线切割技术在冲压模制造中的应用
我国冲压模具技术的现状与发展

我国冲压模具技术的现状与发展冲压模具是现代制造业中不可或缺的重要工艺装备,广泛应用于汽车、电子、家电等众多领域。
随着我国制造业的快速发展,冲压模具技术也取得了显著的进步,但同时也面临着一些挑战。
我国冲压模具技术的现状可以从以下几个方面来描述。
在模具设计方面,计算机辅助设计(CAD)和计算机辅助工程(CAE)技术得到了广泛应用。
通过这些技术,模具设计师能够更加高效、准确地完成模具结构的设计和优化。
同时,三维设计软件的普及使得模具设计更加直观,有助于提前发现和解决潜在的问题。
在模具制造方面,数控加工技术的应用日益广泛。
数控机床的高精度、高效率加工能力,大大提高了模具零件的加工精度和生产效率。
电火花加工、线切割加工等特种加工技术也在模具制造中发挥着重要作用,满足了复杂形状和高精度模具零件的加工需求。
模具材料方面,我国已经能够生产出多种高性能的模具钢,如冷作模具钢、热作模具钢和塑料模具钢等。
这些材料的性能不断提升,为制造高质量的冲压模具提供了有力保障。
在模具表面处理技术上,诸如渗氮、渗碳、镀硬铬等工艺得到了进一步的改进和优化,提高了模具的表面硬度、耐磨性和耐腐蚀性,延长了模具的使用寿命。
然而,我国冲压模具技术仍存在一些不足之处。
与国际先进水平相比,我国在高端模具的研发和制造方面仍有一定差距。
例如,在一些大型、精密、复杂的冲压模具领域,还依赖进口。
模具的标准化程度有待提高。
标准化程度低会导致模具制造周期长、成本高,影响整个行业的发展效率。
模具行业的专业人才相对短缺。
尤其是既懂模具技术又熟悉市场需求的复合型人才不足,制约了行业的创新和发展。
在模具寿命和可靠性方面,仍需要进一步提升。
一些模具在使用过程中容易出现磨损、变形等问题,影响生产效率和产品质量。
展望未来,我国冲压模具技术有着广阔的发展前景。
随着智能制造技术的不断发展,冲压模具将朝着智能化、数字化的方向迈进。
通过引入工业互联网、大数据等技术,实现模具设计、制造和使用过程的智能化监控和管理,提高生产效率和质量。
线切割在模具加工中的运用
电火花线 切 割对 型芯 进行 加工 时 , 主要对 镶件 孔 、推 管孑 L 、 推 杆 孔和 斜推 杆 孔进 行 加 工 。模 具 精 度 的高 低对 于加 工 产 品精 度 的 高低 具有 直 接 的影 响 , 在模 具 中 , 凹 模 和 凸模 的精 度给 工
切 割加 工 技术 。 另外 , 线切 割技 术 也应 用 在 型腔 模加 工 中 , 型
凹模 和 凸模作 为 复合 模 中 的重 要部 件 , 加 工质 量 的 高低对 于 工 件加 工 的精 度和 表 面 的粗 糙程 度具 有 直接 的影 响 。在 进 行 冲裁时 , 容 易受 到冲 裁 力 的影 响 , 导致 内部 出现 很 大 的应 力 , 进 行 切 割加 工会 导致 内应 力 出现重 新分 配 的现 象 , 进 而产 生 变 形。 所以 , 在对 凹模 和凸模 进行 加工 之前 , 要运 用淬火 进 行处理 , 另外 , 还 要对 毛 坯件 的 材料 和 加工 路线 进 行考 虑 , 容 易 出现 变 形情 况 。 3 . 1 . 2 凸模 和 凹模的尖 角与 凹角
件 精 度产 生 最大 的影 响。 大多数 凸模 和 凹模 能够 运用 快 速 走丝 线 切割 机床进 行加 工 , 例如 凹模外 形 、凸模 外形和 型腔 等 。
角 。其 中 , △ 越大 , 则 越会 导致 拐角位 置 圆弧 的误 差增加 。 因 此, 对 于 凸类 零件 进行 线 切割 加 工 时 , 要 将钼 丝 运 动 的中心 轨 迹加 上 距离 △ : 对 凹类零 件进 行 线切 割加 工 时 , 要 适 当地减 去
加 工成本 。
3 线切 割在模 具加工 中 的运用
冲压模与电火花线切割加工技术
收 稿 日期 : 0 7 2—1 2 0 —0 5
次以上 。同样 模具 寿命 有差 距 。
高性 能 的集成 电路框 架 3 2工位 级进模 , 度达 精 2 m, 高 速 冲床 上 冲速达 3 0 0 在 5 ~5 0次 / n 寿 命 mi, 为 3千 万次 以上 ; 日本 山 田、 国奥伯 格 等公 司制 造 美 的 1 0条脚 以上 的集 成 电路 框 架 模 , 度 达 2 0 精 m, 步距 精度 3 m, 具 寿命 1 次 。 模 亿 还 有如 自主创新 手机 连接 器 5 0工位 级进模 , 精
1 冲 压 模 的现 有 水 平
标 志着 冲压模 先进水 平 的是高 精度 、 寿命 、 长 多 工位 级进模 , 具 有结 构 复 杂 、 造难 度 大 、 它 制 生产 效
率高 和低耗 材耗 能 等 特点 , 我 国重 点 发 展 的精 密 是
模具 品种之 一 。
如我 国具 有代 表性 的 电机铁 芯 自动叠 片硬质合
金 多工位级进模 , 度达 2tn 步距 精度 达 3tn 双 精 , a , a 回转 精度 1, 拼块精度 1 , 面粗糙度 R O 1 0 4 岬 表 a . - .
