控制图及CPK计算-D0012272
cpk计算方法

cpk计算方法CPK计算方法。
CPK是一种用于衡量过程稳定性和一致性的统计指标,它可以帮助我们了解一个过程的能力是否达到了要求的水平。
在质量管理中,CPK值的计算对于评估生产过程的稳定性和一致性起着至关重要的作用。
本文将介绍CPK值的计算方法,以帮助读者更好地理解和运用CPK值。
CPK值的计算方法主要涉及到过程的标准差、过程的上下公差限以及过程的平均值。
在进行CPK值的计算时,首先需要确定过程的上下公差限,然后计算出过程的标准差和平均值,最终通过公式计算得出CPK值。
在实际操作中,我们可以按照以下步骤来计算CPK值:1. 确定过程的上下公差限。
公差限是指产品允许的最大偏差范围,通常由设计规格决定。
上公差限和下公差限分别表示产品规格的上下限,确定了产品的合格范围。
2. 收集数据并计算过程的标准差和平均值。
通过收集一定数量的样本数据,我们可以利用统计学方法计算出过程的标准差和平均值。
标准差反映了数据的离散程度,而平均值则代表了数据的集中趋势。
3. 使用公式计算CPK值。
CPK值的计算公式为,CPK = min((平均值上公差限) / (3 标准差), (下公差限平均值) / (3 标准差))。
通过这个公式,我们可以得到过程的CPK值,从而评估过程的稳定性和一致性。
在实际应用中,CPK值的大小可以帮助我们判断过程的质量水平。
一般来说,CPK值越大,说明过程的稳定性和一致性越好,产品质量越可靠。
而CPK值小于1.33则表示过程存在严重的质量问题,需要及时进行改进和调整。
总之,CPK值的计算方法是一个重要的质量管理工具,它可以帮助我们及时发现和解决生产过程中的质量问题,提高产品的质量稳定性和一致性。
通过正确地计算和解读CPK值,我们可以更好地把握过程的质量状况,为质量改进和管理决策提供有力的依据。
希望通过本文的介绍,读者能够更加深入地理解CPK值的计算方法,进而在实际工作中更好地运用CPK值来评估和改进生产过程,提升产品质量和客户满意度。
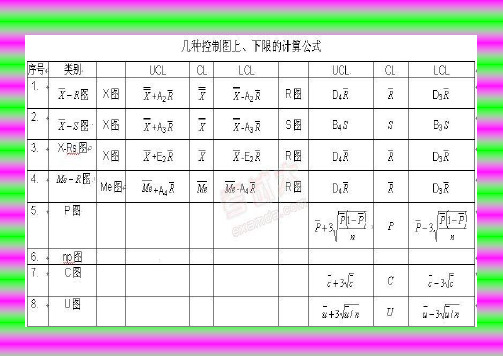
控制图计算公式
2.判断异常的准则在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
若界内点排列非随机,则判断异常。
判断异常的准则:符合下列各点之一就认为过程存在异常因素:(1)点子在控制界限外或恰在控制界限上控制界限内的点子排列;(2)链:连续链,连续7个点以上排列在一侧;间断链,大多数点在一侧(3)多数点靠近控制界限(在2一3倍的标准差区域内出现)(4)倾向性与周期性。
控制图是用于确定生产或工作过程是否处于稳定状态的图形,通过它可以发现并及时消除生产和工作过程中的失控情况。
控制图是通过对过程中各特性值进行测定、记录、评估和监察过程是否处于控制状态的一种用统计方法设计的图。
在控制图中有两条平行的上下控制界限和中心线,并有按时间序列排列的样本统计量数值的描点序列。
如果控制图中描点落在控制界限之内,则表明过程正常;若控制图中描点落在控制界限之外或描点序列在界限之间有某一种或几种不正常的趋势,则表明过程异常。
(一)控制图的分类控制图可以分为两类,即计量值控制图和计数值控制图。
计量值控制图所依据的数据均属于由测量工具实际测量出来的数据,如长度、重量等控制特性,具有连续性,它包括:①单值控制图;②平均值与极差控制图;③平均值与标准差控制图;④中位值与极差控制图;⑤个别值与移动极差控制图。
计数值控制图所依据的数据均属于以单位个数或次数计算,如不合格品数、不合格品率等。
它包括:①不合格品数控制图;②不合格品率控制图;③缺陷数控制图;④单位缺陷数控制图。
(二)控制图的应用控制图可用于以下几方面:①预测,通过现有图形的分析和研究可大致预测下一步可能的位置。
②评价与诊断,可以评价过程的变化情况,评估过程的稳定性,并能与其他方法结合,可以找到产生状况的原因。
③控制,可对品质状况及时掌控,决定何时需要调整,何时需要保持原有状态。
CPK的介绍以及计算公式

