大书柜开料单工艺单
家具工厂制程标准开料开料质量检验标准

1.4m以上的板件对角线误差≥2mm以上
3
0.7m以上1.4m以下的板件对角线误差≥1mm以上。
4
板件划伤(有明显手感)
5
板件缺角、撞伤
6
板件边缘缺口
7
主锯与辅锯不在同一条线造成截面不平整、不垂直
8
加厚毛料的叠合厚度误差超过0.5mm
9
有明显齿痕和错痕
10
用彩色粉笔作标识
11
批准
审核
制订
生效时间:
制程检验标准
文件编号
版本号
A/0
开料质量检验标准
页/次
1/1
目的:为了使所有员工明确、统一质量要求
范围:木工车间毛料、精截工序
检验方法:目视、量具测量
抽样标准及允收水准参考《抽样作业指导书》
检验项目
检验内容及标准
缺陷等级
CR
MA
MI
1ቤተ መጻሕፍቲ ባይዱ
尺寸出现差错(具体按开发部的开料单为准:毛料3毫米以上,精料±0.5毫米以上)
定制家具企业 趟门开料作业指导书
5.1按下急停按键,关掉总电源。
5.2将主锯升到最高位置。
5.3将推台推到尾端,打开锯片盖板操作。
5.4选用96步,直径300mm,孔径30mm,厚度3.2mm的大锯片,将锯齿方向按旋转方向装于
主锯片轴上,盖上决兰盘,再拧上大锯片螺母,用专用17#钳口板手卡紧大锯片轴,然后
拿专用36#钳口板手打方拧动大锯片螺母,直到锁紧为止。
5.5拆卸时只需松开螺母,取下决兰盘和锯片即可。
6.如何开关机:
6.1开机时先把绿色的主锯(大锯片)开机键按下启动大锯片,然后按绿色槽锯键启动小锯片。
6.2关机时先按红色的主锯键停大锯片,然后按红色的槽锯键关停小锯片。
6.3如果发生紧急状态马上按下红色的急停键一次把大小锯片开关直到停止。
6.4如果取消急停,要先将红色的急停键向右转圈,将急停键升起。
标签按所示班次区号堆放。
3.7.2竖框按趟门开料清单开出每页竖框用缠绕膜将两端头包三圈贴上标签按标签所示班
次区号堆放。
3.7.3上下轨每个单用美纹纸包一捆,将五金件捆在上下轨,贴上标签放在堆放区,由上
下轨包装员自行那去包装。
4.8框料余料处理。
4.8.1横框、中横框、立体中横框、定位框500mm以上留作余料,及时放余料架上500mm
7.基本操作:
7.1板件开料:
7.1.1根据开料清单上显示的板件,先将相应板件抬上工作台。
7.1.2按照趟门检验标准对原材料检查是否合格再开料。
7.1.3按照先开大的板件,后开小的板件材料的原则,按照开料清单上显示的相应尺寸板件
开出,按规定堆放。
7.1.4任何一件板都应销边(10mm-20mm),余下的板件按开料清单所需尺寸开料。
料单制作.

授课教师:陈峰
木材科学与工程学院
家具设计与制造教研室
第二单元 办公桌工艺文件编制
• 任务:布置华鹤家具工艺文件任务 (5分 钟) • 根据华鹤家具生产需要安排,依据华鹤家 具加工方案,安排各加工小组(学生小组) 完成生产工艺文件编写任务。
氨板贴面出现问题分析
• 冷压后表面如出现鼓泡现象,则用针刺鼓泡部位,留 出0.5mm左右小孔,再用套上0.5mm左右塑料导管的502 胶沿着小孔注入,再用木块施加一定的压力。这样做的目 的是使胶水在高压下充分均匀,布于被粘物表面,排除空 气,充分粘合并定型。
任务:
质量要求: 1.工艺流程符合工艺条件、实际 加工实际。 2.绘制方法按照工艺流程图 和工艺过程图方案进行实施。 3.设备选择要复合实际加工 情况。
K X Z B F
万能
W
简式
J
(2)结构特性代号: 为了区分主参数相同而结构不同的同类木工机床,在 型号中用汉语拼音字母区分。如:端面用“D”,左向用 “Z”。(向右不表示),代号排在通用特性代号之后。 注:通用特性代号已经用的字母及“I”“O”均不能作为结构 特性代号。
家具生产工艺过程路线图 编号 零部 件名 1 2 3 ** A件 B件 C件 ** 零部尺 寸 ---** ○ ○ ○ ○ ○ ○ 工作位置 ○ ○ ○ ○ ○ ○ ○ ○
1)设备选择
• 裁板:裁板常采用数控裁板设备和精密推 台锯、双端铣。 • 钻孔:钻孔采用单排钻和多排钻。 • 封边:直线成型封边机和异型封边机。 • 砂光:定厚砂光及和手动砂光机。
2)机床编号
类 别 木 工 锯 机 木 工 刨 床 木 工 铣 床 木 工 钻 床 木 工 榫 槽 机 木 工 车 床 木 工 磨 光 机 木 工 联 合 机 木 工 结 合 组 装 涂 布 机 MH 木 合 木 工 辅 助 机 床 木 工 手 提 机 具 木 工 多 工 序 机 床 其 它 木 工 机 床
snimay开料作业指导、检验标准

