注塑模-扁二极可装拆ABS塑料插头模具设计
插座壳体注塑模脱模机构设计
[: } E: [: }
-
: I
哥
十
0
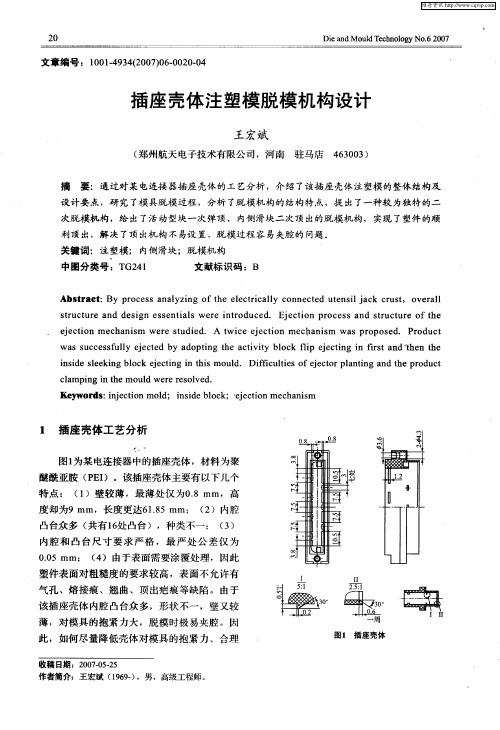
凸台众多 ( 共有l处凸台),种类不一 ; ( ) 6 3
内 腔 和 凸 台尺 寸 要 求 严 格 ,最 严 处 公 差 仅 为 00 .5mm; ( )由于 表 面需 要 涂 覆处 理 ,因此 4
‘
Ab ta t B r c s n lzn fteee tial o n ce tn i j c r s,o eal sr c : y p o e sa ay ig o lcr l c n e td ue sl a k cu t v r l h c y
srcuea dd sg se t l weeito u e . Ee t npo esa dsr cueo e t tr n einesni s r nrd c d jci rcs n t tr ft u a o u h
内测 滑块 兼 起 成型 和顶 出作 用 。
图3 是根据 以上分析设计 的模具结构简图。
从模具 的结构 中可 以看 出,该模具具有 以下特
点:
( )合 理 选 取分 型 面 ,省去 一套 内侧抽 机 1
构 ,简化了模具结构 ,降低了模具成本 ;
( )用 内侧 滑块 兼 起 模 具 的设 计 关键 。
和 断 裂 。因此 , 在做 内侧 滑 块 的机 构 设 计 时 ,
该模具突破传统 的内测滑块单 一成型功能 ,使
2 模 具整体结构 分析
该模 具的重点及难 点在于如何简化成型 内
腔 凸 台 、尽 量 降低 插 座 壳 体 对 模 具 的抱 紧 力 、 合理 设置 顶 出机构 。 根 据 该 插 座壳 体 内腔 共 有 1 处 凸 台 ,且 形 6
插座外壳上盖注塑模设计
插座外壳上盖双分型面注塑模设计系别:机械工程系班级:机自133姓名:朱志宾学号:201306024340目录第一章塑件工艺分析 (4)1.1 塑件设计要求 (4)1.2 塑件生产批量要求 (4)1.3 塑件的成型要求 (4)第二章选用塑料 (5)2.1 PF (5)2.2 PES (6)2.3 POM (7)2.4 材料的确定及相关参数 (7)第三章塑料种类与模具设计的关系 (10)第四章注射机的选择 (11)第五章模具的基本结构 (12)5.1 模具的成形方法 (12)5.2 模具的结构形式 (12)5.3 型腔的布置 (13)5.4 成型零件工作尺寸计算 (14)5.5 成型零件工艺卡 (17)5.6 确定分型面 (18)5.7 浇注系统设计 (19)5.8 冷却系统的设计 (22)5.9 确定顶出机构类型和抽芯机构 (24)5.10 确定导向机构 (24)5.11 排气机构 (25)5.12 其他零部件选材 (25)第六章模具装配草图 (26)第七章注射机参数校核 (28)7.1 注射量的校核 (28)7.2 模具闭合高度的校核 (28)7.3 模具安装部分的校核 (28)7.4 开模行程的校核 (29)7.5 锁模力的校核 (29)7.6 注射压力的校核 (29)第八章模具结构尺寸的设计 (31)8.1 导向机构 (31)8.2 复位杆 (32)8.3 拉料杆 (33)8.4 推出机构 (33)第九章塑料注射模具技术要求及总装技术要求 (34)9.1 零件的技术要求 (34)9.2 总装技术要求 (34)第十章装配草图及其三维视图 (39)第一章塑件工艺分析1.1 塑件设计要求该产品用于电源插座上,要求具有较强的绝缘性。
该产品精度及表面粗糙度要求为一般精度,但在加工制造过程中要求模具各部分有一定配合精度关系。
1.2 塑件生产批量要求该产品为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。
电源插头外壳注射模设计本科毕业设计.doc
毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日指导教师评阅书评阅教师评阅书教研室(或答辩小组)及教学系意见1 引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
ABS塑料件注塑模具设计
塑件质量:M=Vρ=50g(通过3D软件测量得到)
2.