度达 2 m 距 精 度 3 m, 具 寿命 2亿 次 ; 码 步 模 数
相机 弹簧 片 1 8工 位级 进 模 、 插 件 4 接 6工 位级 进 模 等都 达到 了较高 的水 平 。
技 术 水平 , 望 了冲压模 电火花 线切割 加 工技 术 的发展 趋 势。 展
电火花线切割在模具产品加工中的实际运用
电火花线切割在模具产品加工中的实际运用电火花线切割是一种高精度、高效率的金属加工工艺。
它利用电火花放电的原理将电极和工件之间的空气隙离子化,从而在两者之间形成电弧,通过电弧放电将工件部分加工掉。
在模具产品加工中,电火花线切割为制造高精度、高品质模具提供了重要的工具。
一、电火花线切割的技术优势电火花线切割拥有精度高、加工速度快、不产生热变形等众多技术优势。
它可以加工各种大小尺寸、复杂形状的金属零部件,并且在生产加工过程中对原材料的硬度等特性无特殊要求,大大提升了金属零部件的生产效率和加工质量。
二、电火花线切割在模具制造中的应用模具制造是电火花线切割的重要应用领域之一。
它广泛应用于汽车、航空航天、电子、国防等领域。
1、汽车模具加工在汽车模具制造中,电火花线切割技术成为了实现高精度、高品质模具加工的主要手段,如汽车车身、底盘、内饰以及发动机等模具加工中都离不开电火花线切割技术。
2、航空航天模具加工在航空航天领域,要求制造出符合高品质标准的模具,其中几何形状复杂度高、精度要求严格的零件,特别需要高精度的加工设备来加工制造。
电火花线切割技术的使用使得在航空航天领域内,实现了对于模具加工中加工质量的大幅提升以及减小加工耗时的优势。
3、电子模具加工在电子产品制造过程中,电火花线切割技术同样受到很高的重视。
电子制造中需要用到大量的金属金件,因此需要制造出适合于电子类产品的模具。
在此种情况下,电火花线切割技术的使用可以提升模具制造的精度和效率,同时也能够提高零部件的加工精度和耐用性。
三、电火花线切割在实际制造中的具体应用在工业生产中,电火花线切割技术具有广泛的应用,如制造大型车身部件、加工大型机械和设备等。
近年,随着国家科技的发展,制造行业的现代化越来越重要,越来越多的企业在提高生产水平和减少成本方面采用电火花线切割技术。
1、模具加工效率提升相比传统的机械加工方式,电火花线切割技术具有更高的效率。
普通加工方式需要耗费较多的人力,而电火花线切割技术只需设定好参数后即可完成加工,大大节约了加工工时。
激光切割技术在冲压行业中的应用和发展趋势分析

三维 激光切 割技 术是根 据绘 图软件形 成的 三维绘 图路 线 , 通过 聚 焦镜 将 C O 激 光束 聚焦 , 对 材料 进行加 工 处理 。通 过对 材料 的软 性处 理能够 进行有 效的 灵活加 工棉花 , 同时保证 产 品 质量 , 在 生产 过 程 中具 有 中 易于控 制 的特 点 , 被广 泛应 用 于汽 车加 工生 产线 中 。三 维激光 切割 技 术能 够切 割修 正 不 同形状 的坯 料 , 能够 有 效地 根据 图纸 图纸 的加 工规 格进 行 打孔 , 使得 所生 产的产 品能够有效 地根据生 产要求进行 简化生产 。 在知 名汽车 的生 产制造 业 中 , 通过 三维激 光切 割技术 能够 对 覆盖 件 、 门板 等零 件进 行精 确性 的加 工 , 能 够减 少 对模具 的 使用 , 通 过 数控 技术 能够 有效 地实 现 自动化 生 产 , 加 强生 产零 件 的精确 度 。在新 型概念 汽车 的生 产或修 改过 程 中, 通过 三维 激 光切割 技术 的应用 能够减 少汽车 模型上 所存 在的缺 陷 , 通过 对 汽车 零 件的 修正 、 冲孔 、 焊接 能够 有效 地减 少新 车 的生 产时 间, 减 少开 发周期 。三 维激光切 割技 术在汽 车生产过 程 中的应 用 能够有 效地 缩短汽 车生 产周期 的时 间 , 能够有效 地促进 新车 的开 发 。 1 - 2激 光焊 接 激光 焊接是 通过 激光本 身具 有高能量 集 中的特 点 , 同过 自 身的焊接 技术 能够 完成传 统焊接 技术 的所有焊 接功 能 , 并 且能 够 进 行点 焊 。能够 实 现焊接 技 术 的高效 迅捷 , 损伤 小等 特 点 。 通 过合 理地焊 接技 术应用 能够减 少焊材 的损耗 , 更能够 在一定 程 度上保 持焊材 的完整性 , 从而增加 冲压结构 的强度 。 激光焊 接一 般被应 用于 汽车 的焊接过 程 中 , 通过 合理 有效 的 焊接 手 段能够 有 效地 减少 汽车 刚 才的 损耗 。合 理地 选 用激 光焊 接技 术能 够保证 汽车 的生产效 率 , 使得 汽车 的生产过 程满 足 高效 性 、 经济 性大 的 同时 , 确 保汽 车 的安全 性 。这 样能 够让 汽车 在生产过 程 中保证 最大经 济收益 , 减少成本 的损耗 。 1 . 3激 光成 形 激 光成 型技 术是 利 用激 光本 身 的热 效应 以特 定 的速 度进 行 金 属表 面扫 描 , 使 金 属表 面软化 而 不熔 化 , 通过 不 均匀 的热 传 递 使得 冲压 材料 能 够产 生形 变 。相交 于传 统 的机 械成 形技 术而言, 激 光成 形技 术具 有 独特 的 自身技 术的 独特 优 点 。使
电火花线切割在模具产品加工中的实际运用(doc 20页)

题目:电火花线切割在模具产品加工中的实际应用学生:学号:系部:机电工程系专业:数控技术指导教师:于海玲年月日毕业论文任务书机电工程系数控技术专业班级学生:题目:电火花线切割在模具产品加工中的实际应用毕业论文从年月日起到年月日课题的意义及培养目标:通过对电火花线切割在模具产品加工中的实际应用,了解当前电火花线切割模具中的发展,巩固所学知识,培养具有一定动手操作能力. 和自我学习能力.论文所需收集的原始数据与资料:根据数控加工原理,数控加工编程和模具设技基础中的电火花加工原理及应用编写成”电火花线切割在模具产品加工中的实际应用”论文课题的主要任务(需附有技术指标分析)通过对电火花线切割在模具产品加工中的实际应用,了解当前电火花线切割在模具中的发展,巩固所学知识,要求有一定的自我学习能力,熟悉基本概念.有一定语言组织能力,电脑操作能力.周次论文任务及要求第一周收集,整理资料,熟悉本次设计课题第二周到第四周确定设计步骤,设计过程,并予以分析,列出提纲第五周由老师首次审阅,指出缺点与不足,搜集补充整理资料第六周到第八周根据老师提出的不足,进行修改,由老师再次审阅,指导补充并加以修改第九周再一次搜集补充整理资料,整理绘制相关图表,编写毕业设计论文第十周再一次搜集补充整理资料,整理绘制相关图表.