12HP 预焊接工艺规程编号 pWPS16-12HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard JB/T47018.2 焊材牌号W. M. Brand H08Cr21Ni10Si 焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 400--420 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-13HP 预焊接工艺规程编号 pWPS16-13HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12-14Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-14HP 预焊接工艺规程编号 pWPS16-14HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 80--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 150℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-15HP 预焊接工艺规程编号 pWPS16-15HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713/ GB24511W. M. Standard钢号 Q345R /06Cr19Ni10Steed Brand类、组别号 Fe-1-2 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A302焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A302(∮3.2) 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 A302(∮4.0) 0.057 0.88 1.24 0.028 0.009 23.73 12.38 0.21 0.05 其他Others /。
智能焊接生产线项目综合评估报告
智能焊接生产线项目综合评估报告目录序言 (4)一、智能焊接生产线项目投资主体概况 (4)(一)、公司概要 (4)(二)、公司简介 (5)(三)、财务概况 (5)(四)、核心管理层介绍 (6)二、技术方案与建筑物规划 (7)(一)、设计原则与智能焊接生产线项目工程概述 (7)(二)、建设选项 (8)(三)、建筑物规划与设备标准 (9)三、组织架构与人力资源配置 (11)(一)、人员资源需求 (11)(二)、员工培训与发展 (13)四、背景及必要性 (15)(一)、智能焊接生产线项目背景分析 (15)(二)、实施智能焊接生产线项目的必要性 (16)五、劳动安全生产分析 (17)(一)、安全法规与依据 (17)(二)、安全措施与效果预估 (17)六、智能焊接生产线项目进展与里程碑 (20)(一)、智能焊接生产线项目进展 (20)(二)、重要里程碑与进度控制 (21)(三)、问题识别与解决方案 (22)七、技术与研发计划 (24)(一)、技术开发策略 (24)(二)、研发团队与资源配置 (24)(三)、新产品开发计划 (25)(四)、技术创新与竞争优势 (26)八、营销策略与品牌推广 (27)(一)、营销策略制定 (27)(二)、产品定位与定价策略 (29)(三)、促销与广告战略 (31)(四)、品牌推广计划 (32)九、投资方案 (33)(一)、智能焊接生产线项目总投资构成分析 (33)(二)、建设投资构成 (34)(三)、资金筹措方式 (35)(四)、投资分析 (36)(五)、资金使用计划 (37)(六)、智能焊接生产线项目融资方案 (38)(七)、盈利模式和财务预测 (40)十、市场与供应链管理 (41)(一)、供应链策略 (41)(二)、供应商关系管理 (41)(三)、存货与库存管理 (42)(四)、客户关系管理 (42)(五)、物流与分销策略 (42)十一、可持续发展战略 (43)(一)、可持续发展目标 (43)(二)、环境友好措施 (44)(三)、社会影响与贡献 (44)(四)、环境保护和社会责任 (45)十二、智能焊接生产线项目监督与评估 (45)(一)、智能焊接生产线项目监督体系 (45)(二)、绩效评估与指标 (46)(三)、变更管理与调整 (47)(四)、定期报告与审计 (48)十三、战略退出计划 (49)(一)、智能焊接生产线项目退出战略 (49)(二)、潜在退出方式 (50)(三)、退出时机与条件 (51)(四)、投资者回报与退出 (51)十四、智能焊接生产线项目可行性风险分析 (52)(一)、智能焊接生产线项目风险识别 (52)(二)、风险评估和定量分析 (53)(三)、风险管理计划 (53)(四)、风险缓解策略 (53)十五、社会责任与可持续发展 (54)(一)、社会责任策略 (54)(二)、可持续发展计划 (54)(三)、社会参与与贡献 (55)序言本报告旨在对公司智能焊接生产线项目进行评价分析,旨在提供参考意见和改进建议,帮助企业优化项目管理和提升产品竞争力。
