6-西门子S7-200系列PLC顺控继电器指令详解课件
西门子S7-200系列PLC顺序控制指令

西门子S7-200系列PLC顺序控制指令挨次掌握指令是plc生产厂家为用户供应的可使功能图编程简洁化和规范化的指令。
表1 挨次掌握指令的形式及功能STL LAD功能操作对象LSCR bit挨次状态开头S(位)SCRT bit挨次状态转移S(位)SCRE挨次状态结束无CSCRE条件挨次状态结束无从上表中可以看出,挨次掌握指令的操作对象为顺控继电器S,也把S称为状态器,每一个S的位都表示功能图中的一种状态。
S的范围为:即S0.0~S31.7。
从LSCR指令开头到SCRE指令结束的全部指令组成一个挨次掌握继电器(SCR)段。
LSCR指令标记一个SCR段的开头,当该段的状态器置位时,允许该SCR段工作。
SCR段必需用SCRE指令结束。
当SCRT 指令的输入端有效时,一方面置位下一个SCR段的状态器S,以便使下一个SCR段工作;另一方面又同时使该段的状态器复位,使该段停止工作。
由此可以总结出每一个SCR程序段一般有三种功能:(1)驱动处理:即在该段状态器有效时,处理相应的工作;有时也可能不做任何工作;(2)指定转移条件和目标:即满意什么条件后状态转移到何处;(3)转移源自动复位功能:状态发生转移后,置位下一个状态的同时,自动复位原状态。
1、挨次掌握指令的应用液压动力滑台在自动机床中被广泛采纳,这里以液压动力滑台掌握为例来说明挨次功能图设计方法以及挨次掌握指令的使用方法。
液压动力滑台在实际工作时的运动过程一般是:快进——工进——快退。
其运动过程由快进、工进、快退三个电磁阀掌握,掌握系统PLC各I/O功能及地址安排如表2所示。
机床液压滑台掌握系统如图1所示。
表2 液压动力滑台掌握系统PLC I/O地址安排功能名称动作器件I/O地址说明启动按钮SB1I0.0启动滑台原点位置SQ1I0.1滑台在原点位置工进起点SQ2I0.2滑台运动到工进起点位置工进终点SQ3I0.3滑台运动到工进终点位置快进YV1Q0.0滑台快进工进YV1、YV2Q0.0、Q0.1滑台工进快退YV3Q0.2滑台快退初始化脉冲SM0.1将初始状态S0.1置位。
西门子S7-200 SMART PLC原理及应用教程课件第六章
3)动力头快进到工进位置时,输入信号I0.1有效;指令“SCRT SO.2"对应的状态继电器 SO.2的状态由“0”变为“1”,操作系统使状态继电器SO.1的状态由“1”变为“0”,快进活动步 变为静止步,状态继电器SO.1对应的SCR段程序不再被执行。系统从快进步转换到T进步,
输出信号QO.O变为OFF,QO.1变为ON,动力头工进。 4)动力头工进到位后,输入信号10.2有效;指令“SCRTSO.3"对应的状态继电器SO.3的状
5)动力头快退返回原位后,输入信号IO.O有效;指令“SCRT SO.O’’对应的状态继电器 SO.O的状态由“0”变为“1”,操作系统使状态继电器SO.4的状态由“1”变为“0”,动力头快 退步由活动步变为静止步,状态继电器SO.4对应的S(、R段程序不再被执行,输出信号
Q0.2变为OFF,动力头停止运行。系统从快退步转换到初始步,在原位等待起动信号。
表6-1 S7-200 PLC顺序控制指令
第三节 顺序控制的梯形图编程方法