第十一周通过审阅,按要求上交电子档,并打印上交论文指导教师:于海玲日期:教研室主任:日期:学生签名:日期:目录1 引言............................................................................................................................................................ - 4 -2 数控电火花线切割原理............................................................................................................................ - 5 -3 数控电为花线切割的特点........................................................................................................................ - 5 -4 数控电火花线切割在塑料模加工中的应用场合.................................................................................... - 7 -4.1. 数控电火花线切割在动模和定模加工中的应用.. (7)4.2. 数控电火花线切割在工具电极加工中的应用 (8)4.3. 数控电火花线切割在零配件加工中的应用 (9)5 数控电火花线切割在塑料模加工中的几种特殊应用方法 .................................................................... - 9 -5.1 数控电火花线切割在顶针孔加工中的应用方法.. (9)5.2 数电火花控线切割在斜顶孔加工中的应用方法 (10)5.3 数控电火花线切割在上下异形件加工中的应用方法 (12)5.4 数控电火花线切割在斜导柱孔加工中的应用方法 (13)6 线切割加工工艺分析.............................................................................................................................. - 13 -6.1 凸模加工工艺 . (13)6.2 凹模板加工中的变形分析 (14)6.3 凹模板型孔小拐角的加工工艺 (15)7 总结.......................................................................................................................................................... - 16 -致谢 (17)参考文献 (18)电火花线切割在模具产品加工中的实际应用摘要电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称EDM。
线切割在模具加工中的应用
3 .在现有的便携式 MP 3基础上集成 扬声 器,以取 代传
统 盒 式 磁带 录音 机 。 参 考 文 献
()F / E 为高电平时 ,表示选 中下一 曲/ 5 WD R W 上一 曲
的 F A H地址存储器 ,读取 MP 数据 。 LS 3 ( )V L+/ 0 一为 高电平 ,表示用 户接 口模 块 内的 6 O V1
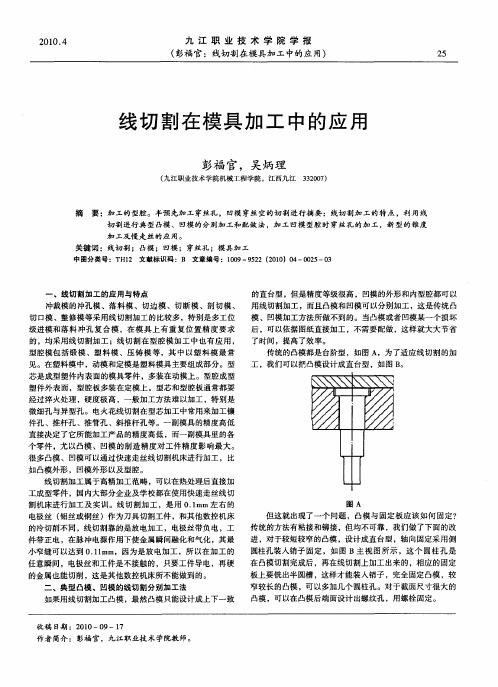
窄较长的凸模 ,可 以多加几个 圆柱孔 。对于截面尺寸很大的
凸模 ,可以在 凸模后端面设计出螺纹孔 ,用螺栓 固定 。
收 稿 日期 :2 1 —0 —1 00 9 7
作者 简介 :彭福官 ,九江职 业技 术学院教师。
九 江 职 业 技 术 学 院 学 报
Jun f i i gV ct nl& T c ncl o ee o r a o u a oai a l J jn o eh i U g aC
音量计数器增 1 减 1 / ,输出音量发生变化 。
[ ]C icin u ,C imigS e . o t lo C D 1 h h g H a hh n hn C nr fD / C h a o
2 .在不增加系统成本或增加很少系统成本 的情况下 ,可 以增加一些其他功能以增加卖点。主要可以考虑的附加功能如: 视频播放、F M收音 、长时间录音、部分 P A功能等。 D
( )D l m d 为高 电平时 ,表示用户插入 US 3 n oe d B接 口信
号 ,下载操作 开始。 ()S O 4 T P为高电平 时,表示 用户按 下 S O T P键 ,停 止
切 割 进行 典 型 凸模 、 凹模 的 分 别 加 工 和 配做 法 ,加 工 凹模 型 腔 时 穿 丝 孔 的加 工 ,新 型 的锥 度 加 工及 慢 走 丝 的应 用 。
浅谈模具加工中线切割技术的应用
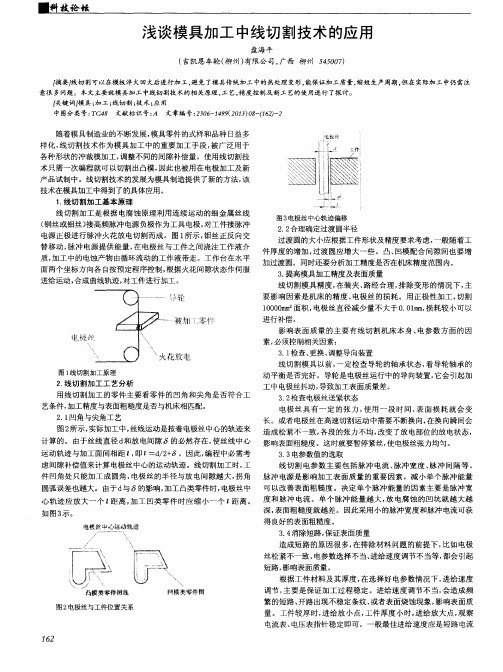
图 3电极丝 中心轨 迹 偏 移
2 . 2 合 理确 定 过渡 圆半 径
过渡 圆的大小应根据工件形状及精度要求考虑 , 一般 随着工 件厚度的增加 , 过渡 圆应增大一些 。凸、 凹模配合间隙间也要增 加过渡圆。同时还要分析加工精度是否在机床精度 范围内。 3 . 提高模具加工精度及表面质量 线切割模具精度 , 在装夹 、 路经合理 , 排 除变 形的情况下, 主
技术在模具加工中得 到了的具体应用。 1 . 线切割加工基本原理
线 切 割 加 工 是 根 据 电腐 蚀 原 理 利 用 连 续 运 动 的细 金 属 丝 线
( 铜丝或钼丝) 接高频脉冲 电源负极作为工具 电极 , 对工件接脉冲 电源正极进行脉冲 火花放 电切割而成 。图 1 所示 , 钼丝正反向交 替移动 , 脉冲电源提 供能量, 在 电极丝与工件之 间浇注工作液介 质, 加工 中的电蚀产物 由循环流动的工作液带走。工作 台在水平 面两个坐标方 向各 自按预定程序控制, 根据火花间隙状态作伺服
憩糕 出 § 蕊
深, 表 面粗 糙 度 就 越 差 。 因此 采 用 小 的脉 冲 宽度 和 脉 冲 电流 可 获
得 良好 的表面粗糙度。 3 . 4 消除短路 , 保证表面质量
造成短路的原因很多 , 在 排除材料 问题的前提下 , 比如 电极
丝松紧不一致 、 电参数选择不当、 进给速度调节不当等, 都会引起 短路, 影响表面质量 。
