空间光学先进制造基础理论及关键技术研究
空间光学技术
空间光学技术1. 简介空间光学技术是一种应用于航天领域的高精度光学探测技术。
它利用光学器件和仪器来观测和分析地球上的大气、海洋、陆地等目标,并获取相关的信息。
空间光学技术的发展使得我们能够更好地了解地球和宇宙,为科学研究和应用提供了重要的数据支持。
2. 历史发展空间光学技术起源于20世纪中叶,随着航天技术的快速发展,人类开始尝试将光学仪器应用于太空探测中。
最早的空间光学任务是通过搭载在卫星上的相机拍摄地球表面的照片,以获取全球范围内的高分辨率图像。
随着科技进步,空间光学技术逐渐从简单的图像获取发展为更加复杂和精确的观测手段。
现代空间光学任务常常搭载高分辨率相机、光谱仪、干涉仪等多种仪器,可以对大气成分、云层特性、地表温度等进行精确测量和分析。
3. 技术原理空间光学技术的实现基于光学原理和仪器设计。
主要包括以下几个方面:3.1 光学原理空间光学技术利用光的传播和反射、折射等现象进行观测。
通过合理设计的光学系统,可以将目标物体反射或发射的光线聚焦到探测器上,并转化为电信号进行处理和分析。
3.2 光学仪器设计空间光学仪器需要考虑航天环境对仪器性能的影响,如重力、热量、辐射等。
合理的仪器设计可以提高探测精度和稳定性,保证数据的准确性和可靠性。
3.3 数据处理与分析空间光学技术获取的数据通常是大容量、高维度的信息,需要借助计算机等工具进行数据处理和分析。
常见的方法包括图像处理、谱线分析、模型模拟等,以提取目标信息并进行科学研究。
4. 应用领域空间光学技术在多个领域得到广泛应用,主要包括:4.1 气象观测空间光学技术可以通过观测大气成分、云层特性等参数,提供天气预报、气候变化等方面的数据支持。
同时,它还可以监测大气污染、臭氧层破坏等环境问题。
4.2 地质勘探空间光学技术可以对地表进行高分辨率的观测和测量,帮助科学家研究地质构造、地震活动、火山喷发等自然灾害,并提供相关的预警和应急措施。
4.3 农业与林业空间光学技术可以对农田和森林进行遥感监测,了解植被生长状态、土壤水分含量等信息,为农业生产和森林管理提供指导。
中国空间技术研究院
中国空间技术研究院中国空间技术研究院,隶属中国航天科技集团公司,又称作“航天五院”。
其前身可追溯到1956年成立的“国防部第五研究院”,钱学森任第一任院长。
1968年2月20日,经毛泽东主席批准,中国空间技术研究院(,简称CAST)成立,掀开了中国空间事业新的一页。
中国空间技术研究院是中国空间技术的主要研究中心和航天器研制、生产基地,其主要任务是:参与制定国家空间技术发展规划;研究、探索和开发利用外层空间的技术途径;承接用户需求的各类航天器和地面设备的研制及提供优良的服务;空间技术成果的推广应用,以及空间技术对外交流技术与合作。
1970年4月24日,成功研制并发射了中国第一颗人造地球卫星——东方红一号,使中国成为世界上第五个自行研制和发射人造卫星的国家,开创了中国探索外层空间的新纪元。
2003年10月,神舟5号飞船载人飞行获得圆满成功,使中国成为世界上第三个能够独立开展载人航天活动的国家,树立了中国航天史上一座新的里程碑。
至2003年底,研制并成功发射了53颗不同类型的人造卫星、4艘无人试验飞船和1艘载人飞船,初步形成了返回式遥感卫星系列、东方红通信广播卫星系列、风云气象卫星系列、实践科学探测与技术试验卫星系列、地球资源卫星系列和北斗导航定位卫星系列。
在载人飞船技术、卫星回收技术、一箭多星技术、地球静止轨道通信卫星技术和遥感卫星技术等领域已跨入世界先进行列,取得了举世瞩目的成就。
院所研制的各类航天器在国民经济、国防建设、文化教育和科学研究等方面得到广泛应用。
基于各类应用卫星,建立了各种稳定运行的卫星应用系统,取得了显著的社会效益和经济效益。
同时航天器研制取得的新技术成果,移植推广到国民经济的各个部门,有力地推动了传统产业的技术改造和技术进步。
中国空间技术研究院下设10个研究所、一个工厂,建立了空间技术研制试验中心,形成了空间飞行器总体设计、分系统研制生产、总装测试、环境试验、地面设备及应用、服务保障系统等配套完整的研制生产体系。
先进光学制造概论
现代光学制造工程概论光学制造系统是制造系统在光学领域的具体体现,它唯一不同的在于此处制造系统对象是光学制造工程系统。
它具有一切制造系统所拥有的性质,信息特征和性质都有一般制造系统的信息有高度一致性。
现代光学制造工程以信息科学为主导、以现代光科学与制造科学理论与技术为基础,以服务和支撑国家基础研究和战略高科技多科学前沿领域的发展为主旨,以工程科学与系统科学的观点和方法为基点,研究现代光学制造相关科学与技术在更高层次上的应用和集成规律。
它是光科学与制造科学的一门交叉学科,侧重于现代光学制造工程学的研究,服务于现代光学制造的建设与发展。
现代光学制造工程具有适用性,集成性,系统性,科学性,创新性等基本特点。
现代光学制造具有典型的极端制造特征,“一大一小”形象的概括了现代光学制造工程向两个相反的极端方向上的发展,这同当代科学发展规律相吻合。
人类社会对于宇宙和大自然的永无止境的探索牵引了“一大”制造不断发展。
不断细化的纳米制造技术,一步步把人类社会带入原子、分子科学技术的“一小”时代。
纳米科技的标志性特征定义为0.1~100nm尺度范畴的纳米材料和功能器件制造。
“制造”是“一大一小”这两个极端制造领域永恒的主题。
从大制造理论看有包括“自上而下、或自下而上”的光学制造。
自下而上制造原理属于一种不断细化的去除或剪裁,以机械制造模式为主流。
自下而上属于纳米科技基本概念,强调依靠分子的自组装而实现制造。
超大型、超复杂光学制造工程主要有:天文光学与空间光学大型光学制造工程、惯性约束核聚变大型光学制造工程。
从本质而言,空间望远镜是基地天文望远镜向空间轨道上的延伸。
现代天文学已经发展成为一门依托地、空结合的观测手段,覆盖射电、红外、可见、紫外到X 射线和射线等全部电磁辐射波段的全新的宇宙科学,考察到150亿光年空间深度的天象。
大型光学制造工程成为推动天文光学望远镜计划和空间望远镜计划发展的环节,创新是推动大型光学制造工程发展的基本源泉,人类对于宇宙的探索没有终点,大型光学制造工程的发展永无止境。
科技部公布973计划立项项目清单 共批准94个项目
中国人民解放军国防科学技术大学
中国人民解放军国防科学技术大学
2011CB013300
人体运动功能重建的生机电一体化科学基础
朱向阳
上海交通大学
上海市科学技术委员会教育部
2011CB013400
机械装备再制造的基础科学问题
张洪潮
大连理工大学
教育部
2011CB013500
大型水利水电工程高陡边坡全生命周期性能演化与安全控制
教育部浙江省科学技术厅
2012CB719900
高分辨率遥感数据精处理和空间信息智能转化的理论与方法
单杰
武汉大学
教育部
2012CB720000
行星表面精确着陆导航与制导控制问题研究
崔平远
北京理工大学
工业和信息化部
2012CB720100
大型客机座舱内空气环境控制的关键科学问题研究
陈清焰
天津大学
教育部天津市科学技术委员会
祝之明
中国人民解放军第三军医大学
中国人民解放军总后勤部卫生部重庆市科学技术委员会
2012CB517900
儿童孤独症的遗传基础及其致病的机制研究
夏昆
中南大学
湖南省科学技术厅教育部
2012CB518000
重大心血管疾病相关GPCR新药物靶点的基础研究
肖瑞平
北京大学
教育部
2012CB518100
严重创伤重要组织器官修复再生的细胞与分子机制研究
付小兵
中国人民解放军总医院
中国人民解放军总后勤部卫生部
2012CB518200
高原低氧环境的快速习服与长期适应机制研究
范明
中国人民解放军军事医学科学院基础医学研究所
长春光机所专业简介

长春光机所硕士招生专业介绍『来源:人事教育处』『时间: 2009-09-21 』『字体: 大中小』『打印』一、凝聚态物理专业(本专业具有博士学位授予权)以超快速、高分辩激光光谱技术和先进材料制备技术为主要研究领域,以发光学凝聚态物质中的激发态过程为主要研究方向。
