双椭球模型
生热率载荷的双椭球模型-ANSYS代码

FINISH
/SOL
antype,4
tunif,20
toffst,273
!****************定义对流系数********************
*DIM,conv1,Table,17,1,0,temp
*set,conv1(0,1,1),0
*set,conv1(1,0,1),20
mpdata,alpx,1,1,0.000011,0.0000122,0.0000139,0.0000148,0.0000134,0.0000133,0.0000132,0.0000131 !线膨胀系数
mpdata,ex,1,1,205000000000,187000000000,150000000000,70000000000,20000000000,19000000000,18000000000,12000000000 !弹性模量
Xyz(I,4)=NZ(Nd)
Nd=NDNEXT(Nd)
*ENDDO
*do,ii,1,100,1
*SET,t,t+0.001/v
*do,i,1,nnod,1
*SET,zcenter,-(ii-1)*0.001
tbtemp,1000
tbdata,,20500000,200000000,,,,
tbtemp,1700
tbdata,,1000000,180000000,,,,
tbtemp,2500
tbdata,,100000,120000000,,,,
allsel,all
save
blc4,0,0,0.2,0.0038
tintp,,,,1,,,,,
双椭球热源模型加载算法研究

热过程,Goldak 提出了双椭球形热源模型,该模型能比较灵活地处 理电弧挺度对焊接过程的影响。双椭球形热源模型,如图 1 所示。
Flux q z
y b
a2
O
xc
a1
模型的热源分布规律,分别采用三层嵌套循环计算前沿和后沿内 各节点的 HGEN。
3.2 HGEN 自动加载算法
焊接热分析必须实现热源移动,且这一过程通常自动进行。 规则离散后的热源移动通过热源中心的移动参数化实现。确定热 源中心的位置后,将前沿及后沿的 HGEN 分别加载到对应的节 点上,加载求解流程,如图 3 所示。
MB = l2P
(6)
弯变形过程中不同位置上应力的分布情况,将弯曲线划分为四 段,即曲率弹塑性段、弹塑性自由段、纯弹性自由段、无变形自由 段。利用悬臂梁弯曲理论和材料理想弹塑性模型建立了各个分段 的数学方程。利用边界条件采用数值方法可以确定这些方程中的
MA = l1 +1 MB l2 由图 1几何关系得:
线研究和表示压弯,这条曲线为大挠度平面弯曲线。通过分析压 ProcessingTechnology,Volume99,Issues1~3,1March,2000:103~112
第 11 期
董克权等:双椭球热源模型加载算法研究 *
61
2 算法的相关模型
2.1 双椭球热源模型
有关试验研究表明,三维的热源模型计算能真实体现焊接的
(9)
θ = ψ + θ1 + θ2
(10)
4 结论
参数,从而确定压弯过程中大挠度平面弯曲线。为进一步的分析 和回弹分析奠定基础。
参考文献
1 韩志仁. 压弯过程的参数辨识:[硕士学位论文]. 沈阳:沈阳航空工业学院, 1989(2):1~3
焊接过程温度场数值模拟中热源模型的选择

赵 欣等:焊接过程温度场数值模拟中热源模型的选择429焊接过程温度场数值模拟中热源模型的选择赵 欣 张彦华(北京航空航天大学机械工程学院,北京 100083)摘 要:建立合理的热源模型是焊接过程数值模拟结果准确可靠的前提。
本文总结了各种常用的热源模型,讨论焊接过程温度场数值模拟中热源模型的选择方法。
关键词:温度场;数值模拟;热源模型1 序 言焊接过程通常是材料在具有高能量密度的热源作用下,连接区域局部熔化或呈塑性状态,进而冷却形成焊缝和焊接接头的过程。
焊接的过程伴随着材料加热和冷却的热过程,研究焊接的热过程对于研究焊接冶金、焊缝凝固结晶、母材热影响区的组织和性能、焊接应力与变形以及焊接缺陷的产生等都有着重要的意义。
利用计算机技术对焊接过程的温度场进行数值模拟是研究焊接热过程的重要方法,通过数值计算可以得到焊接过程中母材上任意点任意时刻的瞬时精确解,而建立合理的热源模型是数值模拟计算结果准确可靠的前提。
本文在多年焊接数值模拟及实验经验的基础上讨论焊接过程温度场数值模拟中热源模型的选择方法。
确定数值模拟中的热源模型,即确定合理的焊接热流分布函数,使模拟的温度场符合实际焊接的情况。
热源模型的建立准则是熔池边界准则,即与实际焊接相比输入相同热量的情况下,如果使用所选热源模型所模拟得到的熔池区域边界(Fusion Zone Boundary ,FZB )与实际焊缝熔合线相符,那么就认为此热源模型是合理的[1]。
对于现有热源模型的选择使用及发展均以此准则作为出发点,同时,这一准则也为判断所选模型是否合理提供了依据。
事实上,我们总是依据不同焊缝的热源特点和表现出的不同形貌特征来选择和组合热源模型,以使得模拟得到的熔池边界区域与实际焊缝融合线相符。
这样得到的焊接温度场数值模拟的结果是能够满足焊接力学分析的要求的。
2 表面热源模型 表面热源模型的特点是外界热量只是通过焊接构件表面输入,进而通过热传导把热量传输到焊接构件的每个部分。
全等椭圆 六大模型

全等椭圆六大模型
全等椭圆是指在平面上的两个椭圆,在保持形状和大小不变的条件下可以进行相应的平移、旋转、翻转等操作而重合的现象。
这种模型在数学和几何学中具有重要的应用。
下面将介绍全等椭圆的六种常见模型。
1. 旋转模型
旋转模型是指通过将一个椭圆绕指定点旋转一定角度,使其重合于另一个椭圆的模型。
在旋转过程中,保持椭圆的大小和形状不变。
2. 平移模型
平移模型是指通过将一个椭圆沿指定的方向和距离平移,使其重合于另一个椭圆的模型。
在平移过程中,保持椭圆的大小和形状不变。
3. 缩放模型
缩放模型是指通过改变一个椭圆的长轴和短轴的比例,使其重
合于另一个椭圆的模型。
在缩放过程中,保持椭圆的形状不变,但
可以改变其大小。
4. 对称模型
对称模型是指通过将一个椭圆关于某条线对称,使其重合于另
一个椭圆的模型。
在对称过程中,保持椭圆的大小和形状不变。
5. 翻转模型
翻转模型是指通过将一个椭圆绕指定的轴进行翻转,使其重合
于另一个椭圆的模型。
在翻转过程中,保持椭圆的大小和形状不变。
6. 综合模型
综合模型是指在一个全等椭圆模型中,通过组合使用旋转、平移、缩放、对称和翻转等操作,使两个椭圆重合的模型。
在综合模
型中,可以采用不同的操作顺序和组合方法。
以上是全等椭圆的六大模型的简要介绍。
这些模型在几何学中有着广泛的应用,帮助我们理解椭圆的特性和形态变化。
通过研究和探索这些模型,我们可以更加深入地了解椭圆的性质和应用。
304不锈钢TIG焊接工艺及数值模拟
Electric Welding Machine·49·第51卷 第5期2021年5月Electric Welding MachineVol.51 No.5May 2021本文参考文献引用格式:赵先锐,左敦稳,张强勇,等. 304不锈钢TIG 焊接工艺及数值模拟[J]. 电焊机,2021,51(5):49-55.304不锈钢TIG 焊接工艺及数值模拟0 前言 304奥氏体不锈钢因具有优良的高温力学性能和高温抗氧化性能,焊接性能良好,广泛应用于工业领域[1]。
在工业生产中经常采用钨极氩弧焊(TIG )焊接不锈钢,自动钨极氩弧焊具有高效、优质、成形美观等优点,适用于薄板自熔焊接[2]。
针对304不锈钢TIG 焊接,国内外研究者做了大量的研究工作。
王丽[3]在进行304不锈钢焊接时对比了涂敷和未涂敷活性焊剂,结果表明在涂敷活性焊剂时候焊缝熔宽显著增加,熔深有所减少。
郭富永[4]结合304不锈钢焊接特点进行了手工钨极氩弧焊的评定性试验,结果表明在合适的工艺参数下,焊接接头宏观检查未发现焊接缺陷、力学性能满足要求、耐晶间腐蚀能力强、铁素体含量稳定,评定结果合格,可用于实际生产。