根据塑件的计算重量或体积,选择设备型号规格,确定型腔数当未限定设备时,须考虑以下因素:
采用一模两件的模具结构,考虑其外形尺寸,注塑时所需压力和工厂现有设备等情况,初步选用注塑机XS—ZY—125型。
第
3.
3.
分型面的形式由塑料的具体情况而定,但大体上有平面式分型面、阶梯式分型面、斜面式分型面、曲面式分型面、综合式分型面。
ABS无毒、无味,呈微黄色,成型的塑料件有较好的光泽。密度为1.02~1.05/cm。ABS有极好的抗冲击强度,且在低温下也不迅速下降。有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能。水、无机盐、碱、酸类对ABS几乎无影响,在酮、醛、酯、氯代烃中会溶解或形成乳浊液,不溶于大部分醇类及烃类溶剂,但与烃长期接触会软化溶胀。ABS塑料表面受冰醋酸、植物油等化学药品的侵蚀会引起应力开裂。ABS有一定的硬度和尺寸稳定性,易于成型加工。经过色可配成任何颜色。其缺点是耐热性不高,连续工作温度为70度左右,热变形温度约为93度左右。耐气侯性差,在紫外线作用下易变硬发脆。
15~30s
6、注射压力
70~90 MP
12、成型周期
40~70s
塑件精度要求,塑件工作要求不高,故选普通精度:4级
2
2
从零件图上分析,该零件总体形状为圆形。因此,模具设计,该零件属于中等复杂程度.
注塑模扁二极可装拆ABS塑料插头模具设计

塑料模具课程设计说明书题目:扁二极可装拆ABS塑料插头学生姓名:学号:学院:专业:目录一、塑料成型工艺性分析 (4)1、塑料的分析 (4)2、ABS 的性能分析 (5)3、注射成型工艺及参数 (5)二、模具的结构形式 (6)1、分型面的确定 (6)2、型腔的数量和排布方式 (6)3、注射机型号的确定 (7)三、浇注系统的设计 (8)1、主流道的设计 (8)2、分流道的设计 (9)3、浇口的设计 (10)4、冷料穴的设计 (11)四、成型零件的结构设计 (11)1、凹模的结构设计 (11)2、凸模的结构设计 (11)3、成型零件的材料选用 (12)4、成型零件的工作尺寸计算 (12)5、成型零件尺寸及动模垫块厚度计算 (14)五、模架的选择 (15)1、模架的尺寸及类型 (15)2、各模架尺寸的确定 (15)六、排气系统的设计 (16)七、脱模推出机构的设计 (16)1、推出方式的确定 (16)2、脱模力的计算 (16)八、冷却系统的设计 (17)1、冷却介质 (17)2、冷却系统简单的计算 (17)九、总装配图和零件图 (19)扁二极可装拆塑料插头三维proe图形扁二极可装拆塑料插头二维cad图形一、塑件成型工艺性分析1、塑件的分析(1)塑件的选材塑件“扁二极可装拆塑料插头”为壳体零件,常用成型壳体零件的材料有:丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚丙烯(PP)、聚氯乙烯(PVC)、聚碳酸酯(PC耐冲击性、良好的低温性能和耐化学药品性、尺寸稳定性好、表面光泽、易着色和涂装性能,并且原料来源广、价格较低、易于成型加工等综合特点。
因而成型塑件的材料定为ABS。
(2)塑件的尺寸和精度该塑件壁厚1mm,外形尺寸较小,壁厚整体均匀,且符合最小壁厚(0.75mm)的要求;塑件型腔较大,有通孔存在,通孔尺寸符合最小直径要求;塑件内腔有两个加强筋,符合加强筋的推荐尺寸;另外,塑件的外形、内腔均有倒圆角,其大小符合规定值(外形倒圆角半径R=1.5T=1.5mm,内腔倒圆角半径R’=0.5T=0.5mm)。
塑料插座上座模具设计(注塑模具设计)
济源职业技术学院毕业设计题目塑料插座上座模具设计系别专业班级姓名学号指导教师日期设计任务书设计题目:塑料插座上座模具设计设计要求:1.确定合理工艺方案2.确定材料3.在模具的设计中最好有创新4.设计要全面介绍模具的工作原理5.内容丰富、文字精练、讲述详细、实用价值高6.模具的设计有效地体现出实用的特色设计进度:1.11月26日-11月30日查阅,收集资料2.12月1日-12月5日主要部分的设计与计算3.12月6日-12月14日结构设计4.12月15日-12月22日模具的整体设计5.12月23日-12月25日校核、修改、上交论文6.12月26日-12月31日论文答辩指导教师(签名):目录摘要 (2)前言 (3)1、塑件工艺分析 (4)1.1塑件设计要求 (4)1.2塑件生产批量要求 (4)1.3塑件的成型要求 (4)2、选用塑料 (5)2.1酚醛塑料(PF) (5)2.2聚醚砜(PES) (5)2.3聚甲醛(POM) (6)2.4材料的确定及相关参数 (6)3、塑料种类与模具设计的关系 (8)4、注射机的选择 (9)5、模具的基本结构 (10)5.1模具的成形方法 (10)5.2模具的结构形式 (10)5.2型腔的布置 (10)5.3确定分型面 (11)5.5冷却系统的设计 (14)5.6确定推出方式及侧向抽芯机构 (16)6、模具设计的有关计算 (17)7、注塑机参数校核 (19)7.1最大注射量校核 (19)7.2锁模力校核 (19)7.3模具与注塑机安装部分相关尺寸校核 (19)7.4模具闭合高度校核 (20)7.5开模行程校核 (20)8、模具结构、尺寸的设计计算 (21)8.1型腔结构 (21)8.2型芯结构 (22)8.3斜导柱 (22)9、塑料注射模具技术要求及总装技术要求 (26)9.1零件的技术要求 (26)9.2总装技术要求 (26)结论 (28)致谢 (29)参考文献 (30)谢谢朋友对我文章的赏识,充值后就可以下载说明书,我这里还有一个压缩包,里面有相应的word说明书和CAD图纸(零件图、型芯板、型腔板、装配图)。
插座底壳塑料模具设计

