Asse'y QC flow chart
QC FLOW CHART
目测、卡尺
通知模具、 制造组长
冲压制程 向下折弯成 (4/6工程) 型
设备、模 具、转速 、模高
制程SOP、制程 开线检查/班、首、 SIP 末件检查
《制程管理作业指书》 《冲压作业点检表 、 主机手、 目测、卡尺、3D 》、《首件点检记 《制程检验作业指导书 IPQC 录表》 》 《制程管理作业指书》 《冲压作业点检表 、 主机手、 》、《首件点检记 《制程检验作业指导书 IPQC 录表》 》
符号说明
备注:此产品为连续模生产,检验时取成品检验相关尺寸
核准:
审核:
制订:
QC工程表
第3页,共3页
xxx科技(苏州)有 限 公 司
制订部门 品保部
客户:
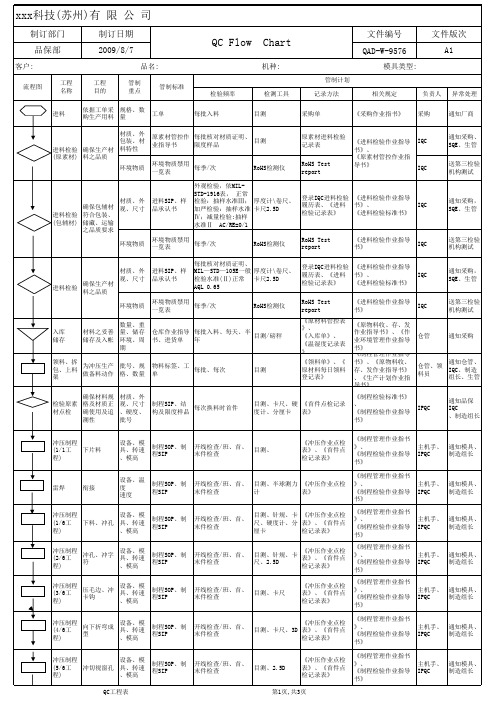
流程图 工程 名称 工程 目的 依据工单采 购生产用料
制订日期 2009-8-7
品名:
管制 重点 规格、数 量 材质、外 包装、材 料特性 环境物质 管制标准
QC Flow Chart
机种:
管制计划 检验频率 工单 每批入料 检测工具 目测 记录方法 采购单
制程SOP、制程 开线检查/班、首、 SIP 末件检查
《制程管理作业指书》 目测、半球测力 《冲压作业点检表 、 主机手、 计 》 《制程检验作业指导书 IPQC 》 《制程管理作业指书》 目测、针规、卡 《冲压作业点检表 、 主机手、 尺、硬度计、分 》、《首件点检记 《制程检验作业指导书 IPQC 厘卡 录表》 》 《制程管理作业指书》 《冲压作业点检表 目测、针规、卡 、 主机手、 》、《首件点检记 尺、2.5D 《制程检验作业指导书 IPQC 录表》 》 《制程管理作业指书》 《冲压作业点检表 、 主机手、 》、《首件点检记 《制程检验作业指导书 IPQC 录表》 》
QC FLOW CHART
清洗SOP
1次/2H
PH计 导电仪
风切
去除产品表 面残留水
清洗SOP
1次/2H
目测
烘干
将产品表面 残留水烘干
温度检测 、 时间设定 组装线光 源 洁净度
清洗SOP
1次/2H
目测
《清洗机各药槽控 清洗线组 《制程管理作业指书》 制日报表》 长
组装SOP
1次/2周
落尘测试仪 照度计 目测 温湿度计
《环境检测数据记 《无尘室管理作业指书 生技设备 录表》 》 人员 《无尘室清洁日检 《无尘室管理作业指书 组装作业 表》 》 员 《温湿度记录表》 《装配线自主检查 组装作业 《制程管理作业指书》 表》 员
品名:
管制 重点 设备、模 具、转速 、模高 管制标准
QC Flow Chart
机种:
管制计划 检验频率 检测工具 记录方法
文件编号 QAD-W-9576
模具类型:
文件版次 A1
相关规定
负责人
异常处理
冲压制程 成型压毛边 (6/6工程)
制程SOP、制程 开线检查/班、首、 SIP 末件检查
目测、卡尺、 《制程管理作业指书》 《冲压作业点检表 2.5D、3D、厚薄 、 主机手、 》、《首件点检记 规、硬度计、分 《制程检验作业指导书 IPQC 录表》 厘卡 》 目测 《冲压自主检查表 《制程管理作业指书》 线检 》
符号说明
备注:此产品为连续模生产,检验时取成品检验相关尺寸
核准:
审核:
制订:
QC工程表
第3页,共3页
《成品收、存、备、出 仓管 作业指导书》
通知组装、 品保
成品SIP 保证出货产 品之品质符 出货检验 合 客户 要求 外观、数 成品外观SIP 量 、包装
Flow Chart 流程图分享
每个网格内的活动是由该 部门该岗位在该阶段作的 活动
4
业务流程图
连线游戏
原则
DON’T !
DO!
按照自己的想当然绘制流程 把流程图局限在你自己的部门 在真空中工作 在确认起点和结束点前试图绘制 陷入太多的细节 单兵作战
部门之间协作绘制
在开始前确认流程的起点和结束 高层级的流程图 按实际情况绘制流程 在整个组织内思考流程
5
数据流程图
符号
数据源或外部实体
处理过程
对数据的转换, 如平均值,计数 等。
数据存储
数据流向
5
数据流程图
参考步骤
1. 梳理业务流程 2. 数据流转分析-调查
3. 采用标准符号绘制
4. 配合数据字典交付
是对数据流程图中的数据项、数据结构、数据流、处理逻辑、数据存储 和外部实体进行定义和描述的工具,也是数据分析和管理工具,同时也
按 主 体
泳道图
基本流程图
数据流程图
Transaction Flow Diagram
完整流程图
页面流程图
Page Flow Diagram
注:广义上还应该包含甘特图,系统流程图等,不做为本次分享内容。
4
业务流程图
定义
用规定的,尽可能少的符号及连线来表示具体业务处理过程。 按照业务实际处理的步骤绘制。 主要表示各部门业务处理过程
示例
也可能很原始……
1
什么是流程图(Flow Chart)?
示例
也有可能很复杂……
1
什么是流程图(Flow Chart)?
示例
可能更复杂……
1
什么是流程图(Flow Chart)?