重点研究光和物质的相互作用、激发态的性质、新型光电功能材料和显示器件中的发光及相关过程。
主要研究方向:1.宽禁带半导体光电子材料器件与物理研究宽禁带Ⅱ—Ⅵ族半导体薄膜和纳米材料的制备、物理及其在发光二极管,激光器,探测器,太阳能电池等光电子器件上的应用。
2.大功率半导体激光及其应用技术研究大功率半导体激光器的优化设计理论、关键工艺技术、激光及其应用物理。
3.先进稀土发光材料物理器件研究以稀土、过渡族离子为代表的分立中心的发光性质和相互间的能量传递规律,设计制备以新型照明、显示、光存储等为应用目标的各种先进稀土发光材料与器件。
4.半导体探测材料与器件研究AIGaN深紫外光电探测器、InGaAs短波红外光电探测器、新型太阳能电池等光电转换材料、物理与器件。
5.发光及平板显示器件研究高亮度白色发光二极管、液晶微显示及场发射平板显示器件及物理。
6.有机光电子材料及器件研究新型多功能有机过渡金属光配合物的合成及其在有机光电子器件中的应用;有机电致发光、有机电泵激光、有机太阳能电池材料与器件;有机电致发光显示与照明技术。
7.功能发光纳米材料、物理及应用研究研究生物功能化发光纳米载体构建技术、物理及应用;发光纳米生物示踪技术和光纤生物传感器;发光纳米材料制备和新一代发光显示器件。
本专业招收物理系、电子科学与工程系、化学系以及相关专业的大学本科毕业生。
二、光学专业(本专业具有博士学位授予权)主要从事应用光学领域的研究工作。
以应用光学国家重点实验室和光学技术中心为依托开展研究工作。
主要研究方向:1.短波光学主要研究:极紫外和软X射线多层膜技术、光源技术、同步辐射光束线技术、辐射计量技术、极紫外投影光刻技术、紫外光学遥感仪器成像探测技术、空间极紫外太阳望远镜、月基极紫外成像仪及“日盲”紫外成像探测技术等。
0803光学工程一级学科简介
0803光学工程一级学科简介0803光学工程一级学科简介一级学科(中文)名称:光学工程(英文)名称:Optical Engine e ring一、学科概况光学工程是一门历史悠久而又与现代科学与时俱进的学科,它的发展表征着人类文明的进程,它的理论基础——光学,作为物理学的主干学科经历了漫长的发展道路,铸就了几何光学、波动光学、量子光学及非线性光学,揭示了光的产生和传播的规律以及光与物质相互作用的关系。
在早期,主要是基于几何光学和波动光学拓宽人的视觉能力,建立了以望远镜、显微镜、照相机、光谱仪和干涉仪等为典型产品的光学仪器工业。
这些技术和产业至今仍然发挥着重要作用。
上世纪中叶,产生了全息术和以傅里叶光学为基础的光学信息处理理论和技术,特别是上世纪六十年代初第一台激光器的问世,实现了高亮度和高时空相干度的光源,使光子不仅成为了信息的相干载体而且成为了能量的有效载体。
随着激光技术和光电子技术的发展,光学工程已发展成为以光学为主,并与信息科学、能源科学、材料科学、生命科学、空间科学、精密机械与制造、计算机科学及电子技术等学科紧密交叉和相互渗透的学科。
它包含了许多重要的新兴学科分支,如激光技术、光通信、光存储与记录、光学信息处理、光电显示、全息和三维成像、生物光子学、微纳光子学、薄膜和集成光学、光电子和光子技术、激光制造技术、弱光与红外热成像技术、光电传感与测量、光纤光学、自适应光学、光电子材料与器件、太赫兹光子学、光电子仪器与技术、空间与光学遥感技术以及综合光学工程技术等。
这些分支不仅使光学工程产生了质的跃变,而且推动建立了一个规模迅速扩大的前所未有的现代光电子产业和光子产业,这些产业的主体集中在光信息获取、传输、处理、记录,存储、显示和传感等光电信息领域,具有数字化、集成化和微结构化等技术特征。
新世纪以来,传统的光学系统不断地向智能化和自动化发展,继续发挥重要作用。
现代光学大踏步地向光子学迈进,使光学进入光子学时代。
第五章先进制造技术

• 柔性制造系统
加工系统 物流系统 调度与控制 故障诊断
• 自动检测与信号识别技术
信号识别 数据获取 数据处理 特征提取与识别
• 过程设备工况监测与控制
过程监视系统 在线反馈质量控制
4.先进制造生产模式和管理
先进制造生产模式
• 计算机集成制造系统 CIMS
• 敏捷制造系统AMS • 智能制造系统IMS • 精良生产LP • 并行工程CE
• 3)恩格斯指出:“直立和劳动创造了人类,而劳动是 从制造工具开始的。动物所做到的最多是收集,而人则 从事生产。”
制
造
业•
发•
展
的•
历 程
• •
1)用机器代替手工,从作坊形成工厂 19世纪机器在英国诞生,先后传人法国、德国和美国。
2)从单件生产方式发展成大量生产方式 泰勒:以劳动分工和计件工资制为基础的科学管理。 福特:零件互换技术,1913年建立了具有划时代意
一. 概 述
1.先进制造技术的定义
先进制造技术是集机械、电子、信息、材料和 管理技术为一体的新型学科。先进制造技术的概念自20世 纪80年代被提出来后至今没有一个很明确的定义,近来普 遍公认的含义是:先进制造技术是在传统制造技术基础上, 以人为主体,以计算机为重要工具,不断吸收机械、光学、 电子、信息(计算机和通信、控制理论、人工智能等)、材 料、环保、生物以及现代系统管理等最新科技成果,涵盖 产品生产的整个生命周期的各个环节的先进工程技术的总 称,它面向包括机械制造、电子产品制造、材料制造、石 油、化工、冶金以及民用消费品制造等在内的“大制造 业”。
2.快速原型制造技术
快速成形制造技术(Rapid Prototyping Manufacturing,RPM )是20世纪80年代后期 起源于美国,并很快发展起来的一种先进制造 技术,是近20年来制造技术领域的一项重大突 破。是利用光、热、电等物理手段(其中激光是 经常应用的)实现材料的转移与堆积。
973计划2011-2012年项目清单

附件:973计划2011-2012年项目清单项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2011CB012800多时空脉冲强磁场成形制造基础研究李亮华中科技大学教育部2011CB012900 新型能源装备中大型锻件均质化热制造的科学基础李建国上海交通大学上海市科学技术委员会教育部2011CB013000激光微纳制造新方法和尺度极限基础研究姜澜北京理工大学工业和信息化部2011CB013100 高性能LED制造与装备中的关键基础问题研究刘岩深圳清华大学研究院深圳市科技工贸和信息化委员会2011CB013200 空间光学先进制造基础理论及关键技术研究李圣怡中国人民解放军国防科学技术大学中国人民解放军国防科学技术大学2011CB013300 人体运动功能重建的生机电一体化科学基础朱向阳上海交通大学上海市科学技术委员会教育部2011CB013400机械装备再制造的基础科学问题张洪潮大连理工大学教育部2011CB013500 大型水利水电工程高陡边坡全生命周期性能演化与安全控制周创兵武汉大学教育部湖北省科学技术厅2011CB013600 近海重大交通工程地震破坏机理及全寿命性能设计与控制杜修力广州大学广东省科学技术厅中国地震局—1—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2011CB013700深海工程结构的极端环境作用与全寿命服役安全滕斌大连理工大学教育部2011CB013800 城市轨道交通地下结构性能演化与感控基础理论朱合华同济大学上海市科学技术委员会教育部2012CB113900 主要蔬菜重要品质性状形成的遗传机理与分子改良黄三文中国农业科学院蔬菜花卉研究所农业部2012CB114000主要粮食作物重大病害控制的基础研究彭友良中国农业大学教育部2012CB114100害虫暴发成灾的遗传与行为机理康乐中国科学院动物研究所中国科学院2012CB114200作物应答盐碱胁迫的分子调控机理郭岩中国农业大学教育部2012CB114300作物水分高效利用机理与调控的基础研究宋纯鹏河南大学河南省科学技术厅2012CB114400 