毕业设计说明书(论文)中文摘要本文分析了开关底壳塑料制件的成型工艺特点和模具设计工程。
在设计工作前进行大量的资料搜集汇总,然后开始着手于模具设计。
其中包括利用Pro/e软件绘制零件的三维图并由此进行3D开模、工件的工艺分析、注塑机的选用和校核、模具设计和确定了型腔的排布的难点,浇注系统的设计和模具总体结构。
详细介绍了型芯、型腔、推件装置等零部件的设计和制造。
最后完成了模具总装图的设计及主要零件图的绘制,确保模具结构功能的合理,实用。
关键词开关底壳塑料模设计制造毕业设计说明书(论文)外文摘要Title The switch shell bottom plastics piece inject a molddesignAbstractThis paper analyzes the lighter plastic component of the switch shell bottom molding process characteristics and die design engineering. Before designing work headway to go a great deal of data collection to gather, then enter upon to design in the molding tool. Pro/e including the use of the software 3D rendering parts of the map and thus open for 3D model, the process workpiece, Injection Molding Machine Selection and Verification, mold design and difficult to determine the cavity of the arrangement, Gating system design and mold overall structure. Details on the core, cavity and pushing pieces of equipment, and other parts of the design and manufacturing .In the end I completed designed the assemble diagram and the major parts’diagram and made sure the credibility,rationality,and the function of the molding tool structure.Keywords switch shell bottom plastic mould design manufacturing目录前言 (1)第一章绪论 (3)1.1 塑料模具设计的发展现状和趋势 (3)1.2 塑料制件的设计原则 (6)第二章开关底壳外壳成型的工艺设计 (7)2.1 塑件的原材料分析 (7)2.2 工艺参数 (8)2.3塑件结构分析 (9)2.4 塑件的尺寸精度分析 (9)2.5 塑件的壁厚分析 (9)2.6 塑件的表面质量分析 (10)第三章开关底壳外壳的模具设计 (11)3.1模具总体结构设计 (11)3.1.1模具结构形式的确定 (11)3.1.2模板尺寸的确定 (11)3.2注射机的型号选取 (12)3.3 模具参数的校核 (12)3.3.1注射量的校核 (12)3.3.2注射压力的校核 (13)3.3.3.锁模力的校核 (13)3.3.4模具厚度的校核 (14)3.3.5模具开模行程的校核 (14)3.4 拟定模具结构形式 (15)3.5 分型面位置的确定 (16)3.6 浇注系统形式和浇口的设计 (17)3.6.1 主流道的设计 (17)3.6.2.浇口套的设计 (17)3.6.3浇口套的固定 (18)3.6.4 分流道的设计 (18)3.6.5 浇口的设计 (20)3.6.6 浇注系统的平衡 (22)3.6.7冷料穴的设计 (23)3.7 排气系统的设计........................... 错误!未定义书签。
插座外壳上盖注塑模设计
插座外壳上盖双分型面注塑模设计系别:机械工程系班级:机自133姓名:朱志宾学号:2目录第一章塑件工艺分析 (4)1.1 塑件设计要求 (4)1.2 塑件生产批量要求 (4)1.3 塑件的成型要求 (4)第二章选用塑料 (5)2.1 PF (5)2.2 PES (6)2.3 POM (7)2.4 材料的确定及相关参数 (7)第三章塑料种类与模具设计的关系 (10)第四章注射机的选择 (11)第五章模具的基本结构 (12)5.1 模具的成形方法 (12)5.2 模具的结构形式 (12)5.3 型腔的布置 (13)5.4 成型零件工作尺寸计算 (14)5.5 成型零件工艺卡 (17)5.6 确定分型面 (18)5.7 浇注系统设计 (19)5.8 冷却系统的设计 (22)5.9 确定顶出机构类型和抽芯机构 (24)5.10 确定导向机构 (24)5.11 排气机构 (25)5.12 其他零部件选材 (25)第六章模具装配草图 (26)第七章注射机参数校核 (28)7.1 注射量的校核 (28)7.2 模具闭合高度的校核 (28)7.3 模具安装部分的校核 (28)7.4 开模行程的校核 (29)7.5 锁模力的校核 (29)7.6 注射压力的校核 (29)第八章模具结构尺寸的设计 (31)8.1 导向机构 (31)8.2 复位杆 (32)8.3 拉料杆 (33)8.4 推出机构 (33)第九章塑料注射模具技术要求及总装技术要求 (34)9.1 零件的技术要求 (34)9.2 总装技术要求 (34)第十章装配草图及其三维视图 (39)第一章塑件工艺分析1.1 塑件设计要求该产品用于电源插座上,要求具有较强的绝缘性。