高翔宇[5]针对工艺参数对TIG 焊接温度场的影响规律进行了有限元模拟研究,结果表明焊接电流对焊接热循环的峰值温度影响显著。
方逸尘[6]研究了焊接速度对304奥氏体不锈钢薄板焊接接头组织性能的影响,结果收稿日期:2020-12-29;修回日期:2021-01-24作者简介:赵先锐(1978—),男,博士,副教授,主要从事机械工程的研究工作。
E-mail:****************。
表明焊接接头组织均由奥氏体和铁素体组成,焊接速度增大的同时,焊缝区铁素体含量增大。
文中采用Abaqus 数值模拟软件,选用双椭球热源模型,分析了304奥氏体不锈钢焊接中温度场分布情况[7],并将实际试验结果与模拟结果进行对比分析,反复修正热源模型参数,保证实际与模拟的焊缝形貌的匹配度良好,为进一步研究奥氏体不锈钢焊接性能积累基础科学数据。
焊接过程数值模拟热源模式的比较

&为电弧电压, -; ’为焊接电流, M 。 2.5
双椭球型热源模型 由于高斯分布函数没有考虑电弧的穿透作用,为了克服
/; 提出了双椭球形热源模型。这种模型将 这个缺点, M N+#$BO:5,
焊接熔池的前 半 部 分 作 为 一 个 2 L > 椭 球 , 后 半 部 分 作 为 另 一 个
2 L > 椭 球 。 设 前 半 部 分 椭 球 能 量 分 数 为 (2, 后 半 部 分 椭 球 能 量
!"#$%&’ (")*&+#+’,
-+#./0
1+.2
3"4. 5667
・试验与研究・
=
文章编号: (5667 ) 2665@650R 62@666=@6/
焊接过程数值模拟热源模式的比较
陈家权,肖顺湖,吴 刚,杨新彦
(广西大学 机械工程学院,广西 南宁 0/666> )
摘要:焊接热源模式是焊接数值模 拟 研 究 的 一 个 重 要 内 容 。 文 中 简 要 介 绍 了 焊 接 过 程 数 值 模 拟 热 源 的 各 种 加 载 模 式 : 高 斯 分 布 函 数 、 双椭球分布函数、生死单元方法。针对具体算例,采用 / 种不同的热源加载模式进行三维焊接温度场的数值计算,并比较不同方法计算 焊接温度场结果的差异。结果表明,生死单元方法是一种简单的热源加载模式,其计算效率优于其他 5 种加载方法。 关键词:焊接;高斯热源;双椭球热源;生死单元;有限元 中图分类号: (N>65 ; (Q20 文献标识码: M
焊接方向
&
的装配状态。在计算过 程 中 , 按 顺 序 将 被 “杀 死 ” 的 单 元 “激 活 ” ,模拟焊缝金属的填充,同时给激活的单元施加生热
双椭球热源模型热流分布参数取值的误差分析.

双椭球热源模型热流分布参数取值的误差分析
全部作者:
郑振太单平胡绳荪罗震
第1作者单位:
天津大学
论文摘要:
为了分析双椭球热源模型在取不同的热流分布参数值时的最大热流密度误差,从标准的Goldak双椭球热源模型出发,推导出了双椭球热源模型的1般表达式。
在此基础上,对最大热流密度进行了误差分析。
结果表明,为了保证焊接数值模拟结果的准确性,双椭球热源模型的热流分布参数不宜取小于5的值。
关键词:
双椭球热源模型;数值模拟;热流分布参数;最大热流密度 (浏览全文)
发表日期:
2007年01月23日
同行评议:
英文摘要需精练,建议修改。
综合评价:
修改稿:
注:同行评议是由特聘的同行专家给出的评审意见,综合评价是综合专家对论文各要素的评议得出的数值,以1至5颗星显示。
双椭球热源模型参数对TIG焊接温度场影响规律的研究

第 1期
刘翔宇 :双椭球热源模 型参数对 TIG焊接温度场影响规律 的研究
51
区的深 度 有所 增 加 。研 究还 发 现 ,熔 合 区 的温度 感 ,但整体温度分布情况对热源模型参数 的变化 场分布和温度峰值对热源模型参数的变化较为敏 不甚敏感、变化不大。
参 考 文献 : 【1]吴言高 ,李午 申,邹宏军 ,等 .焊接数值模拟技术发展研究 [J].焊接学报 ,2002,23(3):89—92. [2】薛忠 明,杨广 臣,张彦华 .焊接温度场与力学场模拟 的研究进展[J].中国机械工程 ,2002,13(11):977—980,989. 【3】莫春立 ,钱百年 ,国旭明 ,等 .焊接热源计算模 式的研究进展『J1.焊接学报 ,2001,22(3):93—96. 【4】Pavelic V,Tanbakuchi R,Auyehara O.Experimental and computed temperature historips in gas tungsten arc welding of thin
跃n1。由于温度对材料力学性能有显著影响 ,因此 面的辐射发射率 ;or为 Stefan Boltzman常数 ,本研 对残余应力 、焊接变形 以及裂纹等缺陷的精确预 究取5.67x10~W·Ill~·K4;T和 分别表示工件表
测 ,必须建立在对电弧焊三维瞬态温度场的准确 计算 的基础上翻,而热源模型的建立则成为焊接温 度 场模 拟 的重要 部 分 。大量 研 究 表 明 ,焊接 温 度 场分布对热源模型参数非常敏感 ,设置合理的热 源模型参数 ,则可以大大提高数值模拟分析结果 的准确 性 和可靠 性p。 。本 文 以奥 氏体 不锈 钢 0Crl8Ni9的TIG焊接过程为例 ,采用 ANASYS模拟 软件研究 了热源模型参数对焊接温度场的影响规 律 ,为进一步的研究工作奠定基础。
T型接头焊接模拟实例教程
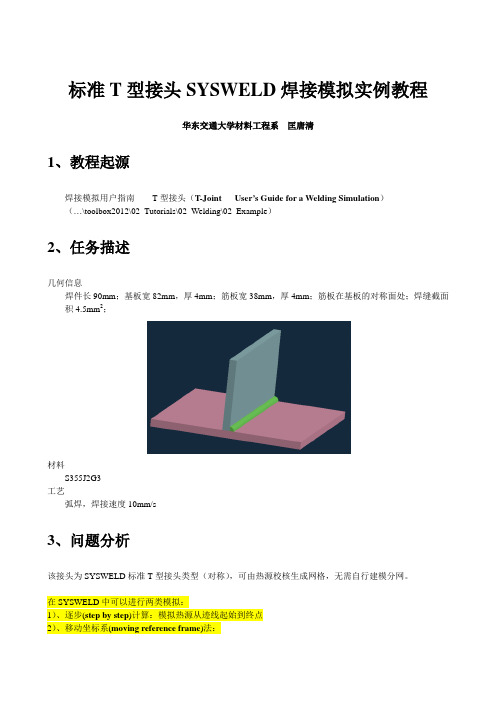
1、设置温度等值面 Plot(画图)中,选择 Macrography (在计算完毕后自动显示截面温度云图) Isosurface 1:Molten temperature(熔点) 1505 摄氏度 Isosurface 2:HAZ temperature(热影响区温度) 850 摄氏度 2、设置其他参数(热源移动速度/焊件初始温度/组件初始相) Solve(求解)中选择 Solve(可更改保存文件的编号 Numbering of saved files,缺省为 100) ,设定热 源移动速度 Curvilinear velocity 为 10mm/s,焊件初始温度 Initial temperature 为 20 摄氏度,初始相 比率 Phase proportions 默认
双椭球热源模型标定方法

双椭球热源模型标定方法
双椭球热源模型标定方法是一种确定双椭球热源形状参数和热输入的方法,该方法基于经典的Goldak双椭球热源模型,通过温度场数值模拟和试验结果进行对比,将模型参数归为三类:形状参数(a、b、c)、热流密度分布参数(σ),并总结模型中各个参数对温度场模拟结果的影响规律。
具体步骤如下:
1. 确定形状参数和热流密度分布参数。
基于模拟效果较好的第二道焊模拟参数,通过调整形状参数和热流密度分布参数,使模拟结果更接近实际情况。
2. 验证标定方法的适用性。
将标定方法应用于不同焊接方法,如熔化极惰性气体保护焊、等离子弧焊和激光焊等,以验证其适用性。
3. 预测熔池形状尺寸。
通过标定方法确定双椭球热源模型的参数,可以预测不同焊接工艺条件和不同焊接参数条件下熔池形状尺寸的合理值。
总之,双椭球热源模型标定方法是一种基于温度场数值模拟和试验结果对比的方法,可以确定双椭球热源形状参数和热输入,简化了准备工作,提高了数值模拟的计算效率和精度,同时可操作性更强,更灵活。
丹德林双球模型截面下椭圆的离心率

丹德林双球模型截面下椭圆的离心率以《丹德林双球模型截面下椭圆的离心率》为标题,本文旨在探讨丹德林双球模型截面下椭圆的离心率。
首先,本文将简要介绍丹德林双球模型的构造和物理意义,然后将讨论丹德林双球模型截面下椭圆的离心率的计算方法,包括由参数表示的椭圆的离心率的计算、由定点表示的椭圆的离心率的计算和由实际数据表示的椭圆的离心率的计算。