1 目的通过规范开料组(180、380、推台锯)的作业流程。
强化开料组操作员按工序流程操作意识,防止不良品流入下一个工序。
2 适用范围诗尼曼整体衣柜柜体生产部一、二车间开料组作业工序流程管理、制程质量标准。
3 职责3.1执行班组:生产部开料组。
3.2监督班组:下一工序封边组。
3.3生产部主管:负责此作业标准、流程的实施,确保生产过程处受控状。
3.4开料组长:负责带领本班组人员进行按开料标准现场作业,及时报告生产过程的异常情况、并填写开料生产记录。
3.5主机手:负责生产订单的实际操作、相关生产记录报表及优化问题的记录。
3.6副手:负责配合主机手完成板件摆放、清点板件、机器保养及现场5S。
3.7制程检验员:负责对产品在开料组工序过程检验及验收,及时处理生产中的责任问题及成本鉴定。
4作业准备(180、380)4.1清理机台旁地滚线及设备上的杂物,确保工作环境整洁、通畅。
4.2打开控制电源(当闪烁的是黄色机器按键不再闪烁时,机器处于就绪状态)。
4.3检查吸尘器、机台试机设备运转系统是否正常。
4.4检查大、小锯是否锋利。
4.5同组长确定要开料的订单是否已优化,并在公共盘中找到最新订单优化信息。
4.6确认订单与仓库发料的数量、材质、颜色一致。
4.7用余料测试开料尺寸、外观、观察所开板边缘是否平整,如有锯路及时把大小锯调平行。
5 作业流程(180、380)5.1主机手根据订单及仓库发料进行审单,从公共盘中找到批次号相对应的优化信息。
5.2确认优化信息与订单一致后,进行开料生产。
5.4开料主机手根据优化尺寸开料后打印板件条码标签贴在板面上,统一安排副手放到指定地滚线上。
5.5副手负责在每个订单上放上标识牌,并清晰注明客户、订单号、图纸号、开料日期。
5.6每加工一个订单必须首件自检。
5.7所有产品必须轻拿轻放。
5.8要工艺(K、R)及特殊造型的板件单独放一个地滚。
5.9完成的板件,将标识牌与不用造型的板件放一起,待造型的板件与开料主机手确认签名的生产订单放一地滚,统一放入缓冲区。
工艺品开料工序作业指导书

文件编号
ZYZD-001
第01版
7/14
喷漆工序作业指导书
为有效控制喷漆房在喷漆作业中产生易燃易爆、有毒有害气体的危害,使符合安全卫生要求,保障职工的生命安全,身体健康和公司财产安全,特;同定水作业指导书
二、适用范围
木工车间喷漆房。
三、喷漆作业
3.1喷漆作业用到的电器及设备的操作
5、对有色差、划伤、损伤等有缺陷的板材,应进行合理筛选和搭配。
Xxxx工艺品有限公司
文件编号
ZYZD-001
第01版
2/14
铣型工序作业指导书
铣型工序作业指导书
目的:使铣型工件符合质量要求,避免因不规范操作造成意外。
二、适用范围:铣型工序
三、作业准备:
熟悉图纸及工艺技术要求;
2、准备好模具及相关的工具、刀具;
Xxxx工艺品有限公司
文件编号
ZYZD-001
第01版
11/14
喷漆工序作业指导书
3.4.2.3
车间操作人员不得将。火种。带入生产岗位,禁止阳桑作场地和F水道本处倾倒废漆
3.4.2.4
下班时操作工必须将剩漆等加盖装箱保管好,吸尘风机应继续[作t-分割
3.4.2.5
严禁在车间内所设置的消防器材周围堆放杂物,严禁把消防器材挪作它用,
3、准备材料和选择好所需使用的钻头;
四、操作程序:
、用摇柄移动所需加工的纵向尺寸的位置并固定;
2、把钻头安装在钻夹上,移动靠板固定卡及气压挡杆至所需加工的横向尺寸的位置固定;
3、先试钻一块非加工件的板材,检査加工后的孔径、孔位、孔距是否符合要求,如不符合
重新调试,直到符合要求,方可加工;
4、操作过程中,应轻拿轻放,防止划伤、碰伤工件和偏移档位,做好首检,中检、尾检L作:
家具生产开料作业指导书