使用S7-200 Smart系列PLC顺序流程指令需要注意以下几点。 1)顺序控制指令仅对状态继电器S有效,S也具有一般继电器的功能,对它还 可使用与其他继电器一样的指令。 2)SCR段程序(LSCR至SCRE之间的程序)能否执行,取决于该段程序对应的 态器S是否被置位。另外,当前程序SCRE(结束)与下一个程序LSCR(开始) 之间程序不影响下一个SCR程序的执行。 3)同一个状态器S不能用在不同的程序中,如主程序中用了S0.2,在子程序 中不能再使用它。 4)SCR段程序中不能使用跳转指令JMP和LBL,即不允许使用跳转指令跳人、 到ISCR程序或在SCR程序内部跳转。 5)SCR段程序中不能使用FOR.NEXT和END指令。 6)在使用SCRT指令实现程序转移后,前SCR段程序变为非活动步程序,该程 序的元件会自动复位,如果希望转移后某元件能继续输出,可对该元件使用 置位或复位指令在非活动步程序中,PLC通电常ON触点SMO.O也处于断开状 态。
西门子S7-200PLC讲课ppt课件

36
下图所示为置位和复位指令应用程序片断:
LD
I0.0
//装入常开触点
A
I0.1
//与常开触点
=
Q1.0
//输出触点
LD
I0.0
A
I0.1
S
Q0.0, 1
个触点置 1
R
Q0.2, 3
个触点置 0
// // //将 Q0.0 开始的//1
//将 Q0.2 开始的//3
5
可编程序逻辑控制器的产生 美国数字设备公司(DEC)根据这一设想,于1969年研
制成功了第一台可编程序控制器(型号为PDP-14 ) ,并在通用 汽车公司的自动装配线上试用成功 。
由于当时主要用于顺序控制,只能进行逻辑运算,故称 为可编程序逻辑控制器(Programmable Logic Controller,PLC)。
CPU(基本单元) +
扩展模块
11
➢标准模块式结构化PLC :各种模块相互独立,并安 装在固定的机架(导轨)上,构成一个完整的PLC 应用系统。如:西门子S7-300、S7-400系列。
PS
CPU
IM
SM: SM: SM:
(电源模块)
(接口模块) DI DO AI
SM: CP: AO - 点-到-点
每个存储单元都有惟一的地址,地址由元件名称和编号 两部分组成,编程元件名称(区域地址符号)如下表所示。
28
29
CPU的存储区(PLC的编程元件)
1、输入映像寄存器(I)(I0.0~I15.7) 2、输出映像寄存器(Q)(Q0.0~Q15.7) 3、变量存储器(V) 4、位存储器(M)(M0.0~M31.7) 5、定时器(T)存储器 6、计数器(C)存储器 7、高速计数器(HC) 8、累加器(AC) 9、特殊存储器(SM) 如SM0.0,SM0.1,SM0.4,SM0.5 10、局部存储器(L) 11、模拟量输入映像寄存器(AI) 12、模拟量输出映像寄存器(AQ) 13、顺序控制继电器(S)
S7-200PLC的顺序控制指令及其应用PPT课件

2. 单支流程功能图的编程方法
只能从一种状态转移到下一种状态的顺序控制。
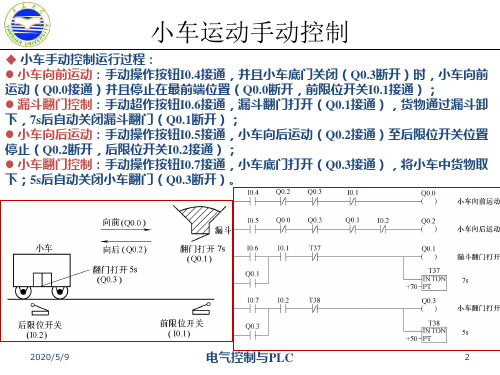
【例】 运料小车停在原位,压合后限位 SQ1,小车 底门关闭。当按下起动按钮时,小车前进(向右), 当压合前限位 SQ2时,停止前进,并打开料仓翻板门 ,向小车卸料,卸料 10秒后,关闭翻板门。小车开 始后退,退回原位时,压合后限位 SQ1,小车停并打 开底门,将小车中的料卸入地垄中,卸料 8秒后关闭 小车底门,开始下一个循环。当按下停止按钮时,小 车完成一个循环后,停在原位,按下急停按钮时,所 有机械停止运行。
3. 顺序功能图的画法
【例6-1】 冲压机床的工作过程如图:
初始状态,冲头抬起,压合上限位开关SQ2;按下启 动按钮,冲头向下冲压工件,到达下限位开关SQ1处, 冲头抬起,回到高位,SQ2压合,停止运行。画出冲 床工作的顺序功能图。