海水养殖动物主要病毒性疫病爆发机理与免疫防治的基础研究宋林生中国科学院海洋研究所山东省科学技术厅中国科学院2012CB114500木材形成的调控机制研究卢孟柱中国林业科学研究院国家林业局2012CB114600 家蚕关键品质性状分子解析及分子育种基础研究夏庆友西南大学重庆市科学技术委员会教育部2012CB214700 中国南方古生界页岩气赋存富集机理和资源潜力评价肖贤明中国科学院广州地球化学研究所中国科学院—2—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB214800 中国早古生代海相碳酸盐岩层系大型油气田形成机理与分布规律刘文汇中国石油化工股份有限公司石油勘探开发研究院中国石油化工集团公司2012CB214900低品质煤大规模提质利用的基础研究刘炯天中国矿业大学江苏省科学技术厅2012CB215000 绿色低碳导向的高效炼油过程基础研究卢春喜中国石油大学(北京)中国石油天然气集团公司2012CB215100大规模风力发电并网基础科学问题研究袁小明华中科技大学教育部2012CB215200 智能电网中大规模新能源电力安全高效利用基础研究刘吉臻华北电力大学教育部2012CB215300 草本能源植物培育及化学催化制备先进液体燃料的基础研究马隆龙中国科学院广州能源研究所中国科学院广东省科学技术厅2012CB215400碳基燃料固体氧化物燃料电池体系基础研究韩敏芳中国矿业大学(北京)教育部2012CB215500 基于贵金属替代的新型动力燃料电池关键技术和理论基础研究孙公权中国科学院大连化学物理研究所中国科学院2012CB315600 新型宽带大动态毫米波器件及应用中的微波光子学基础研究郑小平清华大学教育部2012CB315700 面向宽带泛在接入的微波光子器件与集成系统基础研究纪越峰北京邮电大学教育部2012CB315800 面向服务的未来互联网体系结构与机制研究刘韵洁中国科学院计算技术研究所中国科学院—3—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB315900 可重构信息通信基础网络体系研究兰巨龙中国人民解放军信息工程大学河南省科学技术厅2012CB316000能效与资源优化的超蜂窝移动通信系统基础研究牛志升清华大学教育部2012CB316100 高移动性宽带无线通信网络重点理论基础研究范平志西南交通大学教育部四川省科学技术厅2012CB316200海量信息可用性基础理论与关键技术研究李建中哈尔滨工业大学工业和信息化部2012CB316300面向公共安全的社会感知数据处理谭铁牛中国科学院自动化研究所中国科学院2012CB316400 面向公共安全的跨媒体计算理论与方法庄越挺浙江大学教育部浙江省科学技术厅2012CB316500基于新一代测序的生物信息学理论与方法张学工清华大学教育部2012CB416600 华北克拉通前寒武纪重大地质事件与成矿翟明国中国科学院地质与地球物理研究所中国科学院2012CB416700华夏地块中生代陆壳再造与巨量金属成矿蒋少涌南京大学教育部2012CB416800 我国富铁矿形成机制与预测研究张招崇中国地质科学院矿产资源研究所国土资源部2012CB416900 我国主要人工林生态系统结构、功能与调控研究朱教君中国科学院沈阳应用生态研究所中国科学院—4—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB417000 长江中游通江湖泊江湖关系演变及环境生态效应与调控杨桂山中国科学院南京地理与湖泊研究所水利部中国科学院2012CB417100 典型流域陆地生态系统-大气碳氮气体交换关键过程、规律与调控原理郑循华中国科学院大气物理研究所中国科学院2012CB417200 我国持续性重大天气异常形成机理与预测理论和方法研究翟盘茂中国气象科学研究院中国气象局2012CB417300 西南印度洋洋中脊热液成矿过程与硫化物矿区预测周怀阳同济大学教育部上海市科学技术委员会2012CB417400 热带太平洋海洋环流与暖池的结构特征、变异机理和气候效应王凡中国科学院海洋研究所中国科学院山东省科学技术厅2012CB517500脂代谢紊乱导致脂肪肝及高脂血症发生的机制管又飞北京大学教育部2012CB517600 常见肾小球疾病发病机制及其早期诊断刘志红中国人民解放军南京军区南京总医院中国人民解放军总后勤部卫生部江苏省科学技术厅2012CB517700慢性肾脏病进展的机制研究侯凡凡南方医科大学广东省科学技术厅2012CB517800 环境代谢因素致高血压机制及其干预措施的研究祝之明中国人民解放军第三军医大学中国人民解放军总后勤部卫生部重庆市科学技术委员会2012CB517900 儿童孤独症的遗传基础及其致病的机制研究夏昆中南大学湖南省科学技术厅教育部—5—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB518000 重大心血管疾病相关GPCR新药物靶点的基础研究肖瑞平北京大学教育部2012CB518100 严重创伤重要组织器官修复再生的细胞与分子机制研究付小兵中国人民解放军总医院中国人民解放军总后勤部卫生部2012CB518200 高原低氧环境的快速习服与长期适应机制研究范明中国人民解放军军事医学科学院基础医学研究所中国人民解放军总后勤部卫生部2012CB518300 前列腺癌分子机制与干预的研究孙颖浩中国人民解放军第二军医大学中国人民解放军总后勤部卫生部上海市科学技术委员会2012CB518400 治疗心血管疾病有效方剂组分配伍规律研究张伯礼天津中医药大学国家中医药管理局天津市科学技术委员会2012CB518500 经穴效应循经特异性规律及关键影响因素基础研究梁繁荣成都中医药大学国家中医药管理局四川省科学技术厅2012CB518600 基于微血管病变性疾病的营卫“由络以通、交会生化”研究吴以岭河北以岭医药研究院有限公司国家中医药管理局河北省科学技术厅2012CB518700 重要病原菌与宿主相互作用分子机制的研究戈宝学同济大学教育部上海市科学技术委员会2012CB518800 动物重要病原菌功能基因组与分子致病机理研究周锐华中农业大学教育部湖北省科学技术厅2012CB518900病毒与细胞相互作用导致炎症的基础研究吴建国武汉大学教育部—6—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB519000 重要病毒持续性感染形成和维持的分子机制研究袁正宏复旦大学教育部上海市科学技术委员会2012CB619100 新型医用材料的功能化设计及生物适配基础科学问题研究王迎军华南理工大学教育部2012CB619200 高性能近红外InGaAs探测材料基础研究及其航天应用验证龚海梅中国科学院上海技术物理研究所中国科学院上海市科学技术委员会2012CB619300 全组分可调III族氮化物半导体光电功能材料及其器件应用沈波北京大学教育部2012CB619400铁性智能材料的高性能化研究任晓兵西安交通大学教育部2012CB619500 航空高性能铝合金材料的基础研究张新明中南大学湖南省科学技术厅教育部2012CB619600 先进金属基复合材料制备科学基础张荻上海交通大学上海市科学技术委员会2012CB719700城市高层建筑重大火灾防控关键基础问题研究孙金华中国科学技术大学中国科学院公安部2012CB719800 城市固体废弃物填埋孕育环境灾害与可持续防控的基础研究陈云敏浙江大学教育部浙江省科学技术厅2012CB719900 高分辨率遥感数据精处理和空间信息智能转化的理论与方法单杰武汉大学教育部2012CB720000行星表面精确着陆导航与制导控制问题研究崔平远北京理工大学工业和信息化部—7—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB720100 