3 . 3电参 数 值 的选 取 线 切 割 电参 数 主 要 包 括 脉 冲 电流 、 脉 冲 宽度 、 脉 冲间隔等 。 件 凹角处只 能加工成 圆角 , 电极丝的半径与放 电间隙越大 , 拐角 脉 冲 电源 是 影 响 加 工 表 面 质 量 的 重 要 因 素 。 减 小 单 个 脉 冲 能 量 圆弧 误 差 也越 大 。 由于 d 与 的影 响 , 加 工 凸类 零件 时 , 电极 丝 中 可 以改善表面粗糙度 。决定单个脉冲能量的因素主要是脉冲宽 放 电腐蚀 的凹坑 就越大越 心 轨迹 应 放 大 一 个 1 距离, 加 工凹类零件 时应缩小一个 z 距离 。 度和脉冲 电流 。单个脉 冲能量越大 , 如 图3 示。
线切割加工在模具加工中的作用及实例分析
5.节省成形工具电极的设计制造费用;
6.可以加工微细异形孔、窄缝、复杂形状工件; 7.单位长度电极丝损耗较少,对加工精度影响较小。
2019/1/13
电火花线切割应用范围
1、应用最早的模具加工。绝大多数冲裁模具都采用线 切割加工制造,因为只需计算一次,编好程序后就可加 工出凸模,凸模固定板,凹模及卸料板。此外,还可加 工粉末冶金模,成形压弯模、塑料镶拼模及挤出模具。 2、新产品试制零件加工制作。新产品试制时,一些关 键件往往需要用模具制造,但加工模具周期长切成本高, 采用线切割可以直接切制零件,从而缩短新产品的试制 周期。 3、加工样板、成形刀具、电火花成形加工电极(大多 数用紫铜,机械加工性能差)等也采用线切割。 4、难加工零件。如在精密型孔、样板及成形刀具、精 密狭槽等微型零件等加工中,利用机械切削加工就很困 难,而采用线切割加工比较适宜。 5、加工和切割稀有贵重金属材料等,由于线切割加工 用的电极丝尺寸小于切削刀具尺寸,用它切割稀有金属, 可节约很多切缝消耗。
根据图纸要求,在机器上绘制如上图所示的切割图形,并 添加引入引出线,待设置完切割路径、切割次数和间隙补偿 等工艺参数后,编程系统会自动生成加工程序!
2019/1/13
“3B”程序
名称:落料凹模圆角圆弧半径=0总偏移量=0.1加工总周长 =257.626起始坐标=-35,15
序号 B X B Y B J G Z
线切割机床
2019/1/13
目录
一、电火花线切割加工概念及原理
二、电火花线切割特点 三、电火花线切割应用范围 四、电火花线切割应用实例分析
电火花线切割加工概念及原理
概念:电火花线切割加工(Wire Cut Electrical Discharge Machining ,简称WEDM)是在电火花加工基 础上,于20世纪50年代末最早在前苏联发展起来的一种 新的工艺形式,它是利用丝状电极(钼丝或铜丝)靠火 花放电对工件进行切割,简称线切割。 原理:利用脉冲电源发出一连串的脉冲电压,加到工 件电极和钼丝电极上。钼丝与工件之间喷入具有绝缘性 能的工作液。当钼丝与工件的距离小到一定程度时,在 脉冲电压的作用下,工作液被击穿,在钼丝与工件之间 形成瞬间放电通道,产生瞬时高温,使金属局部熔化甚 至汽化而被蚀除下来。若工作台带动工件不断进给,就 能切割出所需要的形状
线切割在模具加工中的运用

线切割在模具加工中的运用作者:蒙坚来源:《硅谷》2013年第19期摘要在模具加工的过程中,线切割加工技术得到了越来越广泛的应用。
针对线切割在模具加工中的运用进行分析,通过对线切割加工过程、凹凸模加工工艺、模具的关键结构设计等进行阐述,旨在能够有效地满足工件对精度的要求。
关键词线切割;模具;加工中图分类号:TG48 文献标识码:A 文章编号:1671-7597(2013)19-0102-01随着经济和科技水平的不断提高,越来越多形状复杂多样的模具零件被广泛应用在模具行业中,传统的模具加工方法已不能满足要求。
线切割技术作为一种以电火花为基础而发展起来的技术,具有加工周期短、自动化水平高的优点,并且不需要运用特定的电极,就能够满足工件对加工精度和表面粗糙度的要求,快速完成加工任务,进而提高加工效率,降低工件的加工成本。
1 线切割技术的特点运用线切割技术对模具进行加工,主要在冲裁模的落料模、冲孔模、切断模、剖切模、切边模、切口模以及整修模等方面应用得比较多,尤其是对于多工位级进模与落料冲孔复合模来说,对在模具上面的重复位置有很高的精度要求,主要运用线切割加工技术。
另外,线切割技术也应用在型腔模加工中,型腔模主要包括塑料模、锻模和压铸模,其中,塑料模最为常见,是由动模和定模组成的。
在一个成型的塑件模具零件中,型芯是主要的零件,安装在动模上。
型腔成型在塑件的外表面,型腔板主要安装在定模上。
通常情况下,型芯和型腔板需要运用淬火进行处理,硬度较高,不宜进行加工,尤其是对于微细孔和异型孔来说。
电火花线切割对型芯进行加工时,主要对镶件孔、推管孔、推杆孔和斜推杆孔进行加工。
模具精度的高低对于加工产品精度的高低具有直接的影响,在模具中,凹模和凸模的精度给工件精度产生最大的影响。
大多数凸模和凹模能够运用快速走丝线切割机床进行加工,例如凹模外形、凸模外形和型腔等。
2 线切割加工的概念以及工作流程2.1 线切割加工的概念线切割加工,指的是一种高精加工,能够在经过热处理后加工为成型零件。
线切割在模具加工中的应用

刀, 焊接 可 能 会造 成 模 具 变 形 从 而 报 废 。对 于这 种 情 况 , 在 不 影 响 模 具 质 量 的前 提下 可 以用 线 切 割将 超 差部 分 切 成 槽 镶上 一 块正 确 的 镶块 。 4 利 用 线切 割加 工 键槽 我 车 间 冷芯 盒 上 常 用 的合 模 销 座 及合 模 套 座 为 常见 件 ( 3 。通 常 把六 面 磨 好后 由数控 翻两 面加 工 。现 改为 图 ) 线 切割 切 成 十字 形 通 槽 ( 4) 图 ,只 需 由精 镗 加 工一 面 即
综 合 上 述 的分 析 可 以看 到 , 改进 的气 压式 水 增 压装 置
能 实 现 与 原 装 置 相 同 的为 冲洗 水 增 压 的 过 程 和 功 能 , 并
且 大 大 降 低 了成 本 和潜 在 的高 故 障 率 ,是 一 种 很 好 的改
进 方 案 , 是在 实 现 过程 中 , 但 也存 在 一 些 潜 在 的 问题 , 主 要 的 问 题 就 是 能 否 有 效 保 证 浮 球 浮 起 后 浮 球 阀 的密 封 ;
球 阀尺 寸 或 采 用杠 杆 机 构 增 大 密 封 处 的 密封 压 力 ; 外 , 另
如 果 水 源 的水 压 稍高 , 能 起 到增 大 密 封压 力 的作 用 。 也 5 结 束语
在 改进 方 案 中 , 一 个 特 制 的浮 球 阀和 一 个单 向阀 控 用
制装 置 的上 水过 程 , 替 了原 装 置 中 的 电磁 阀 2、 代 进水 阀 、
可, 这样 更 改后 , 在满 足 使用 的前 提 下大 大 降低 了成本 。
图 1
作镶 块 的时候 要 遵 循 以 下 两个 原则 ,一 是 不 影 响 模 具 的结 构 强度 及 功能 , 是 镶 块 要 定 位 准 确 , 装 牢 固 。 二 安 该零 件 不 属 于薄 壁 件 , 且 是 从 零 件 中间 切 除 , 以不 会 而 所 影 响模 具 的 强度 ; 块 切 开 后 , 镶 与镶 块 槽 之 间 的间 隙 大 约