画功能图的步骤
A. 将一个工作周期划分 为三个顺序相连的状 态:
动逆序停止功能图
D.据功能图编写LAD程 序
6.4 功能图应用举例
选择和循环电路举例
题目
I/O地址分配
输入点:
启动按钮SB1
I0.0
停止按钮SB2
I0.1
上限位开关LS1 I0.2
下限位开关LS2 I0.3
左限位开关LS3 I0.4
小球右限位开关LS4 I0.5
大球右限位开关LS5 I0.6
提问与解答环节
Questions And Answers
谢谢聆听
·学习就是为了达到一定目的而努力去干, 是为一个目标去 战胜各种困难的过程,这个过程会充满压力、痛苦和挫折
Learning Is To Achieve A Certain Goal And Work Hard, Is A Process To Overcome Various Difficulties For A Goal
S7200PLC顺序控制功能图

6.3 功能图的主要类型
• 6.3.1 单流程 • 这是最简单的功能图,其动作是一个接一个地完成。每个状态仅连接一个
转移,每个转移也仅连接一个状态。如图6-7所示为单流程的功能图、梯形 图和语句表。
6.3 功能图的主要类型
• 6.3.2 可选择的分支和联接
• 在生产实际中,对具有多流程的工作要进行流程选择或 者分支选择。即一个控制流可能转入多个可能的控制流 中的某一个,但不允许多路分支同时执行。到底进入哪 一个分支,取决于控制流前面的转移条件哪一个为真。 可选择分支和联接的功能图、梯形图如图6-8所示。
• 左限位开关LS3 I0.4
右行接触器KM3 Q0.4
• 小球右限位开关LS4 I0.5 左行接触器KM4 Q0.5
• 大球右限位开关LS5 I0.6
• 大小球检测开关SQ I0.7
• (2)系统功能图如图6-12所示,梯形图如图6-13所示。
6.4 顺序控制指令应用举例
• 6.4.2 并行分支和联接电路举例
• 2 解题
• (1)输入/输出点地址分配
• 输入点:
• 手动启动按钮 I0.0; 1#容器满 I0.1;1#容器空 I0.2;
• 2#容器满
I0.3; 2#容器空 I0.4;3#容器满 I0.5;
• 3#容器空
I0.6; 4#容器满 I0.7;4#容器空 I1.0;
• 温度传感器 I1.1
6.4 顺序控制指令应用举例
• 图6-9所示为并行分支和联接的功能图和梯形图。需要特别说 明的是,并行分支联接时要同时使状态转移到新的状态,完 成新状态的启动。另外在状态S0.2和S0.4的SCR程序段中, 由于没有使用SCRT指令,所以S0.2和S0.4的复位不能自动 进行,最后要用复位指令对其进行复位。这种处理方法在并 行分支的联接合并时会经常用到,而且在并行分支联接合并 前的最后一个状态往往是“等待”过渡状态。它们要等待所 有
【课件】第7章S7-200系列PLC基本指令ppt
•7.1.4 串联电路块的并联连接指令 •串联电路块的并联连接指令为OLD。 •两个以上触点串联形成的支路叫串联电•路块。 •OLD(OR Load):或块指令。用于串联电路块的并联连接。 •图5-5所示为OLD指令的用法。
•使用说明: •(1)除在网络块逻辑运算的开始使用LD或LDN指令外, 在块电路的开始也要使用LD或• LDN。 •(2)每完成一次块电路的并联时要写上OLD指令。 •(3)OLD指令无操作数。
•(2)在每完成一次块电路的串联连接后要写上ALD指 令。
•(3)ALD指令无操作数
•