QC Flow Chart 发行版.doc

适配器生产品质检验工程图机种**品质检验工程图文件编号:** 核准审核经办修订日期记录版次:A0适用机种** 页次:1/12○:作业过程▢:出货发行日期:2020-5-20★:重要管理工位◇:検査制定部门:品质部工程项目检验周期使用工具异常处理对策作业流程工程名称管理项目规格值作业人员检验人员记录方式材料点收1、确认物料品名规格;2、确认物料数量;3、查看外箱符合要求。
依据物料发料单或厂商送货单,对应采购单进行核对作业自检100%- 《委外送料单》《送货单》叉车退货/重工/特采★进料检验1、核单核料;2、外观检查;3、尺寸检查;4、功能检查;5、安全检查;6、结构检查;7、可靠性检查;8、环保要求检查;9、试装1、依MIL-STD-105E LEVELⅡ随机抽样2、AQL: CR=0 MAJ=0.1 MIN=0.653、依照对应物料的检验规范执行检查;4、物料承认书5、限度样品6、合格供应商名录- MIL-STD-105ELEVELⅡ随机抽样R-018-01(A0)《进料检验记录表》游标卡尺塞规VC890C万用表SANKE自耦变压器B713数字电参数测量仪TBS1072B示波器负载仪ET4410 LCRIVYTECH7122安规测试仪治具R/028-02(A/O)品质异常联络单(外部)材料入库1、确认物料品名规格;2、确认物料数量;依据品质检验合格并签名的厂商送货单或送检单作业自检100%- 《材料卡》电子帐叉车R/028-02(A/O)品质异常联络单(外部)品质检验工程图机种**品质检验工程图文件编号:** 核准审核经办修订日期记录版次:A0适用机种** 页次:2/12○:作业过程▢:出货发行日期:2020-5-20★:重要管理工位◇:検査制定部门:品质部工程项目检验周期使用工具异常处理对策作业流程工程名称管理项目规格值作业人员检验人员记录方式生产领料1、确认物料品名规格;2、确认物料数量;依生产制令领取物料作业自检100%- 《生产部领料单》叉车推车R/028-01(A/0)品质异常联络单前置加工1、加工保险电阻2、肖特基二级管3、IC1整型1、2W_10R_±5%2、DO-201AD_3A_100V3、脚长3.5mm +0.5/-0.1跨距:6.7mm±0.54、IC整型脚距:5、加工前先试加工,并使用对应PCB试装,出脚保持在1.8mm MIN方可进行加工作业;6、作业前确认设备可靠接地;7、作业需要静电防护.作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)游标卡尺IC成型机二极管成型机电阻成型机静电手环R/028-01(A/0)品质异常联络单(内部)插件工序1 插IC 1、检查SMT是否有断板、碎板、零件掉落;2、掉落零件放于专用静电盒内;3、IC是有极性零件,插件时对Ic本体缺口对应PCB符号缺口4、零件不可以浮高、漏插5、IC160-12530431J0IC_OB2530PAP_OB 作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)品质检验工程图机种**品质检验工程图文件编号:** 核准审核经办修订日期记录版次:A0适用机种** 页次:3/12○:作业过程▢:出货发行日期:2020-5-20★:重要管理工位◇:検査制定部门:品质部工程项目检验周期使用工具异常处理对策作业流程工程名称管理项目规格值作业人员检验人员记录方式插件工序2 插弹片L 1、弹片需要分清方向:弹片开口大的一边朝板边2、零件不可以浮高、漏插、歪斜3、弹片L207-5123500J0GCF312NC_U型弹片作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)插件工序3 插弹片N 1、弹片需要分清方向:弹片开口大的一边朝板边2、零件不可以浮高、漏插、歪斜3、弹片L207-5123500J0GCF312NC_U型弹片作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)插件工序4 插L1 1、181-EE0830WBJ0滤波电感_EE8.3_40mH2、注意依SOP确认方向作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)插件工序5 插F1 1、124-7100S501J0保险丝电阻RXF2、本体靠板边作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)品质检验工程图机种**品质检验工程图文件编号:** 核准审核经办修订日期记录版次:A0适用机种** 页次:4/12○:作业过程▢:出货发行日期:2020-5-20★:重要管理工位◇:検査制定部门:品质部工程项目检验周期使用工具异常处理对策作业流程工程名称管理项目规格值作业人员检验人员记录方式插件工序6 插VR1插D3 VR1125-14717024JXDIP压敏电阻_TVR14471D3155-43A10002JX肖特基二级管_SR3100有极性零件,需注意二极管方向作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)插件工序7 插C3插D3 C3130-60102A51J0低压铝电解电容D3155-43A10002JX肖特基二级管_SR3100此工序二颗零件都有极性要求作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)插件工序8 点胶套管点胶HM-538(AK)白白胶用量1g±0.5g,不可多点白胶点在T1中间位置,用于固定变压器注意点胶不可以点到孔位上引起焊接不良套管284-10615000JO热缩套管∮6*15mm作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)品质检验工程图机种**品质检验工程图文件编号:** 核准审核经办修订日期记录版次:A0适用机种** 页次:5/12○:作业过程▢:出货发行日期:2020-5-20★:重要管理工位◇:検査制定部门:品质部工程项目检验周期使用工具异常处理对策作业流程工程名称管理项目规格值作业人员检验人员记录方式插件工序9 插T1插D3 T1182-01169000JXEE16_1.3mH_3.5±0.5_立式D3155-43A10002JX肖特基二级管_SR3100作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)★插件目视对插件完成品进行检查1、确认是否有少件、多插件、孔位插错2、确认电容、IC、二极管、弹片带有方向的元件3、针对浮高元件用镊子压下4、不良品超过1%,立即上报作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)静电手环镊子R/028-01(A/0)品质异常联络单(内部)★自动焊锡插件完成品的自动过锡炉锡炉温度:265±5℃预热1:110±5℃预热2:120±5℃预热3:130±5℃速度:1000~1300mm/Min喷雾气压:100mm/Sec 作业自检100%随机抽样每小时对炉后品质进行抽验R-020-02(A0)巡线记录报表(插件修补)静电手环R/028-01(A/0)品质异常联络单(内部)补焊焊锡面维修将PCB板放在治具上,锡面朝上,对产线裸板不良品进行维修,恒温烙铁调到360℃±20℃作业自检100%随机抽样R-020-02(A0)巡线记录报表(插件修补)R/020-03(A/0)烙铁温度管制卡静电手环恒温烙铁修补用治具R/028-01(A/0)品质异常联络单(内部)适配器生产品质检验工程图机 种 **品质检验工程图文件编号:** 核准 审核 经办 修订日期记录版 次:A0 适用机种**页 次:6/12○:作业过程 ▢ :出货 发行日期:2020-5-20★:重要管理工位 ◇ :検査制定部门:品质部工 程 项 目 检验周期使用工具异常处理对策作业流程 工程名称管理项目规格值作业人员检验人员记录方式分板边清除板边1、利用分板治具对产品进行分析;2、检查产品脚长是否符合规范要求;作业自检 100%随机抽样R-020-02(A0) 巡线记录报表 (插件修补)静电手环 板边治具R/028-01(A/0) 品质异常联络单 (内部)★目视锡面/零件面检查1、锡面不良种类有( 连锡. 空焊. 针孔.虚焊.假焊.包焊.裂锡.露铜.未出脚. 浮高 .吃锡不足. SMD 偏移.)2、需培训合格上岗3、不良品置于不良品区,做好标识整齐放置。
QC操作流程 QC Processing Flow Chart

Merchandiser
Full set QC Inspection Files need to be prepared by PGS SHA Merchandisers . office QC Manger need to check and confirm the full set inspection files against the checking list to make sure all information matching and clear to understand otherwise clarification is needed from merchandiser.
Inspection Result - Reject
If inspection is rejected, written report along with samples representing the
defective bulk, will be sent to the appropriate merchandiser &buyer office
Goods will not be released if there is no fully accepted ITS / SGS reports. It is supplier's responsibilty if any shipment delay due to failed testing report.
A min of 80% ready packed goods are required for buyer office QC to carry out final inspection, or final inspection will be cancled by office QC. It is supplier's responsibility if the shipment being delayed due to packing percentage not up to HS inspection requriement.