慢走丝线切割在冲压模具零件制造中的应用
慢走丝线切割在冲压模具零件制造中的应用作者:王传宝来源:《中国科技博览》2013年第22期[摘要]慢走丝线切割是模具制造的生产设备之一,它的产生给模具的制造解决了许多实际问题,特别是精密模具零件的制造。
本文针对模具零件的特点,论述慢走丝线切割加工在马达定子模具零件制造中的应用。
[关健词]慢走丝线切割凸模零件凹模零件中图分类号:TG48 文献标识码:TG 文章编号:1009―914X(2013)22―0542―011、引言:马达定子模具是冲压模具中级进模的一种,它的特点是凸、凹模结构复杂,,异形孔多且尺寸小,槽尺寸小也间距密集。
冲压过程要求凸、凹模配合精度高,定位精度高,才能保证产品质量。
模具零件材料常采用硬度较高的钢材,如冷扎钢SKD-11、高速钢SKH-9、粉末合金钢ASP-23、粉末合金钢ASP-60、T15、粉末高速钢 WC(碳化钨),材料的硬度都在HRC60以上,利用一般快走丝线切割机床加工达不到零件的精度要求。
慢走丝线切割的特点是利用连续移动的细金属丝(铜丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型的一种加工机床。
它是加工精度可达0.002 mm,表面粗糙度可达到Ra=0.16μm。
它特别适合于制造精密模具、窄槽、小孔的零件。
现以慢走丝机床日本沙迪克AQ360为代表来论述。
表1 日本沙迪克型慢走丝AQ360型机床主要参数2、沙迪克AQ360机床在模具制造中的典型应用2.1马达定子凸模零件的加工2、1、1马达定子凸模零件分析凸模零件(如图1)是刃口零件配合的主要部分,配合的合理性决定产品尺寸的好坏。
凸模材料是粉末高速钢其热加工性好,可磨削性好,热处理变形小,硬度达HRC67以上。
它的结构由36个均匀分布的槽组成,槽行之间尺寸公差要求达h9,槽口宽度尺寸公差要求达h10,槽尺寸公差要求达h9。
它属于直通式的外形加工,间隙取在凹模刃口部分,所以无需留取间隙与斜度。
图1在实际生产加工中,由于工件毛坯内部的残留应力变形及放电产生的热应力变形,故应首先加工好穿丝孔进行封闭式切割,尽可能避免开放式切割而发生变形。
冲压模与^中走丝电火花线切割加工技术的相关介绍

冲压模与^中走丝电火花线切割加工技术的相关介绍冲压模和走丝电火花线切割加工技术是两种常见的金属加工技术,它们在不同的应用领域具有不同的特点和优势。
下面将对这两种技术进行详细介绍。
一、冲压模:冲压模是一种将金属板料经过一定的压力和模具形状变化而成型的加工方法。
这种加工方法通常用于批量生产中,具有高效率、高精度和低成本等特点。
1.冲压模的工作原理:冲压模由多个模块组成,包括上模,下模和导向柱等组件。
在冲压过程中,上模通过压力下降,使得下模与金属板料接触。
随后,模具中的凹槽将板料逐渐变形,并最终得到所需的形状。
冲压模具能够迅速进行连续加工,适用于生产大批量零件。
2.冲压模的优势:冲压模具具有以下几方面的优势:-高效率:冲压模具能够迅速完成形状复杂的金属板料加工,提高生产效率。
-高精度:冲压模具精度高,能够保证加工件的尺寸精度和质量稳定性。
-适用广泛:冲压模具可以加工不同形状和厚度的金属板料,适用于各种行业的生产需求。
-低成本:冲压模具制作成本相对较低,且在批量生产中具有较低成本。
二、走丝电火花线切割加工技术:走丝电火花线切割是一种使用细丝电极将工件通过电弧放电来进行切割的加工方法。
这种加工方法适用于形状复杂、硬度高的工件,具有较高的精度和表面光洁度。
1.走丝电火花线切割的工作原理:走丝电火花线切割是通过在工件上形成电弧放电来切割金属。
在加工过程中,电极和工件之间被一根金属丝隔开,当电极靠近工件时,电极和工件之间的电压差会形成电弧放电,使得工件表面产生高温熔化。
2.走丝电火花线切割的优势:走丝电火花线切割具有以下几方面的优势:-精度高:走丝电火花线切割能够实现较高的加工精度,切割出的工件尺寸和形状准确。
-表面质量好:走丝电火花线切割切割面质量好,无刀具切削痕迹,表面光洁度高。
-可以加工硬度高的材料:走丝电火花线切割能够加工硬度高的材料,如硬质合金等。
-适用复杂形状加工:走丝电火花线切割可根据复杂的CAD图纸生成切割路径,适用于形状复杂的工件加工。
模具制造技术 线切割
模具制造技术—线切割简介模具制造技术是制造模具的一套技术体系,线切割技术是其中一种常用的工艺方法。
线切割是利用电火花放电原理,通过高频率的放电电流穿透工件,从而在工件上形成切割线,然后通过线切割机器工具将工件切割形成所需形状。
本文将介绍线切割技术在模具制造中的应用以及相关的工艺要点。
线切割技术在模具制造中的应用线切割技术在模具制造中有广泛的应用,主要体现在以下几个方面:1. 材料选用模具的材料通常是金属材料,如钢材。
在线切割过程中,由于高频电流产生的热量和电火花放电的冲击,会对工件造成一定热变形和应力,因此对于线切割的应用材料要求相对较高。
一般而言,线切割适用于硬度相对较高的材料,如硬质合金、冷作钢等。
2. 刀具设计线切割刀具是实施线切割工艺的关键工具。
刀具的设计应考虑到工件的形状、尺寸、精度要求等因素。
一般而言,线切割刀具应具有良好的导电性能,能够承受高频电流的放电冲击,并保持较高的切削精度。
3. 工艺流程线切割工艺一般包括以下几个主要环节:工件准备、参数设置、加工过程控制和加工后处理。
工件准备是线切割的第一步,主要包括工件的清洁和固定。
清洁工作是为了消除工件表面的油污和杂质,保证线切割的质量。
固定工件是为了避免工件在加工过程中的位移或晃动,影响切削精度。
参数设置参数设置是线切割的关键步骤,主要包括放电功率、放电脉冲数、放电时间等。
合理的参数设置会使线切割的效果更好,提高加工效率和质量。
加工过程控制加工过程控制主要是指线切割机器工具的操作控制和加工过程的监控与调整。
操作控制包括启动、停止和调整线切割机器工具的参数,确保加工过程的稳定性和一致性。
加工后处理主要是指对加工完毕的工件进行清洗、去除残渣、热处理等工作,以达到模具制造的要求。
线切割技术的工艺要点线切割技术在模具制造中的应用离不开以下几个工艺要点:1. 切割速度切割速度是指单位时间内线切割切削长度的增量。
切割速度的选择应根据切割材料的硬度、切割精度要求等因素进行合理选择。
电火花线切割在模具产品加工中的实际应用

题目:电火花线切割在模具产品加工中的实际应用学生姓名:***所在院系:机电工程学院所学专业:机电一体化技术指导老师:***所在班级:摘要随着在我国国民经济的飞速发展,特别是工业技术飞速发展的新形势下,急需发展模具加工技术,而数控电火花切割技术正是模具加工工艺领域中的一种关键技术。