图5-3 例5.3程序
•7.1.10 逻辑堆栈操作指令
•S7-200系列PLC使用一个9层堆栈来处理所有逻辑操作。堆栈是一组能够存 储和取出数据的暂存单元,其特点是“ 先•进后出”。每一次进行入栈操作, 新值放入栈顶,栈底值丢失;每一次进行出栈操作,栈顶值弹出,栈底值补 进随机数。
接。 LDN (Load Not ):取反指令。用于网络块逻辑运算开始的常闭触点与
母线的连接。 = (Out):线圈驱动指令。
7.1 S7-200系列可编程序控制器基本指令
使用说明:
(1)LD、LDN指令不仅用于网络块逻辑计算开始时与母线 相连的常开和常闭触点,而且在分支电路块的开始也要使用 LD、LDN指令,与后面要讲的ALD、OLD指令配合完成块 电路的编程。
(2)并联的=(输出)指令可连续使用任意次。
(3)在同一程序中不能使用双线圈输出,即同一个元器件 在同一程序中只使用一次=(输出)指令。
(4)LD、LDN、=指令的操作数为:I、Q、M、SM、T、C、 V、S和L。T和C也作为输出线圈,但不能使用=指令驱动 (专有定时器和计数器线圈驱动指令)。
PLC顺序控制指令及应用PPT课件

• (1)动作特性
• 工位1:上料器推进,料到位后退回等待。
• 工位2:将料夹紧后,钻头向下进给钻孔,下钻到位后 退回,退回到位后,工件松开,放松完成后等待。
• 工位3:卸料器向前将加工完成的工件推出,推出到位 后退回,退回到位后等待。
• (2)控制要求
• 通过选择开关实现自动运行、半自动运行和手动操作。
16
6.2 设计实例
• 1. 系统描述 • 2. 制定控制方案 • 3. 系统配置及输入输出对照表 • 4. 设计主电路及PLC外部接线图 • 5. 设计功能流程图 • 6. 建立步与继电器对照表 • 7.画梯形图
精选PPT课件
17
例:分检大小球
精选PPT课件
18
精选PPT课件
19
精选PPT课件
精选PPT课件
31
工位1 装工件
退回
工位2 钻孔
卸
料
卸工件
器
退回
工位3
上料器
工作台示意图
2. 制定控制方案
精选PPT课件
32
1)用选择开关来决定控制系统的全自动、半自动运行 和手动调整方式。
2)手动调整采用按钮点动的控制方式。
3)系统处于半自动工作方式时,每执行完成一个工作 循环,用一个起动按钮来控制进入下一次循环。
精选PPT课件
33
3. 系统配置及输入输出对照表
输 入 信 号 对 照 表
精选PPT课件
34
• 输出信号对照表
精选PPT课件
35
4. 设计主电路及PLC外部接线图
1
SA4
2
3
SB11
SB2 SB3 SB4 SB5 SB6
SB7 SB8 SB9 SB10 SQ1 SQ2 SQ3 SQ4 SQ5 SQ6 SQ7 SP1 SP2
6-西门子S7-200系列PLC顺控继电器指令详解
电气控制与PLC
7
小车顺序控制步进梯形图
2018/10/12
操作数
CSCRE
CSCRE
CSCRE
无
SБайду номын сангаасRE
SCRE
SCRE
每个状态提供的功能:驱动处理、转移条件及相继状态。如状态S1.0,驱动接通输出 Q0.0,当转移条件I0.1接通后,工作状态从S1.0转移到相继状态S1.1,状态S1.0自动复位。 状态S具有的功能: 触点功能:驱动输出线圈或相继的状态 线圈功能:在转移条件下被驱动
2018/10/12
电气控制与PLC
2
小车运动顺序控制
小车手动控制每一个运动过程都需要人为手动操作。为提高生产效率,要求在满足初 始条件时,小车能够按照工艺要求顺序地自动循环各个生产步骤。将小车的各个工作步 骤用工序表示,并依工作顺序将工序连接成顺序控制图,其特点是:
将复杂的任务或过程分解成若干个 工序。无论多复杂的顺序控制过程均 能分化成小的工序,有利于程序的结 构化设计。
PLC运行时,SM0.1脉冲信号驱动初始状态S0.0。 当启动按钮I0.0接通,小车处于后限位位臵I0.2=ON,小车 翻门关闭Q0.3=OFF,工作状态从S0.0转移到S1.0。 状态S1.0驱动后,输出Q0.0接通,小车向前运动,至前限 位I0.1=ON,工作状态从S1.0转移到S1.1。 状态S1.1驱动后,输出Q0.1接通,漏斗翻门打开,同时定 时器T37接通,7s后,定时器T37触点接通,工作状态从S1.1 转移到S1.2。 状态S1.2驱动后,输出Q0.2接通,小车向后运动,至后限 位I0.2=ON,工作状态从S1.2转移到S1.3。 状态S1.3驱动后,输出Q0.3接通,小车翻门打开,同时定 时器T38接通,5s后,定时器T38触点接通。此时,如果小车 运行工作方式处于单循环方式(I1.1接通),工作状态从S1.3 转移到S0.0,小车回到原初始状态,等待启动按钮重新按下, 开始第二次循环;如果小车运行工作方式处于自动循环方式 (I1.0接通),工作状态从S1.3转移到S1.0,小车重复S1.0~ S1.3的工作过程。
第3章 西门子S7-200系列PLC顺序控制指令及其应用

▲ 顺序控制设计法的步骤: ● 根据系统的工艺过程,画出顺序功能图;
▲ 顺序控制设计法的特点: 对各状态(Sx.y)依次编程,各状态编程方法 相同,且简单、规范,很容易掌握。
§3-1 功能图的概念
▲ 状态: 是系统工作周期中的各个阶段。分两种: ● 初始状态:系统开始运行前等待启动命 令,机械相对静止的状态。
注意 A. 初始状态是功能图的起点,每一个顺序 功能图至少有一个初始状态。 B. 初始状态对应于机械静止时的状态,不 应有任何机械的动作。
●转移条件:使系统由当前 状态进入下一状态的信号。
●表示方法:
短横线 +文字标注
初始状态,冲头抬起,压合上限位开关SQ2;按下启动 按钮,冲头向下冲压工件,到达下限位开关SQ1处, 冲头抬起,回到高位,SQ2压合,停止运行。画出冲 床工作的顺序功能图。
●初始状态 ●小车前进 ●翻版门打开 ●小车后退 ●小车底门打开 ◆ 为每个状态指定状 态器:S0.0~S0.4
对 SCR 段编程的方法:
顺控主程序如下:
激活初始状态 停止
急停
●选择性分支编程时,并列写出N条转移指令, 根据不同的条件转向不同的状态。
● 多条选择性分支在一定条件下合并为一个控 制流,称选择序列合并。 ● 选择序列合并的编程与单支流程相同。
SB3
急停
输 入
起动按钮SB1 后限位开关SQ1 前限位开关SQ2 停止按钮SB2 急停按钮SB3
I0.0 I0.1 I0.2 I0.4 I0.5
小车前进接触器KM1 Q0.1 输 小车后退接触器KM2 Q0.2 出 翻版门开电磁阀YV1 Q0.4 小车底门开电磁阀YV2 Q0.5
B. 画出PLC的 外部接线图 KM1、2 YV1、2 AC220V DC24V
S7-200系列PLC的基本指令课件

S7-200PLC 指 令 系 统 所 用 的 数 据 类 型 包 括 : 1 位 布 尔 型 (BOOL) 、 8 位 字 节 型 (BYTE) 、 16 位 无 符 号 整 数 (WORD) 、 16 位 有 符 号 整 数 (INT) 、 32 位 无 符 号 整 数 (DWORD) 、 32 位 有 符 号 整 数 (DINT) 以 及 32 位 实 数 (REAL)。