最后,我们将对丹德林双球模型截面下椭圆的离心率进行总结,并阐述它在现实中的应用价值。
丹德林双球模型是一种三维空间模型,其构造是两个互逆球(等半径)的组合。
它具有两个轴,每个轴都有一个轴向,它们的矢量积构成一个向量,向量的方向是从原点指向交汇点的方向。
由此,可以看出,丹德林双球模型能够描述任何可能的曲线,其中包括椭圆和其他曲线,这使得丹德林双球模型在描述各种曲线方面非常方便和有效。
从数学的角度来看,椭圆的离心率就是由两个离心率参数e和b 决定的。
e是椭圆的离心率,b是其偏离原点的距离。
一般来说,如果e小于1.0,则e为椭圆的离心率;如果e大于1.0,则e为椭圆的双曲率;如果e等于1.0,则椭圆等于圆。
由此看出,可以利用这两个参数来计算椭圆的离心率。
在丹德林双球模型截面下,椭圆的离心率由定点表示,即椭圆的离心率是以椭圆每一点的离心率为基础的,每一点的离心率都可以定义,从而求出椭圆的离心率。
具体地说,首先需要构造一个坐标轴,把椭圆每一点投影到坐标轴上,然后计算每一点的离心率,最后求出椭圆的离心率。
最后,丹德林双球模型截面下椭圆的离心率可以从实际数据中求出。
一般来说,对于实际的椭圆,可以通过观测不同的参数,如轴长,焦距等,来计算离心率。
椭圆的实际数据可以通过测量椭圆的轴长,焦距,重心等来获得,然后计算出相应的离心率。
例如,可以利用重心点方程来计算椭圆的离心率,即计算两个重心点之间的距离,然后求出离心率。
总之,丹德林双球模型是一个有效的三维空间模型,它能够描述各种曲线,其中包括椭圆,这使得它在描述椭圆方面有很大的应用价值。
双曲椭圆方程在工程中的应用与建模
双曲椭圆方程在工程中的应用与建模双曲椭圆方程是一种含有二阶偏微分方程的方程形式,它在不同的领域中都有着广泛的应用,尤其是在工程中,它可以用来描述许多实际问题的数学模型。
在工程学中,双曲椭圆方程常常被用来描述各种波动现象。
例如,声波和电磁波的传播都可以描述为双曲椭圆方程,而许多无线通信和雷达系统也可以采用该模型进行建模和优化。
在水力学和地质学中,双曲椭圆方程则被用来描述水波、地震波、地表沉降等复杂的现象。
以声波传播为例,声波在空气中的传播可以被描述为一个包含二阶偏微分的方程,而这个方程恰好是一个双曲椭圆方程。
该方程可以表示为:$$ \frac{\partial^2 p}{\partial t^2} - c^2 \nabla^2 p = f(x, y, z, t), $$其中 $p$ 是声压,$c$ 是声速,$f(x, y, z, t)$ 是声源。
该方程描述了声波在空气中的传播,而波源的性质、环境等因素会影响到$f(x, y, z, t)$ 的取值,从而影响到声波的传播和输出。
除了声波传播之外,双曲椭圆方程还可以被用来描述许多其他问题。
在图像处理、医学成像等领域中,该方程可以用来对信号、图像进行滤波和处理。
在结构力学中,该方程可以被用来模拟机械振动和弹性波传播等现象。
在材料科学中,该方程可以被用来描述热传导和质量输运等过程。
在流体力学中,该方程可以被用来模拟湍流和涡旋等现象。
除了双曲椭圆方程的广泛应用外,它的数学性质也是工程应用重要的方面之一。
双曲椭圆方程通常有良好的解析解和数值解,因此工程师可以通过数学方法来求解复杂的实际问题。
另外,双曲椭圆方程也具有紧凑性和稳定性的特点,这使得它在数值求解中具有一定的优势。
总之,双曲椭圆方程在工程中的应用和建模是非常广泛的,它可以用来描述许多实际问题的数学模型,并提供了一种有效的数学工具来研究这些问题。
因此,工程师可以通过学习和应用双曲椭圆方程,来更好地理解和解决实际问题。
双椭球模型

/PREP7!******************************!定义参数!******************************LENGTH=0.11WIDTH=0.05HEIGHT=0.01DIA=0.006ah=DIA/2bh=0.0025chf=2*ahchb=6*ahrf=2*chf/(chf+chb)rb=2*chb/(chf+chb)U=38I=180EFF=0.85W=EFF*U*ISTEP=0.002COUNT=0.03/STEPV=0.00235!******************************!定义单元类型!******************************ET,1,SOLID70ET,2,Surf152DOF,TEMPKEYOPT,2,3,0KEYOPT,2,4,1KEYOPT,2,5,0KEYOPT,2,6,0KEYOPT,2,7,0KEYOPT,2,8,3 !根据固体表面温度计算对流系数KEYOPT,2,9,0!******************************!定义材料参数MPTEMP,,,,,,,,MPTEMP,1,25MPTEMP,2,100MPTEMP,3,200MPTEMP,4,300MPTEMP,5,400 MPTEMP,6,500 MPTEMP,7,600 MPTEMP,8,700 MPTEMP,9,800 MPTEMP,10,900 MPTEMP,11,1000 MPTEMP,12,1100 MPTEMP,13,1200 MPTEMP,14,1300 MPTEMP,15,1400 MPTEMP,16,1500 MPTEMP,17,2000 MPDATA,KXX,1,,24.5 MPDATA,KXX,1,,26.5 MPDATA,KXX,1,,27.0 MPDATA,KXX,1,,27.9 MPDATA,KXX,1,,28.1 MPDATA,KXX,1,,28.4 MPDATA,KXX,1,,28.3 MPDATA,KXX,1,,30.5 MPDATA,KXX,1,,31.2 MPDATA,KXX,1,,28.1 MPDATA,KXX,1,,28.0 MPDATA,KXX,1,,28.2 MPDATA,KXX,1,,28.3 MPDATA,KXX,1,,28.3 MPDATA,KXX,1,,29.5 MPDATA,KXX,1,,59.1 MPDATA,KXX,1,,59.1 MPTEMP,,,,,,,, MPTEMP,1,25 MPTEMP,2,100 MPTEMP,3,200 MPTEMP,4,300 MPTEMP,5,400 MPTEMP,6,500 MPTEMP,7,600 MPTEMP,8,700 MPTEMP,9,750 MPTEMP,10,800 MPTEMP,11,900 MPTEMP,12,1000 MPTEMP,13,1100MPTEMP,15,1300 MPTEMP,16,1400 MPTEMP,17,1500 MPTEMP,18,2000 MPDATA,C,1,,431 MPDATA,C,1,,483 MPDATA,C,1,,521 MPDATA,C,1,,573 MPDATA,C,1,,626 MPDATA,C,1,,693 MPDATA,C,1,,795 MPDATA,C,1,,966 MPDATA,C,1,,1100 MPDATA,C,1,,952 MPDATA,C,1,,748 MPDATA,C,1,,676 MPDATA,C,1,,722 MPDATA,C,1,,738 MPDATA,C,1,,739 MPDATA,C,1,,741 MPDATA,C,1,,750 MPDATA,C,1,,750 MPTEMP,,,,,,,, MPTEMP,1,0 MPDATA,DENS,1,,7780 MPTEMP,,,,,,,, MPTEMP,1,25 MPTEMP,2,100 MPTEMP,3,200 MPTEMP,4,300 MPTEMP,5,400 MPTEMP,6,500 MPTEMP,7,600 MPTEMP,8,700 MPTEMP,9,750 MPTEMP,10,800 MPTEMP,11,850 MPTEMP,12,900 MPTEMP,13,1000 MPTEMP,14,1100 MPTEMP,15,1200 