该产品精度及表面粗糙度要求为一般精度,但在加工制造过程中要求模具各部分有一定配合精度关系。
1.2 塑件生产批量要求该产品为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。
模具毕业设计--插座面板的注塑模具设计

摘要本课题的研究主要是针对插座面板的注塑模具设计,首先阐述了模具行业的概况及注射成型工艺,对插座面板的结构及材料进行了分析,然后利用Moldflow软件对插座面板的成型过程进行模拟和合理性分析,提出方案如下,本次模具设计为一模两腔的结构,浇口形式为侧浇口。
在其分析结果的基础上,利用UG等CAD软件设计出插座面板注塑模的各大系统,其中设计难点是侧孔、内凹、倒扣的成型,这里采用了斜顶杆内抽芯机构的方法。
同时对模具结构及其尺寸进行设计计算,这里选用龙记模架中的二板模结构,对注塑机的选择以及相关参数的校核进行了详细的设计。
最后,利用Auto CAD、UG等软件绘制出该注射模的装配图及各零件图,完成本次插座面板的注塑模具设计。
关键词:注塑模具Moldflow UG 斜顶内抽芯插座面板AbstractThe topic of research is mainly aims at the injection mold design of Socket panel,Firstly it expounded the general situation of mould industry and the craft of injection molding ,the structure and material of socket panel are analyzed,and then using Moldflow software to simulate the forming process of the socket panel and reasonable analysis, the scheme propose as follow,the design of mold use one die with two cavity,the form of gate is edge gate.Base on the results of Analysis , each system of the injection mould of Socket panel with using some CAD Software such as UG,the design difficulties is the molding of bye hole,indent and sub-commission,in this design we use the lifter inside core pulling.And we design and calculate the Structure and size of the mould ,we choose the Second mode structure of LKM,we particular choose the injection molding machine and check the relevant parameter.At last we draw the assembly drawing and part drawing with many software such as Auto CAD and UG,then we finished the injection mold design of Socket panel. Keywords: Moldflow UG injection mold lifter inside core pulling Socket panel目录1 绪论 (1)1.1模具工业的概况 (1)1.2塑料模具工业的现状及其发展 (1)1.3注塑模具CAD/CAE/CAM的发展趋势 (2)2 注射成型工艺 (4)2.1注射成型原理 (4)2.2注射成型的生产工艺过程 (4)2.2.1 成型前的准备 (4)2.2.2 注射过程 (4)2.2.3 塑件的后处理 (4)3 塑件工艺分析 ......................................... 错误!未定义书签。
插座上盖毕业设计插座上壳塑料成型工艺与模具设计

Mold is an important industrial process equipment, which is used to shape a certain shape and size of the various products. In recent years, the production of plastic mold and level of development is very rapid, efficient, automated, large-scale, precision, long-life mold growing share of total output, in terms of various plastic mold, injection mold in production is the largest proportion in the production plays an important role.