32
-1038~1038
SIMATIC指令集中,不同的指令所需操作数的数据类型一般不同,例如传送操作指令分为字节传送、比传 送和双字传送等,在编程过程中,要稍加留意。
首页
上一页
下一页
结束
5.1.3 用户程序的结构
主程序OB1 控制任务1 控制任务2 控制任务3 ………… 控制任务n
图5-4线性程序结构
图5-2 语句表编程实例
功能块图又称逻辑盒指令,它沿用了半导体逻辑电路的逻辑方框图,没有像梯形图中的触点和线圈,对每 种功能都使用一个运算方法,其运算功能由方框图内的符号确定。控制逻辑常用“与”、“或”、“非” 三种逻辑功能来表达,方框的左边为输入,右边为输出。 与图5-1相对应的功能块图如图5-3所示:
(4) 条件/无条件输入 在梯形图和功能块图中,与能量流有关的功能框或线圈用不是到左母线的连接表示。与能量流无关的线圈 或功能框用一个直接到左母线的连接表示。
首页
上一页
下一页
结束
5.1.4 编程的一般约定
(5) 无输出的指令 不能级联的指令盒用不带布尔输出来表示。它们是子程序调用、JMP、CRET等。也有只放在左母线的梯 形图线圈。它们包括LBL、NEXT、SCR和SCRE等等。在功能块图中,它们表示为指令盒,并把它们与不 带标记的能量输入相区别。 (6)比较指令 尽管比较指令在梯形图中是一个触点,但是在功能块图中用的是指令盒表示。 比较指令的执行和能量流的状态无关,如果能量流不存在,比较的输出就是“0”,如果能量流存在,比较 的输出就和比较的结果有关。 (7)STEP7-Micor/WIN 32的一些规定
S7-200系列PLC基本指令系统及应用课件
◇ 定时器、计数器和比较指令
定时器指令 接通延时定时器 格式:TON TXXX, PT 有记忆接通延时定时器 格式:TONR TXXX, PT 断开延时定时器 格式:TOF TXXX, PT
定时器指令在梯形图中的表示符号
定时器指令
定时器分辨率与编号
定时器类型
分辨率(ms)
最大计时值(s)
定时器号
※循环左移和循环右移指令
RLB字节循环左移指令 格式:RLB OUT, N RRB字节循环右移指令 格式:RRB OUT, N
※循环左移和循环右移指令
RLW字循环左移指令 格式:RLW OUT, N RRW字循环右移指令 格式:RRW OUT, N RLD双字循环左移指令 格式:RLD OUT,N RRD双字循环右移指令 格式:RRD OUT,N
※移位寄存器指令SHRB 指令格式:SHRB DATA,S-BIT,N
字节交换指令SWAP 指令格式:SWAP IN 存储器填充指令FILL 指令格式:FILL IN, OUT, N
◇ 程序控制指令与子程序指令
程序控制指令 ※停止、结束和看门狗复位指令
条件结束指令END 格式:END (无操作数) 停止指令STOP 格式:STOP(无操作数) 看门狗复位指令WDR 格式:WDR (无操作数)
位数
说明
布尔 BOOL 字节 B
1位
位 范围:0,1
不带符号的字节 范围:0至255 8位
带符号的字节 范围:-128至+127
字W 整数INT 双字DW 双整数INT
实数型REAL
16位 32位 32位
不带符号的整数 范围:0至65535
带符号的整数
范围:-32768至+32767
6-西门子S7-200系列PLC顺控继电器指令详解
2018/10/12
电气控制与PLC
20
组合流程虚拟状态的设置