MPTEMP,16,1300 MPTEMP,17,1400MPTEMP,19,2000MPDATA,ENTH,1,,0MPDATA,ENTH,1,,2.6666E8 MPDATA,ENTH,1,,6.672E8 MPDATA,ENTH,1,,1.08278E9 MPDATA,ENTH,1,,1.54919E9 MPDATA,ENTH,1,,2.06228E9 MPDATA,ENTH,1,,2.64112E9 MPDATA,ENTH,1,,3.32621E9 MPDATA,ENTH,1,,3.72817E9 MPDATA,ENTH,1,,4.12757E9 MPDATA,ENTH,1,,4.47554E9 MPDATA,ENTH,1,,4.78373E9 MPDATA,ENTH,1,,5.33803E9 MPDATA,ENTH,1,,5.88209E9 MPDATA,ENTH,1,,6.45017E9 MPDATA,ENTH,1,,7.02509E9 MPDATA,ENTH,1,,7.60111E9 MPDATA,ENTH,1,,8.18076E9 MPDATA,ENTH,1,,1.10963E10!综合换热系数MPTEMP,,,,,,,,MPTEMP,1,25MPTEMP,2,100MPTEMP,3,200MPTEMP,4,300MPTEMP,5,400MPTEMP,6,500MPTEMP,7,600MPTEMP,8,700MPTEMP,9,800MPTEMP,10,900MPTEMP,11,1000MPTEMP,12,1100MPTEMP,13,1200 MPTEMP,14,1300MPTEMP,15,1400MPTEMP,16,1500MPTEMP,17,2000MPDATA,HF,1,,1.67MPDATA,HF,1,,6.68MPDATA,HF,1,,13.36MPDATA,HF,1,,20.04MPDATA,HF,1,,26.72MPDATA,HF,1,,33.4MPDATA,HF,1,,56.5MPDATA,HF,1,,79.6MPDATA,HF,1,,102.7MPDATA,HF,1,,125.8MPDATA,HF,1,,148.9MPDATA,HF,1,,172MPDATA,HF,1,,195.1MPDATA,HF,1,,218.2MPDATA,HF,1,,241.3MPDATA,HF,1,,264.4MPDATA,HF,1,,379.9SAVE!******************************!建立几何模型!******************************WPSTYL,,,,,,,,0 !设定工作平面风格BLOCK,0,-WIDTH,0,LENGTH+0.001,0,HEIGHT, !生成长方体焊材1 wpoff,-0.001,,wpoff,0,0,0.009VSBW, 1wprot,0,0,120VSBW, 2wprot,0,0,-120wpoff,0,0,-0.0015VSBW, 4VDELE, 2, , ,1KWPAVE, 16wprot,0,0,90VSBW, 3wprot,0,0,-90wpoff,0.0015,0,0KWPAVE, 20VSBW, 1savewpoff,-0.008,0,0wprot,0,0,90VSBW, 2KWPAVE, 26wprot,0,0,30VSBW, 3VSBW, 6wprot,0,0,-30wpoff,0,0,-0.01VSBW, 7wprot,0,0,30VSBW, 2VSBW, 3!实体模型切割完毕进行网格划分saveFLST,5,2,6,ORDE,2!5代表所选实体对应操作命令的第四个参数,2代表后续FITEM的行数,6代表体,orde为有序,2代表FITEM的个数FITEM,5,4FITEM,5,-5 !选择4,5体,负5和前面FITEM命令的4构成一个范围,即4到5;CM,_Y,VOLUVSEL, , , ,P51X !第四个参数为P51XCM,_Y1,VOLUCMSEL,S,_Y!*CMSEL,S,_Y1VATT, 1, , 1, 0CMSEL,S,_YCMDELE,_YCMDELE,_Y1!焊缝单元LESIZE,22, , ,4, , , , ,1LESIZE,25, , ,4, , , , ,1LESIZE,18, , ,4, , , , ,1LESIZE,32, , ,4, , , , ,1LESIZE,36, , ,4, , , , ,1LESIZE,38, , ,6, , , , ,1LESIZE,40, , ,6, , , , ,1EXTOPT,ACLEAR,1EXTOPT,VSWE,TETS,1EXTOPT,VSWE,AUTO,0EXTOPT,ESIZE,110,0!*VSWEEP,4,18,17VSWEEP,5,25,24!热影响区单元划分FLST,5,3,6,ORDE,3FITEM,5,1FITEM,5,8FITEM,5,-9CM,_Y,VOLUVSEL, , , ,P51XCM,_Y1,VOLUCMSEL,S,_Y!*CMSEL,S,_Y1VATT, 1, , 1, 0 CMSEL,S,_YCMDELE,_YCMDELE,_Y1!*LESIZE,48, , ,4, , , , ,1 LESIZE,10, , ,6, , , , ,1 LESIZE,59, , ,16, , , , ,1 LESIZE,61, , ,16, , , , ,1 LESIZE,47, , ,16, , , , ,1 LESIZE,13, , ,16, , , , ,1 LESIZE,33, , ,16, , , , ,1 LESIZE,56, , ,16, , , , ,1 EXTOPT,ESIZE,110,0 VSWEEP,1,7,5VSWEEP,9,40,19VSWEEP,8,38,37!母材网格划分FLST,5,3,6,ORDE,3FITEM,5,6FITEM,5,-7FITEM,5,12CM,_Y,VOLUVSEL, , , ,P51XCM,_Y1,VOLUCMSEL,S,_Y!*CMSEL,S,_Y1VATT, 1, , 1, 0 CMSEL,S,_YCMDELE,_YCMDELE,_Y1LESIZE,66, , ,2, , , , ,1 LESIZE,3, , ,2, , , , ,1 LESIZE,43, , ,2, , , , ,1 LESIZE,21, , ,2, , , , ,1 LESIZE,74, , ,4, , , , ,1LESIZE,7, , ,4, , , , ,1 LESIZE,51, , ,10, , , , ,1 LESIZE,73, , ,10, , , , ,1 LESIZE,64, , ,10, , , , ,1 LESIZE,30, , ,10, , , , ,1 EXTOPT,ESIZE,40,0 VSWEEP,6,41,42VSWEEP,12,53,10VSWEEP,7,33,32!过渡区网格划分MSHKEY,0MSHAPE,1,3dVMESH,10MSHKEY,0MSHAPE,1,3dVMESH,2MSHKEY,0MSHAPE,1,3dVMESH,11wprot,0,0,-30KWPAVE, 18FLST,3,11,6,ORDE,4FITEM,3,1FITEM,3,-2FITEM,3,4FITEM,3,-12VSYMM,X,P51X, , , ,0,0 FLST,2,11,6,ORDE,4FITEM,2,1FITEM,2,-2FITEM,2,4FITEM,2,-12VCLEAR,P51XFLST,2,11,6,ORDE,4FITEM,2,1FITEM,2,-2FITEM,2,4FITEM,2,-12VDELE,P51X, , ,1ALLSEL,ALLASEL,S,EXTFLST,5,2,5,ORDE,2FITEM,5,66FITEM,5,73ASEL,U, , ,P51XALLSEL,BELOW,AREAFLST,5,34,5,ORDE,17FITEM,5,12FITEM,5,56FITEM,5,-57FITEM,5,59FITEM,5,62FITEM,5,64FITEM,5,67FITEM,5,-70FITEM,5,72FITEM,5,76FITEM,5,-80FITEM,5,83FITEM,5,-85FITEM,5,87FITEM,5,-88FITEM,5,90FITEM,5,-102CM,_Y,AREAASEL, , , ,P51XCM,_Y1,AREACMSEL,S,_Y!