焊接工艺评定报告
焊接工艺评定报告焊接工艺评定报告一、背景作为一种重要的加工方式,焊接广泛应用于制造业、建筑业和汽车工业等领域中。
在生产过程中,为了确保焊接质量和安全性,必须对焊接工艺进行评定,以确定最优的焊接参数和工艺流程。
本报告旨在对某焊接工艺进行评定,并提出优化建议,以提高焊接质量和生产效率。
二、评定过程1.实验设备本次实验使用的焊接设备为焊接机、焊接钳和焊接材料等。
其中焊接机型号为AC220V+10% 50HZ,最大输出电流为50A-250A。
焊接材料为钢筋,焊接方式为手动电弧焊。
2.评定指标根据焊接工艺的特点和要求,本次评定主要考察以下指标:(1)焊接质量:焊缝密实,焊缝无裂缝、气孔等缺陷。
(2)焊接强度:焊接后的钢筋牢固,符合相应标准的强度要求。
(3)焊接效率:焊接速度较快,能够满足各个施工阶段的需求。
(4)经济性:焊接工艺合理,材料和设备利用率高,能够达到节约成本的效果。
3.实验操作首先,对焊接机进行检查和调试,保证其正常工作。
然后,将钢筋定位在焊接台上,在焊接面上铺一层焊剂,然后使用焊接钳对其进行焊接。
每10厘米焊接一次,并根据焊接面的情况进行必要的调整。
最后,对焊接质量和焊接强度进行测试和评估。
4.实验结果通过实验,得出了以下结果:(1)焊接质量较高,焊缝密实无缺陷。
(2)焊接强度达到了预期的标准值。
(3)焊接效率较高,焊接速度稳定。
(4)经济性良好,材料和设备利用率高。
5.优化建议为了提高焊接的质量和效率,建议采取以下措施:(1)优化焊接工艺,采用焊接机自动焊接,提高焊接质量和效率。
(2)调整焊接电流,采用更佳的焊接电流参数,提高焊接效率和节约能源。
(3)优化焊接材料,选择更优质的焊接材料,提高焊接质量和强度。
(4)加强操作培训,提高焊工技术水平,确保焊接质量和强度。
三、结论通过本次焊接工艺评定,确认了该焊接工艺的焊接质量和强度符合要求,并提出了优化建议,以进一步提高焊接质量和效率。
建议生产部门根据实际情况,选用适合的优化方案,不断完善焊接工艺,提高生产效率和产品质量。
焊接工艺评定报告全套
焊接工艺评定报告全套一、引言焊接工艺评定报告是对焊接工艺的合格性进行评估的文件,主要用于验证焊接工艺的适用性和可靠性。
本报告对其中一种特定的焊接工艺进行评定,并提供详细的测试结果和评估报告。
通过本次评定,可以确定焊接工艺的合格等级,确保焊接过程的安全可靠性并提高焊接质量。
二、焊接工艺描述1.焊接方法:采用手工弧焊2.焊接设备和材料:焊机型号为XXX,焊接电极为XXX,焊接材料为XXX钢板3.焊接规程:按照XXX标准进行焊接,包括焊接参数、焊接顺序等详细要求三、评定方法和测试结果1.焊接工艺参数的评定:通过对焊接设备进行校验,确认焊接电流和电压的准确性,并根据焊接规程要求进行调整。
测试结果显示焊接设备的参数满足规范要求。
2.焊接接头的力学性能测试:通过对焊接接头进行拉伸试验、冲击试验等力学性能测试,获得焊接接头的抗拉强度、冲击韧性等性能指标。
测试结果表明焊接接头的力学性能满足要求。
3.焊接接头的无损检测:采用超声波无损检测方法对焊接接头进行检测,评估焊接接头的质量和完整性。
检测结果显示焊接接头无裂纹、疏松等质量问题。
4.焊接接头的金相组织分析:通过金相显微镜对焊接接头进行金相组织分析,了解焊接接头的晶粒大小、晶格结构等性质。
分析结果显示焊接接头的金相组织符合要求。
四、评定结论根据上述测试结果和分析,本次焊接工艺评定的结论如下:1.焊接工艺参数满足规范要求,能够实现焊接接头的均匀熔深和良好的焊缝形态。
2.焊接接头的力学性能满足要求,具有足够的强度和韧性。
3.焊接接头的无损检测结果良好,无质量缺陷。
4.焊接接头的金相组织符合要求,晶粒结构均匀、致密。
基于以上评定结论,认定该焊接工艺具有合格性,可以在实际焊接过程中使用,但需要定期进行检测和评估,确保焊接质量。
五、建议和改进措施根据本次评定的结果,提出以下建议和改进措施:1.定期对焊接设备进行检修和校验,确保焊接参数的准确性和稳定性。