有一些分支、汇合状态的状态转移图,连续地直接从汇合线转移到下一个分支线,没 有中间状态。这样的组合流程既不能直接编程,又不能采用变换后编程。 这时需要在汇合线到分支线之间插入一个状态,以改变直接从汇合线到下一个分支线 的状态转移,但在实际工艺中这个状态并不存在,所以只是虚设,这种状态称为虚拟状 态。加入虚拟状态后,状态转移图就可以进行编程了。
转移源自动复位:采用SCR指令,当状态器Sn接通,转移条件接通时,顺序控制转移到状态器Sn 相继的状态,同时,转移源状态器Sn自动复位。 允许双重输出:由于SCR指令具有转移源自动复位功能,因此SCR指令允许双重甚至多重输出, 而不会出现前后矛盾的输出驱动。
顺控继电器指令应用注意事项:
状态器编号不能重复使用,不能把同一个S位用于不同程序中。 状态转移过程中,在一个扫描周期内两种状态同时接通,因此为了避免不能同时接通的一对输出 同时接通,除了在PLC外部设臵互锁外,在相应的程序上也应设臵互锁。 定时器线圈与输出线圈一样,也可在不同状态间对同一定时器软元件编程,但是,在相邻状态下 对同一定时器编程时,则状态转移时定时器线圈不断开,当前值不能复位,因此需要注意在相邻状 态不要对同一定时器编程。 在中断程序与子程序内不能采用SCR指令。 SCR指令内不禁止使用跳转指令,但由于动作复杂,建议不要使用。 SCR段之间不能使用JMP和LBL指令。 SCR段中不能使用END指令
PLC运行时,SM0.1脉冲信号驱动初始状态S0.0。 当启动按钮I0.0接通,小车处于后限位位臵I0.2=ON,小车 翻门关闭Q0.3=OFF,工作状态从S0.0转移到S1.0。 状态S1.0驱动后,输出Q0.0接通,小车向前运动,至前限 位I0.1=ON,工作状态从S1.0转移到S1.1。 状态S1.1驱动后,输出Q0.1接通,漏斗翻门打开,同时定 时器T37接通,7s后,定时器T37触点接通,工作状态从S1.1 转移到S1.2。 状态S1.2驱动后,输出Q0.2接通,小车向后运动,至后限 位I0.2=ON,工作状态从S1.2转移到S1.3。 状态S1.3驱动后,输出Q0.3接通,小车翻门打开,同时定 时器T38接通,5s后,定时器T38触点接通。此时,如果小车 运行工作方式处于单循环方式(I1.1接通),工作状态从S1.3 转移到S0.0,小车回到原初始状态,等待启动按钮重新按下, 开始第二次循环;如果小车运行工作方式处于自动循环方式 (I1.0接通),工作状态从S1.3转移到S1.0,小车重复S1.0~ S1.3的工作过程。
s7-200系列PLC顺控 ppt课件

PPT课件
2
8.1.1顺序功能图的产生
顺序功能图方法(或简称功能图):
首先根据系统的工艺要求,编制出控制系统的顺序功能图,然 后再把顺序功能图转化成相应的梯形图。有的PLC为用户提供
了功能图语言,在编程软件中生成功能图后便完成了编程工作。 它是一种先进的设计方法。很容易掌握,对于有经验的工程师 来说,也会提高设计效率,程序的修改阅读也很方便。
PPT课件
17
PPT课件
18
第三节 顺控继电器指令及编程应用
顺序控制编程方法规范,条理清楚,且易于化解 复杂控制间的交叉联系,使编程变得容易。因而 许多PLC的开发商在自己的PLC产品中引入了专 用的顺序控制编程元件及顺序控制指令。
PPT课件
19
顺控继电器指令
顺控继电器也称为状态器,顺控继电器指令用于步进顺 控程序的编制。 顺序控制用3条指令描述程序的顺序控制步进状态。
PPT课件
33
(4)将功能图转化成梯形图
PPT课件
34
(4)将功能图转化成梯形图(续)
PPT课件
35
并行分支结构的功能图和梯形图
功能图:
梯形图:
PPT课件
36