*CMSEL,S,_Y1AATT, 1, , 2, 0, CMSEL,S,_YCMDELE,_YCMDELE,_Y1!*amesh,allallsel,allesel,s,type,,2 !sf,all,conv,-1,25 ! allsel,allnsel,allfinish******************************!循环加载、求解!******************************!施加载荷*DO,I,0,COUNT !循环求解开始DISY=I*STEP !定义参数disyT=(DISY+STEP)/V !定义参数t/SOLU !进入求解模块ANTYPE,4 !设定分析类型TRNOPT,FULL !设定为完全瞬态分析TUNIF,200, !施加均匀初始温度OUTRES,BASIC,LAST !输出最后一个子步的基本数据TIME,T !设定求解结束时间NROPT,FULL,,ON !设定Newton-Raphson选项AUTOTS,1 !打开自动时间步NSUBST,5,,,1 !设定子步数5KBC,1 !阶跃加载方式LNSRCH,1 !打开线性搜索TSRES,ERASE !清除时间步选项TIMINT,1,THERM !设定时间积分!*******************************!焊接过程开始!*******************************!双椭球热源的加载!*******************************!*******************************!前半球节点的选取!*******************************LOCAL,11,2,0,DISY,0.0075, , , ,chf/ah,bh/ah, !生成局部坐标系11 NSEL,S,LOC,X,,ah !选择x=0~dia的节点NSEL,R,LOC,Y,,90 !在当前选择集中再选出y=0~90的节点NSEL,R,LOC,Z,,90 !在当前选择集中再选出z=0~90的节点CM,NODEF,NODE !生成节点组件nodef!*******************************!前半球函数、表格定义!*******************************LOCAL,12,0,0,DISY,0.0075, , , ,1,1, !生成局部坐标系12!删除以下参数变量*DEL,TABLENAME*DEL,TABLEMTID*DEL,TABLE_ROW1*DEL,TABLE_ROW2*DEL,TABLE_ROW3*DEL,TABLE_ROW4*DEL,TABLE_ROW5*DEL,TABLECSYS*DEL,'TEMPF'!定义表格各行*SET,TABLENAME,'TEMPF'*DIM,TABLE_ROW1,,1*DIM,TABLE_ROW2,,1*DIM,TABLE_ROW3,,1*DIM,TABLE_ROW4,,1*DIM,TABLE_ROW5,,1!表格各行赋值*SET,TABLE_ROW1(1),rf*SET,TABLE_ROW2(1),w*SET,TABLE_ROW3(1),chf*SET,TABLE_ROW4(1),ah*SET,TABLE_ROW5(1),bh*SET,TABLECSYS,12!表格各数据赋值*DIM,%TABLENAME%,TABLE,7,38,1,,,,%TABLECSYS% !定义一个载荷表格*SET,%TABLENAME%(0,0,1), 0.0,-999 !表格赋值*SET,%TABLENAME%(2,0,1), 0.0*SET,%TABLENAME%(3,0,1), %TABLE_ROW1(1)%*SET,%TABLENAME%(4,0,1), %TABLE_ROW2(1)%*SET,%TABLENAME%(5,0,1), %TABLE_ROW3(1)%*SET,%TABLENAME%(6,0,1), %TABLE_ROW4(1)%*SET,%TABLENAME%(7,0,1), %TABLE_ROW5(1)%*SET,%TABLENAME%(0,1,1), 1.0, -1, 16, 3, 0, 0, 0*SET,%TABLENAME%(0,2,1), 0.0, -2, 0, 6, 0, 0, -1*SET,%TABLENAME%(0,3,1), 0.0, -3, 0, 1, -2, 3, -1*SET,%TABLENAME%(0,4,1), 0.0, -1, 0, 1, -3, 3, 17*SET,%TABLENAME%(0,5,1), 0.0, -2, 0, 1, -1, 3, 18*SET,%TABLENAME%(0,6,1), 0.0, -1, 0, 0, 0, 0, 0*SET,%TABLENAME%(0,7,1), 0.0, -3, 0, 1, 0, 0, -1*SET,%TABLENAME%(0,8,1), 0.0, -4, 0, 1, -1, 2, -3*SET,%TABLENAME%(0,9,1), 0.0, -1, 0, 2, 0, 0, 2*SET,%TABLENAME%(0,10,1), 0.0, -3, 0, 1, 2, 17, -1*SET,%TABLENAME%(0,11,1), 0.0, -1, 0, 2, 0, 0, 19*SET,%TABLENAME%(0,12,1), 0.0, -5, 0, 1, 19, 17, -1*SET,%TABLENAME%(0,13,1), 0.0, -1, 0, 1, -3, 4, -5*SET,%TABLENAME%(0,14,1), 0.0, -3, 0, 2, 0, 0, 3*SET,%TABLENAME%(0,15,1), 0.0, -5, 0, 1, 3, 17, -3*SET,%TABLENAME%(0,16,1), 0.0, -3, 0, 2, 0, 0, 20*SET,%TABLENAME%(0,17,1), 0.0, -6, 0, 1, 20, 17, -3*SET,%TABLENAME%(0,18,1), 0.0, -3, 0, 1, -5, 4, -6*SET,%TABLENAME%(0,19,1), 0.0, -5, 0, 1, -1, 1, -3*SET,%TABLENAME%(0,20,1), 0.0, -1, 0, 2, 0, 0, 4*SET,%TABLENAME%(0,21,1), 0.0, -3, 0, 1, 4, 17, -1*SET,%TABLENAME%(0,22,1), 0.0, -1, 0, 2, 0, 0, 21*SET,%TABLENAME%(0,23,1), 0.0, -6, 0, 1, 21, 17, -1*SET,%TABLENAME%(0,24,1), 0.0, -1, 0, 1, -3, 4, -6*SET,%TABLENAME%(0,25,1), 0.0, -3, 0, 1, -5, 1, -1*SET,%TABLENAME%(0,26,1), 0.0, -1, 0, 3, 0, 0, -3*SET,%TABLENAME%(0,27,1), 0.0, -5, 0, 1, -1, 3, -3*SET,%TABLENAME%(0,28,1), 0.0, -1, 0, 1, -4, 3, -5*SET,%TABLENAME%(0,29,1), 0.0, -1, 7, 1, -1, 0, 0*SET,%TABLENAME%(0,30,1), 0.0, -3, 0, 1, -2, 3, -1*SET,%TABLENAME%(0,31,1), 0.0, -1, 0, 1, 20, 3, 21*SET,%TABLENAME%(0,32,1), 0.0, -2, 0, 1, -1, 3, 19*SET,%TABLENAME%(0,33,1), 0.0, -1, 0, 3.14, 0, 0, -2*SET,%TABLENAME%(0,34,1), 0.0, -4, 0, 1, -2, 3, -1*SET,%TABLENAME%(0,35,1), 0.0, -1, 16, 3.14, 0, 0, 0*SET,%TABLENAME%(0,36,1), 0.0, -2, 0, 1, -4, 3, -1*SET,%TABLENAME%(0,37,1), 0.0, -1, 0, 1, -3, 4, -2*SET,%TABLENAME%(0,38,1), 0.0, 99, 0, 1, -1, 0, 0!