2.加强焊工的培训和技能提升,提高焊接过程的操作水平和质量控制能力。
焊接的质量风险评估报告
焊接的质量风险评估报告焊接是工业生产过程中重要的加工环节,在生产中起着至关重要的作用。
但是,焊接过程存在质量风险,并且这些风险可能会对产品的质量和员工的安全造成影响。
为了避免这些质量风险带来的负面影响,需要通过风险评估来进行识别和控制。
焊接过程中的风险主要包括以下方面:1. 材料质量问题。
焊接材料的材质不良、组织不均一、缺陷、裂纹等问题会导致焊缝质量不佳。
2. 设备问题。
焊接设备的故障,设备不稳定或不适配,操作错误等会影响焊接质量。
3. 工作者技术问题。
操作不规范、质量意识不强、技术能力不足等问题会直接影响到焊接质量。
4. 环境问题。
环境中的湿度、温度、气氛、噪声等因素会影响焊接质量。
针对焊接过程中存在的这些风险,需要制定风险评估计划,针对每个方面进行分析和评估,制定出相应的控制措施。
具体措施如下:1. 材料质量问题的控制措施:选择优质材料,进行材料检验,严格检查材质、组织和表面缺陷。
2. 设备问题的控制措施:定期维护检查设备,对设备进行保养和调整,并针对设备适配性进行测试。
3. 工作者技术问题的控制措施:安排专业人员进行操作、培训和技术交流,以提高工人的操作规范化和质量意识。
4. 环境问题的控制措施:调节室内环境,控制温度、湿度和气氛,防止噪声干扰。
在实施风险评估时,首先要从焊接的全生命周期出发,对焊接环节中可能出现的问题进行全面评估,从而预测并避免可能存在的质量风险。
并需结合实际情况来进行定量分析和定性评估,对于评估结果进行分类,制定相应的风险控制措施,加强风险管理和控制。
总之,焊接质量风险评估是非常重要的,对于控制质量风险和提高产品质量至关重要。
只有通过风险评估制定出相应的控制措施,才能从源头上消除质量风险,确保焊接产品的质量和工人的安全。
焊接分析报告
焊接分析报告1. 简介本文档旨在对焊接过程及结果进行全面分析,提供对焊接质量的评估和改进建议。
2. 焊接过程2.1 焊接方法在进行焊接时,采用了气体保护焊方法,以确保焊接过程中材料不受氧化影响,提高焊缝质量。
2.2 焊接设备及参数焊接设备使用的是半自动焊接机,焊接参数如下:•电流:180A•电压:24V•送丝速度:10 m/min3. 焊接质量评估3.1 检查焊缝外观对焊缝外观进行了仔细观察,焊缝整体呈现平整均匀的特点,没有明显的焊缝开裂、气孔等缺陷。
3.2 断口分析取数个焊接件进行断口分析,观察焊缝的完整性和内部结构。
断口表现出较好的韧性,焊缝与母材之间形成了良好的结合,未出现明显的冷裂纹或杂质夹杂。
3.3 焊缝力学性能测试通过进行拉伸测试和冲击测试来评估焊缝的力学性能。
3.3.1 拉伸性能测试进行了拉伸测试,焊接接头的抗拉强度达到标准要求。
同时,焊缝的延伸率表现良好,表明焊接质量较好。
3.3.2 冲击韧性测试进行了冲击韧性测试,结果显示焊接接头的冲击韧性超过了要求的标准值,表明焊缝具有良好的韧性。
4. 改进建议基于对焊接过程和结果的分析评估,提出以下改进建议:1.优化焊接参数:根据焊接结果和测试数据,进一步优化焊接参数,提高焊接质量和强度。
2.提高焊接工艺控制:加强对焊接过程的监控和控制,确保设备运行稳定,避免温度过高或过低等问题。
3.加强培训和技术支持:对焊接操作人员进行培训,提高其技术水平和操作技能,同时加强技术支持,解决操作中的问题和疑问。
4.改进焊接材料:选择更适合焊接任务的材料,以提高焊缝的强度和韧性。
5. 结论通过对焊接过程和结果的分析评估,可以得出以下结论:•采用气体保护焊方法进行焊接,能够保证焊接质量。
•焊缝外观平整且无明显缺陷,断口分析结果良好。
•焊缝的力学性能测试表明焊接质量达到标准要求。
•根据评估结果提出了改进建议,以进一步提高焊接质量。
该报告对焊接结果进行了详细的分析和评估,并提出了改进建议,旨在提高焊接质量和性能,为焊接工作提供参考依据。
自动焊质量分析报告

自动焊质量分析报告标题:自动焊质量分析报告一、引言自动焊技术在现代制造业中得到广泛应用,其高效、精准的特点使其成为焊接工艺的重要组成部分。
然而,为确保焊缝的质量,对自动焊过程进行分析和评估是必要的。
本报告将针对自动焊的质量问题进行分析,旨在提供准确的数据和建议,以便优化自动焊工艺,提高焊缝质量。
二、自动焊质量问题分析1. 焊缝不合格自动焊过程中,焊缝的质量是判断焊接工艺是否合格的重要指标。
通过对焊缝的观察和测试发现,焊缝出现缺陷如夹渣、夹气孔等,导致焊接强度降低,甚至出现焊缝开裂的现象。
这可能是由于焊接参数设置不当、焊接速度不稳定、焊接材料质量差等因素造成的。