工业插座零件塑料注塑磨具设计
本科毕业设计(论文) 题目:工业插座零件塑料注塑模具设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年05月工业插座零件塑料注塑磨具设计摘要本文介绍了插座零件塑料注塑模具的设计,主要包括:塑件材料的分析;注塑机的选择;模具结构的设计;成型零件的设计;抽芯机构的设计等。
本文是关于注塑模具的设计,该模具结构简单,成型分型都非常简单。
依据产品的数量和塑料的工艺性能确定了以双分型面注塑模的方式进行设计,采用一模一腔,采用了点浇口进行浇注,推出形式为推杆推出机构完成塑件的推出。
在正确分析塑件工艺特点和ABS材料的性能的后。
详细介绍了对凸模,凹模,浇注系统,脱模机构,侧抽芯系统,选择标准零件的设计与非标件的设计过程。
通过本设计,可以对注塑模具和绘图软件有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理;通过对CAD和PRO/e的学习,可以建立较简单零件的零件库,从而有效的提高工作效率。
关键词:插座零件;注塑模具;侧抽芯机构;侧浇口Industrial socket parts plastic injection molding tool designAbstractThis paper introduces the design, sockets for plastic injection mold include: analysis of the plastic injection molding machine; selection; mould design; design of molding parts; core-pulling mechanism design.This paper is about the design of injection mold, the mold is simple in structure, forming type are very simple. Based on the technological properties of the number of products and plastic injection mold design to the parting surface of the methods were determined, using a mold cavity, using a runner for pouring out form of introduction mechanism for putting the completion of the introduction of plastic parts,. Plastic properties of materials and process characteristics of ABS in the correct analysis of the. A detailed introduction to the punch, die, casting system, stripping mechanism, the side core pulling system, selection of standard parts, non-standard pieces of the design process design.Through this design, can have a preliminary understanding of the injection mold and drawing software, pay attention to the details of the design, understanding the structure and working principle of mold; through the CAD and PRO/e learning, you can create a simple parts library, to improve work efficiency.Keywords: socket parts;injection mold; side core-pulling mechanism; the side gate目录1 绪论 ....................................................................................... 错误!未定义书签。
塑料插座上座模具设计(有全套图纸)