检查工具
开
料
1、将板材靠紧推料器,板边对齐,先锯直一次板边,锯掉纸5mm宽;
2、按照开料单的数量、尺寸调机开料,一次上机板料厚度不能超过8cm,开好后标明部件、名称、数量后,放到指定的位置上。
1、开出的板材、毛料、两对角线长度之差小于2mm,长宽尺寸公差为±1mm;
2、开出的板净料,两对角线长度之差小于1mm,长宽尺寸公差为±0.5mm;
3、开宝丽板时,应先检查板面是否有划伤磨烂的现象,如有此种现象应避免开后再开料,开出的板边要平整,上下锯片要对齐,不能有打烂板边的现象。
角尺
卡尺
卷尺
目视
手摸
直角尺
作成
确认
承认
核准
橱柜制造作业指导书1

3.4.1根据任务单工艺要求,利用锯床功能调节,以达到任务单特定工艺要求。
3.5注意事项:
编制:橱柜生产部
日期:
审核:
日期:
批准:
日期:
橱柜制造作业指导书
编号
SM-W4-16
版次
AO
共10页
第3页
3.5.1操作时严禁戴手套。
3.5.2严禁用手推宽度小于70mm的板件。
3.5.3锯片未完全停止前,不得调整刀片高度。
4.1.10.1用干净棉纱布轻轻擦门板表面,并自检是否合格,合格填写工艺流程卡交于下工序,不合格返修。
4.1.10.2用珍珠棉将每块板面分隔,放整齐在规定区域,填写[生产日报表]。
4.1.11注意事项:
4.1.11.1油漆调油量一次应根据板快数量来确定,如果不够或多次调色可能导致色差。过多则造成浪费,增加成本。
7.2.3清洁柜体,自检合格后填写工序流程卡交下工序。
7.2.4注意事项:
7.2.4.1焊接操作时一定要戴面罩和手套。
8.总装配:
8.1物料准备:
8.1.1根据生产任务单工艺要求,配齐所需物料。
8.2钻孔:
8.2.1根据门板的大小,确定门铰孔离上、下边的距离,在台式钻床上钻门铰孔,∮35mm,深12mm。
橱柜制造作业指导书
编号
SM-W4-16
版次
AO
共10页
第4页
4.1.7喷底油:
4.1.7.1将板件置放于喷台上,正面、侧面各均匀喷4—6遍,背面来回喷3—4遍。
4.1.8底油干燥,打磨:
4.1.8.1板件漆膜表面干后,送烘干房恒温50—600C,时间约2小时,也可视天气情况,自然干燥。
4.1.8.2用砂纸打磨机将平直部分打平、打透,对凹位和异形位可手工用120#砂纸打磨,并保持原构造形状。
家具工厂开料作业指导书
家具工厂开料作业指导书
家具工厂开料作业指导书
一、推台锯操作规范
1、上班首先检查机器是否有异常,是否运转正
常,锯片是否锋利。
2、认真查看料单及《生产流程表》的
3、下班时切断电源和气阀,做好机器的除尘,
作业区卫生和余料、辅料的归类回收。
○1批量生产
a、检查板材是否全部到位,如缺材料问清情
况,确定少材料上报组长,由组长写原材料缺货申购单。
b、先拿一块废板试机看大小锯片是否一致,
调试后所开起来的板材必需与切面平整,无小锯片、无崩边。
c、批量开料第一块板件必需测量,尺寸及对
角线一定要达到质量标准。
家具工厂木工开料作业指导书