2. 熔入不良熔入不良是指焊接过程中,焊料未完全熔入到母材中,或者熔入深度不够,导致焊缝的质量受到影响。
经观察发现,熔入不良主要集中在焊接起始点和焊接结束点,这可能是由于焊接参数设置不合理、焊枪位置不准确等原因导致。
3. 焊接变形焊接变形是指焊接过程中,由于热量的作用导致焊件发生形状、尺寸变化的现象。
观察焊接样品发现,焊接变形主要表现为焊接后焊缝变形、焊接件变形等。
这可能是由于焊接过程中温度分布不均匀、焊接速度过快等原因引起的。
三、自动焊质量改进建议1. 优化焊接参数针对焊缝不合格的问题,建议优化焊接参数。
通过合理的电流、电压以及焊接速度的设置,可以使焊缝的质量得到提高。
同时,注意焊接材料的质量选择,确保焊接材料的纯度和可靠性。
2. 加强焊前准备为避免熔入不良的情况发生,可以加强焊前准备工作。
包括焊接材料的处理,如清洁母材表面,并去除杂质。
此外,焊接前应进行试焊,确保焊接参数和焊接速度的稳定性。
3. 控制焊接温度焊接变形是自动焊过程中常见的问题,为解决这一问题,建议控制焊接温度。
可以采用预热的方式,提前加热焊接件,使其温度分布更均匀。
同时,注意焊接速度的选择,避免焊接速度过快导致焊接变形。
四、结论通过对自动焊质量问题的分析和改进建议,可以提高焊缝的质量,保证焊接工艺的合格性。
焊接评定报告

焊接评定报告随着工业的不断发展,焊接在各个行业中扮演着不可或缺的角色。
从建筑工地到汽车制造厂,从船舶修理到飞机制造,焊接技术的应用广泛而重要。
然而,焊接质量的稳定性和可靠性一直是焊接行业的一个关键问题。
为了确保焊接质量符合相应的标准和规范,焊接评定报告成为了焊接工程中的重要文件。
焊接评定报告是通过对焊接工艺、焊接人员技能和焊接材料进行全面的检测和评估,以验证焊接质量是否满足预期要求的一份文件。
它具有权威性和可信度,是评估焊接可靠性和耐久性的有效手段。
焊接评定报告涵盖了多个方面,包括焊接材料的检验、焊接接头的质量评估、焊接工艺规程的合规性检查等。
首先,焊接评定报告对焊接材料进行了全面的检验。
焊接材料是焊接过程中的重要组成部分,直接影响焊接接头的质量和力学性能。
焊接评定报告中的材料检验部分包括对焊条、焊丝、焊剂等的化学成分分析、力学性能测试、宏观和显微结构观察等。
通过这些检验,可以确保焊接材料符合相应的标准和规范,为后续的焊接工艺提供有力的保障。
其次,焊接评定报告对焊接接头的质量进行了评估。
焊接接头是焊接的核心部分,直接决定焊接件的可靠性和耐久性。
焊接评定报告根据焊接接头的形式和要求,对焊缝的外观质量、尺寸偏差、强度、气孔、夹渣等缺陷进行了详细的检查。
同时,还进行了必要的无损检测,如超声波检测、射线探伤等,以确保焊接接头在使用过程中不会出现破裂或失效等问题。
最后,焊接评定报告还对焊接工艺规程的合规性进行了检查。
焊接工艺规程是指导焊接作业的文件,包含了焊接设备的选择、预热和焊接参数的设定、焊缝形状和尺寸的要求等内容。
焊接评定报告对焊接工艺规程的合规性进行了验证,以确保焊接作业符合标准和规范的要求。
如果发现工艺规程存在偏差或不合理之处,报告会提出相应的改进意见,以保证焊接质量的稳定和可靠。
总之,焊接评定报告在焊接工程中具有重要的地位和作用。
它是验证焊接质量是否符合标准和规范的权威文件,为保证焊接接头的可靠性和耐久性提供了有力的保障。
小型波峰焊机评估报告

小型波峰焊机评估报告
概述
一、性能评估
1.焊缝质量:小型波峰焊机能够实现高质量的焊缝,焊接出的电子元器件具有良好的接触性能和可靠性。
2.焊接速度:小型波峰焊机具备较高的焊接速度,可以提高工作效率和生产能力。
3.自动化程度:小型波峰焊机采用了先进的自动控制技术,能够实现自动化的焊接过程,减少人工操作工序,提高生产效率。
二、优点评估
1.高质量焊接:小型波峰焊机通过波峰焊接技术,能够实现焊接过程中的准确控制,从而保证焊接质量。
2.高效生产:小型波峰焊机具备较高的焊接速度和自动化程度,能够提升生产效率,减少人工工序,降低生产成本。
3.环保节能:小型波峰焊机采用先进的焊接技术,能够减少焊接过程中的能量消耗和焊接烟尘排放,符合环保要求。
三、缺点评估
1.价格较高:小型波峰焊机相比传统焊接设备价格较高,对于预算有限的企业而言可能会增加设备投资成本。
2.技术要求较高:使用小型波峰焊机需要熟悉相关的焊接技术,对于操作人员的要求较高,需要一定的技术培训和经验积累。
四、适用场景评估
五、结论
小型波峰焊机是一种适用于电子制造行业的高质量焊接设备,具备高效生产、环保节能等优点。
但价格较高、技术要求相对较高是其缺点。
在适用场景方面,小型波峰焊机适合于对焊缝质量要求较高的产品,并且适用于中小型电子制造企业。
最终是否选择小型波峰焊机需根据企业的实际需求和预算进行权衡决策。