并行分支举例1:
某专用钻床用两只钻头同时钻两个孔,开始自动运行之前两个钻头在 最上面,上限位开关I0.3和I0.5为ON,操作人员放好工件后,按下启动 启动按钮I0.1,工件被夹紧后两只钻头同时开始工作,钻到由限位开 关I0.2和I0.4设定的深度时分别上行,回到限位开关I0.3和I0.5设定 的起始位置分别停止上行,两个都到位后,工件被松开,松放开到位后, 加工结束,系统返回初始状态
PPT课件
4
三、顺序功能图
S7-200_PLC的功能指令及运算指令课件

高速脉冲串输出完成时,CPU自动将PTO 空闲位SM66.7(或SM76.7)置1。
学习交流PPT
13
3) PTO的种类
PTO方式下,要输出多段脉冲串时,允许脉 冲串排队。PTO输出多段脉冲的方式有两种:
●单段PTO:定义一个脉冲串,输出一个脉冲 串 (特性参数通过特殊寄存器分别定义) 。
8
8 地址
学习交流PPT
9
▲ 状态字节
PTO 方式下运行时,系统根据运行状态使 相应位置位。
表7-18 状态字节表
状 SM6.0
态
~
位 SM6.3
SM6.4
SM6.5 SM6.6 SM6.7
功
能 描
不用
述
PTO包络因增 量
计算错误终止 0:无错, 1:终止
PTO 包络因 用户命令终止
0:无错, 1:终止
32位的脉冲数量smd72smd82对于多段pto还有16位包络表起始地址smw168smw178这些参数存放在系统指定的特殊标志寄存器中q00的寄名称及功能描述smb66smb76状态字节在pto方式下跟踪脉冲串的输出状态smb67smb77控制字节控制ptopwm脉冲输出的基本功能smw68smw78ptopwm的周期值字型范围
SMB77)
● 1个 16位的周期值(SMW68、
SMW78)
● 1个 16位的脉宽值(SMW70、
SMW80)
● 1个 32位的脉冲数量(SMD72、
SMD82)
对于多段 PTO,还有
● 1个 8位的段字节学习交(流PPST MW166、
7
S7-200PLC基本逻辑指令 ppt课件
ppt课件
15
Network1
I0.0 I0.1
Network2
I0.0 I0.1
Q0.0 S ENO
RS R1
Q0.1 S1 ENO
SR R
I0.0 I0.1 Q0.0 Q0.1
Network1
Network2
LD I0.0
LD I0.0
LD I0.1
LD I0.1
NOT
NOT
LPS
A Q0.1
在指令表中就需要使用堆栈指令过渡。这是因为S7-200系列PLC提供了一个9 层的堆栈,栈顶用于存储逻辑运算的结果,即每次运算后结果都保存在栈顶 ,而且下一次运算结果会覆盖前一个结果。若要使用中间结果,必须对该中 间结果进行压栈处理才能保存下来。
ppt课件
22
2. O(Or)、ON(Or Not)指令 1) 指令格式
2.1 S7-200PLC的基本逻辑指令
Hale Waihona Puke ppt课件1时间 11月16日 第12周 星期三 课型
新授
教时
4
教学 目标
1.知道西门子PLC的基本编程指令 2.能用这些基本指令对梯形图进行转换
教学 重点
教学 难点
熟悉S7-200系列的基本逻辑指令 西门子PLC的基本逻辑指令
课
前
制作PPT
准
查找资料
备
探究 目标
I0.0 Q0.0
LD I0.0 I0.0
ppt课件
11
2) 指令功能 S 置位指令,将操作数中定义的N个位逻辑量强制置1。 R 复位指令,将操作数中定义的N个位逻辑量强制置0。 3) 指令应用举例
Network1
I0.0 Q0.0 s