大型客机座舱内空气环境控制的关键科学问题研究陈清焰天津大学教育部天津市科学技术委员会2012CB720200大型客机主要气动噪声机理及先进控制方法研究孙晓峰北京航空航天大学工业和信息化部2012CB720300 乙炔法聚氯乙烯生产过程的高效、节能、减排科学基础张金利石河子大学新疆生产建设兵团科学技术局2012CB720400钢铁生产过程高效节能基础研究张欣欣北京科技大学教育部2012CB720500 化工过程物质与能量高效利用的集成优化基础研究钱锋浙江大学教育部浙江省科学技术厅2012CB720600基于核酸的重大疾病诊断新策略和新技术研究周翔武汉大学教育部2012CB720700 中国语言相关脑功能区与语言障碍的关键科学问题研究谭力海香港大学深圳研究院深圳市科技工贸和信息化委员会2012CB720800 食品加工过程安全控制理论与技术的基础研究陈坚江南大学教育部江苏省科学技术厅2012CB720900 脆弱性硅酸盐质文化遗产保护关键科学与技术基础研究罗宏杰中国科学院上海硅酸盐研究所上海市科学技术委员会中国科学院国家文物局2012CB721000微生物药物创新与优产的人工合成体系冯雁上海交通大学教育部—8—项目编号项目名称项目首席科学家项目第一承担单位项目依托部门2012CB721100 新功能人造生物器件的构建与集成赵国屏中科院上海生科院中国科学院上海市科学技术委员会2012CB821200 空间合作目标运动再现中跨尺度控制的前沿数学问题贾英民北京航空航天大学工业和信息化部2012CB821300 光频标关键物理问题与技术实现高克林中国科学院武汉物理与数学研究所中国科学院2012CB821400 高通量中子散射在凝聚态物质磁相互作用方面的前沿研究戴鹏程中国科学院物理研究所中国科学院2012CB821500 高分子非晶液-固转变的基本问题研究安立佳中国科学院长春应用化学研究所中国科学院2012CB821600 若干重要元素的有机化学前沿周其林南开大学教育部天津市科学技术委员会2012CB821700有机分子基框架多孔材料的前沿研究苏成勇中山大学教育部2012CB821800 射电波段的前沿天体物理课题及FAST早期科学研究李菂中国科学院国家天文台中国科学院2012CB821900 四亿年以来中国陆地生物群演变及其与环境的关系周忠和中国科学院古脊椎动物与古人类研究所中国科学院2012CB822000晚中生代温室地球气候-环境演变王成善中国地质大学(北京)教育部2012CB822100肿瘤的糖化学生物学前沿研究叶新山北京大学教育部—9—。
现代制造概述

4.3 现代制造的科学基础
制造智能学 人工智能特别是计算智能在制造系统 及其各环节的广泛应用以及制造知识的获 取、表示、存储和推理成为可能,导致出 现了制造智能和制造技术的智能化。制造 智能主要表现在智能调度、智能设计、智 能加工、智能操作、机器人、智能控制、 智能工艺规划、智能测量和诊断等多方面。 基于制造智能的智能化制造系统是制造系 统的发展方向,被成为21世纪的制造系统。
1.1 制造系统的基本概念
制造 所谓制造,是一种将有关资源(如物 料、能量、资金、人力资源、信息等) 按照社会的需求转变为新的有更高应 用价值的资源(如有形的物质产品和 无形的软件、服务等产品)的行为和 过程。
1.1 制造系统的基本概念
系统
概念
系统,是由若干相互联系和相互作用 的要素组成的具有特定功能的统一整体 。 四大特性:
2.制造学科与社会发展的关联性
社会历史发展走向
2.制造学科与社会发展的关联性
科技革命历程
3.制造学科与经济发展的关联性
现代制造与经济发展密切相关,现代制造 学科必须服从、服务于经济的发展。 制造业是我国经济增长的主导部门和经济 转型的基础;作为经济社会发展的重要依 托 , 制造业是我国城镇就业的主要渠道 和国际竞争力的集中体现。
1.2 制造系统的概念模型
制造系统的发展主要由五大要素决定, 即资源输入、资源输出、资源转换、机制和 控制。
制 造 系 统 的 基 本 模 型
1.2 制造系统的概念模型
案例1 制造型企业运行模型
1.2 制造系统的概念模型
案例2 供应链制造系统
1.2 制造系统的概念模型
案例3 网络化球制造系统模型
现 代 制 造
主讲教师: 赵 继 教 授 张雷教授 曲兴田副教授 学 时: 40 学 分: 2
(B)非生物+许宏淮+09210720011

Page 12
总结
• 发展光学自由曲面的制造加工技术有赖于一系列研究和技 术的发展,其中光学自由曲面的精确测量和评价是其超精 密制造的保证。攻克这一难题需要理论研究结合实际工程 技术的研究,以理论支持加工技术,以加工技术发现反馈 理论研究,从而实现此项发展战略。
13 Page 13
参考文献
• Fabrication of rface metrology • Metrology of freeform shaped parts
8 Page 8
实施战略的内容
在理论研究方面 揭示光学自由曲面加工装备多体多态动力学行为与精度稳 定性的映射规律,建立几何/物理/材料关联约束条件下光学 自由曲面的空间机构构型创新设计与优化理论; 揭示光学自由曲面非均匀变流向纳观材料迁移规律,建立 曲面成形过程中跨尺度材料特性演变、表层及近表层材料 结构变化等基础理论; 揭示光学自由曲面物理再构过程中加工工具在力、热和化 学等多场耦合环境下与加工材料之间相互作用和微观力学 行为;
Page 11
攻克光学自由曲面的测量系统与评价方法的难 题
通过发展以下技术实现 光学自由曲面使用性能与表面质量映射规律和综合评价体系; 气载激光干涉传感接触式测头的测量误差溯源及原位系统研 究; 多功能集成化柔性光学测头设计及原位测量关键基础理论; 多几何量大量程原位测量快速获取与高精度高稳定性系统设 计理论; 加工装备中的原位测量系统装配定位及数控与反馈策略。
4 Page 4
光学自由曲面制造加工难点
• 由于光学自由曲面的特点,其制造需要采用先进的数控超 精密制造技术 • 由于光学自由曲面的复杂性高,表面形貌的精度要求非常 高,严格应用的要求达到纳米级精度。 • 超精密光学自由曲面的面型检测是制造加工的主要难点 1、由于自由曲面不规则、非旋转对称等特点,因而不能 使用检测传统面型例如球面、轴对称非球面等的检测技术; 2、目前自由曲面的数学表达,从设计到加工到检测,还 没有统一的国际标准。标准未定,曲面的公差界定和加工 精度不能很好的保证; 3、实现超精密加工中有些基础理论的问题还有待研究; 比如微纳尺度下材料的去除原理等。
第6章-先进光学制造技术

hfutof@
5
仪器科学与光电工程学院
v6.2国内外先进制造技术的发展概况
è一、国内外先进制造技术发展背景
• •
LOGO
(一)美国的概况 美国在20世纪80年代末率先提出先进制造技术这个概念, 并于1994年列为国家预算重点扶持的唯一领域,投入14亿美 元研究经费,旨在确立美国在世界制造业的领导地位。这一 计划集中体现四个方面:设计技术;制造工艺;以信息技术 为主线的辅助技术和制造基础设施。 • (二)日本的概况 • 日本在优先发展先进制造技术的三个“振兴法”基础上, 于1990年提出了IMS计划,旨在将日本的制造技术与美国的软 件技术、欧洲的精密仪器仪表技术结合起来,建立先进的IMS。 1993年,日本、美国在东京建立了一个世界级制造中心,总 投资10亿美元,侧重发展五大项目:全功能型通用控制系 统.力Ⅱ工过程无污染制造;全局性CE;设计制造知识库与 快速成型技术。项目的承担单位涉及73家企业和63所大学和 研究机构,至今日本IMS计划总投资已累计达40亿美。。
hfutof@
14
仪器科学与光电工程学院
LOGO
hfutof@
15
仪器科学与光电工程学院
《光学加工》 Optical Fabrication 课程公共邮箱:hfutof@
光学 加工
v本章结束
Click to edit company slogan .