目前在电机,仪表等行业新产品的研制开发过程中,常采用数控电火花线切割方法直接切割出零件,大大缩短了研制周期,并降低了成本。
在众多工业产品的生产过程中,都用到了数控电火花切割机床,如飞机制造、汽车模具制造、手机零部件的生产等,因此电火花机床的研究与改进是我国国内市场的需要,也能为我国的工业的发展起一定的作用。
电火花线切割,其基本工作原理是利用连续移动细金属丝(成为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
本次论文以电火花线切割为主线,综合了线切割的发展,电火花线切割机床,电火花线切割加工质量及其影响因素,电火花线切割加工程序编制等。
把以前学过的基础课程融汇到综合应用本次论文当中来,所谓学以致用。
关键词:工业生产电火花线切割发展史加工质量程序编制AbstractIn recent years, along with the rapid development of our national economy, especially industrial technology rapid development under the new situation, it is urgent to mould processing technology development, and ncedm cutting technology in the field of mould processing technology is a key technology. At present in the motor, instrument industries new product research and development process, often USES NC edm unit. The method directly cutting out parts, greatly shorten the development cycle, and reduce the cost. In many industrial production process, both use the nc edm cutting machine, such as aircraft manufacturing, auto mould manufacturing, mobile phone components production, so edm research and improvement is China's domestic market needs, but also for the development of our country's industry plays a role.Wire-cut edm, are basic working principle is to use continuous motion thin metal wire (become electrode wire) as electrode, workpiece pulse to spark discharge removal in metal, cutting shape.This paper wire-cut edm as the main line integrated with the development of wire-cut, edm wedm, wire cut edm quality and its influence factor, wire cut edm programming, etc. The had learned the basic course of this thesis cutlrey to comprehensive application, the so-called middle to apply it.Key words: Industrial production Wire-cut edm history processing quality目录第 1 章数控电火花切割原理 (1)第 2 章数控电火花线切割的特点 (1)2.1数控电火花切割的工作特点 (1)2.2电火花线切割对工作环境的要求 (2)2.3数控电火花线切割在塑料模加工中的应用场合 (3)2.3.1. 数控电火花线切割在动模加工中的应用 (4)2.3.2数控电火花线切割在定模加工中的应用 (4)2.4数控电火花线切割在工具电极加工中的应用 (5)2.5数控电火花线切割在零配件加工中的应用 (6)2.6数控电火花线切割在塑料模加工中的几种特殊应用方法 (6)2.6.1数控电火花线切割在顶针孔加工中的应用方法 (6)2.6.2数电火花控线切割在斜顶孔加工中的应用方法 (7)2.6.3数控电火花线切割在上下异形件加工中的应用方法 (9)2.6.4数控电火花线切割在斜导柱孔加工中的应用方法 (10)2.7线切割加工工艺分析 (10)2.7.1凸模加工工艺 (10)2.7.2凹模板加工中的变形分析 (12)2.7.3凹模板型孔小拐角的加工工艺 (13)结束语 (14)致谢 (16)参考文献 (17)第1 章数控电火花切割原理电火花数控线切割加工的过程中主要包含下列三部分内容(如图1-1 所示):图1-1 电火花线切割加工原理图。
电火花线切割在模具产品加工中的实际运用

电火花线切割在模具产品加工中的实际运用本文将探讨电火花线切割在模具产品加工中的实际运用。
首先,电火花线切割是一种高精度的加工方法,能够对高硬度、高精密度的模具进行切割。
其原理是利用高频脉冲电流来产生电火花,使电极和工件之间产生放电,在微小的区域内熔化工件表面,达到切割的目的。
电火花线切割在模具加工中的应用十分广泛。
传统的机械切割在加工高硬度、高精度模具时难以满足需求,而电火花线切割能够精确地加工各种曲线、角度和空心结构。
尤其在大型模具的加工中,电火花线切割表现出其独特的优势,可加工出高精度、高质量的模具,帮助企业提高生产效率和降低成本。
其次,电火花线切割的加工速度快,精度高,加工能力强,可以承担一定的量产任务。
与传统的磨削、镗削加工相比,电火花线切割具有不受工件硬度限制、不产生切屑、不会损伤工件表面质量等许多优势。
并且在加工复杂形状的模具时,电火花线切割具有明显的优势,适合加工各种花纹和层次的外形结构,可以满足模具加工的各种需求。
除此之外,电火花线切割还可以用于切割不同种类的材料,如钢、石墨、铜、铝等。
通过选择不同的电极和加工参数,可达到预期的加工效果。
在涉及不同材料的模具加工中,电火花线切割也是一种理想的加工方法。
最后,应用电火花线切割在模具加工中需要注意一些问题。