CPK的介绍以及计算公式CPK是一种流行的质量管理工具,用于衡量一个过程的稳定性和性能能力。
它是一个统计指标,用于确定一个制程是否能够生产出符合规格要求的产品。
CPK值范围从0到1,数值越高,说明质量表现越好。
本文将介绍CPK的背景和应用,并详细说明CPK的计算公式。
CPK最早由美国质量管理专家Dr. William H. Mauldin于1968年提出。
它是六西格玛质量管理方法的重要组成部分,帮助企业评估和改善其制程能力。
CPK常用于制造业,特别适用于需要维持严格偏差控制的行业,如汽车制造、电子产品制造和医药行业等。
通过CPK,企业可以在制程中及时发现问题并采取措施,以保证生产出高质量的产品。
CPK的计算基于统计原理,需要收集一系列的数据来进行分析。
下面是CPK计算的步骤和公式:1.收集数据:首先,需要收集制程的数据,这些数据可以来自于制造过程中的检测和测量。
通常,数据应该包含至少30个样本点,以便能够准确评估制程的能力。
2.计算制程分布的标准差:通过计算制程的标准差,可以判断该制程的稳定性。
标准差的计算公式如下:其中,n为样本点数,Xi为第i个样本点,X̄为所有样本点的平均值。
3.计算制程上下公差:公差是产品允许的最大和最小偏差范围,CPK通过制程的上下公差来应用。
公差由用户需求和产品规格来确定。
4. 计算过程能力指数(Cpk):Cpk用来衡量制程能力,它表示制程分布与上下公差的关系。
Cpk的计算公式如下:其中,USL为上公差,LSL为下公差,σ为制程标准差。
5. 判断Cpk的意义:Cpk值可以提供与制程能力有关的重要信息。
一般来说,Cpk值大于1.33可以被认为是一个能够产生高质量产品的制程。
低于1的Cpk值则表示制程的稳定性和能力有待改善。
使用CPK的好处在于可以帮助制造商确定其制程是否稳定并能够生产出达到要求的产品。
通过CPK值的计算,制造商可以及早发现制程中可能存在的问题,并采取措施进行纠正。
CPK值计算公式讲解
CPK值计算公式讲解CPK值是用来评估一个过程的稳定性和能力的一种统计指标。
它可以告诉我们过程的偏差程度,以及过程的能力是否足够满足规范要求。
CPK值是通过测量过程上下限和过程标准差来计算的。
CPK = min((USL-μ)/(3σ),(μ-LSL)/(3σ))其中,CPK代表过程的能力指数;USL代表过程的上限规范;LSL代表过程的下限规范;μ代表过程的平均值;σ代表过程的标准差。
接下来,我们将详细讲解如何计算CPK值:第一步:确定过程的上限规范(USL)和下限规范(LSL)。
这是根据产品或过程的规格要求决定的,可以是尺寸、重量、温度或其他相关指标。
第二步:收集足够的样本数据。
这些样本应该代表整个过程的特性和变异情况。
样本大小取决于过程的复杂性和稳定性要求。
第三步:计算样本的平均值(μ)和标准差(σ)。
平均值是样本数据的总和除以样本数量,标准差是用来衡量数据集中程度的一种统计量。
第四步:计算CPK值。
根据上述公式,将上限规范、下限规范、平均值和标准差代入公式中即可得到CPK值。
第五步:解读CPK值。
CPK值的解读是根据标准规范来确定的。
通常来说,CPK值大于1.33表示过程稳定且能力良好,小于1.33但大于1.0表示过程稳定但能力可能不够,小于1.0表示过程不稳定或能力不足。
需要强调的是,CPK值只是过程能力的一种指标,它并不能完全代表过程的质量水平。
在实际应用中,还需要综合考虑其他指标和情况,如过程的特征、特殊因素等。
总结起来,CPK值是一种用来评估过程稳定性和能力的指标,通过比较过程的上下限规范和过程的平均值及标准差来计算。
它的计算公式简单明了,但是解读和应用需要结合具体情况和标准要求。
cpk计算公式详细
cpk计算公式详细Cpk,也称为“潜能可利用系数”,是一种关于产品或过程质量绩效指标,用于衡量产品和过程的可用性。
该系数是在质量控制,特别是统计过程控制(SPC)中使用的一种标准,用于测量产品与其规格要求之间存在的距离。
例如,一个产品的原材料质量可以通过检查其统计参数来测量,例如平均值,标准偏差等。