目录纲要 (2)序言 (3)1、塑件工艺剖析 (4)1.1 塑件设计要求 (4)1.2 塑件生产批量要求 (4)1.3 塑件的成型要求 (4)2、采纳塑料 (5)2.1 酚醛塑料 (PF) (5)2.2 聚醚砜 (PES) (5)2.3 聚甲醛 (POM) (6)2.4 资料确实定及有关参数 (6)3、塑料种类与模具设计的关系 (8)4、注射机的选择 (9)5、模具的基本构造 (10)5.1 模具的成形方法 (10)5.2 模具的构造形式 (10)5.2 型腔的部署 (10)5.3 确立分型面 (11)5.5 冷却系统的设计 (14)5.6 确立推出方式及侧向抽芯机构 (16)6、模具设计的有关计算 (17)7、注塑机参数校核 (19)7.1 最大注射量校核 (19)7.2 锁模力校核 (19)7.3 模具与注塑机安装部分有关尺寸校核 (19)7.4 模具闭合高度校核 (20)7.5 开模行程校核 (20)8、模具构造、尺寸的设计计算 (21)8.1 型腔构造 (21)8.2 型芯构造 (22)8.3 斜导柱 (22)9、塑料注射模具技术要求及总装技术要求 (26)9.1 零件的技术要求 (26)9.2 总装技术要求 (26)结论 (28)道谢 (29)参照文件 (30)纲要本设计是以“插座上座”为主题。
其设计思路由参照多个生产案例而得出,设计内容是从零件的工艺剖析开始的,依据工艺要求来确立设计的大概思路。
在设计中间,好多东西都是自己本来所没有接触过的,特别是前段时间所学的理论课知识与此刻的自己着手操作设计,设计次序开始是从零件的资料选择,接下是成型参数、密度、缩短率确实定,模具种类与模具设计的关系、塑件的尺寸精度与构造、注射机的选择、模具设计有关尺寸的计算(包含模具行腔型芯的计算及其公差确实定)、注塑机参数的校核、模具构造设计、模具冷却、加热系统计算、注射模标准件的采纳及总装技术要求等内容。
其次是模具的构造,在模具构造的设计中间,第一设计的是模具的型腔构造,接下来是型芯构造、斜导柱、滑块、导向机构、复位杆、拉料杆、推件杆和推出机构,这样做的目的是为了规范化,更重要的是为了此后与制造人员的配合。
插头模具制造项目设计说明书
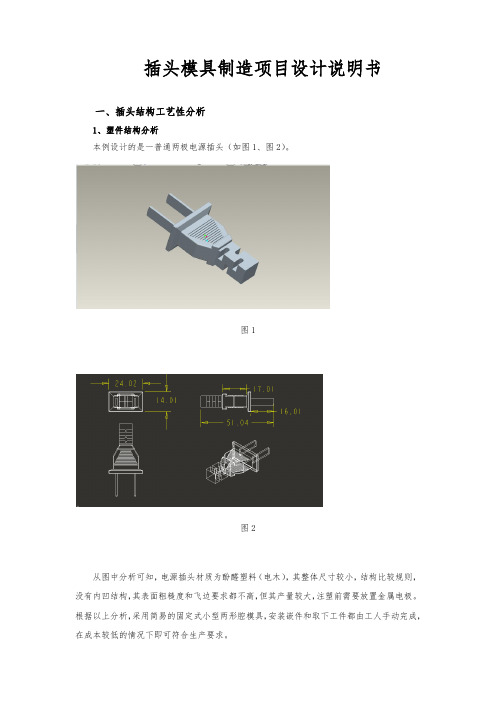
插头模具制造项目设计说明书一、插头结构工艺性分析1、塑件结构分析本例设计的是一普通两极电源插头(如图1、图2)。
图1图2从图中分析可知,电源插头材质为酚醛塑料(电木),其整体尺寸较小,结构比较规则,没有内凹结构,其表面粗糙度和飞边要求都不高,但其产量较大,注塑前需要放置金属电极。
根据以上分析,采用简易的固定式小型两形腔模具,安装嵌件和取下工件都由工人手动完成,在成本较低的情况下即可符合生产要求。
2、收缩性塑料经成型后获得的制品从热模具中取出后,因冷却以及其它原因而引起尺寸减小或体积收缩的现象称为塑料的收缩性。
收缩性是每一种塑料的固有特性之一[1]。
为了得到符合图纸要求的塑件,在设计模具的时候,对于收缩性总是给以适当的补偿。
本设计中的塑件原料PS塑料的收缩率为1.005。
二、注塑机的选择1、注射机规格注射机是热塑性塑料和部分热固性塑料注射成形的主要设备,我们选择注射机型号为XS-Z-60,它的技术规格如表3-1所示。
表 3-12、注射机校核2.1注射机容量校核塑件成形所需的注射总量应小于所选注射机的注射容量。
注射容量以容积(cm3)表示时,塑件体积(包括浇注系统)应小于注射机的注射容量,其关系按2-1式校核V件≤0.8V注(2-1)式中V件—塑件与浇注系统的体积(cm3);V注—注射机注射容量(cm3);0.8 —最大注射容量利用系数。
在这个设计中,V件= 29 cm3V注=60cm329<0.8*60=48所以注射机注射容量完全满足要求。
2.2注射机锁模力校核模具所需的最大锁模力应小于或等于注射机的额定锁模力,其关系按2-2式校核p腔F≤P锁(2-2)式中p腔—模具型腔压力,一般取40~50Mpa;F—塑件与浇注系统分型面上的投影面积(mm2);P锁—注射机额定锁模力(N)。
在这个设计中p腔 = 40 MpaF = 10734.2mm2P锁 = 500 kNp腔F = 40 × 106×10734.2 × 10-6 = 429.368 (kN)< 500(kN)所以注射机的锁模力也满足要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料模具课程设计说明书题目:扁二极可装拆ABS塑料插头学生姓名:学号:学院:专业:目录一、塑料成型工艺性分析 (4)1、塑料的分析 (4)2、ABS 的性能分析 (5)3、注射成型工艺及参数 (5)二、模具的结构形式 (6)1、分型面的确定 (6)2、型腔的数量和排布方式 (6)3、注射机型号的确定 (7)三、浇注系统的设计 (8)1、主流道的设计 (8)2、分流道的设计 (9)3、浇口的设计 (10)4、冷料穴的设计 (11)四、成型零件的结构设计 (11)1、凹模的结构设计 (11)2、凸模的结构设计 (11)3、成型零件的材料选用 (12)4、成型零件的工作尺寸计算 (12)5、成型零件尺寸及动模垫块厚度计算 (14)五、模架的选择 (15)1、模架的尺寸及类型 (15)2、各模架尺寸的确定 (15)六、排气系统的设计 (16)七、脱模推出机构的设计 (16)1、推出方式的确定 (16)2、脱模力的计算 (16)八、冷却系统的设计 (17)1、冷却介质 (17)2、冷却系统简单的计算 (17)九、总装配图和零件图 (19)扁二极可装拆塑料插头三维proe图形扁二极可装拆塑料插头二维cad图形一、塑件成型工艺性分析1、塑件的分析(1)塑件的选材塑件“扁二极可装拆塑料插头”为壳体零件,常用成型壳体零件的材料有:丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚丙烯(PP)、聚氯乙烯(PVC)、聚碳酸酯(PC冲击性、良好的低温性能和耐化学药品性、尺寸稳定性好、表面光泽、易着色和涂装性能,并且原料来源广、价格较低、易于成型加工等综合特点。
因而成型塑件的材料定为ABS。
(2)塑件的尺寸和精度该塑件壁厚1mm,外形尺寸较小,壁厚整体均匀,且符合最小壁厚(0.75mm)的要求;塑件型腔较大,有通孔存在,通孔尺寸符合最小直径要求;塑件内腔有两个加强筋,符合加强筋的推荐尺寸;另外,塑件的外形、内腔均有倒圆角,其大小符合规定值(外形倒圆角半径R=1.5T=1.5mm,内腔倒圆角半径R’=0.5T=0.5mm)。
该壳体主要用于连接插座与电器电线,对外形尺寸无特殊要求。
因而选择标注尺寸公差等级为MT4,未标注尺寸公差等级为MT5。
(3)塑件表面质量塑件为电器零件,对其表面、孔有一定的要求。
取其表面粗糙度Ra=1.6μm,内腔粗糙度Ra=3.2μm,孔内表面Ra=1.6μm。
(4)脱模斜度ABS为无定形塑料,收缩率为0.3-0.8%,塑件壁厚均匀且小、形状复杂,参考脱模斜度推荐值(凹模:35’-1°30’,型芯:30’-40’),取同一脱模斜度1°。
2、ABS的性能分析(1)物理性能化学名称:丙烯腈-丁二烯-苯乙烯共聚物英文名称:Acrylonitrile Butadiene Styrene密度:1.02-1.08g/cm3成型收缩率:0.3-0.8%成型温度:200-240℃干燥条件:70-85℃、3-4小时(2)特点1)综合性能较好,冲击强度较高,化学稳定性,电性能良好;2)与有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理;3)有高抗冲、高耐热、阻燃、增强、透明等级别;4)流动性比HIPS差一点,比PMMA、PC等好,柔韧性好;(3)成型性能1)无定形料,流动性中等,吸湿大,必须充分干燥;表面要求光泽的塑件需长时间预热干燥(温度70-85℃、时间3-4h);2)宜取高料温、高模温,但料温过高易分解(分解温度为>270℃)。
对精度较高的塑件,模温宜取50-60℃;对高光泽、耐热塑件,模温宜取60-80℃;3)如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;4)如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
3、注射成型工艺及参数(1)注射成型过程淘--宝..店--铺搜索:“两个半学分”1)注射前的准备分析检验成型物料ABS的质量,对原料进行色泽、颗粒大小、均匀度等外观以及流动性、热稳定性、收缩性、水分含量等工艺性能进行检验,判断原料的品种、规格、牌号等与要求的参数是否符合。
对于ABS类吸水性较大的塑料,注射前应进行干燥处理,干燥温度为70-85℃、时间3-4小时。
2)注射过程完整的塑件注射过程包括加料、塑化、注射、保压、冷却和脱模六个步骤。
3)塑件后处理处理介质为空气和水,处理温度为60-75℃,处理时间为16-20s。
(2)注射成型参数干燥处理:温度70-85℃、时间3-4h注射机料筒温度:前部180-200℃、中部165-180℃、后部150-170℃螺杆转速:30-60r/min喷嘴结构:直通式模具温度:60-80℃注射:压力70-90MPa、时间3-5s保压:压力50-70MPa、时间15-30s降温固化时间:15-30s成型周期:40-70s注射剂类型:螺杆式螺杆结构形式:通用型二、模具的结构形式1、分型面的位置确定根据塑件的形状,确定分型面个数为单个;位置设在塑件的最大轮廓处,即塑件的断面位置,如图所示。
2、型腔的数量和排布方式本塑件的设计要求型腔为一模四腔。
可供选择的分流道布局有“十”、“H”形两种布局,由于“十”形具有排列紧凑、对称平衡、结构简单、易于加工等特点,因而选择“十”形排列方式,如图所示。
3、注射机型号的确定(1)注射量的计算经proe三维软件分析可得:塑件体积V塑=2.108×103 mm3=2.108 cm3ABS密度ρ=1.05 g/cm3塑件质量m=ρV塑=2.21 g。