QC flow chart - 3.30

编号:SJJ_WI_EG_016_A0QC品保equipment设备Q'ty数量method方式1material receiving原材入料makers 、P/N 、Q'ty 、package status生产商、料号、数量、包装allcart运输车/100%visual 外观material incomingsheet进料记录W/H生产reject拒收2IQCdimension 、appearance尺寸、外观all /ruler&profileprojector 尺、投影仪AQL0.65visual,measuring 外观测量IQC inspectionrecord 进料检验记录IQC reject拒收3Q'ty control数量all////data数量W/H生产/4dimension 、appearance尺寸、外观all cart运输车ruler尺100%visual,measuring 外观测量data数量W/H生产scrap报废FIFO 先进先出5SOP磁铁tape fixture治具高斯计Gauss meter/visual 外观production record生产记录W/H生产scrap报废6SOP 胶glue silk screen gluing 点胶机//visual 外观production record生产记录W/H生产scrap报废7SOPsteel sheet钢片fixture治具//visual 外观production record生产记录W/H生产scrap报废8SIP WIP 制造区域/profile projector 投影仪perH每小时visual,measuring 外观测量IPQC checking record检验记录IPQCreject拒收9FQC 终检SIP unit 单位/profile projector 投影仪100%visual,measuring 外观测量FQC inspecion record全检记录FQC reject拒收10packing, put into F/Gwarehous 包装入库SOPtray 、 bag 、 box 淬盘、包装袋箱cart 运输车/100%visual 外观production record生产记录W/H生产reject拒收11OQC SIPbox箱/profile projector 投影仪100%visual,measuring 外观测量OQC inspecion record抽检记录OQC reject拒收12delivery 运输shipping schedule出货计划F/Gcart运输车///data数量W/H生产/FIFO 先进先出Revision修订:No.prepared by制作checked by确认approved by 审核abnormalhandling不良处理Remark 备注QC Flow-chartProcess 过程Specification标准SOGOOD (Suzhou) Co., LtdNo.序号Material 材料Machine JIG夹治具Record 记录Responsiblit ies责任content after change变更后update date 变更日期 layout 排版 gluing 点胶 assembly 组装 IPQC 巡检change reason变更原因content before change变更前 苏州世俱佳电子科技有限公司SO GOOD (SU ZHOU ) Electronic Technology CO., LTDFlow流程inspection、 measurement检验测量PD/WH工程/生产put into warehouse 入库material preparation备料2OKOK3OK1OK124567108911。
QC process chart

成品检验
Finish product
inspect
OK 入库、入帐 Input、chalk it up
NG
OK
发出出货通知 Inform ship
OQC
NG
FQC 组长
确认
FQC
leader
confirm
定期巡仓 Random
Inspection
regularly
NG
NG
复检
recheck
OK
OK
备货
Prepare goods
必要时 If necessary
安排交付 Plan delivery
抽检
NG
Sample
inspect
OK
标识盖合格章,附 出货检验报告
Sealing chapter, Attached OQC
report
不合格品 reject
结束 End
不合格品 reject
按《不合格品 控制流程》
调机/调油/调色/调拉 Debug machine/
paint/mix colors /line
取样 rm first sample
必要时
If ecessary
尺寸检测 Dimension measurem
ent
标识、防护、保管 Mark\ fence\save
制程品质控制流程图ipqcprocesschartproduceleader生产组长operater作业员technician技术员ipqcleadersurveyor测量员首件确认confirmfirstsample签名贴合格首板标签signandstickthelableofpassfirstsampleng调机调油调色调拉debugmachinepaintmixcolorsline标识防护保管markfencesave培训作业员trainingoprator取样sampling接收首板receivedfirstsample安排生产planproduce巡检randominspectionok开始startokng照计划排机拉arrangemachinelineaccordingtoplan尺寸检测dimensionmeasurementokng自检selfinspection尺寸检测可靠性测试dimensionreliabilitytestng成品待检finishproductwaitingforinspect结束end必要时ifnecessary必要时ifecessaryok按成品品质控制储存和交付流程implementingoqccontrolprocedure按不合格品控制流程implementingrejectproductcontrolprocedure不合格品reject3
QA_QC operation flow chart

Invoice Signature
Test Result Date Enter
Send Report to QC Coordinator & Vendor
Send To Account Dept. for Payment
Zizzle (Hong Kong) Ltd.
External Certification Operation Flow Chart
Revision: 01 Date: 8/19/08
Default Owner: Auditor
Receive Audit Request From Marketing or Customer
Audit Request Form Complete Vendor
07C
Fail
Document Review
New Product Development Operation Flow Chart
Revision: 01 Date: 8/19/08
Default Owner: QA Engineer
C
External Certification
Product Pilot Vendor No
Process Review Correct? Engineer & QAE
Customer Inspection Booking No Customer Confirm? Rework 11C Yes Inspection Report Customer Inspection Customer AOD Customer Accept Pass 10Z Fail
Reject
Daily Summary
Issue Summary to PMC & Shipping
stateflow chart用法

Stateflow Chart用法在软件开发中,Stateflow Chart是一种流程图形式的建模工具,它能够对系统的状态和事件进行建模和分析。
Stateflow Chart的使用在很多领域都有广泛的应用,比如控制系统、通信系统、汽车电子系统等等。
在本文中,我们将探讨Stateflow Chart的基本用法,并且分析其在不同领域的应用。
1. Stateflow Chart的基本概念Stateflow Chart是一种基于状态的建模工具,它通过状态、转移和动作来描述系统的行为。
在Stateflow Chart中,状态用方框表示,转移用箭头表示,动作用椭圆形表示。
通过这些基本元素的组合,可以描述出系统在不同状态下的行为,并且可以清晰地展现系统的状态转移过程。
2. Stateflow Chart的应用在控制系统中,Stateflow Chart常常用于描述系统的控制逻辑。
比如在汽车防抱死系统(ABS)中,Stateflow Chart可以很好地描述出车轮在不同状态下的制动逻辑。
在通信系统中,Stateflow Chart可以描述出数据包在网络中的传输过程。
在汽车电子系统中,Stateflow Chart 可以描述出车辆在不同行驶状态下的控制逻辑。
3. Stateflow Chart的优势与传统的文字描述相比,Stateflow Chart能够更直观地展现系统的行为。
通过图形化的表示,可以更容易地理解系统的状态转移过程。
另外,Stateflow Chart还可以方便地与Simulink等建模工具结合使用,从而可以对系统进行更全面的建模和分析。
4. 对Stateflow Chart的个人观点和理解我认为Stateflow Chart作为一种建模工具,在系统建模和分析中具有很大的优势。
它不仅能够更形象地展现系统的行为,还能够方便地与其他建模工具结合使用。
在我的工作中,我经常会使用Stateflow Chart来描述系统的控制逻辑,它确实为我提供了很大的方便。
QC flow chart

大 毅 科 技 (蘇州) 電 子 有 限 公 司
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component
晶片電阻與晶片排阻品質管理工程表
TA-I Group
Passive Component。
Process flow chart 工艺流程图

140
Rject
S
S
S 不合格
Connector pin block separation/ 分pin块
Rework
返工
QA AUDIT
品管審查
S
Pass
Rject 不合格
合格 MRB
S
Scrap
S
报废
Manual Insert
Wave Solder
手工插件
波峰焊
Pass
Post Wave Solder inspection/焊点检查
S/N, P/N&Revision Label printing打印S/N,
P/N&Rev.标签
S
040
S
Scan S/N/ 扫描S/N
Clean PCB 清洗PCB 030
S
Rject 不合格
S
QA
KIT
QA
AUDIT 品 STORE AUDIT
管审查 配料倉 品管审查
文件号:
PROCESS FLOW CHART 工艺 流 程 图
B
180
190
Pass
合格 Rject
Final Visual
FQA-V
PCBA Packing/ PCBA 包装
PCBA Shipment/ PCBA 出货
S
不合格
Inspection&Label
verification/终检&标签 PCBA
270
280
Rework
检查
Shipment/P
/返工
CBA 出货
Screen Printing PCB Loading (Top side)
QC7大手法的运用

2019/4/9 23
散佈圖
何謂散佈圖? 以縱軸表示結果,以橫軸表示原因:用 點表示出分佈形態,根據分佈的形態判 斷對應數據之間的相互關係的圖型,稱 為散佈圖。 其相對應之方法為相關係數之計算
注意要點
• 發生頻率高不一定代表影響程度 大,亦即並非立即要進行對策。
• 經由不同的衡量標準來確認最重 要的問題。 • 分析不同類別的數據。 • 範圍太廣的項目,應再分成較細 的類別,以免分析不易。
2019/4/9 12
柏拉圖繪製實例
以某家庭之某月支出查檢表為例,其柏拉圖繪製 過程如下:
支出項目 伙食費 零用錢 水電瓦斯費 教育費 交際費 其他 Total
9
2019/4/9
用前面例子的查檢表數字 可以整理成底下的柏拉圖
200 150 100 50 0
女 飯 廳
2019/4/9
東西未歸定位柏拉圖
150 100 50 0
男 客 廳
男 飯 廳
臥 室
女 客 廳
其 他
10
柏拉圖的製作方法
Step1.決定不良的分類項目: •藉由結果別分類 •藉由原因別分類 ※注意:最好不要超過6項 Step3. 記入圖表紙並且依據 大小排列畫出柱形:
為 什 麼 延 遲
特 性
交
2019/4/9
貨
19
步驟二:決定大要因 人
為 什 麼 延 遲
製造
交
物品
2019/4/9
交貨
貨
20