Cpk的计算公式定义如下:Cpk= min(Cp, Cp + 3σ/|Mean- Target|)其中,Cp=σ/|Mean- Target|。
Cpk是一个比率,表示比标准规格更宽松的条件下,过程的可用性。
它的理解非常重要,因为它直接关系到产品质量和过程稳定性。
Cpk过程可以分为三个步骤:1.确定目标和允收规范:在计算Cpk之前,必须确定标准和目标值。
标准和目标值是产品或过程的质量等级,必须根据生产需求来设置。
2.计算原始数据:收集有关原始产品或过程数据,包括平均值,标准偏差,规范率和总体因子,以及任何其他有关的参数。
3.计算Cpk:根据步骤1和步骤2获得的原始数据,计算Cpk值。
Cpk计算公式详解如下:Cpk= min(Cp,Cp + 3σ/|Mean- Target|)其中:Cp(过程能力指数)=σ/|Mean- Target|σ:样本标准偏差Mean:样本平均值Target:规范要求的目标值Cpk的值有三个:负Cpk、零Cpk和正Cpk。
负Cpk(小于0)表示原始值落在允收规范外。
零Cpk表示原始值刚好位于允收规范之外,而正Cpk(大于零)表示原始值落在允收规范内。
Cpk的取值可以从0到无穷大。
它的值取决于步骤1和2中输入的原始数据,如平均值,标准偏差等。
从客观角度讲,Cpk可以用来确定产品或过程的可用性,但从主观角度讲,Cpk取决于允收规范的设置和原始数据的变化。
Cpk的计算对提高产品质量和过程有着至关重要的意义,因此将其客观地用于管理产品和过程的质量管理是非常重要的。
通过对Cpk 进行正确的评估和分析,可以确定产品与规格要求之间的距离,从而改善产品质量或过程的稳定性。
cpk计算公式及详细解释
cpk计算公式及详细解释cpk(简称:Cp)是一个统计指标,它可以衡量特定程序的质量水平。
Cp评估是指对过程的控制状况(特别是在稳定的工艺过程中)的评估。
利用该指标,可以清楚地了解过程的控制水平,从而快速、有效地发现未控制的过程,从而可以采取措施进行优化,从而改善产品质量。
Cpk由以下公式组成:Cpk = min ( (T1 me) / (3σ) , (T2 me) / (3σ) ) 其中,T1和T2分别是规定的控制限,me是样本的平均值,σ是样本的标准差。
Cpk的计算方法及其解释:1、先确定规定控制限:既然要评估控制能力,那就要首先确定规定的控制限,即T1和T2,T1和T2分别是工艺上最高接受限度和最低接受限度,均为小于或等于0;2、计算样本的平均值:随后,利用样本测量结果计算出样本的平均值me,统一按照标准计算;3、计算样本的标准差:接下来,用测量结果计算样本的标准差σ,取其绝对值;4、计算Cpk:最后,使用以上参数计算Cpk,公式如上所示;5、解释Cpk:Cpk的值反映了过程的控制水平,Cpk的取值范围一般是0到10,若Cpk的取值在0-1之间,表明过程的控制水平低,需要重新检查并找出数据中的异常值;若Cpk的取值在1-2之间,表明过程的控制水平一般,需要多做努力,提高控制水平;若Cpk的取值在2-3之间,表明过程的控制水平良好,但仍可能存在较小改进空间;若Cpk的取值在3-4之间,表明过程的控制水平非常良好,此时可以进行改善,以进一步提高控制水平;若Cpk的取值大于4,表明过程的控制水平非常出色,可以放心使用。
Cpk具有以下优点:1、能够综合评估过程的控制水平:Cpk指标能够准确反映工艺过程中变量的控制水平;2、能够快速发现未控制的过程:Cpk指标可以很快地将未控制的过程从其他控制的过程中区分出来,因此可以确保良好的质量控制;3、能够及时对工艺过程进行优化:Cpk指标可以帮助发现问题,以及对工艺过程进行优化,从而改善产品的质量。
过程能力CPK的计算方法
过程能力CPK的计算方法过程能力指数(CPK)是一个度量生产过程的稳定性和一致性的统计指标,它通过比较过程的分布与规范要求的范围来评估过程的能力。
CPK值越高,表明过程的稳定性和一致性越好。
CPK的计算方法如下:步骤1:确定规范范围首先,需要确定产品或过程的规范范围。
规范范围是指在产品或过程控制下,被认为是可接受的质量参数的上限和下限。
规范范围通常是由产品设计要求、客户要求或行业标准确定的。