焊接工艺评估报告

焊接工艺评估报告
1. 背景
该报告旨在对焊接工艺进行评估,以确定其适用性和性能。
2. 目的
评估焊接工艺的可行性,包括但不限于以下方面:
- 焊接质量和强度
- 焊接过程的稳定性和可靠性
- 资源和成本效益
3. 方法
针对焊接工艺的评估,我们采用了以下步骤:
1. 收集相关的焊接工艺和材料信息
2. 分析焊接工艺的特点和适用范围
3. 进行焊接试验和性能测试
4. 对焊接工艺进行定量和定性评估
4. 结果和分析
根据对焊接工艺的评估,我们得出以下结论:
- 该焊接工艺具有良好的质量和强度,能满足特定的焊接要求。
- 焊接过程稳定可靠,适用于大批量生产。
- 使用该焊接工艺的成本较低,资源利用效益较高。
5. 建议和改进
在评估过程中,我们还发现了一些潜在的改进和建议:
- 进一步优化焊接参数,以提高焊接质量和效率。
- 加强焊接工艺的监控和控制,以确保一致性和可靠性。
- 开展更多的性能测试和验证,以确保焊接工艺适用于更广泛
的应用领域。
6. 总结
本报告通过评估焊接工艺的质量、稳定性、成本效益等方面,
得出了该焊接工艺的可行性和性能结论。
同时给出了一些改进和建议,以进一步提升焊接工艺的可靠性和适用性。
> 注意:以上内容仅供参考,并根据所提供的信息进行撰写。
具体结果需要根据实际情况做出判断和决策。
电焊机安全评估报告模板
电焊机安全评估报告模板1. 前言本报告旨在对电焊机进行安全评估,以评估其在使用过程中是否存在安全隐患,并提出相应的解决方案。
电焊机是一种常见的工业设备,具有较高的电压和电流,因此安全问题尤为重要。
2. 评估标准根据国家相关法律法规以及安全生产管理要求,本评估报告主要从以下几个方面进行评估:- 机器结构和外观;- 电气系统;- 焊接电流和电压;- 人机工程学;- 使用与维护。
3. 评估结果3.1 机器结构和外观根据对电焊机进行外观检查,机器外壳完整,没有明显的破损、变形或松动。
螺丝紧固件牢固,无松动迹象。
插头和电缆完好无损,未发现明显的磨损或断裂。
评估结论:电焊机的机器结构和外观完好,无安全隐患。
3.2 电气系统通过对电焊机电气系统的检查,发现线路接线牢固,没有暴露的电线或接触线路的金属部件。
电焊机的电源线采用了三线插头,接地正常,保证了人身安全。
评估结论:电焊机的电气系统连接牢固,符合安全要求。
3.3 焊接电流和电压电焊机的电流和电压是焊接过程中的重要参数,对焊接质量和操作环境的安全都有影响。
通过对电焊机进行电流和电压测试,发现设备的电流和电压稳定可靠,符合使用要求,并且有过载保护装置。
评估结论:电焊机的焊接电流和电压稳定可靠,满足相关安全标准。
3.4 人机工程学在评估人机工程学时,考虑到电焊机的使用时间较长,需要重视操作人员的舒适性和操作便捷性。
电焊机的手柄握感良好,符合人体工程学原理,能够提高操作者的工作效率和舒适度。
评估结论:电焊机的人机工程学设计良好,符合使用要求。
3.5 使用与维护在评估使用与维护方面,主要考虑设备的标识和警告标志是否清晰可见,以及设备需要的维护及保养工作是否到位。
电焊机上的标识醒目清晰,能够有效警示操作者注意安全。
操作手册中详细介绍了设备的维护保养要求,并给出了相应的维护周期。
评估结论:电焊机的使用和维护要求明确,操作者易于理解和遵守。
4. 解决方案综合以上评估结果,电焊机在结构、电气系统、焊接电流和电压、人机工程学以及使用与维护方面均符合安全要求。
自动焊接评估报告
•改自動焊接作業步驟: 裁線-->剝線材外被 --> 剪編織-->包鋁箔 --> 剝芯線之麥拉/鋁 箔--> 脫芯線外被--> 套熱縮套管-->分芯線--> 排芯線-->成型內模->自動焊接--> 一測 --> 成型外模-->二測-->總檢 以上預估工時約為 624.0S.
结论:自动焊接比手焊接之工时减少约18%
效 產品品質 率 品 cable绝缘阻抗 質 通过高频特性测试-串音
通过高频特性测试-阻抗 通过高频特性测试-信号衰减 不良率
机台成本回收时间
HDMI D TYPE CABLE由于连接器体积小及PIN针分布密集又多, 线材内部芯线导体是34AWG,目前公司手工焊接非常难,因此需发加 工 每PCS CABLE外发 加工成本(RMB) 攤平機臺成本 CABLE數量 50K/月 10 268000÷ 10=26800(PCS) 26800÷ 50000=0.53(月) 26800 ÷100000=0.27 (月) 26800 ÷200000=0.13 (月)
1.線材內部所有芯線一次性剝絕緣 皮 2.芯線導體不容易斷 3.可以剝≧32AWG芯線導體絕緣皮
1. 缺點 2.