首先要选择合适的电极,根据加工目标、工件材料、加工精度等因素进行选择。
其次,要控制电极与工件的间隙,保证放电频率和加工效果。
还要注意待加工工件的制作,确保工件平整、光滑,便于加工。
综上所述,电火花线切割是一种高精度、高效率的模具加工方法,具有广泛的应用前景。
在模具加工行业,满足不同的加工需求的同时,电火花线切割也带来了更多的经济效益和社会效益,值得推广和应用。
数控电火花线切割工艺在模具制造中的运用 马元杰
数控电火花线切割工艺在模具制造中的运用马元杰数控电火花线切割机床是二十世纪六、七十年代在世界上出现的一种新型机械加工设备,由于这一设备加工原理的特殊性,使其能够切割淬火工件和任何超硬导电物体,因此这一工艺的利用已越来越广泛和被人们重视。
本人多年来对该工艺在机械(尤其是模具)制造中的运用有了一些研究与实践,现就这一工艺的特点、在模具制造中的运用、传统加工工艺与现在运用线切割工艺后的情况对比及解决其它工艺方法无法实现的工作等情况做一粗浅论述:一、数控电火花线切割工艺的特点首先,电火花加工是一种金属电腐烛加工方法,任何导电物体都可成为被加工对象,不论被加工对象的硬度有多高,因此这一加工方法特别适合于加工淬火以后的工件和模具的最后成形加工和精加工。
数控电火花线切割是这一加工方法的特殊利用,其特点是用直径0.08——0.2mm的钼丝做为电极,可形成约0.08——0.20mm的切槽,加工误差可控制在几十微米之内,如DK7725机床综合误差仅0.018mm,被加工表面粗糙度可达1.6以内,因此可利用该工艺完成精度要求很高的模具制造精加工工序,对表面粗糙度要求更高的表面可在很少加工量(0.01-0.02mm)内使其粗糙度达到0.4以内。
其次,数字控制是这一工艺的又一特点,数控电火花线切割机床采用计算机控制的步进电机控制工作台进给,不同的加工段可通过相互衔接的工作指令连续完成,因此任何线性曲线表面都可被控制加工。
二、在模具制造中的运用由于数控电火花线切割工艺的上述特点,在模具制造中:(1)可利用其加工各种形状的落料模;(2)可利用其加工淬硬工件直线控制面;(3)可利用其进行小损失切割加工;(4)可利用其进行误差要求在0.1mm以内的对称工件的分割加工;(5)可利用其加工样板类工件;(6)可利用其进行损耗模具的改制;(7)可利用其进行小孔类模具内孔的半精加工;(8)可利用其完成相对定位要求较高的工件定位面或各定位孔的加工。
电火花线切割在模具制造中的应用.

线切割技术全集(二)作者:青华水清添加时间:2011-11-11 点击次数:字号:T|T二十五、怎么判定误差造成的原因?这里指的误差是指切割完成拿到的工件与期望值的差距。
这个差距可能来自机床精度,可能来自材料的变形,可能来自计算的失误,也可能来自机床计算控制的错误。
明确原因就有可能消除误差。
1、计算失误:这是人的原因,是可以验算,可以证明的,也是可以早期发现的。
中间计算过早的四舍五入,多次重复使用一个位数不够的无理数(如多齿形时),十进角度制与度分秒制混淆等。
2、机床控制错误:发生的频次是极少的,因为现今的机床控制系统是久经考验,技术成熟的。
人为制造的错误它会拒绝接受,它接受下来也可以在加工前校验或回零检查。
因多次旋转平移所累计的误差回零检查也可以发现。
3、机床的精度:这通常是指机械精度,是实际值与理论值的那个差值。
产生这个差值的最直接原因是回差和直线度、垂直度。
这个差值的范围应该在0.005~0.02mm以内,这个数值是可以测量的,可以调整的,就现今机床结构来说,要使这个误差值控制在0。
02以下是很容易的,而要到0.005以下又是很困难的。
4、材料变形:只要有良好的操作习惯,计算完了要预演,输入完了要校验,开工之前要校零,手轮刻度要核对。
自己没算错,机床也没走错都应有充足把握,所剩就是变形了,只是变形的原因和克服的办法要仔细琢磨了。
二十六、导轮和导轮轴承应如何维护?导轮和导轮轴承是线切割机床的关键零件,好的精度,好的光洁度,高的效率都依靠一付平衡、轻盈、精确的导轮。
导轮和轴承的维护要从安装开始,要求所用工具及装配环境应是洁净的,不可使轴承工作位置带进污物。
杜绝一切过紧的安装,整个过程中是不允许敲砸和大力压配的,这种安装造成的变形会彻底破坏导轮和轴承的原始精度。
使用中的导轮要格外注意,当轴承旋转不够灵活或有异物卡阻导轮时,丝会在V形槽内干勒,瞬间V形槽的形状精度就损失掉了。
轴承工作环境不可进污水,含杂质的污水研磨轴承是非常快的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国·昆山
正泰隆国际装备采购中心
全球招商热线:0512-57758888 网址:
线切割技术在冲压模制造中的应用
赵 峰 1,连文敬 2 1.陕西国防工业职业技术学院(陕西西安 710302)
2.宝钢股份炼钢厂(上海 200941)
【摘要】基于 CTW320TB 型快走丝线切割机床,以典型冲压模零件为例,详细分析零件的加
难度。因此在线切割加工阶段可对工艺进行适当的
调整,使外形尺寸精度达到要求,免除钳工装配前对
表 1 CTW320TB 型快走丝线切割机床主要参数
暂停点的修磨工序。由于硬质合金硬度高,
工作台尺寸(mm):630×440 最大切割厚度(mm):300 加工工件重量(kg):500
X、Y 工作台行程(mm):400×320 最大切割锥度:TA:20°,TB:30°,TC:60° 电极丝速度(m/sec):1.7~11.8
4 工艺流程特点
5 结论
高颈铝法兰管的冲挤工艺流程如下:
(1)高颈铝法兰管无搭边级进冲挤工艺先进且可行。
备 5mm 厚板料→剪 5× 42mm 条料→520°固溶后
(2)固溶后冲挤,挤压后再时效的方法完全满足
100°水淬→蘸猪油→硬脂酸锌粉润滑处理→冲挤成 T6 处理要求。
形→180°时效→检验→入库。
度图形。高频电源采用大功率 MOS 管,工作台纵横移
硬质合金凸模由于材料硬度高及形状狭长等特
动采用直线钢导轨,混合式步进电机—精密滚珠丝杠 点,导致加工速度慢且容易变形,特别在其形状不规
副作为传动机构,整个加工过程由计算机控制自动完 则的情况下,预留连接部分的修磨给钳工带来很大的
模 具 网
成。CTW320TB 型机床主要参数见表 1 所示。
控制轴数:X、Y、U、V 四轴(四联动)
电源柜外形尺寸(mm):560×650
主机外形尺寸(mm):1,750×1,320×1,900 整机净重(kg):1,500
割参数和偏移量(Offset)均一致。第 1 次切割 电极丝(钼丝)偏移量加大至 0.15~0.18mm, 以使工件充分释放内应力及完全扭转变形,
· 68 ·
《模具制造》2012 年第 8 期
中国·昆山
正泰隆国际装备采购中心
全球招商热线:0512-57758888 网址:
小了。% (5)大部分外形 4 次切割加工完成后,将工件用压