步骤2:收集数据接下来,需要收集足够数量的样本数据来代表产品或过程的整体状况。
样本数据应该是随机选择的,并且应该充分代表整个过程的变化。
步骤3:计算过程能力指数(CPK)使用以下公式来计算CPK值:CPK = min(USL - μ, μ - LSL) / (3σ)其中,USL表示上限规范,LSL表示下限规范,μ表示样本平均值,σ表示样本标准偏差。
如果USL和LSL两者之间的值小于等于6σ,则用6σ作为公式中的分母。
步骤4:解读CPK值CPK值的范围为-1到1之间。
通常来说,CPK值大于1表示过程能力良好,CPK值介于0和1之间表示过程能力有待改善,CPK值小于0表示过程能力不足。
CPK值的具体解读如下:-CPK>2:过程能力非常好,产品在规范范围内的机会非常高。
-1.67<CPK<2:过程能力良好,但仍需要一些改进。
-1.33<CPK<1.67:过程能力一般,需要改善。
-CPK<1.33:过程能力不足,需要进一步改善。
步骤5:改进过程如果CPK值低于所需的目标值,那么需要采取相应的措施来改进过程。
可能的改进措施包括更严格的控制、改变工艺参数、优化设备等。
在改进过程后,需要再次收集数据并重新计算CPK值,以确保过程能力达到预期的目标。
总结:过程能力指数(CPK)是一个用于评估生产过程稳定性和一致性的重要指标。
通过收集样本数据,计算CPK值并解读它,可以帮助我们判断过程的能力,并采取相应的措施来改善过程。
cpk的计算公式

cpk的计算公式
CPK计算公式是统计控制图中使用的一种有效方法,用于测量过程中的稳定性和可靠性。
它提供了一种快速、有效的方法来确定过程中可能出现的潜在问题,从而使得能够及时采取行动来解决问题,避免更大的损失。
CPK计算公式是根据过程和质量控制的原则构建的一种数学工具,用于衡量过程的稳定性和可靠性。
它的计算方法很简单,只需要以下几个数据:
1. 过程的中心值(C)-也称为标准值,即过程期望的输出值。
2. 过程的标准差(σ)-过程的变异度。
3. 指定的允许范围(A)-过程输出的允许范围。
CPK计算公式如下:
CPK = min(C-A/2σ,A/2-C/σ)
该公式允许我们测量过程中实际输出和期望输出之间的偏差,并且可以识别出过程中的可靠性和稳定性的变化。
CPK计算公式的使用可以帮助我们确定过程的可靠性,从而使得我们能够及时采取行动来改善过程,从而提高产品的质量。
此外,该公式还能帮助我们找出系统中可能出现的潜在问题,从而避免更大
的损失。
总的来说,CPK计算公式是一个强大的工具,可以帮助我们更好地控制过程,提高产品的质量,并有效地确定过程中可能出现的潜在问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户名称 联合工业(亚洲)有限公司 抽样方法 每小时随机抽取5个样品
测量者/日期 彭程/2013-12-20 合 計 25 Σ X= 750.35 1.35
5.97 Σ R= 5.96 6.00 6.02 5.99 N= 29.94 5.99 0.06 X= R= 6.00 0.05
量测值的判定条件 > USL 蓝色 < LSL 紅色 125 平 均
10 3.08 0.22 1.78 0.31 2.33 0 2.11 0.58
6.03 6.00 5.97 36.24 36.24 36.12 35.64 35.88 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 36.12 35.88 36.00 35.64 36.12 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 36.48 36.24 35.76 36.24 36.24 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 36.12 35.76 36.00 35.88 36.12 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 36.24 36.12 36.48 35.76 36.24 0.00 0.11 0.05 0.00 6.15 5.85