步驟三:決定中、小要因:可利用親和圖法來將中、 小要因區分出來。 步驟四:討論影響問題點的主要原因。 步驟五:填上製作目的,日期及製作者等資料。 製造
标准 STL QC Flow Chart

1.製造 1.每批 1.全檢 2.品保 2.1次/2hrs 2.隨機抽樣
自動送板機操作規範
送板機 自动吸板机 扫描枪
1.製造 1. 每批
1.全檢
制程檢查記錄表 糾正預防管理程序 首件檢查記錄表 維修作業指導書 制程巡检检查表 不合格品管理程序
首件檢查記錄表 糾正預防管理程序 不合格品管理程序
工程圖]
糾正預防管理程序 不合格品管理程序
入库单 制令領料單 补损/领料单 溫濕度記錄表 ESD点检表 BIN卡 盘点卡
糾正預防管理程序 不合格品管理程序
生产作业程序 BOM表 环境管理作业程序
BOM表 錫膏管理規範
料架
搅拌机 料架 冰箱 扫描枪 电脑 配重器 7#测试头
1.製造 1. 製令单 1.生產使用時 2.資材 2. 製令单 2.仓库发料时
單位:品保部 3 OF 4
文件編號 :QA-W-0103-
管制表單
異常處理
首件檢查記錄表 糾正預防管理程序 制程巡检检查表 機台調整 钢网履历表
端子手摆作業指導書
静电筐/盒 摆端子治具
1.製造 1.每批 1.全檢 2.品保 2.1次/2hrs 2.隨機抽樣
制程巡检检查表 糾正預防管理程序
回焊爐操作規範 作業指導書 炉温参数对照表
出货方式:整板出货
文件版本: 1.6 工程管
相關程序.規範
自動錫膏印刷機操作規 範BOM表
制 使用設備. 儀器
錫膏印刷機 電腦一套
作業指導書
錫厚測試儀
零件位置圖
刮刀
修改日期: 11/04/30
權責 單位
檢機抽樣 2.品保 2. 1次/2hrs 2.隨機抽樣
10
11 NG
Flow chart

每个P/N第一次收 c of c时必须要有工程师核对并签名确认作为样本订 在Q卡上 .
RT : Receiving Ticket (收货单); P/N: Part Number (零件编号); Q卡: Incoming Material Inspection Instruction (物料检查指导书).
Result
Fail
Return to Vendor
Deliver to VTech / CMS
End
CMS Source Inspection Process flow chart
1> 当Vtech/CMS SQM或管理层决定对Vendor实行 Source Inspection时,SQM填写达S.I.N表,经SQM 及采购部部门负责人或其授权人批准后,将此表提前 Copy给相关部门,原件留SQM存档,类似地,当需要 停止对Vendor实行Source Inspection时,也以此通知 相关部门。
8> Vtech将Source Inspection Passed 之物料或6.7中 所指物料开出送货清单送与Vtech/CMS,交货后,S.I Passed物料及I.I.R物料不得相混。
9> 当Vtech/CMS SQM开始对某一Vendor/物料实行 Source Inspection后,从S.I.N生效日开始,S.I.N上 所指明物料均盖有S.I. ACC Chop或贴有I.I.R Label,收 货部凭Chop和Label收货。
6> 完成对送检Lot的检查后,S.I.检查员需将检查结果填写在IQC Sample Form上.如果Pass,盖上相应的SI ACC Chop(蓝色为非 环保物料;绿色为环保物料); 如果 Rej,则将注有Rej.原因的IQC Sample Form交 Vendor 代表认可后, 在每一包装上贴bel 或盖Reject Chop, 将该Lot物料退与Vendor处理.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QC FLOW CHART Prepared by:2.material daily check listBASE ASSY'4 1.Check speaker CONN PIN good or not.SOP 1.Black stick check all2.Make sure screw fastened completely and no damage 2.Screw driver3.Wrest power:2.0±0.2KGF-CM 3.Screw auto-supplermachineBASE ASSY'5 1.VR/B can't press on the ODD MYLAR SOP 1.Screw driver 1.material daily check list check all2.Before assy VR/B, make sure PIN no bending, label on the 2.Black stickright position3.Make sure screw fastened completely and no damage4.Wrest power:1.0+/-0.2KGF.CMBASE ASSY'8 1.Make sure speaker cable was inserted in the MB CONN SOP 1.Screw driver 1.material daily check list check all completely 2.Screw auto-suppler2.Make sure CPU was inserted/assembled completely machine3.Wrest power:1.5+/-0.2KGF.CM 2.Black stick4.Confirm that ODD FPC no distortion no crease and insertedcompletelyBASE ASSY'9 1.Check PCI Board, make sure 3pcs mylar, 1pcs sponge on the SOP 1.Screw driver 1.material daily check list check all right position, screw*2 on the CARD-BUS no missing 2.Screw auto-suppler2.Check the jumper position is OK machine3.Check the color of PCI/B button mate base4.Make sure screw fastened completely and no damage5.Wrest power:2.0+/-0.2KGF.CMBASE ASSY'10 1.Make sure screw on the PCI/B no missing SOP 1.Screw driver 1.material daily check list check all2.Check the operation on last station finished or not 2.Screw auto-suppler3.Check the spring on the charge board no bending, no falling machineoff. 3.FDD fixture4.Make sure screw fastened completely and no damage 4.Reminding sheet5.Wrest power:2.5+/-0.2KGF.CM6.Check bluetooth cable inserted CNN completely.7.Check FFC inserted CNN completely.BASE ASSY'11 1.Check audio/B click feeling OK SOP 1.Screw driver 1.adjust by hand check all2.Make sure CPU was inserted/assembled completely 2.Screw auto-suppler 2.material daily check list3.Wrest power:2.0+/-0.2KGF.CM machine3.Bevel shelfBASE ASS'Y12 1.Make sure LCD latch button no loosing or feeling bad SOP 1.Screw driver 1.material daily check list check all2.Make sure screw fastened completely and no damage 2.Screw auto-suppler3.Wrest power:1.5+/-0.2KGF.CM machine3.Black stickODD ASS'Y1 1.Make sure screw fastened completely and no damage SOP 1.Screw driver 1.material daily check list check all2.Wrest power:1.5+/-0.2KGF.CM 2.Screw auto-supplermachine3.ODD U-type fixtureODD ASS'Y2 1.Make sure screw fastened completely and no damage SOP 1.Screw driver 1.material daily check list check all2.Wrest power:1.5+/-0.2KGF.CM 2.Screw auto-supplermachineTOP ASS'Y1 1.Check TOP cosmetic SOP 1.Bar-code scanner 1.material daily check list shop floor check all2.Make sure CPU is inserted in the slot in correct direction 2.Screw driver3.Make sure screw fastened completely and no damage 3.Screw auto-suppler4.Wrest power:2.0+/-0.2KGF.CM machineTOP ASS'Y2 1.Make sure FFC is inserted in glide pad PCB CONN fully SOP 1.Manual tape-fix 1.material daily check list check allmachineTOP ASS'Y3 1.Check FFC was inserted in Touch Pad/B CONN completely SOP 1.Manual tape-fix 1.material daily check list check all2.Check conductive tape*2 on glide pad machine3.Make sure screw fastened completely and no damage 2.Bar-code scanner4.Wrest power:2.0+/-0.2KGF.CM 3.Screw driver5.Check touch pad button elasticity good.TOP ASS'Y5 1.Up-side down the machine and shake to check no screw SOP 1.Screw driverfalling into machine 2.Screw auto-suppler2.Make sure screw fastened completely and no damage machine3.Wrest power:2.0+/-0.2KGF.CMTOP ASS'Y6 1.Check G/P button feeling SOP 1.Capton tape check all2.Check Lid SW cable/DC cable routing right before assy 1.Manual tape-fixmachineTOP ASS'Y7 1.Check G/P FFC is inserted in CONN completely SOP 1.Screw driver check all2.Make sure screw fastened completely and no damage 2.Screw auto-suppler3.Wrest power:2.5+/-0.2KGF.CM machineLCD ASS'Y1 1.Check LCD cover cosmetic SOP 1.0~90 angle move view to check check all2.Check antenna routing right LCD3.Check tape on the LCD protect film no over LCD cover mid-line 2.material daily check list4.Aluminum foil can't cover RIBLCD ASS'Y2 1.Check LCD panel cosmetic SOP 1.material