缩空气吹干,再用酒精溶液将毛坯端面洗净,凉干,然 后用粘结剂或液态快干胶(通常采用 502 快干胶水)将 经磨床磨平的厚度约 0.3mm 的金属薄片粘牢在毛坯 上,再按原先 4 次的偏移量切割工件的预留连接部 分。注意:切勿把胶水滴到工件的预留连接部分上, 以免造成不导电而不能加工。 2.1.3 齿形硬质合金无锥度凸模 3B 程序
《模具制造》2012 年第 8 期
· 67 ·
淮安仕泰隆国际工业博览城
全球招商热线:0517-86299999 网址:
易 方 便 等 特 点 ,因 而 在 模 具 制 造 中 应 用 广 泛 。
一般情况下,凸模外形规则时,线切割加工常将
CTW320TB 型快走丝线切割机床是电加工机床中的 预留连接部分(暂停点,即为使工件在第 1 次的粗割后
图 2 引线长度示意图
(2)凸模的轮廓线与毛坯边缘的宽度应至少保证 在毛坯厚度的 1/5。
(3)为后续切割预留的连接部分(暂停点)应选择 在靠近工件毛坯重心部位,宽度选取 3~4mm(取决于 工件大小)。%
(4)为补偿扭转变形,将大部分的残留变形量留 在第 1 次粗割阶段,增大偏移量至 0.15~0.18mm。后 续的 3 次采用精割方式,由于切割余量小,变形量也变
B205B651B651GYL2 B22B617B617GYL2 B395B1391B1391GYL1 B731B208B454GXNR4 B1541B3142B410GXSR3 B424B631B360GYNR1 B1006B1039B1039GYL3 B546B289B546GXL3 B666B148B666GXL3 B1543B83B1543GXL2 B6681B4400B814GYSR3 B700B1378B1378GYL1 B461B502B502GYL1 B523B328B523GXL1 B1403B354B1403GXL1 B186B737B788GYNR4 B3492B236B472GYSR3 B758B51B576GXNR4 B1402B354B1402GXL2 B524B328B524GXL2 B461B503B503GYL2 B699B1377B1377GYL2 B7151B3586B814GYSR2 B1542B83B1542GXL1 B666B148B666GXL4 B546B289B546GXL4 B1007B1038B1038GYL4 B545B529B969GXNR3 B1951B2906B410GXSR2 B335B682B890GYNR4 B395B1391B1391GYL2 B22B617B617GYL1 B205B650B650GYL1 B843B1295B1295GYL1 B470B7986B470GXSR2 B0B5000B5000GYL2 DD
1 引言
展,线切割加工发挥着越来越大的作用。线切割加工
近年来,随着高精度、高强度、高硬度模具的发 具有生产效率高,加工精度好,工作稳定可靠,操作简
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
B0B5000B5000GYL4 B0B8000B470GXSR1 B843B1295B1295GYL4 B205B650B650GYL4 B22B617B617GYL4 B395B1392B1392GYL3 B731B208B454GXNR2 B1541B3142B410GXSR1 B424B631B360GYNR3 B1006B1039B1039GYL1 B546B289B546GXL1 B666B148B666GXL1 B1543B83B1543GXL4 B6681B4400B814GYSR1 B700B1377B1377GYL3 B461B503B503GYL3 B523B328B523GXL3 B1403B353B1403GXL3 B186B737B788GYNR2 B3492B236B472GYSR1 B758B51B576GXNR2 B1403B355B1403GXL4 B523B328B523GXL4 B461B502B502GYL4 B700B1378B1378GYL4 B7151B3586B814GYSR4 B1543B83B1543GXL3 B666B148B666GXL2 B546B289B546GXL2 B1007B1038B1038GYL2 B545B529B969GXNR1 B1951B2906B410GXSR4 B335B682B890GYNR2 B395B1390B1390GYL4 B22B617B617GYL3 B205B651B651GYL3 B843B1295B1295GYL3 B470B7986B940GXSR4 B843B1295B1295GYL2
(3)模具结构简单,动作可靠。
需要说明的是:
(4)材料利用率高,产品尺寸稳定,表面光洁,生
(1)剪好的条Βιβλιοθήκη 应去毛刺。产率高。(2)固溶出炉时要注意转移时间不大于 30s。 (3)水淬温度为沸水,不能太低,太低在蘸猪油时 易形成黏黏糊糊甚至块状物过润滑现象。 (4)已 经 蘸 了 猪 油 的 条 料 很 容 易 涂 上 硬 脂 酸 锌 粉,其润滑效果大大优于直接涂抹。也由于良好的润 滑使得所生产的高颈铝法兰管表面质量良好。 (5)从淬火到冲挤的时间间隔不能大于 3h,否则会 产生自然时效现象,引起毛坯硬化,导致挤压力上升。
一个类别,采用钼丝作为工具电极,利用电蚀加工的 不与毛坯完全分离而预留下的一小段切割轨迹线)留
原理对金属工件进行蚀除加工,工件与金属丝之间按 在平面位置上,等大部分精割完毕后,对预留连接部
预编的程序指令由数控装置控制产生相对运动,可自 分只做一次切割,以后再由钳工修磨平整,这样可减
动切割出直线和圆弧组成的任何复杂平面图形和锥 少凸模在线切割上的加工费用。
参考文献
[1] 周大隽编.锻压技术数据手册[M].北京:机械工业出版 社,1998.
[2] 洪深泽编.冷挤压工艺及模具设计[M].安徽:机械工业出 版社,1985.
[3] 胡亚民编. 精锻模具图册[M]. 北京:机械工业出版社,2002. [4] 胡亚民编.锻造工艺过程及模具设计[M].北京:北京大学
出版社,2006.
(6)180°时效后的法兰硬度完全满足 T6 处理要求。
作者简介:刘晓焱,男,1974 年生,黑龙江巴彦县
生产效率值为 35 件/min,偶尔形成重料,也不会 人,河南平高电气股份公司工程师。
出什么大的问题,仅仅报废两个制件而已。
(收稿日期:2012-06-12)
嘉善
专业
电 话 :
(1)预先在毛坯的适当位置用穿孔机或电火花成 形机加工好ϕ1.0~ϕ1.5mm 穿丝孔,穿丝孔中心与凸 模轮廓线间的引线长度选取 5~10mm,如图 2 所示。