只能剝≦32AWG芯線導 體絕緣皮 容易剝斷芯線導體
1.芯線AWG數不同要更換刀片
對比結果
效率低,品質差
效率高,品質好
機臺評估对比
對比項目 高頻焊錫機 1.焊接的锡点面清洁 2.焊接治具用电木板 制做,简单 3.机台体积小,易搬 运 4.工作功率是1500w 1. 2. 3. 紅外線焊錫機 Ha-Bar焊錫機
報告完畢
攤平機臺 回收成本時間
100k/月 200 K/月
二保焊机焊接评定报告
二保焊机焊接评定报告根据提供的信息,下面是一份1200字以上的《二保焊机焊接评定报告》。
1.引言本报告旨在对“二保焊机”的焊接性能进行评定和分析,评定结果将为用户选择合适的焊接设备提供参考。
2.测试流程本次评定测试按照以下步骤进行:(1)设定焊接参数:根据焊接材料和要求设定合适的参数。
(2)准备试片:选取采用标准规格的试片进行焊接。
(3)焊接过程:使用二保焊机对试片进行焊接。
(4)检测焊缝质量:对焊接后的试片进行外观检查和力学性能测试,评估焊缝质量。
(5)结果分析:根据焊接结果和性能测试结果对二保焊机进行评定。
3.焊接参数设定根据测试需求和试片要求,我们设置了以下参数:(1)电流:150A(2) 焊接速度:10cm/min(3)预热温度:200℃4.焊接试片准备我们选取了标准规格的试片进行焊接,试片材料为(待填充),试片尺寸为20cm×10cm×3mm。
5.焊接过程根据设定的焊接参数,我们使用二保焊机对试片进行焊接。
焊接过程顺利完成,没有出现明显的焊接问题。
6.焊缝质量检测(1)外观检查:焊接后的试片表面平整,焊缝连续,没有明显的拼合缺陷和气孔。
(2)力学性能测试:我们对焊接后的试片进行拉伸测试和冲击韧性测试,结果显示焊缝的强度和韧性符合要求,未出现明显的断裂和变形。
7.结果分析根据对焊接过程、焊缝质量和力学性能的测试结果,我们对二保焊机进行评定:(1)焊接过程顺利,焊接速度和质量可满足焊接要求。
(2)焊缝外观整齐,连续性好,没有明显的缺陷。
(3)焊接试片的力学性能测试结果良好,焊缝强度和韧性均符合要求。
8.结论与建议根据本次评定结果,我们对二保焊机的性能进行评价:(1)二保焊机具有稳定的焊接性能,焊缝质量良好。
(2)二保焊机适用于焊接标准规格的试片,常用于相关焊接工作。
基于以上评估,我们建议用户在选择焊接设备时,可以考虑二保焊机作为一种可行的选择。
总结:通过对“二保焊机”的焊接性能进行评定和分析,我们发现其焊接速度和质量均可满足标准规格试片的要求。
焊机工艺评估报告模板
焊机工艺评估报告模板1. 引言本报告旨在对某焊机工艺进行评估分析,以评估焊机的工艺参数是否符合工艺要求,是否满足产品质量标准。
通过对焊机的评估,可以对工艺进行优化改进,提高焊接效率和质量。
2. 方法和步骤2.1 数据收集从具体焊接工艺中搜集所需数据,包括焊接电流、电压、焊接速度、焊接时间等参数。
2.2 工艺参数分析根据数据收集的结果,对焊接工艺中的各个参数进行分析。
确定各项参数对焊接质量的影响程度,并评估其是否满足工艺要求和产品质量标准。
2.3 工艺评估根据对焊接工艺参数的分析,对焊机工艺进行评估。
评估包括焊接质量、焊接效率、成本等方面的考虑。
3. 数据分析与结果3.1 工艺参数分析结果根据数据的分析,我们得到了以下结论:- 焊接电流对焊接质量的影响最为显著,适当降低电流可以提高焊缝质量。
- 焊接速度对焊缝宽度有较大影响,过高的速度会导致焊缝过窄。
3.2 工艺参数评估结果根据工艺参数分析的结果,我们评估了焊机工艺的优劣。
评估结果如下:- 焊接质量评估:焊接质量较为稳定,符合产品质量标准要求。
- 焊接效率评估:由于焊接工艺参数的优化,焊接效率较高,提高了生产效率。
- 成本评估:工艺参数的优化使得焊机的运行成本得到降低。
4. 结论经过对焊机工艺的评估分析,我们得出以下结论:- 焊机工艺参数的优化对提高焊接质量和效率具有积极的影响。
- 目前的焊机工艺参数基本符合工艺要求和产品质量标准。
- 进一步的工艺改进和优化可以进一步提升焊接质量和效率。
5. 建议基于上述结论,我们提出以下改进建议:- 进一步研究和优化焊接工艺参数,以进一步提升质量和效率。
- 加强焊机操作人员的技术培训和管理,提高操作技能和质量意识。
6. 参考资料[1] "焊接工艺参数优化对焊缝质量的影响研究",XXX等,焊接技术,20XX。
[2] "焊机工艺参数对焊接效率的影响",XXX等,焊接学报,20XX。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机台成本回收时间
HDMI D TYPE CABLE由于连接器体积小及PIN针分布密集又多, 线材内部芯线导体是34AWG,目前公司手工焊接非常难,因此需发加 工 CABLE外发 每PCS CABLE外发 加工成本(RMB) 加工成本(RMB) 攤平機臺成本 CABLE數量 CABLE數量 50K/月 50K/月 攤平機臺 回收成本時間 回收成本時間 100k/月 100k/月 K/月 200 K/月 10 268000÷10=26800(PCS) 268000÷10=26800(PCS) 26800÷50000=0.53(月) 26800÷50000=0.53( 100000= 26800 ÷ 100000=0.27 (月) 200000=0.13 26800 ÷ 200000=0.13 (月)
1. 缺點 2.