daily check list check all2.LCD can't press the LCD cableLCD ASS'Y3 1.Check the tape of LCD H/V cable can't over frame fringe SOP 1.Tape Auto-supply Shop floor check all2.Tape must wrap the cable completely machine3.Can't put LCD cable under the LCD 2.Bar-code scannerLCD ASS'Y4 1.Check LCD panel cosmetic SOP 1.Manual tape-fix 1.material daily check list check all2.LCD can't press the LCD cable machine 2.0~90 angle move view to check3.LCD barcode printer LCDLCD ASS'Y5 1.Check screw is fastened tightly and no slanting.SOP 1.Screw driver 1.material daily check list check all2.Wrest power:2.0+/-0.2KGF.CM 2.Screw auto-suppler3.Confirm that tape have enveloped the cable completely.machine4.Confirm that tape no over iron rim. 3.LCD ASSY fixtureLCD ASS'Y6 1.Check LCD cable was inserted in LCD CONN completely SOP 1.Tape Auto-supply 1.material daily check list check allmachineLCD ASS'Y7 1.Check LCD cable was inserted in LCD CONN completely SOP 1.Screw driver check all2.Antenna can't be pressed by hinge 2.Screw auto-suppler3.Check screw is fastened tightly and no slanting.machine4.Wrest power:2.5+/-0.2KGF.CM 3.Manual tape-fixmachine4.KAPTON TAPELCD ASS'Y8 1.Check LCD bezel cosmetic SOP 1.Bevel shelf 1.material daily check list Shop floor check all2.Make sure LCD cable was inserted in INV/B completely onlast stationLCD ASS'Y9 1.Make sure cable is inserted in CONN completely SOP 1.Screw driver check all2.Make sure H/V cable routing right, tube on the INV/B is good 2.Screw auto-suppler3.Check screw is fastened tightly and no slanting.machine4.Wrest power:2.0+/-0.2KGF.CM 3.Black stickLCD ASS'Y10 1.Make sure LCD cable and antenna routing are right SOP 1.Screw driver check all2.Check GAP and STEP between cover&bezel, bezel&LCD 2.Screw auto-supplerpanel no over spec machineLCD ASS'Y11 1.Check LCD module no GAP SOP 1.Screw driver2.Check screw is fastened tightly and no slanting. 2.Screw auto-suppler3.Wrest power:2.0+/-0.2KGF.CM machineC/U ASS'Y1 1.Check travel card S/N is same as MB S/N SOP 1.Screw driver check all2.Check screw is fastened tightly and no slanting. 2.Screw auto-suppler3.Wrest power:2.0+/-0.2KGF.CM machine3.BASE U-type slotC/U ASS'Y4 1.Make sure LCD cable is inserted in CONN completely SOP check all2.Check antenna routing goodC/U ASS'Y7 1.Double check LCD cable and antenna routing correct SOP 1.Screw driver 1.material daily check list check all2.Check screw is fastened tightly and no slanting. 2.Screw auto-suppler3.Wrest power:2.5+/-0.2KGF.CM machineC/U ASS'Y8 1.Make sure fan cable is inserted in CONN completely SOP 1.Screw driver check all2.Check screw is fastened tightly and no slanting. 2.Screw auto-suppler3.Wrest power:2.0+/-0.2KGF.CM machine3.Black stickC/U ASS'Y9 1.Check PCI/B jumper is right SOP 1.CAPTON TAPE check all2.Make sure antenna don't touch CONN 2.Plier3.Make sure SW cable assy OKC/U ASS'Y10 1.Check K/B cosmetic SOP 1.Black stick check all2.Make sure K/B FFC is inserted in MB CONN completely 2.CAPTON TAPEC/U ASS'Y12 1.Make sure screw fastened completely and no damage SOP 1.Screw driver check all2.Make sure no screw fall into the machine 2.Screw auto-suppler3.Wrest power:3.5+/-0.2KGF.CM machinePQC-1 1.Inspect the cosmetic of repaired machine SOP 1.HI-POT 1.quality inspect table check all2.(Only for special model which listed in Character inspect 2.HI-POT inspect 2.defect code listTable):fixturePower on---press 'stop' key---press 'test' key---'pass' lightHi-pot:3000vac, limit less than 10mA, test time: 1 secomd漏电流220vac,limit less than 0.25mA, test time: 2 seconds3.Inspect no 'auto power on'.4.Check LCD no 'white screen', the screen are right whenpower on.5.Rocord defect code on travel cardPQC-2 1.Adjust audio value to maximal, check no noise 1.Bar code scanner 1.defect code list Shop floor check all2.test left audio-track, if OK, the press 'Y' key3.Check the fixture and make sure it can work well.4.Rocord defect code on travel cardPQC-3 1.Put NB on stand and check the color of the charge light and SOP 1.DVD 鱼八景 disk 1.defect code list check all LED light on stand are right2.Press stand button to check LCD pop up function good3. Check Wireless button on and off function.4.Insert SD CARD and press “Y”key to test SD CARD.5.Brightness test,press '1'&'8' to check LCD brightness changeif change press “ESC” to exist.6.Make sure right audio-track good, no noise7.If the ODD is DVD or COMBO,Insert DVD. press …ESC”key,onlyfor shipping Japan.8.Rocord defect code on travel card9.If FDD fail, put unit into shelf with the test disk in itPQC-4 1.Scan SHOPFLOOR system, register data in daily report.SOP 1.Shelf for defect units 1.defect code list shop floor check all2.Take out power cable from work platform, turn off the audio. 2.Bar code scanner 2.daily data record table3.Rocord defect code on travel cardRun-in 1.Shake the machine to inspect no screw fall into machine SOP 1.Screw check record list check all2.make sure power cable is installed properly3. Auto check the AC power if existence,then check chargeLED.4.Rocord defect code on travel cardRun-out 1.Make sure no abnrmal on the run-in shelf, including disk SOP 1.DVD 鱼八景 disk check allplay NG2.Run-out according to disk play time. (play 40 minutes later)3.Rocord defect code on travel cardFinal-1 1.Insert USB2.0 fixture to check if system could find USB SOP 1.CD disk 1.Daily report Shop floor check all get out the fixture when it show 'Find 2 USB2.0 PASS'. B flash memory2.Sacn to shopfloor and record data and quantity3.Scanner3. Check the fixture at first and make sure it can work well.4.Check ESD ground all the time.Final-2 1.Moving cursor to sound test window. Click left channel button SOP 1.Dial tone check all to hear sound from left speaker. Click right channel button tohear sound from right speaker.2.Insert phone connect to phone Jack, press dial button then.check the dial tone3. Check the fixture at first and make sure it can work well.4.Check ESD ground all the time.Final-3 1.Open the CD player,insert XD card, check its LED light, and SOP B flash memory 1.Refer to time on SERVER check all test its function OK 2.Sever for time2.Insert LAN cable and double click“TIME.BAT”to check whethertime same as server,3. Check the fixture at first and make sure it can work well.4.Check ESD ground all the time.5.Check bluetoothFinal-4 1.Inner speaker Test, Adjust voice volume, inspects the voice, if SOP 1.Audio CD 1.Refer to time on SERVER check all noise, should be rejected. 