《光学加工》 Optical Fabrication 课程公共邮箱:hfutof@
光学 加工
v第6章
先进光学制造技术
讲授:郎贤礼 单位:仪器科学与光电工程学院(HFUT)
v本章内容
LOGO
1 2 3 4
概述 先进制造技术发展概况 先进光学制造技术发展概况 分类及发展方向
先进制造技术 第七章 前沿制造理念

宏细观特性
制
造
工
艺
表面功能层
参
数
…
…
几何形状 拓扑结构 材料特性
表面成分 组织结构 表面织构
表面图案
力热磁
声光电
零
耐磨损
件
抗腐蚀
功
抗疲劳
能
耐辐射
化
抗干扰
超疏水
跨尺度特征 工艺载荷
比表面能 表面功
材料加工载荷
高灵敏 ……
-11-
7.1 高性能制造的需求内涵
高性能制造的本质 建模和反求设计与制造
基于实验迭 代的试错法
相互依赖关系数学模型 破解设计制造中公差分配逐级严苛等难题 结构设计、材料选择、公差分配、工艺选择
设计环
产品目 标集合
主要功能集
功能1、功能2、…
关键件
零件1、零件2、…
关键件特征集
特征集1、特征集2、…
可行工 艺集合
制造环
工艺参 数集合
-10-
7.1 高性能制造的需求内涵
高性能制造的内涵
通过装备或零件的性能、材料和几何特性参数的建模,相容性和敏 度分析,确定出可供选择的制造工艺以及工艺载荷的物质与能量输 入条件,建立面向性能的反问题求解模型。
高温高压、梯度变化的极端的服役环境;复杂的内外腔体结构;高尺寸精 度,高表面质量的加工要求。
高精度、高灵敏度水声探测需要大幅度提高压电陶瓷传感器机电转化效率。 -7-
7.1 高性能制造的需求内涵
仿生工业
仿蛾眼高能吸附表面
仿蝶翅高能吸附表面 仿鲨鱼皮减阻表面
仿壁足大吸力表面
仿荷叶、水黾超疏水表面
隐身战斗机
天宫一号飞行器
光学工程学科介绍

光电技术研究所学科简介一级学科中文名称:光学工程英文名称: Optical Engineering一、学科概况光学工程是一门历史悠久而又年轻的学科。
它的理论基础——光学,作为物理学的主干学科经历了漫长而曲折的发展道路,铸造了几何光学、波动光学、量子光学及非线性光学,揭示了光的产生和传播的规律与物质相互作用的关系。
随着激光技术和光电子技术的崛起,光学工程已经发展成为以光学为主,并与信息科学、能源科学、材料科学、生命科学、空间科学、精密机械与制造、计算机科学及微电子技术等学科紧密交叉和相互渗透的学科。
它包含了许多重要的新兴学科分支,如激光技术、光通信、光存储与记录光学信息处理、光电显示、全息和三维成像、薄膜和集成光学、光电子和光子技术、激光材料处理和加工、弱光与红外热成像技术、光电测量、光纤光学、现代光学和光电子仪器及器件、光学遥感技术以及综合光学工程技术等。
这些学科分支不仅使光学工程产生了质的跃变,而且推动建立了一个规模迅速扩大的前所未有的现代光学产业和光电子产业。
近年来,新的光学工程学科领域还在不断涌现,如自适应光学技术、微纳光学技术、微电子光学技术、生物医学光学技术等。
光电所从1981年开始招收培养光学工程学科硕士研究生,1997年开始招收培养光学工程学科博士研究生,2010年开始招收培养光学工程学科全日制专业硕士研究生。
发展至今,该学科拥有包括中国工程院院士、百人计划入选者、杰出青年专家等高层次人才70余人,拥有国家863、973、国家02重大专项等若干项目,经费充足,为社会输送光学工程专业博士生约150人,硕士生200余人,该学科在读研究生130余人。
二、学科内涵与特色中国科学院光电技术研究所在光学工程学科多个传统和新兴领域建有博士和硕士学位培养点,专业师资雄厚,学科平台先进。
建有微细加工光学技术国家重点实验室、中国科学院光束控制重点实验室、中国科学院自适应光学重点实验室等9个创新实验室/研究室,以及中科院成都几何量及光电精密机械测试实验室;还建有精密机械制造、先进光学研制、轻量化镜坯研制、光学工程总体集成、质量检测等5个研制中心,以及制造保障中心、科技信息中心等2个技术保障中心。
大型轻量化空间光学系统用反射镜制造技术的研究进展
化 空 向 光 辱 饶 用
造 技 术 的 研 勿 递 展
1 引 言
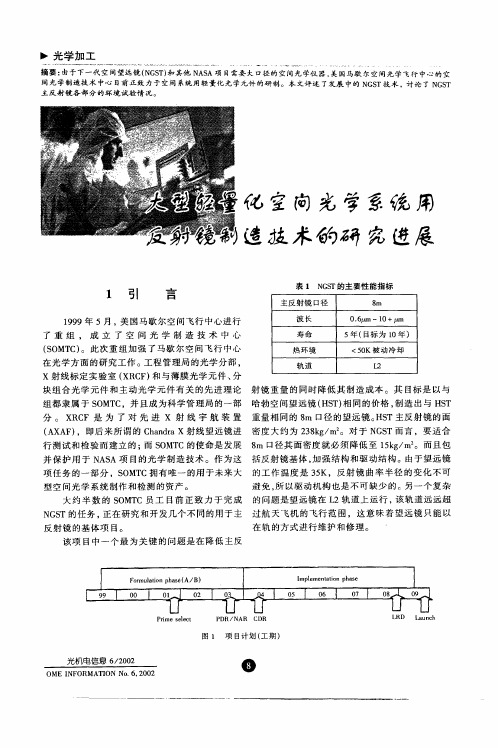
表 1 N S 的主 要 性 能 指 标 G ̄ F 主反 射镜 口径
波 长
8 mБайду номын сангаас
0 6堋 一1 } .} 0 堋
19 9 9年 5月 , 国马歇 尔空 间飞 行 中心进 行 美 了 重 组 , 成 立 了 空 间 光 学 制 造 技 术 中 心 (O C 。此 次重 组加 强 了马歇 尔 空 间飞 行 中心 S MT )
反射 镜 的基体 项 目。
在 轨 的方式 进行 维 护和 修理 。
该项 目中一个 最 为关 键 的问题 是 在 降低 主 反
F r l inp aeA/ omuao hs( B) t
l
PDR/N AR CD R
Imth meoa pnns lt e eap i
1 0 1 0 l 0 0人 !. 5 6 7 f 8
性
评 审 ,这时 图纸基 本 完成 ,评 审通 过后 即开始 制 造 。L D是发 射 准备 日期 , H T退 役前 , G T R 在 S N S 必 须进 入 轨道 并 且 开始 收集 数据 , 意 味着 2 0 这 09 年 以前必 须 完成 发射 任 务 。 由于反 射镜 是 空 间望
寿 命
热 环 境 轨 道
5年 ( 目标 为 l ) O年
<5 K被 动 冷 却 0 L 2
在 光学 方面 的研 究 工作 。 程管 理局 的光学 分 部 , 工
X射线 标 定实 验室 ( R F 和与薄 膜光 学元 件 、 X C ) 分
块 组 合光 学 元 件 和主 动 光学 元件 有 关 的先 进 理论 射 镜 重量 的 同时 降低 其 制 造成 本 。 其 目标 是 以 与
空间信息技术研究中心简介-空间信息技术研究中心.doc
空间信息技术研究中心GIT – Geo-spatial Information Technology Center一、中心概况上海交通大学空间信息技术研究中心(GIT),致力于地理空间事件认知理论与技术的进展,为地球观测与导航领域的技术进步和产业进展提供关键技术与智力支持。
GIT中心中近期的进展目标是在微波图像解译、多模导航应用技术、超高速光彩样与高精度光处置等研究领域达到国内领先水平,在微波图像智能计算、地理空间目标事件认知等方向在国内外产生学术影响;GIT的久远进展目标是在SMART微波成像认知、SMART多模自主导航应用服务等方向维持国际先进水平。
GIT中心主要研究方向:●智能微波成像●遥感图像理解●多模导航●空间光信号处置●信号处置SoCGIT中心现有专职和兼职教师、博士后与专职研究人员共30多人,硕士生和博士生70多人。
其中教授、副教授15人,中国科学院/中国工程院两院院士1人。
中心主任:郁文贤教授。
二、中心学术顾问委员会GIT中心聘用国内外相关领域知名专家作为中心的学术顾问。
中心学术顾问委员会主要为中心的进展计划、工作进展、重大科研任务等提供技术咨询与建议。