施加表格热源载荷BF,NODEF,HGEN,%TEMPF% !在节点组件施加热生成载荷CMDELE,NODEF !删除节点组件nodefALLSEL,ALL !选择全部图元!*******************************!后半球节点的选取!*******************************LOCAL,13,2,0,DISY,0.0075, , , ,chb/ah,bh/ah, !生成局部坐标系13 NSEL,S,LOC,X,,ah !选择x=0~dia的节点NSEL,R,LOC,Y,-90,0 !在当前选择集中再选出y=-90~0的节点NSEL,R,LOC,Z,,90 !在当前选择集中再选出z=0~90的节点CM,NODEB,NODE !生成节点组件nodeb!*******************************!后半球函数、表格定义!*******************************LOCAL,14,0,0,DISY,0, , , ,1,1, !生成局部坐标系14!删除以下参数变量*DEL,TABLENAME*DEL,TABLEMTID*DEL,TABLE_ROW1*DEL,TABLE_ROW2*DEL,TABLE_ROW3*DEL,TABLE_ROW4*DEL,TABLE_ROW5*DEL,TABLECSYS*DEL,'TEMPB'!定义表格各行*SET,TABLENAME,'TEMPB'*DIM,TABLE_ROW1,,1*DIM,TABLE_ROW2,,1*DIM,TABLE_ROW3,,1*DIM,TABLE_ROW4,,1*DIM,TABLE_ROW5,,1!各行赋初值*SET,TABLE_ROW1(1),rb*SET,TABLE_ROW2(1),w*SET,TABLE_ROW3(1),chb*SET,TABLE_ROW4(1),ah*SET,TABLE_ROW5(1),bh*SET,TABLECSYS,14!表格各数据赋值*DIM,%TABLENAME%,TABLE,7,38,1,,,,%TABLECSYS% !定义一个表格载荷*SET,%TABLENAME%(0,0,1), 0.0,-999 !表格赋值*SET,%TABLENAME%(2,0,1), 0.0*SET,%TABLENAME%(3,0,1), %TABLE_ROW1(1)%*SET,%TABLENAME%(4,0,1), %TABLE_ROW2(1)%*SET,%TABLENAME%(5,0,1), %TABLE_ROW3(1)%*SET,%TABLENAME%(6,0,1), %TABLE_ROW4(1)%*SET,%TABLENAME%(7,0,1), %TABLE_ROW5(1)%*SET,%TABLENAME%(0,1,1), 1.0, -1, 16, 3, 0, 0, 0*SET,%TABLENAME%(0,2,1), 0.0, -2, 0, 6, 0, 0, -1*SET,%TABLENAME%(0,3,1), 0.0, -3, 0, 1, -2, 3, -1*SET,%TABLENAME%(0,4,1), 0.0, -1, 0, 1, -3, 3, 17*SET,%TABLENAME%(0,5,1), 0.0, -2, 0, 1, -1, 3, 18*SET,%TABLENAME%(0,6,1), 0.0, -1, 0, 0, 0, 0, 0*SET,%TABLENAME%(0,7,1), 0.0, -3, 0, 1, 0, 0, -1*SET,%TABLENAME%(0,8,1), 0.0, -4, 0, 1, -1, 2, -3*SET,%TABLENAME%(0,9,1), 0.0, -1, 0, 2, 0, 0, 2*SET,%TABLENAME%(0,10,1), 0.0, -3, 0, 1, 2, 17, -1*SET,%TABLENAME%(0,11,1), 0.0, -1, 0, 2, 0, 0, 19*SET,%TABLENAME%(0,12,1), 0.0, -5, 0, 1, 19, 17, -1*SET,%TABLENAME%(0,13,1), 0.0, -1, 0, 1, -3, 4, -5*SET,%TABLENAME%(0,14,1), 0.0, -3, 0, 2, 0, 0, 3*SET,%TABLENAME%(0,15,1), 0.0, -5, 0, 1, 3, 17, -3*SET,%TABLENAME%(0,16,1), 0.0, -3, 0, 2, 0, 0, 20*SET,%TABLENAME%(0,17,1), 0.0, -6, 0, 1, 20, 17, -3*SET,%TABLENAME%(0,18,1), 0.0, -3, 0, 1, -5, 4, -6*SET,%TABLENAME%(0,19,1), 0.0, -5, 0, 1, -1, 1, -3*SET,%TABLENAME%(0,20,1), 0.0, -1, 0, 2, 0, 0, 4*SET,%TABLENAME%(0,21,1), 0.0, -3, 0,1, 4, 17, -1*SET,%TABLENAME%(0,22,1), 0.0, -1, 0, 2, 0, 0, 21*SET,%TABLENAME%(0,23,1), 0.0, -6, 0, 1, 21, 17, -1*SET,%TABLENAME%(0,24,1), 0.0, -1, 0, 1, -3, 4, -6*SET,%TABLENAME%(0,25,1), 0.0, -3, 0, 1, -5, 1, -1*SET,%TABLENAME%(0,26,1), 0.0, -1, 0, 3, 0, 0, -3*SET,%TABLENAME%(0,27,1), 0.0, -5, 0, 1, -1, 3, -3*SET,%TABLENAME%(0,28,1), 0.0, -1, 0, 1, -4, 3, -5*SET,%TABLENAME%(0,29,1), 0.0, -1, 7, 1, -1, 0, 0*SET,%TABLENAME%(0,30,1), 0.0, -3, 0, 1, -2, 3, -1*SET,%TABLENAME%(0,31,1), 0.0, -1, 0, 1, 20, 3, 21*SET,%TABLENAME%(0,32,1), 0.0, -2, 0, 1, -1, 3, 19*SET,%TABLENAME%(0,33,1), 0.0, -1, 0, 3.14, 0, 0, -2*SET,%TABLENAME%(0,34,1), 0.0, -4, 0, 1, -2, 3, -1*SET,%TABLENAME%(0,35,1), 0.0, -1, 16, 3.14, 0, 0, 0*SET,%TABLENAME%(0,36,1), 0.0, -2, 0, 1, -4, 3, -1*SET,%TABLENAME%(0,37,1), 0.0, -1, 0, 1, -3, 4, -2*SET,%TABLENAME%(0,38,1), 0.0, 99, 0, 1, -1, 0, 0!BF,NODEB,HGEN,%TEMPB% !在节点组件nodeb上施加热生成载荷CMDELE,NODEB !删除节点组件nodebALLSEL,ALL !选择全部图元SOLVE !开始求解BFDELE,ALL,HGEN !删除所有节点上的热生成载荷*ENDDO !循环求解结束SAVE !保存数据库。