2.Ext Microphone2.Insert SPDIF, then make sure music voice good, no noise3.Ext Speaker3.Press recording button to confirm recording function.4.Sever for time4. Check the fixture at first and make sure it can work well.5.Check ESD ground all the time.Final-5 1.Insert/pull CRT Cable for twice, then press FN+F3 to check SOP 1.CRT connecting-port check all if the CRT color screen switch match with unit. 2.CRT monitor2.Check CRT resolving-rate3.Check ESD ground all the time.4. Check the fixture at first and make sure it can work well.5.PCMCIA testFinal-6 1.Check the LCD LED blink and LED color is right.SOP check all2.Finish testing suspend then awake the test unit,test the M/Sport.3.Insert S-Video Cable and press Fn+F3 switch to s-video,check it is normal or not.4.Shutdown the computer,and Check the system is shutdownnormally.5. Check the fixture at first and make sure it can work well.6.Check ESD ground all the time.Final-7 1.Power on, choice “DOS TEST” and “FINAL TEST” to test in SOP N LOOPBACK check all DOS mode.2.IF ODD IS DVD-RW, insert DVD-RW disk.If ODD is CD-RW ,insert CD-RW disk.and press “ESC” to test3.Check the fixture at first and make sure it can work well.4.Check ESD ground all the time.Final-8 1.Make sure PC CARD BEEP sound OK based on PC CARD SOP 1.Firewire cableauto-test. 2.Firewire serve check all2.Insert MSPRO CARD and check LED light bright as normal3.PC Cardtest MSPRO CARD function OK, then Pull out MSPRO CARD3.Insert Firewire into Firewire slot, and press “Y” to test Firewire.4.Led test, wait two second when test ODD LED, check thefunction and color is OK or not.5. Check the fixture at first and make sure it can work well.6.Check ESD ground all the time.Final-9 1. Automatically test CD-RW test or DVDRW ,if ok, take out the SOP 1.MS PRO CARDdisk2.Insert MSPRO CARD,press 'Y' to test MSPRO CARD3.Touch Pad test, check the right and left key and scrollbutton‟s function4.Check the fixture at first and make sure it can work well.5.Check ESD ground all the time.check all Final-10 1.Press any key to check LCD, no shadow/bright dot/dark dot/SOP 1.TIME SEVERdifferent color/scratch etc.2.Pat LCD to check if wave pooling exist.3.K/B function test, make sure every key's function OK. Nomistake/missing/repeat/lapse etc4.Check CMOS time match with SEVER time5.Check the fixture at first and make sure it can work well.6.Check ESD ground all the time.NGFinal-11 1.Scan to shopfloor, record data and defect symptom on the SOP 1.Bar code scanner 1.defect code list Shop floor check all table. 2.Shelf for defect units 2.defect machine record table2.Check S/N on the travel card match with S/N on the unit.3.Check the fixture at first and make sure it can work well.4.Check ESD ground all the time.FQA-1Power On SOP PCMCIA CarD Sampling Boot-strap menu check LAN CSP-V:F=1/7LED test1394 CableFAN test(Full ,Half Stop speed)1394 ServerLAN Test Mspro CardPC Card Test SD CardFriewire Test CD-RW/DVD-RWDVD-RW Test/CD-RW TestWLAN LED TestSD Card TestMspro Card TestLCD Display CheckTouch pad L/R key TestK/B TestODD Shortcuts key TestK/B COVER Shortcuts button TestFQA-2USB 2.0 Test SOP USB 2.0Sampling MS Card、SD Card Test USB Mouse CSP-V:F=1/7PC Card Test MS CardTo dial a number Test SD CardLeft&Right Track Test PC CardTone/Pluse SwitchableTelephone AnalyzerNGFQA-3Play music CD Test SOP Music CD 1.on line inspection report Shop floor Sampling Record Test Speaker CSP-V f=1/7 OK Natural Sound AV receiver Test MicrophoneCRT&S-Video(TV) Switch Test CRTstand by Test TVPower Off Natural Sound AV receiverQuanta OQC Check cosmetic SOP AC Adapter 1. SOP check list Shop floor15 units / day Check CMOS stopwatch 2. Quanta OQC ReportSet up OS USB Mouse 3. Defect Analysis and CorrectionBattery charge and discharge test PS/2 Mouse Action ReportTime Date Test ScannerLED Display Test & Hot Key Test CRTCheck one touch start button DVDLCD stand by test(press LCD to stand by)S-Video cableSuspend & Hibernation Test MicrophoneShutdown/Restart Test HeadphoneCheck SIGVERIF command & Scroll Button Test Music CDApplication Program & K/B Test & USB Ports & PS/2 Port TestTV SetCRT & S-Video Test CD-RWPlay Music CD and record & CPU Fan Checking & Microphone porttest DVD-RWDVD player & DVD region MS/Pro CardCD-RW Test PCMCIA CardDVD-RW Test XD CardMS/pro & SD & XD Card Test &SD/MS/XD LED test SD CardPCMCIA Test1394 CableScreen Protect test Modem cableLCD Display Test LAN cableIEEE1394 Test CD-RLAN Test USB DMI floppy diskMODEM Test PrinterDMI data Test ShopfloorRun DOS in WindowsWireless Lan Test &Radio Wave ButtonPIO Port TestVirus CheckS3 Boot time checkRecovery TestTest over, recheck cosmetic , scan S/Nto the shopfloorBluetooth testCosmetic-1 1.Remove battery from base and check cosmetic SOP Check all2.Confirm there is no scratch on the surface around machineCosmetic-2 1.Check battery slot cosmetic SOP 1.Screw driver Check all2.Make sure screw fastened good 2.Screw auto-supply3.Wrest power:2.5±0.2KGF.CM machine4.Confirm there are 5pcs intact label on RAM 3.HDD material-box5.Confirm no screw missing lock and base coasmetic well 4.RAM material-boxCosmetic-4 1.Make sure screw didn't fall into the machine when dis-assy SOP 1.Screw driver Check all2.Wrest power:3.0±0.2KGF.CM 2.Screw auto-supply3.Check screw thread no broken.machineCosmetic-5 1.Make sure CPU has already been dis-assembled SOP 1.Screw driver Check all2.Check screw*2 fastened on the thermal fin 2.Screw auto-supply3.Make sure screw fastened good machine4.Confirm there is 1 pcs yellow adhesive tape under heat sink. 3.Black stickCosmetic-6 1.Make sure LCD cable/antenna routing OK SOP 1.Screw driver Check all2.Make sure CPU has already been dis-assembled 2.Screw auto-supply3.Make sure screw fastened good machine4.Wrest power:2.0±0.2KGF.CMCheck all Cosmetic -7 1.Confirm CPU have been dis-assembled .SOP 1.Screw driver2.Confirm thermal pin have locked 2pcs screws. 