学术顾问委员会每一年组织一次活动,听取中心主任汇报中心主要工作并提供学术评价意见。
学术顾问委员会主任:李德仁教授,中国科学院、工程院院士;刘永坦教授,中国科学院、工程院院士;学术顾问委员会副主任:吴一戎教授,中国科学院院士,中科院电子所;学术顾问委员会委员:于起峰教授,中国科学院院士,国防科技大学吴曼青研究员,中国工程院院士,中电38所龚健雅教授、武汉大学鲍虎军教授、浙江大学陆建华教授、清华大学房建成教授、北京航空航天大学三、科学研究1、研究方向与责任教授(1)智能微波成像刘兴钊教授研究微波紧缩感知成像、SMART成像探测等新型微波成像体制与面向解译与应用的微波成像数据处置技术,更灵活、有效的获取关于目标与环境的微波特征信息,提高微波成像与处置系统的智能化水平和自适应能力,扩大微波成像的应用范围与适用性。
2020年中国光学基础研究十大进展

2020年中国光学基础研究⼗⼤进展来源:⽹络信息综合1.基于超构透镜阵列的⾼维量⼦纠缠光源由南京⼤学祝世宁(院⼠)、王振林(教授)、张利剑(教授)和王漱明(副教授)团队、⾹港理⼯⼤学蔡定平(教授)团队、中国科学技术⼤学任希锋(副教授)团队和华东师范⼤学李林研究员组成的联合团队,通过结合超构透镜阵列与⾮线性晶体光效应的物理过程,成功制备出了⾼维路径纠缠光源和多光⼦光源。
他们的研究报告“基于超构透镜阵列的⾼维纠缠和多光⼦量⼦光源”于2020年6⽉26⽇发表在《科学》(Science)杂志上。
随着光量⼦信息技术的发展,基于⾮线性光学过程的纠缠量⼦光源在维度扩展以及光⼦数增加⽅⾯所⾯临的光学系统复杂、可集成度低、稳定性弱等问题,制约着光量⼦信息处理的⼤规模集成。
⼀种称为“超构表⾯”的微结构薄膜材料为量⼦光源及光量⼦信息技术的发展提供了⼀条新路径。
科研团队将超构透镜与⾮线性光学晶体(β相偏硼酸钡晶体,简称BBO晶体)组合在⼀起,构成全新的超构表⾯量⼦光源系统。
他们设计并制备出10×10超构透镜阵列,使⽤泵浦激光⼊射到该系统:让超构透镜阵列将泵浦激光均分成10×10份,并在BBO晶体中聚焦;聚焦的泵浦光在BBO 中发⽣⾃发转换,从⽽产⽣⼀系列信号/闲置光⼦对。
理论上,这⼀由超构透镜与BBO晶体组合在⼀起所制备出的路径纠缠光⼦的维度是100维。
如果增加透镜阵列数,纠缠光⼦的维度还可以进⼀步提⾼。
他们⽤波长404 nm的连续激光作为泵浦光,测量超构透镜阵列中的不同超构透镜产⽣的光⼦之间的纠缠特性,所得到的⼆维、三维以及四维路径纠缠态的保真度分别达到98.4%、96.6%和95.0%。
⽽且,超构透镜具有灵活的光场调控能⼒,可以对光场的相位、偏振、振幅等集成调控,从⽽进⼀步调制纠缠态。
该系统也可以⽤于制备简易紧凑的多光⼦源。
实验中科研⼈员利⽤415 nm的飞秒激光作为泵浦源,分别测量了由该系统制备的4光⼦和6光⼦的符合曲线,并展⽰了4光⼦Hong-Ou-Mandel⼲涉的结果,得到很⾼的⼲涉对⽐度。
SLM无掩模光刻技术的研究
SLM无掩模光刻技术的研究一、本文概述随着微电子技术的快速发展,光刻技术作为半导体制造中的核心技术之一,其重要性日益凸显。
其中,无掩模光刻技术以其灵活性和高效性,成为了当前研究的热点。
本文旨在深入研究和探讨SLM(空间光调制器)无掩模光刻技术的原理、发展现状以及未来趋势。
本文将简要介绍光刻技术的基本原理和发展历程,引出无掩模光刻技术的概念。
在此基础上,重点阐述SLM无掩模光刻技术的基本原理,包括SLM的工作原理、光场调控方式以及其在无掩模光刻中的应用。
本文将详细分析SLM无掩模光刻技术的关键技术问题,如光源选择、光场调控精度、系统稳定性等,并探讨解决这些问题的可能途径。
同时,对SLM无掩模光刻技术的性能进行评估,包括分辨率、生产效率、成本等方面,以全面展示其优势和挑战。
本文将展望SLM无掩模光刻技术的发展趋势,探讨其在未来微电子制造领域的应用前景。
对SLM无掩模光刻技术的进一步发展提出建议,以期为该领域的研究和应用提供参考。
通过本文的研究,我们期望能够为SLM无掩模光刻技术的进一步发展和应用提供有益的指导和建议,推动微电子制造技术的进步。
二、SLM无掩模光刻技术原理SLM无掩模光刻技术,全称为空间光调制器无掩模光刻技术,是一种先进的微纳加工技术,它摒弃了传统的光刻技术中必须依赖物理掩模(掩膜)的步骤,从而大大提高了制造效率与灵活性。
SLM无掩模光刻技术的基本原理主要涉及到空间光调制器、光源、投影物镜和涂有感光材料的基底等关键组件。
空间光调制器是该技术的核心,它能够对入射的光波前进行动态调制,将所需的图案信息编码到光波中。
空间光调制器通常由像素阵列构成,每个像素能够独立控制光波的振幅、相位或偏振状态,从而实现对光波的精确调制。
这种调制能力使得SLM无掩模光刻技术能够在无需更换物理掩模的情况下,快速切换和生成不同的图案。
光源则提供了进行光刻所需的能量。
常用的光源包括可见光、紫外光甚至是深紫外光,其波长决定了光刻的分辨率和加工精度。
光学陀螺仪的理论分析与实验研究
光学陀螺仪的理论分析与实验研究光学陀螺仪是一种非常先进的惯性导航技术,其主要采取光路循环干涉技术,用光信号来代替机械部件,在导航、定位、慢速运动控制、地震监测、航空、航天等领域都有着广泛的应用。
一、光学陀螺仪原理光学陀螺仪主要基于萨格诺夫效应、磁效应和加速度效应等自由旋转体的陀螺效应构建而成,它的精度比传统的陀螺高数个数量级,达到了10^-9~10^-10。
光学陀螺仪首先将一束光通过光纤引出,然后由两个旋转同向光学耦合体分别接收到,经过光路干涉后产生了一定的相位差,在旋转时该相位差随之改变,这种改变与旋转的速度和方向有关,因此通过测量相位差的变化可以得到陀螺的旋转量和方向,进而实现高精度的导航控制。
二、光学陀螺仪实验研究为了验证光学陀螺仪理论的正确性及其应用的可行性,科学家们进行了一系列实验研究。
(1)陀螺效应测量实验为了测量陀螺效应对干涉光路相位的影响,可以采用振动光门控技术,即在定频率、定相位、定幅度的振动光束作用下,测量干涉信号的变化,从而获得陀螺作用所导致的光路相位干涉信号。
(2)光功率补偿实验为了减弱光功率对陀螺仪精度的影响,可以采用光功率补偿技术,即通过在光纤附加一定的光衰减器,以达到光功率的平衡,从而减少相位变化数值的影响,提高陀螺仪的精度。
(3)光纤陀螺仪系统实验为了验证光纤陀螺仪系统的实用性,科学家们进行了一系列的现场实验,测试其在各种环境下的导航和定位效果,同时也对其系统结构、监测系统等关键技术进行了完善和优化。
三、光学陀螺仪的应用前景由于光学陀螺仪的精度非常高,特别是在高速旋转和强震动情况下仍能保持极高的精度,因此它在航空、航天、海洋、自由空间通讯、地震监测等领域都有着广泛的应用前景。
此外,由于光学陀螺仪采用光信号代替机械部件,因此它具有体积小、无惯性矩、无摩擦、寿命长、维护成本低等优点,可以在未来的科学研究和工业制造中得到广泛应用和推广。
综上所述,光学陀螺仪是一项高精度、高可靠性、高稳定性的惯性导航技术,具有非常广阔的应用前景,我们期待着更多国内外科学家的深入探索与研究,为其在实际应用中的提升与推广提供更为坚实的理论和实验基础。
2023年天津市自然科学基金项目指南