高能束焊接双椭球热源模型参数的确定_王煜

高能束焊接双椭球热源模型参数的确定王 煜, 赵海燕, 吴 甦, 张建强*(清华大学机械工程系,北京 100084)摘 要:双椭球热源模型常用于高能束焊接过程数值模拟,模型中形状参数选择的合理与否对于计算精度和效率有很大影响。
由于缺乏定量化描述,进行数值模拟时,只能依靠经验通过反复试算确定模型参数,选择的随机性很大。
为此该文提出了一种用解析法计算高能束焊接双椭球热源模型参数的方法,通过实例计算和有限元模拟对该方法进行了验证,并建立了确定模型形状参数的经验公式。
研究结果表明,使用该方法只需进行简单的解析计算便可直接求得数值模拟所需的热源参数,简化了试算过程,提高了数值模拟的效率和精度。
关键词:高能束焊接;双椭球热源模型;解析法;有限元中图分类号:TG402 文献标识码:A 文章编号:0253-360X(2003)02-67-04王 煜0 序 言高能束焊以其束流的强穿透能力,可获得窄而深的焊缝,且焊后成品的热影响区小,焊接质量高,因而得到了日益广泛的应用。
为了进一步提高生产效率和产品质量,需要对焊接过程进行深入详细的研究。
但焊接过程是高温下的动态过程,采用试验方法进行实时测量十分困难,数值模拟方法则提供了重要的研究手段。
对焊接热过程的准确模拟是确保热应力变形分析可靠性的重要前提,针对不同焊接过程,应采用不同的热输入模式(热源模型)进行计算。
由于高能束流具有能量密度高,加热范围集中及存在小孔效应等特点[1],用于模拟普通熔化焊过程的Gauss热源模型不适于描述这一过程,而较多采用双椭球热源模型进行焊接数值模拟[2]。
由于该热源模型所描述的热流密度分布在椭球形体积内,能够反映出束流沿深度方向对焊件进行加热的特点,因此可以对焊接温度场进行更为准确的模拟。
然而对于功率大小相同的热源,当热流密度分布不同时,计算结果会有很大差异。
双椭球模型的形状参数对其内部热流密度分布有决定性的影响,但在应用时并没有定量化的公式说明应该如何选取形状参数。
双椭球热源

q(r)=))(3exp(3622
222223c z b y a x abc Q
f r ++-π
式中,a 、b 、c 为椭球体半轴长,两式中a 、b 、c 相互独立,分别可取不同值,甚至在异种材料焊接时,可将两1/4椭球分为两个1/8椭球,每个椭球对应不同的a 、b 、c 值;f f 和f r 分别为前后两部分椭球体的能量分配系数,且f f +f r =2。
式中abc为椭球体半轴长两式中abc相互独立分别可取不同值甚至在异种材料焊接时可将两14椭球分为两个18椭球每个椭球对应不同的abc值
双椭球热源
双椭球体热源模型含有两个不相同的1/4椭球体,前、后两椭球内的热流密度分布各不相同:前半部分椭球体热流密度公式为:
q(r)=))(3(exp abc Q
f 3622
热源模型

热源模型热源选取原则热源模型的建立与焊接温度场的模拟是焊接数值模拟的重要部分。
对于手工电弧焊、钨钨极氩弧焊等焊接方法,采用高斯分布的函数就可以得到较满意度结果;对于电弧穿透能力较大的熔化极氩弧焊(MIG 焊),常采用双椭球形热源分布函数。
高斯分布的函数与双椭球形热源分布函数相比,双椭球形热源分布函数考虑了熔透。
高斯函数分布的热源模型焊接加热斑点上的热流密度分布采用Eagar 和Tsai 的高斯数学模型,其分布函数如下: ()22233exp UI r q r R R ηπ⎛⎫=*- ⎪⎝⎭式中:R 为电弧有效加热半径;r 为焊件上任意点至电弧加热斑点中心的距离,η为焊接热效率;U 为焊接电压;I 为焊接电流。
双椭球热源模型Goldak 提出的双椭球形热源考虑到热源移动对热流分布的影响,将热源前方(前半部分)是个1/4椭球、后方(后半部分)是另一个1/4椭球,热源前方(前半部分)、后方(后半部分)的热流密度分布函数分别用下面两式表示:()()22232221,..e z vt x y q x y z t a b c -⎛⎫-=++ ⎪ ⎪⎝⎭()()22232222,..e z vt x y q x y z t a b c -⎛⎫-=++ ⎪ ⎪⎝⎭式中ff 、fr 是热流密度分布系数,ff 取0.6,fr 取1.4,且2ff fr +=。
a 、b 、1c 、2c 分别为熔池的几何尺寸。
半球状热源模型针对高能束焊接方法,例如激光、电子束焊等等,由于其具有高的熔透,所以提出了用半球状的热源来模拟能够很好的解决高能束焊接的穿透。
22226333(,,)exp Q x y z q x y z c ⎛⎫---= ⎪⎝⎭(9) 上式中:(,,)q x y z ——功率密度Q ——热输入功率c——半球半径。
焊接热源

焊接热源模型摘要:根据目前焊接工作者的实践和共识,所谓的焊接热源模型,可以认为是对作用于焊件上的、在时间域和空间域上的热输入分布特点的一种数学表达。
到目前为止,用于焊接数值模拟中的所有焊接热源模型大都不随时间而发生变化,也就是认为在焊接进行过程中热源模型是不发生变化的,即静态焊接热源模型。
而动态焊接热源模型,其热输入是随着焊接的进行而发生变化的。
关键字:热源模型、高斯热源、双椭球热源、模型参数一、焊接热源模型种类及其参数在焊接尤其是熔化焊中,其热过程贯穿整个焊接过程的始终,一切熔化焊的物理化学过程都是在热过程中发生和发展的。
焊接温度场不仅决定焊接应力场和应变场,还与冶金、结晶及相变过程有着紧密的联系。
焊接温度场内包含着焊接接头质量及性能的充分信息, 始终是焊接发展中的最基本课题之一。
按照热源作用方式的不同,可以将焊接热源当作集中热源、平面分布热源、体积分布热源来处理。
当关心的工件部位离焊缝中心线比较远时,可以近似将焊接热源当作集中热源来处理。
对于一般的电弧焊,焊接电弧的热流是分布在焊件上一定的作用面积内,可以将其作为平面分布热源。
但对于高能束焊接,由于产生较大的焊缝深宽比,说明焊接热源的热流沿工件厚度方向施加很大的影响,必须按某种恰当的体积分布热源来处理。
1.1焊接模型特点1.焊接热源的特点:(1)能量密度高度集中;(2)快速实现焊接过程;(3)保证高质量的焊缝和最小的焊接热影响区。
2.焊接热源的种类:(1)电弧焊:气体介质中的电弧放电 (2)化学热:可燃气体 (3)电阻热:电阻焊、电渣焊 (4)高频感应热:磁性的金属高频感应产生二次电流作为热源 (5)摩擦热:机械高速摩擦 (6)电子束:高速运动的电子轰击 (7)等离子焰:电弧或高频放电—离子流 (8)激光束:激光聚焦3.热源的形式(从热传导的角度来考虑):(1)点热源(三维)—厚大焊件焊接 (2)线热源(二维)—薄板焊接 (3)面热源(一维)—细棒摩擦焊4.焊接热源模型的概念:根据目前焊接工作者的实践和共识 ,所谓的焊接热源模型 ,可以认为是对作用于焊件上的、在时间域和空间域上的热输入分布特点的一种数学表达。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CMSEL,S,_Y
CMDELE,_Y
CMDELE,_Y1
!*
LESIZE,48, , ,4, , , , ,1
LESIZE,10, , ,6, , , , ,1
LESIZE,59, , ,16, , , , ,1