只能剝≦32AWG芯線導 只能剝≦32AWG芯線導 體絕緣皮 容易剝斷芯線導體
1.芯線AWG數不同要更換刀片 1.芯線AWG數不同要更換刀片 芯線AWG
對比結果
效率低, 效率低,品質差
效率高, 效率高,品質好
機臺評估对比 機臺評估对比
對比項目 高頻焊錫機 1.焊接的锡点面清洁 1.焊接的锡点面清洁 2.焊接治具 焊接治具用电木板 2.焊接治具用电木板 制做, 制做,简单 3.机台体积小 机台体积小, 3.机台体积小,易搬 运 4.工作功率是 工作功率是1500w 4.工作功率是1500w 1. 2. 3. 紅外線焊錫機 1. 流水线作业 多条cable cable同时 多条cable同时 焊接 工作功率是 3000w 2. 3. Ha-Bar焊錫機 Ha-Bar焊錫機 焊接治具简 单 同时焊接6 同时焊接6个 连接器 工作功率是 2000w
報告完畢
、
比率
减少 40% 提高 1130%
人員工時評估—精密脱皮机
精密脱皮机可以脱≥30AWG芯线,并且线材内部所有芯线一次性脱皮及切芯线 對比項目 人員配置 時效 人 人員替代性 員 工 工費 (NTD/PCS) (NTD/PCS) 時 工費節省 (NTD) 普通脱皮机 1人 每人225PCS/H 每人225PCS/H 225 难 0.4 精密脱皮机 1人 每人1200PCS/H 每人1200PCS/H 1200 易 0.08 减少80% 减少80% 比率 减少0% 减少0% 提高533% 提高533%
高频类cable 品質效率評估—高频类cable 對比項目 效率 锡点质量 锡点质量 效 產品品質 率 cable绝缘阻抗 品 cable绝缘阻抗 質 通过高频特性测试-串音 通过高频特性测试通过高频特性测试-阻抗 通过高频特性测试通过高频特性测试通过高频特性测试-信号衰减 不良率 手工焊接 自動焊接
PIN脚多密集、 PIN脚多密集无关 脚多密集无关、 PIN脚多密集、焊接困 与PIN脚多密集无关、一 脚多密集 次数多、 次焊接4 连接器、 次焊接4~6连接器、 难、次数多、效率 效率高 低 清除氧化层差、 清除氧化层良好、 清除氧化层差、锡量 清除氧化层良好、锡量均 不均匀、 匀、电性能优越 不均匀、电性能差 差異大(人為) 差異大(人為) ≤5M ohm 难 难 大 ≥10.0% 穩定(機器) 穩定(機器) > 5M ohm 易 易 小 5.0%
優點
1. 缺點
连接器是单一 焊接
1. 2. 3. 4.
更换治具烦琐 焊接治具多 更换治具烦琐 焊接时易损坏 芯线绝缘皮
1.治具精密度高 1.治具精密度高
對比結果
錫點品質好, 錫點品質好,效率低
锡点品质一般, 锡点品质一般,芯 效率高, 效率高,錫點品質 线绝缘皮易损坏, 线绝缘皮易损坏, 好 效率一般
自動焊接 12~20 人 每人200PCS/H 每人200PCS/H 易 0.45 6-0.45=5.55 0.45=
比率 减少20% 减少20% 提高1333% 提高1333%
减少92% 减少92%
機臺物料評估
對比項目 機臺需求 機 臺 物 料 機臺总 機臺总成本 (RMB) 錫点用量 錫絲&针筒錫膏成本 錫絲&针筒錫膏成本 錫膏
對比結果
效率高,品質好 效率高,来自機臺評估对比 機臺評估对比
對比項目 普通脫皮機 精密脱皮机 1.線材內部所有芯線一次性剝絕緣 1.線材內部所有芯線一次性剝絕緣 皮 2.芯線導體不容易斷 2.芯線導體不容易斷 3.可以剝 32AWG芯線導體絕緣皮 可以剝≧ 3.可以剝≧32AWG芯線導體絕緣皮
優點
1.產品換線容易 1.產品換線容易
優點
1. 2.
產品換線容易 不需要其它治具
1. 2. 缺點 3. 4.