2.Screw auto-supply3.Wrest power:1.5±0.2KGF.CM machineCosmetic-9 1.Check bluetooth logo/121CC label cosmetic SOP 1.PTL shelf 1.material daily check list Check allbel fixtureCosmetic-10 1.Check XP label /ODD logo cosmetic and stick on right position SOP 1.XP label fixture 1.material daily check list Check all2.Confirm XP label no deflective and brush off.Cosmetic-11 1.Overturn NB to check each CONN cosmmetic, and check SOP 1.Thickness guage 1.Fisture check list when stop/start Check all all NB no scratch,PIN no breaking, NUT no missing etc production line2.I/O door open/close good3.Check no CD or DVD in ODD.4.Make sure ODD LOGO is correct.D/T 1.Make sue Model of the NB K/B cover match with travel card SOP B FDD2.Record defect symptom code on travel cardCosmetic-12 1.Check LCD bezel no scratch, printing good, screw no missing SOP 1.K/B contrast tableGAP no over spec(LCD PANEL&LCD BEZEL),2.Check K/B printing good, no missing key, no mistake keys, nofloating, knob according to table3.Check SW button*4 spring and feeling good, printing goodCosmetic-13 1.Check TOUGUO CAUTION LABLE cosmetic.SOP 1.PTL shelf Shop floorCosmetic-14 1.Make sure S/N on the travel card consistent with M/B S/N, and SOPM/B ver. is correct and MAC ID address correct2.Check battery door function&feeling are good and base noscratch, no missing any screw or rubber3.Make sure no fingerprint or dirtiness inside RAM door4.Check the MAC ID/standard/blue tooth label cosmetic.Cosmetic-15 1.Check foot rubber of base.SOP Shop floor2.Check all base cosmetic3.Check base label no missing and sticked on right position.Mylar no missing4.Check there are 2pcs screw in HDD cap.5.Check battery door cosmetic and elasticity.Cosmetic-16 1.Check LCD 4pcs screws locked and 4pcs rubber no missing.SOP2.Check SW/B button cosmetic.Cosmetic -17 1.Check 2pcs screws on LCD bezel no missing.SOP2. Shake LCD make sure there is no niose.3.Check top cosmetic and button function4.Check rubber no deflectiion and brush offCosmetic-18 1.Check the LCD pop up angle (3°-12°)SOP 1.Reminding sheet2.Shake LCD module twice to check LCD no free down issue,no shake3.Check latch button function and feeling good, LCD could open/close correctly4.Open LCD for 30° to check if it fall down or not and the stopangle should over 5°.Cosmetic-19 1.Check LCD cover cosmetic SOP2.Check LED light logo.Cosmetic-20 1.Check base cosmetic SOP2.Check ODD label no mistake and dummy card no wrong3.Check PC door elastivity and button function.4.Check gap within standard.Cosmetic-21 1.Check LCD cover,top and bezel cosmetic SOP2.Check button ,logo and label cosmetic conform no missingno deflection.FQA-1 1.LCD Panel Surface no blot,no scratch,light mark. The Gap SOP 1.K/B MODEL Check all between LCD Bezel and LCD Panel less then 0.8mm 2.Dot guage2.LCD Bezel Surface no blot,no scratch,miss out lacquer.the3.Thickness guageGap between LCD Bezel and LCD cover less then 0.5mm3.LCD Rubber no missing,no fray, no blot,no color difference.Jiggle LCD,LCD no noise,no drop4.Model plate Surface no blot,no scratch,miss out lacquer,words clear.5.TOP shortcuts key good feeling, no scratch,no cave in . TOPindicator light no Cave in,no blot,no scratch.6.TOP LED printing icon clear,no deflection,no blot,no scratch7.TOP Surface no blot,no scratch,miss out lacquer,no colordifference8.K/B model is correct. Key moves freely,words clear, miss outlacquer,no blot,no scratch,no float9.TOUCH PAD no moved,no blot,no scratch, miss out lacquer,no color difference10.On TOP label no blot,no scratch,words clear,no deflection,miss pasteFQA-2 1.LCD Cover and Logo badge surface no blot,no scratch,miss SOP 1.Dot guage Check all out lacquer,no color difference 2.Thickness guage2.LCD Cover LED no cave in ,no scratch,no blot, Printing iconclear,no deflection,no blot,no scratch3.Volume adjust button no deflection,no rupture,no eddy4.ODD Mylar no scratch,no blot,words clear,miss paste,nodeflection. ODD type is ok,key-press good feeling5.ODD shortcuts key good feeling,no scratch,noblot,no fray,printing all right6.LCD latch button move agility,no rupture,no become flexible.7.Audio mylar no floating,no peel,no blot,no eyewinker8.PC door slot moves freely,no scratch,no blot. PC handspikeand MS good feeling,no blot,no scratch9.1394 connect pin no bend and rupture,10.Wireless button good feeling,no blot,no scratch, miss outlacquer11.Check M/B REV 、 System REV and S/N all rightFQA-3 1.IO Door no scratch, no blot, miss uot lacquer, no color SOP 1.Dot guage 1.on line inspection report Check all difference, no break off 2.Thickness guage2.Connect pin no bend and rupture,no deflection,no eyewinker,no rust3.Speaker and Microphone no deflection,no rupture,no fray.4. Hinge cover no scratch,no blot,miss out lacquer,no rupture,overflow lacquer5.Base no scratch,miss out lacquer,no color difference, no blot6.screws no slip tooth,white,no missing .Screw cap no blot, norupture,no bend, no fold7.Foot