附件12023年天津市自然科学基金项目指南(征求意见稿)一、面上、青年项目A计算机科学AOl计算机系统结构A02计算机网络A03计算机软件A04计算机视觉与多媒体A05网络空间安全与区块链A06大数据与数据挖掘A07机器学习与人工智能A08认知计算与类脑计算A09计算机应用技术B信息与通信技术BOl通信系统与技术B02量子通信与量子信息处理B03数字视、音频技术B04信号与信息处理技术B05电子学与电子器件B06半导体与集成电路B07电路与系统BO8电磁场与微波技术B09物联网BlO传感器技术C自动化科学COl自动控制理论C02先进控制技术C03机器人技术与智能系统C04自动化检测技术与装置C05导航、制导与控制D机械学与制造科学DOl机器设计与机构学D02机械动力学D03机械结构强度学D04微纳机械系统D05机械测量技术与仪器D06机械仿生学与生物制造D07机械摩擦学与表面技术D08智能制造技术D09航空航天装备制造E光学与光电子学EOl新型光源及其应用E02新型光学与光电子学效应、光电子器件E03光电信息系统E04量子光学E05海洋光学E06环境光学F材料科学FOl金属材料F02无机非金属材料F03有机高分子材料F04半导体材料与量子材料F05纺织与膜材料F06智能与仿生材料F07复合材料F08材料成型与加工F09材料科学领域共性关键问题G化学与化学工程科学GOl合成化学G02化学理论与机制G03催化与表界面化学G04材料化学G05能源化学G06环境化学G07化学工程与工业化学GO8化学生物学G09化学测量学H能源科学HOl常规能源H02新能源与再生能源H03能源储存与转化H04节能与能源回收H05智能电网J环境科学与工程JOl水污染控制与水资源利用J02大气污染控制与全球气候变化J03固体废弃物处理处置与资源化J04土壤污染修复与管控J05环境污染识别与风险预测J06环境系统分析与环境管理J07环境毒理及健康J08环境生态工程K城市建筑与基础设施建设KOl建筑物理与环境控制K02城市交通与市政工程K03工程结构安全与防灾K04建筑材料、设备及技术K05智能建造装备与技术K06绿色低碳与智慧城市K07港口、海岸及海洋工程KO8海洋技术与船舶工程K09水利工程1.医学1.Ol内科学1.02外科学1.03妇产科学1.04儿科学1.05肿瘤学1.06口腔医学1.07眼科学1.08运动医学与康复医学1.09中西医结合和中医学1.lO预防医学与卫生学1.ll基础医学1.12免疫学1.l3干细胞与再生医学M医药MOl创新医药M02药物制剂MO3药理学M04中药和天然药物N生物医学工程NOl生物材料与纳米医学N02人工器官和组织工程N03生物医学信息与处理N04医学影像与诊断N05智能医学工程N06创新医疗器械N07生物医学传感与检测R生物技术ROl生物制造技术R02工业生物技术R03海洋生物技术R04仿生工程技术R05生物技术及应用基础S农业科学与工程SOl农业资源环境与植物保护S02作物学与园艺学S03畜牧学、兽医学与水产学S04食品科学与技术S05农业生物技术S06智慧农业T基础科学TOl数学T02物理学T03化学T04生物学T05天文学T06地球科学T07管理科学T08其他基础学科U交叉科学UOl物质科学领域U02智能与智造领域U03生命与健康领域U04融合科学领域二、重点项目A信创领域1.研究目标聚焦信创领域,加强创新性、引领性基础研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、关键科学问题及研究内容以新一代大口径、轻量化、复杂面形、纳米精度为特点的空间光学元件制造技术为研究对象,围绕大镜轻量化、高精度面形加工、复杂面形检测与评价等关键环节,揭示空间光学制造全过程的科学规律,建立和发展以超精、高效、可控自动化为特色的光学制造新方法和核心技术体系。
开展以下关键科学问题的研究:科学问题一:功能结构材料空间光学镜体轻量化定量反演设计与复合能场作用的结构创成机制大镜轻量化带来了空间光学元件由光学性能约束向光学力学性能复合约束的革命性变化。
大镜镜坯制造经历镜体设计、减重加工和表面成形等关键工序,将设计、加工作为一个整体,研究可制造性条件下的反演设计和镜体的高稳定制造技术。
针对新材料和极度轻量化要求,分析镜体刚度和局部刚度的受控条件,研究基于力学性能要求的拓扑优化设计方法,分析制造过程应力应变对结构稳定性的影响规律,提出可制造性条件约束下的创新构型反演设计方法;研究复合能场作用下功能结构一体化材料的去除机理,探索轻量化结构生成的应力应变调控机制及其加工方法;基于压痕断裂力学理论,研究超硬SiC材料微磨机理,分析大镜微磨条件下砂轮磨损的钝化规律,提出砂轮在线修锐方法和恒压控时磨削工艺,形成光学表面生成的优化工艺方法;实现轻量化和结构刚度、整体质量和局部刚度、结构形状和可制造性、能场复合和损伤调控等条件下的有效协同制造。
通过多学科交叉研究,系统形成轻量化大镜的空间光学可制造性理论。
科学问题二:衍射极限条件下纳米精度复杂光学面形生成机理及全频段误差表征与控制108量级的超大尺度精度比突破了传统制造工艺精度等级的极限,为了提高成像质量,实现光学性能约束下的制造,传统机械制造面形、波纹度、粗糙度的公差理论已不能满足空间光学制造全频段误差的表征与控制要求。
因此需要将复杂面形的高精度展成、纳米精度表面生成和全频段误差的表征与控制作为一个整体,系统研究变曲率约束下复杂光学表面展成的几何与物理表征,揭示大型超精密光学磨床少轴高刚性流形结构的反演规律;基于Harvey-Shack散射理论和Goodman统计光学理论,提出中高频误差的小波分析方法,解析全频段误差和光学性能之间的映射关系,提出科学表征和一致收敛的控制方法;研究磁流变、离子束等低应力抛光的材料去除机理,建立基于Sigmund溅射理论、Bingham非牛顿流体理论的加工过程力学分析方法,研究轻量化镜体在局部刚度差异约束下的材料去除可控性规律;分析不同形状去除函数对各频段误差的修形控制能力,建立大相对口径和离轴非球面的非线性误差投影畸变模型,提出平动盘、磁流变、离子束抛光等多工序优化组合的抛光方法,实现空间光学元件宏微跨尺度误差的一致性收敛;系统建立超大尺度精度比空间大镜的纳米精度面形生成理论。
科学问题三:空间光学元件多场耦合作用下误差分离测量原理为了保持地面测量精度和空天使用精度的高度一致,满足天地一致性条件,1m以上口径的大镜需将非制造变形控制在2~3nm范围内,测量和使用条件分离的传统检测方法已不能满足空间大镜天地一致性的测量要求。
需要研究天地环境差异带来的重力、温度、大气等环境变化对测量结果的耦合作用规律,基于Couder 多点支撑理论和多场耦合下复杂边界条件的有限元仿真模型,探讨轻量化大镜的非制造变形受控条件,研究重力和应力有效卸载的装夹设计方法;基于复杂面形C-空间理论和光学系统的节点像差理论,分析复杂面形姿态变化对测量精度的影响规律,提出计算机辅助的优化调控方法,实现对离轴、离焦和光轴位置的精确调控;分析测量系统的误差影响因素,提出环境、光路、补偿器精度的受控条件,建立多方法和多姿态互检的统计检验与推断模型,对补偿光路进行有效标校,实现空间轻量化大镜非制造变形受控的误差分离测量。