0.00
极差 上控制限 下控制限 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
如果控制图表明过程不受控或 从控制图上看,无点出界,且点排列几乎随机,过程受控。且由于规格较大正负0.15,故CPK=2.12,PPK=1.95,可以接受。建议不用调整过程,继续生产。 CPK小于1.67,应分析原因
0.05 0.00 6.15 5.85
1.点出界就判异。2.连续9点在中心线的同一侧。3.连续6点递增或递减。4.连续14点中相邻点交替上下。5.连续3点中有2点落在中心线同一侧B区之外。6.连续5点中有4点落在中心线同一侧的C区之外。 7.连续15点落在C区内。8.连续8点落在中心线两侧,且无一在C区内。
2 1.13 0 3.27 1.88
3 1.69 0 2.57 1.02
4 2.06 0 2.28 0.73
5 2.33 0 2.11 0.58 2.00
6 2.53 0 0.48
7 2.7 0.08 1.92 0.42
8 2.85 0.14 1.86 0.37
9 2.97 0.18 1.82 0.34
36.24 35.64 36.24 36.12 35.64 36.24 36.12 36.36 36.60 35.52 35.64 35.76 35.76 36.12 36.00 35.40 36.60 36.36 35.88 36.24 36.36 35.64 36.24 36.12 35.88 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 36.48 36.00 36.00 36.12 35.76 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97
6.03 6.00 5.97
6.03 6.00 5.97
6.03 6.00 5.97 35.64 36.00 36.12 35.64 36.24 0.00 0.11 0.05 0.00 6.15 5.85
36.24 35.52 36.00 36.36 36.12 36.48 36.12 36.24 36.24 36.48 35.88 35.88 36.00 36.36 36.12 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 36.00 36.24 36.00 36.24 36.36 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 35.76 35.88 36.00 35.64 36.36 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97 35.52 35.88 35.76 36.24 35.76 0.00 0.11 0.05 0.00 6.15 5.85
6.03 6.00 5.97
x 控 X 制 图
6.04 6.02 6.00 5.98 5.96 5.94 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
均值 上控制限 下控制限 中心线
R 控 制 图
0.15 0.10 0.05
关键特性过程控制图及CPK分析
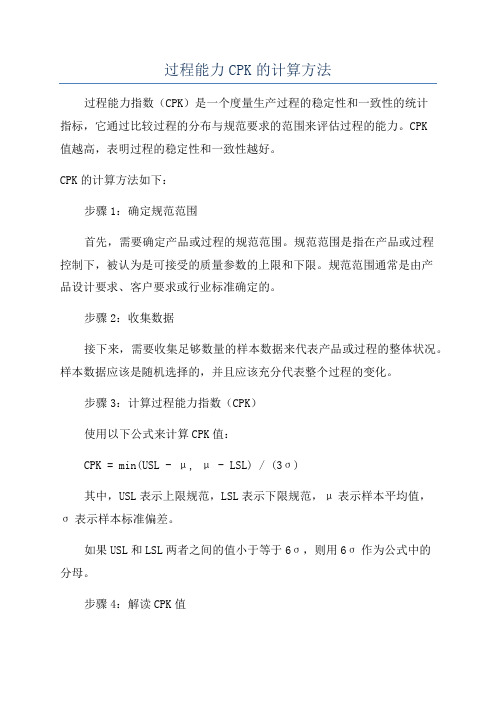