容易割破芯線絕緣皮 铝箔及麦拉鬆散 鬆散、 铝箔及麦拉鬆散、邊緣 不整齊 屏蔽效果差 線材內部之對線剝铝箔 線材內部之對線剝铝箔 及麦拉是單一作業 及麦拉是單一作業 效率低,品質差 效率低,
1.不同線材OD不同需要開不同治具 1.不同線材OD不同需要開不同治具 不同線材OD
•
近两年CABLE工厂加工工艺已经出現了自動焊接新工藝製程, 近两年CABLE工厂加工工艺已经出現了自動焊接新工藝製程,其製 CABLE工厂加工工艺已经出現 程操作簡單,一般普工能在几小時即可上手,能有效提升生产效率、 能在几小時即可上手 提升生产效率 程操作簡單,一般普工能在几小時即可上手,能有效提升生产效率、 品质稳定和大大降低不良率,提高工廠之競爭力。但前期投入較大。 品质稳定和大大降低不良率,提高工廠之競爭力。但前期投入較大。 • 針對公司目前情況,對這一新工藝是否可导入做一評估。 导入做一評估 針對公司目前情況,對這一新工藝是否可导入做一評估。
手工焊接所需设备 手工焊接所需设备 點錫機5 (臺 普通脱皮机1 點錫機5 (臺)+普通脱皮机1 (臺) 4800 多﹝锡点大小由人控制,锡点大小不同
﹞
自動焊接所需设备 自動焊接所需设备 Ha-Bar焊錫機1 (套 激光机1 Ha-Bar焊錫機1 (套)+激光机1 焊錫機 精密脱皮机1 (臺)+精密脱皮机1 (臺) 268000 少﹝锡点大小由机台控制,锡点均匀﹞
结论:自动焊接比手焊接之工时减少约18% 结论:自动焊接比手焊接之工时减少约18%
人員工時評估—激光机
高频线材内部传输信号之多束对线用铝箔及麦拉缠绕;例:DisPlayport HDMI1.4线材都是5pairs信号线,该机台一次可切10pcs线材 對比項目 人員配置 時效 人 員 工 時 人員替代性 工費 (NTD/PCS) (NTD/PCS) /PCS 工費節省 (NTD) 手工剪铝箔及麦拉 激光机切铝箔及麦拉 5人 每人46PCS/H 每人46PCS/H 46 難 1.96 3人 每人520PCS/H 每人520PCS/H 520 易 0.17 1.96-0.17= 1.96-0.17=1.79 减少92% 减少92%
立式成型机評估報告 立式成型机評估報告
目 錄
1. 2. 3. 4. 5. 6. 7. 8. 前言 制作流程評估 人員工時評估 機臺物料評估 机台评估对比 品質效率評估 品質效率評估 机台成本回收时间 結論
前
•
言
目前市场用户对数据的需求量不断提高,显示高清图像, 目前市场用户对数据的需求量不断提高,显示高清图像,传输一部 高清电影都需要速度来支撑,而高速传输技术相继推出HDMI 高清电影都需要速度来支撑,而高速传输技术相继推出HDMI 、 USB 3.0、 etc.新接口抢食应用市场 新接口抢食应用市场。 3.0、DISPLAYPORT 、 Thunderbolt I/O etc.新接口抢食应用市场。 以上介面端口都朝小型化发展,由于传输数据频率高, 以上介面端口都朝小型化发展,由于传输数据频率高,连接接口体积 小及PIN针分布密集又多,线材内部芯线导体越来越细, PIN针分布密集又多 小及PIN针分布密集又多,线材内部芯线导体越来越细,工厂培养熟练 焊锡手难,造成对CABLE CABLE工厂加工面临考验 焊锡手难,造成对CABLE工厂加工面临考验。
制作流程評估—Mini DP CABLE
•.現有作業步驟: 現有作業步驟: 現有作業步驟 裁線---> --> 剪編織---> --> 剝芯線之麥拉/ 裁線-->剝線材外被 --> 剪編織-->包鋁箔 --> 剝芯線之麥拉/ 鋁箔-- 脫芯線外被-- 套熱縮套管-- 分芯線-- 手工焊線-- 一測---> --> --> --> --> 鋁箔--> 脫芯線外被--> 套熱縮套管-->分芯線-->手工焊線--> 一測-成型內模-- 二測-- 成型外模-- 三測---> --> --> --> > 成型內模--> 二測--> 成型外模-->三測-->總檢 以上加工標準工時為 760.0s. •改自動焊接作業步驟: 改自動焊接作業步驟: 改自動焊接作業步驟 裁線---> --> 剪編織---> --> 剝芯線之麥拉/ 裁線-->剝線材外被 --> 剪編織-->包鋁箔 --> 剝芯線之麥拉/鋁 --> 脫芯線外被-- 套熱縮套管-- 分芯線-- 排芯線-- 成型內模---> --> --> --> 箔--> 脫芯線外被--> 套熱縮套管-->分芯線--> 排芯線-->成型內模-自動焊接---> --> 成型外模-- 二測---> --> >自動焊接--> 一測 --> 成型外模-->二測-->總檢 以上預估工時約為 624.0S.
結
1. 2. 3.
論
傳統的手工焊接只能滿足小定單量,其生產效率低.品質不穩定. 傳統的手工焊接只能滿足小定單量,其生產效率低.品質不穩定. 自動焊接能簡化產線,提高生產效率和品質,大大减少焊锡手, 自動焊接能簡化產線,提高生產效率和品質,大大减少焊锡手,降 低製造成本. 低製造成本. 目前公司HDMI CABLE、 CABLE稼動率不足 稼動率不足, 目前公司HDMI A TYPE CABLE、HDMI C TYPE CABLE稼動率不足,訂 單不能滿足產能.可採用手工焊接; CABLE是外发加 單不能滿足產能.可採用手工焊接;而HDMI D TYPE CABLE是外发加 工作业,因此可考慮導入自動焊接 可考慮導入自動焊接. 工作业,因此可考慮導入自動焊接.