wpoff,-0.001,,
wpoff,0,0,0.009
VSBW, 1
wprot,0,0,120
VSBW, 2
wprot,0,0,-120
wpoff,0,0,-0.0015
VSBW, 4
VDELE, 2, , ,1
VSWEEP,5,25,24
!热影响区单元划分
FLST,5,3,6,ORDE,3
FITEM,5,1
FITEM,5,8
FITEM,5,-9
CM,_Y,VOLU
VSEL, , , ,P51X
CM,_Y1,VOLU
CMSEL,S,_Y
!*
CMSEL,S,_Y1
MPDATA,HF,1,,125.8
MPDATA,HF,1,,148.9
MPDATA,HF,1,,172
MPDATA,HF,1,,195.1
MPDATA,HF,1,,218.2
MPDATA,HF,1,,241.3
MPDATA,HF,1,,264.4
MPDATA,HF,1,,379.9
MPTEMP,8,700
MPTEMP,9,800
MPTEMP,10,900
MPTEMP,11,1000
MPTEMP,12,1100
MPTEMP,13,1200
MPTEMP,14,1300
MPTEMP,15,1400
MPTEMP,16,1500
MPTEMP,17,2000
MPDATA,KXX,1,,24.5
MPDATA,KXX,1,,26.5
MPDATA,KXX,1,,27.0
MPDATA,KXX,1,,27.9
MPDATA,KXX,1,,28.1
MPDATA,KXX,1,,28.4
MPDATA,KXX,1,,28.3
MPDATA,KXX,1,,30.5
!******************************
ET,1,SOLID70
ET,2,Surf152
DOF,TEMP
KEYOPT,2,3,0
KEYOPT,2,4,1
KEYOPT,2,5,0
KEYOPT,2,6,0
KEYOPT,2,7,0
KEYOPT,2,8,3 !根据固体表面温度计算对流系数
/PREP7
!******************************
!定义参数
!******************************
LENGTH=0.11
WIDTH=0.05
HEIGHT=0.01
DIA=0.006
ah=DIA/2
bh=0.0025
chf=2*ah
chb=6*ah
rf=2*chf/(chf+chb)
rb=2*chb/(chf+chb)
U=38
I=180
EFF=0.85
W=EFF*U*I
STEP=0.002
COUNT=0.03/STEP
V=0.00235
!******************************
!定义单元类型
KEYOPT,2,9,0
!******************************
!定义材料参数
MPTEMP,,,,,,,,
MPTEMP,1,25
MPTEMP,2,100
MPTEMP,3,200
MPTEMP,4,300
MPTEMP,5,400
MPTEMP,6,500
MPTEMP,7,600
SAVE
!******************************
!建立几何模型
!******************************
WPSTYL,,,,,,,,0 !设定工作平面风格
BLOCK,0,-WIDTH,0,LENGTH+0.001,0,HEIGHT, !生成长方体焊材1
MPDATA,HF,1,,1.67
MPDATA,HF,1,,6.68
MPDATA,HF,1,,13.36
MPDATA,HF,1,,20.04
MPDATA,HF,1,,26.72
MPDATA,HF,1,,33.4
MPDATA,HF,1,,F,1,,102.7
MPTEMP,18,1500
MPTEMP,19,2000
MPDATA,ENTH,1,,0
MPDATA,ENTH,1,,2.6666E8
MPDATA,ENTH,1,,6.672E8
MPDATA,ENTH,1,,1.08278E9
MPDATA,ENTH,1,,1.54919E9
LESIZE,38, , ,6, , , , ,1
LESIZE,40, , ,6, , , , ,1
EXTOPT,ACLEAR,1
EXTOPT,VSWE,TETS,1
EXTOPT,VSWE,AUTO,0
EXTOPT,ESIZE,110,0
!*
VSWEEP,4,18,17
save
FLST,5,2,6,ORDE,2
!5代表所选实体对应操作命令的第四个参数,2代表后续FITEM的行数,6代表体,orde为有序,2代表FITEM的个数
FITEM,5,4
FITEM,5,-5 !选择4,5体,负5和前面FITEM命令的4构成一个范围,即4到5;
MPTEMP,10,800
MPTEMP,11,900
MPTEMP,12,1000
MPTEMP,13,1100
MPTEMP,14,1200
MPTEMP,15,1300
MPTEMP,16,1400
MPTEMP,17,1500
MPTEMP,18,2000
MPDATA,C,1,,431
MPDATA,C,1,,483
MPDATA,C,1,,521
MPDATA,C,1,,573
MPDATA,C,1,,626
MPDATA,C,1,,693
MPDATA,C,1,,795
MPDATA,C,1,,966
MPDATA,C,1,,1100
KWPAVE, 16
wprot,0,0,90
VSBW, 3
wprot,0,0,-90
wpoff,0.0015,0,0
KWPAVE, 20
VSBW, 1
save
wpoff,-0.008,0,0
wprot,0,0,90
VSBW, 2
MPDATA,C,1,,952
MPDATA,C,1,,748
MPDATA,C,1,,676
MPDATA,C,1,,722
MPDATA,C,1,,738
MPDATA,C,1,,739
MPDATA,C,1,,741
MPDATA,C,1,,750
MPDATA,C,1,,750
MPDATA,KXX,1,,31.2
MPDATA,KXX,1,,28.1
MPDATA,KXX,1,,28.0
MPDATA,KXX,1,,28.2
MPDATA,KXX,1,,28.3
MPDATA,KXX,1,,28.3
MPDATA,KXX,1,,29.5
MPDATA,KXX,1,,59.1
MPTEMP,8,700
MPTEMP,9,750
MPTEMP,10,800
MPTEMP,11,850
MPTEMP,12,900
MPTEMP,13,1000
MPTEMP,14,1100
MPTEMP,15,1200
MPTEMP,16,1300
MPTEMP,17,1400
LESIZE,61, , ,16, , , , ,1
LESIZE,47, , ,16, , , , ,1
LESIZE,13, , ,16, , , , ,1
LESIZE,33, , ,16, , , , ,1
LESIZE,56, , ,16, , , , ,1
EXTOPT,ESIZE,110,0
MPTEMP,7,600
MPTEMP,8,700
MPTEMP,9,800
MPTEMP,10,900
MPTEMP,11,1000
MPTEMP,12,1100
MPTEMP,13,1200
MPTEMP,14,1300
MPTEMP,15,1400
MPTEMP,16,1500
MPTEMP,17,2000
KWPAVE, 26
wprot,0,0,30
VSBW, 3
VSBW, 6
wprot,0,0,-30
wpoff,0,0,-0.01
VSBW, 7
wprot,0,0,30
VSBW, 2
VSBW, 3
!实体模型切割完毕进行网格划分
MPDATA,ENTH,1,,8.18076E9
MPDATA,ENTH,1,,1.10963E10