零件名称 零件编号/版本 图纸编号/版本 测量单位 日期/ 组 样 本 测 定 值 Dimension Σ X X均值 R 29.99 6.00 0.06 30.02 6.00 0.03 30.01 6.00 0.05 29.98 6.00 0.04 30.08 6.02 0.06 29.99 6.00 0.03 30.07 6.01 0.06 30.07 6.01 0.03 29.97 5.99 0.06 29.93 5.99 0.06 30.03 30.10 30.01 6.01 0.06 6.02 0.04 6.00 0.07 30.06 6.01 0.05 29.97 30.04 30.10 29.92 29.89 5.99 0.05 6.01 0.03 6.02 0.06 5.98 0.06 5.98 0.04 30.06 29.99 29.98 30.08 30.07 6.01 0.08 6.00 0.08 6.00 0.08 6.02 0.05 6.01 0.06 時間 号 1 2 3 4 5 1 6.01 5.99 6.02 5.96 6.01 2 6.02 5.99 6.01 6.01 5.99 3 6.02 6.02 6.01 5.97 5.99 4 6.01 5.99 6.00 5.97 6.01 5 6.04 6.02 5.98 6.02 6.02 6 6.01 5.98 6.00 5.99 6.01 7 6.02 6.01 6.04 5.98 6.02 8 6.00 6.02 6.00 6.02 6.03 9 5.98 5.99 6.00 5.97 6.03 10 5.96 5.99 5.98 6.02 5.98 11 6.04 6.00 6.00 6.01 5.98 12 6.02 6.03 6.01 6.04 6.00 13 5.96 6.01 6.02 5.99 6.03 14 6.00 6.04 6.02 5.99 6.01 15 5.97 6.00 6.01 5.97 6.02 16 6.00 6.02 5.99 6.02 6.01 17 6.01 6.03 6.04 5.98 6.04 18 5.95 6.01 5.98 5.98 6.00 19 5.97 6.00 5.96 5.97 5.99 20 6.01 5.97 6.00 6.03 6.05 21 6.02 6.02 5.97 5.95 6.03 22 5.97 6.01 5.98 6.05 5.97 23 6.02 6.03 5.98 6.03 6.02 24 6.01 6.05 6.01 5.99 6.01 Intermediate Hinge 8074991-01/A D0012272-001 mm 规格 规格上限 USL 规格中心限CL 规格下限 LSL 标准 6.15 6.00 5.85 样本容量 5 样本组数 25 控制限 控制上限 UCL 控制中心限CL 控制下限 LCL X 图 R 图 0.11 0.05 0.00 生产状况说明: PPAP试产,一副模具,两 生产线别/机台/ 个型腔。取型腔1做CPK分 模具编号/型腔编 析 号
36.00 36.12 35.40 35.64 36.12 36.24 36.36 36.12 36.00 35.64 35.88 36.48 35.76 36 36.12 36.48 36.00 35.88 36.60 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85 0.00 0.11 0.05 0.00 6.15 5.85
如果控制图表明过程不受控或 从控制图上看,无点出界,且点排列几乎随机,过程受控。且由于规格较大正负0.15,故CPK=2.12,PPK=1.95,可以接受。建议不用调整过程,继续生产。 CPK小于1.67,应分析原因
n d2 D3 D4 A2 X UCL CL LCL 6.03 6.00 5.97 36.12 35.88 36.24 35.52 36.12 0.00 R UCL CL LCL USL LSL 0.11 0.05 0.00 6.15 5.85 0.11 6.03
均值 上控制限
預估不良率 (PPM) 0
下控制限 中心线
制程能力分析 Std.Dev.= Sigma = PPK= 0.02 0.02 2.11 2.15 1.87% 2.12 2.16 A
极差
PP = Ca = CPK= CP = Grade =
上控制限 下控制限
PK=1.95,可以接受。建议不用调整过程,继续生产。
PK=1.95,可以接受。建议不用调整过程,继续生产。