主要研究内容包括:围绕科学问题一:功能结构材料空间光学镜体轻量化定量反演设计与复合能场作用的结构创成机制,开展以下研究:1)为了保证反射镜具有足够的刚度和稳定性,同时最大程度地减小镜体重量,必须进行功能结构一体化材料空间光学镜体的轻量化设计和加工研究。
分析镜面和安装面变形的影响因素及其规律,建立不同支撑方式、重力与热环境等多工况条件下镜体变形的数学模型,基于多参数优化和拓扑优化技术,建立可制造性条件约束的镜体轻量化结构创新构型反演设计的新方法;开发针对烧结成型SiC镜体进行超声等复合能量磨削的轻量化加工新工艺,分析SiC材料磨削过程中工具与工件之间的作用规律,揭示材料微观变形、去除机理以及亚表层损伤的微观演化机制,研究SiC材料高效低损伤加工工艺;以优化设计的SiC镜体轻量化结构参数为依据,进行数控磨削加工试验,分析复合能场磨削复杂薄壁结构时加工精度、加工效率和结构变形的影响规律,确定不同形状、尺寸镜体轻量化结构的最优加工路径和工艺参数;分析不同力、热环境下轻量化加工后的SiC镜面和安装面形状精度、尺寸精度随时间的变化规律,揭示SiC镜体轻量化加工结构稳定性的影响规律,提出结构稳定性的评价与控制方法。
2)为了缩短大镜加工周期、提高加工质量,必须提高复杂面形的磨削精度,控制加工损伤。
针对大口径空间光学反射镜对加工精度和表面完整性的极高要求以及SiC材料高硬度、高脆性、磨削加工易产生亚表层损伤、砂轮磨损严重影响加工精度等特点,研究SiC材料在力、热、电等复合能场作用下超精密微磨的材料去除机理、表面微观纹理与亚表层损伤的形成机制,建立超精密磨削亚表层损伤的检测和评价方法;基于压痕断裂力学理论,揭示大型SiC镜面超精密磨削时砂轮的磨损钝化机制及其对加工精度和表面质量的影响规律,研究金刚石微粉砂轮微修整机制及在线实现方法,生成磨削损伤可控的加工条件;提出大口径SiC 镜面在不同磨削阶段的协同优化工艺策略及损伤程度、加工精度的预测和控制方法,建立恒压控时的砂轮磨损补偿新方法,进行优化条件下的超精密微磨实验,形成大口径、高精度、低损伤SiC镜面超精密磨削的新工艺理论和技术。
围绕科学问题二:衍射极限条件下纳米精度复杂光学面形生成机理及全频段误差表征与控制,开展以下研究:1)复杂光学面形加工与材料去除工艺、机床运动学动力学控制直接相关,光学加工过程由经验主导往确定可控的方向转变,迫切需要研究复杂面形加工工艺系统特性的可控条件,实现加工过程控位、控力、控时,确保工艺条件的稳定可控。
针对光学材料难去除、变曲率镜面形状复杂、磨削工艺影响因素众多、多轴联动系统刚度变化和几何误差耦合、高面形精度和低损伤混合控制要求极高、现有研磨工艺误差收敛速度慢等特点,研究基于诱导曲面的复杂面形展成数学原理与非线性热力学的物理表征;建立惯量、刚度时变、参数不确定条件下的多轴超精密磨床动力学模型,揭示刚度约束下限制磨削力的轨迹规划方法和低损伤表面生成原理;探索基于李群李代数和微分流形的力位混合标架,建立几何量、物理量双重反馈的力位混合数控系统;研究表面质量约束下压力、速度、驻留时间自适应高效去除的研磨控制规律,探索高效研磨主动柔顺控制理论与实现方法。
2)抛光修形是空间大镜纳米精度生成的关键工艺,依靠刚性抛光盘施加正压力的传统抛光方式,材料去除的可控性差,难以满足轻量化大镜纳米精度高效加工的要求。
针对空间大口径轻薄异形镜加工中存在的“格子效应”、“边缘效应”等非连续局部效应和非线性曲率畸变误差等制造技术挑战,采用磁流变和离子束抛光新方法,基于Sigmund溅射理论、Bingham非牛顿流体理论等加工过程力学分析方法,研究以剪切力去除或能量溅射去除等非传统抛光的材料去除机理,建立可控参数下的去除函数模型,掌握纳米量级材料稳定去除的可控性规律,以实现空间光学镜面高效纳米精度成形;研究离轴非球面等复杂光学曲面加工中非线性畸变误差的产生原理,提出去除函数畸变补偿和投影畸变补偿方法,建立基于主动非线性补偿光学镜面确定性抛光误差的收敛理论;研究轻量化结构光学反射镜加工中非连续局部效应误差的产生机理,提出基于低应力抛光工艺的主动抑制方法;研究适应大口径光学元件加工的磁流变、离子束抛光工具和工艺系统设计理论与方法,建立低应力抛光工艺平台;研究工艺参数稳定控制方法和优化理论,基于轻量化大镜磁流变和离子束低应力抛光的工艺实验,形成纳米精度低应力高收敛率的成形抛光工艺。
3)不同频段误差形成的点扩散函数不同,会对成像清晰度、锐度和照度等光学性能带来不同影响,因此对全频段误差的幅值、频率、分布等提出明确控制目标,实现其一致收敛是高分辨率成像和高聚能光学元件的必然要求。
基于Harvey-Shack散射理论和Goodman统计光学理论,提出中高频误差的小波分析方法,通过光学系统成像仿真研究,揭示光学表面低频、中频、高频误差对光学系统成像质量的影响机理,确定各频段允差;通过研究光学加工各工艺过程中的材料去除机理,揭示各频段误差的形成规律,建立预测与评价方法;开展形状可控的大口径应力盘抛光工艺研究,开发基于“平转动”应力抛光盘光顺技术;建立新的组合抛光工艺路线,按照各种工艺方法的去除机理建立数学模型,获得全频段误差一致收敛、高效稳定的优化工艺组合并进行工艺实验。
围绕科学问题三:空间光学元件多场耦合作用下误差分离测量原理,开展以下研究:空间光学大镜对重力、应力和环境作用十分敏感,容易形成大镜面形的非制造变形,为保持天地一致性,实现对加工质量的有效评价,必须开展复杂面形光学元件多场耦合条件下的误差分离测量原理与方法研究。
分析多场耦合作用对面形误差的影响规律,提出测量状态非制造变形的受控条件,建立重力和应力有效卸载的装夹设计方法;研究复杂面形姿态变化对测量精度的影响规律,提出计算机辅助的优化调控方法,实现对离轴、离焦和光轴位置的精确调控;分析测量系统误差的影响因素,提出环境、光路、补偿器精度的受控条件,建立多方法和多姿态的互检方法,对补偿光路进行有效标校,实现空间轻量化大镜非制造变形受控的误差分离测量,通过实验研究,形成系统的误差分离测量方法。
二、预期目标3.1 本项目的总体目标本项目将针对国家对SiC轻量化空间大型光学元件制造技术的重大需求,特别是镜面直径大于等于2米的超大口径反射镜为研究主要对象,深入研究大口径反射镜制造的关键基础科学问题。
围绕功能结构材料空间光学镜体轻量化定量反演设计与复合能场作用的结构创成机制、衍射极限条件下纳米精度复杂光学面形生成机理及全频段误差表征与控制、空间光学元件多场耦合作用下误差分离测量原理等关键科学问题进行研究,以空间大镜制造全工艺流程的镜体轻量化制造、镜面纳米精度抛光和满足天地一致性的大镜测量等关键点为突破口,创新可控光学制造理论,采用复合能场超精密磨削、磁流变和离子束抛光、平动应力盘光顺等新工艺,提升以轻量化、大口径、复杂面形、纳米精度为特征的空间光学元件制造水平;重点揭示极限工况条件下光学加工和检测过程的可控性规律,建立面向新一代光学制造的理论基础,实现从“单一光学性能约束经验主导的光学制造”向“光学力学性能复合约束确定可控的现代空间光学制造”跃升,推动科学技术的进步和相关产业的发展,培养一批从事该领域前沿科学研究、具有创新思想的高科技人才。