cushion no missing,surface no peel8.On Base label no blot,no scratch,words clear,no deflection,miss paste9.RAM Door and HDD Door surface no blot,no scratch,miss outlacquer,cloler difference,moves freely,no scratch,no blot10.battery door surface no blot,no scratch,no miss out lacquer,no color difference11.wobble goods and no noiseNEC OQC Check cosmetic SOP AC Adapter 1. SOP check list Shop floor36 units / 2 days Check CMOS CD-RW 2. Quanta OQC ReportSet up OS stopwatch3. Defect Analysis andCorrection Action ReportBackup of the HDD USB MouseBattery charge and discharge test PS/2 MouseTime Date Test ScannerLED Display Test & Hot Key Test CRT Check one touch start button DVD LCD stand by & hibernate test(press LCD):S-Video cable Suspend & Hibernation Test(Press Power Button)MicrophoneShutdown/Restart Test HeadphoneApplication Program & K/B Test & USB Ports& PS/2 Port Test TV SetCRT & S-Video Test DVD-RWPlay Music CD and record & CPU Fan CheckingMS/Pro Card& Microphone port testDVD player & DVD region PCMCIA CardCD-RW & DVD-RW Test XD CardDVD-RW Test SD CardMS/pro & SD & XD Card Test &SD/MS/XD LED test 1.4MB floppy diskPCMCIA Test 1.2MB floppy diskFDD Test&FDD LED720KB floppy diskScreen Protect test CD-RLCD Display Test1394 CableIEEE1394 Test Modem cableLAN Test LAN cableMODEM Test USB DMI floppy diskDMI data Test PrinterRun DOS in Windows Shop floorWireless Lan Test &Radio Wave ButtonPIO Port TestVirus CheckS3 Boot time checkBattery charge and discharge test(with F2)Run-In TestRecovery TestTest over, recheck cosmetic , scan S/N t o the shopfloorPacking-1 1.Check travel card S/N consistent with MB S/N.SOP Shop floor Check all2.Check Base label no missing3.Check battery slot no damaging, screw no missing, and thenassy battery capPacking-2 1.Make sure unit name label barcode match with M/B S/N and SOP 1.Taping machine Check alllabel cosmetic good2.Check 'Made in China' labelPacking-3 bel on the TOP&BASE no missing SOP 1.material daily check list Check all2.Check HDD cap, BATT CAP, DIMM CAP3.Reel machine and check no screw in the machinePacking-4 1.Check battery cosmetic, no scratch, dirtiness etc SOP Check allPacking-5 1.Check battery in the box consistent with P/NAME LABLE SOP bel printer Check all2.Check the P/NAME label , caution label and BU labelin the right location .Packing-6 1.Confirm S/N OF M/B same with the travel CARD SOP bel printer Check all2.Check bottom pad*4 on the BASE no missing 2.ScannerPacking-10 1.Check quantity is right before sealing the carton SOP 1.Bar code scanner Shop floor Check all Packing-11 1.Check S/N label cosmetic, make sure stick on right position SOP 1.Bar code scanner Check all Check S/N number is same with travel card bel printerPacking-12 1.Check weight no over standard SOP bel printer Shop floor Check all2.Make sure corton is piled up correctly 2.Bar code scannerPacking-13 1.Check power code cosmetic is OK SOP 1.Weigh machine Check all2.Put power code into carton, check the quantity is right and thenseal the carton.Packing-14 1.Open the original carton, quantity is right,seal the carton SOP 1.Weigh machine Check allPacking-15 1.Open the original carton, check CMC COVER cosmetic SOP 1.Weigh machine 1.material daily check list Shop floor Check all2.Check the quantity is rightFQA-OBA 1.LCD Panel Surface no blot,no scratch,light mark. The Gap SOP 1.K/B MODEL 1.inspection report Shop floor16/72 inspection between LCD Bezel and LCD Panel less then 0.8mm OBA sample standard2.Dot guage2.LCD Bezel Surface no blot,no scratch,miss out lacquer.the3.Thickness guageGap between LCD Bezel and LCD cover less then 0.5mm3.LCD Rubber no missing,no fray, no blot,no color difference.Jiggle LCD,LCD no noise,no drop4.Model plate Surface no blot,no scratch,miss out lacquer,words clear.5.TOP shortcuts key good feeling, no scratch,no cave in . TOPindicator light no Cave in,no blot,no scratch.6.TOP LED printing icon clear,no deflection,no blot,no scratch7.TOP Surface no blot,no scratch,miss out lacquer,no colordifference8.K/B model is correct. Key moves freely,words clear, miss out lacquer,no blot,no scratch,no float9.TOUCH PAD no moved,no blot,no scratch, miss out lacquer, no color difference10.On TOP label no blot,no scratch,words clear,no deflection, miss paste11.LCD Cover and Logo badge surface no blot,no scratch,miss out lacquer,no color difference12.LCD Cover LED no cave in ,no scratch,no blot, Printing icon clear,no deflection,no blot,no scratch13.Volume adjust button no deflection,no rupture,no eddy14.ODD Mylar no scratch,no blot,words clear,miss paste,no deflection.ODD type is ok,key-press good feeling15.ODD shortcuts key good feeling,no scratch,noblot,no fray, printing all right16.LCD latch button move agility,no rupture,no become flexible.17.Audio mylar no floating,no peel,no blot,no eyewinker18.PC door slot moves freely,no scratch,no blot. PC handspike and MS good feeling,no blot,no scratch19.1394 connect pin no bend and rupture20.Wireless button good feeling,no blot,no scratch, miss out lacquer21.IO Door no scratch, no blot, miss uot lacquer, no color difference,no break off22.Connect pin no bend and rupture,no deflection,no eyewinker,no rust23.Speaker and Microphone no deflection,no rupture,no fray.24. Hinge cover no scratch,no blot,miss out lacquer,no rupture, overflow lacquer25.Base no scratch,miss out lacquer,no color difference, no blot26.screws no slip tooth,white,no missing .Screw cap no blot, no rupture,no bend, no fold27.Foot cushion no missing,surface no peel28.On Base label no blot,no scratch,words clear,no deflection, miss paste29.RAM Door and HDD Door surface no blot,no scratch,miss out lacquer,cloler difference,moves freely,no scratch,no blot 30.battery door surface no blot,no scratch,no miss out lacquer,。