(2)浇注系统凝料体积的初步估算浇注系统凝料体积根据经验估计,按照塑件体积的0.2-1倍估算,由于设计主流道、分流道较为长,较塑件相对大,因而浇注系统凝料体积按塑件体积的0.5倍估算。
故注射一次模具型腔塑料熔体的总体积为:V总=V塑(1+0.5)×4=2.21×(1+0.5)×4 g=13.26 g(3)注射机的选择以实际注射量初选某一公称注射量的注射机型号,按照公式:nV塑+V浇≤0.8V公,即有:V总/0.8=16.575cm3。
根据计算,结合国产注射成型机的型号,初选注3(4)注射机相关参数校核1)注射压力校核查手册可知,ABS所需的注射压力为80-110MPa,取p0=85 MPa,该注塑机的公称注射压力p公=119MPa,注射压力机安全系数k1=1.25-1.4,这里取k1=1.3,则:k1 p0=1.3×85=110.5<p公,因而注射机压力合格。
锁模力校核2)塑件在分型面上投影面积A塑则A塑=(1092.6-π×22)mm2=1080 mm2。
3)浇注系统在分型面上的投影面积A浇按照经验,为每个塑件在分型面上投影面积A塑的0.2-0.5倍,本题按照0.3倍计算。
故A浇=0.3 A塑=324 mm2。
4) 模具型腔的胀模力F 胀查表可知,型腔的平均计算压力p 模为35MPa ,锁模力的安全系数为k 2=1.1-1.2,取k 2=1.2。
由公式:F 胀=p 模(A 塑+A 浇)=35×(1080+324)N=4.9×104N ,F胀k 2=5.8×104N <F 锁,注射机锁模力合格。
三、 浇注系统的设计1、 主流道的设计主流道通常位于模具中心塑料熔体的入口处,它将注射机喷嘴注射出的熔体导入分流道内。
主流道的形状为圆锥形,以便熔体的流动和开模时主流道凝料的顺利拔出。
主流道的尺寸直接影响到熔体的流动速度和充模时间。
另外,由于其与高温塑料熔体及注射机喷嘴反复接触,因此设计中常设计成可拆卸更换的浇口套。
(1)主流道的尺寸主流道长度:小型模具主流道的长度L 主应尽量小于60mm ,设计时从L 尺寸规格中取L 主=35.5mm主流道小端直径:d=注射机喷嘴口径+(0.5-1)mm=(4+1)mm=5mm主流道大端直径:d ’=d+2L 主tan α=(5+2×35.5×tan1.5°)mm ≈6.86mm主流道球面半径:SR 0=注射机喷嘴球头半径+(1-2)mm=(12+1)mm=13mm(2)主流道的凝料体积V 主= 3p L 主(R 主2+r 主2+R 主r 主)=3.14/3×42×(3.42+2.52+3.4×2.5)mm 3=1157mm 3=1.16 cm 3 (3)主流道当量半径R 主= ..34+252mm=2.95mm (4)主流道浇口套形式由于主流道长度L主=35.5mm,为减小主流道塑料的浪费、降低冷却时间,采用缩短主流道的定位圈。
定位圈入口尺寸取得50mm,以方便注射机喷嘴能顺利的进入;定位圈的固定用4×M4×22的圆柱头内六角螺栓;为增加定位圈的耐磨性,采用碳素工具钢,热处理淬火表面硬度为50-55HRC。
2、分流道的设计分流道是主流道与浇口之间的通道,开设在分流面上,起分流和转向的作用。
分流道时熔体进入型腔的通道,可以通过优化设置分流道的截面形状、尺寸大小及方向,使塑料熔体平衡稳定充型,从而保证最佳的成型效果。
淘--宝..店--铺搜索:“两个半学分”(1)凝料体积分流道的总长度L分=4×30mm=120mm,分流道的截面积A分=24.48 mm2,故凝料体积V分=L分A分=120×24.48 mm3=2937.6 mm3=2.94cm3。
(2)校核剪切速度查表可知,注射机注射时间t=0.7s;分流道体积流量+=tV Vq塑分分= ...294+21107cm3/s=7.2 cm3/s;剪切速度..7.2..313333q3310==s563142Rgp-创´分分分()=3.4×102s-1。
该分流道的剪切速度与浇口主流道与分流道的最佳剪切速度5×102s-1-5×103 s-1相差不大,所以分流道内熔体的剪切速度合格。
(3)分流道表面粗糙度和脱模斜度分流道的表面粗糙度要求不是很低,一般取Ra1.25μm -2.5μm即可,此处取Ra 为1.6μm ;脱模斜度要求5°-10°,这里取脱模斜度为8°。
3、 浇口的设计浇口是连接分流道与型腔之间的一段短通道,其作用是使从分流道过来的塑料熔体以较快的速度进入并充满型腔;充满型腔后,浇口部分的熔体能迅速地凝固而封闭浇口,防止型腔内的熔体倒流。
塑件的设计要求侧浇口,其尺寸设计如下。
(1) 侧浇口的尺寸1) 侧浇口的深度根据侧浇口的经验计算公式,侧浇口的深度h=nt=0.7×1mm=0.7mm ,其中n 表示塑料成型系数,由塑料性质决定,ABS 塑料n=0.7。