木工开料作业
◆使用工具:专用推台锯及配套工具一套、卷尺一把。
◆工作步骤:
1、查阅派工单,确认将加工产品的型号、数量、颜色及完工期限。
2、上好锯片,开机检查《设备班前检查表》所规定之内容,确保安全。
3、据开料单尺寸确定开料方法,做到板材使用不超额。
4、设定档位尺寸,开始锯切。
5、开好第一件板,对照开料单自行核准尺寸,
6、核准完毕,交车间主任或质检员作首件检查。
7、确认尺寸无误后开始批量加工。
8、加工过程中应随时注意自检,做到每20件对照图纸核准一次。
9、加工完毕,请车间主任验货,验货完毕,在派工单上签字确认。
10、将加工好的产品打好标识,正规、整齐地放在指定区域。
11、清扫场地,收锁工具,保养机器。
◆注意事项:
1、认真遵守《机器操作规程》,确保操作安全。
2、加工数量必须准确,除特殊要求外,一律不得多开。
3、随时做好6S工作。
定制家具企业 派单作业指导书

制订部门客户服务部制订日期页码1/2 1.目的通过规范派单的程序,使派单工作更加规范化,从而节约时间提高效率,减少出错。
2.范围图纸单、备货单、记录单、五金单、改补单、工程单。
3.准备工作需要审图、受理、计料、审核配五金的图纸单、材料单,改补单等4.作业内容将经理已审核的改补单和打印、审图、受理、计料完成的订单已经备货单进行分类、复印、派发。
5.作业方法5.1 每天把打单员打印出来的和贴好标签,扫描好的单派单计料组组长。
加急单需特殊加急受理。
5.1.1把计料组组长分好的A,B,MV的单拿给计料2组的人员计料。
5.1.2散单形式的工程单,打好标签扫描的是柜身的一份给生技部计料,是趟门的给回趟门计料组计料。
5.1.3把计料①、②组计好料的柜身,收集起来拿回给计料组指定的人员扫描,打印,再拿回给计料的审单小组长。
5.1.4把计料审好的单收集起来拿给计料②先录入再配五金。
5.2 每20分钟,收集计料组计好料及审好的单派给下工序;备货单,改补单上、下午各派两次。
如遇急单需要跟当次计料单一起派。
5.3 备货单P、Y单所有的备货单只有需要生产部生产的才需要派发,其中白联派生产部存档,绿联和黄联扫描后派计料组指定的接收人员,如有附图,图纸需要复印三份,附在备货单上派发。
如有备货单需要给各个仓库做计划的就派给标准件仓文员签收,各个仓库需白联和绿联,黄联拿回本部门存;如备货单派到采购部采购的,采购部签名后给白联采购部,绿、黄联拿回给备下单员存。
5.4 P的改补5.4.1已安装和未安装的需要生产部生产的派计料组2份,如有附图纸的该几份就复几份。
5.4.2五金仓的派2份5.4.3板材仓的派2份制订部门客户服务部制订日期页码2/2 5.4.4标准件仓、五金2仓派1份(包括GG、GD派仓同上)5.4.5所有的改补都必须要多复3份用来出货。
5.4.6责任属于质检、生产车间、仓库的都要多复一份给质检部;属于仓库的还要多复一份给仓储部经理;责任属于待定的要多复一份用于部门存档,以便日后核查。
橱柜生产单格式

背板槽开槽说明: 1、开槽距离距板材后边缘20MM(不含槽) 2、槽宽5.5MM,槽深7MM
第 2 页,共 2 页
造型
备注 开背板槽 开背板槽
侧板
底板 1 隔板柜 1个
290*230*Βιβλιοθήκη 00前衬条 后衬条 活动层板 背板 侧板 底板
开背板槽
开背板槽 开背板槽
2
隔板柜 1个
360*560*700
前衬条 后衬条 活动层板 背板 侧板 底板
开背板槽
开背板槽 开背板槽
3
拉篮柜 1个
720*560*700
前衬条 后衬条 背板 侧板 方通板 方通板
造型
备注 开背板槽 开背板槽
5
转角 隔板柜 1个
前衬条
900*560*700
后衬条 活动层板 封板 背板 侧板 底板
开背板槽
开背板槽 开背板槽
6
水槽柜 1070*560*700 1个
前衬条 后衬条 背板 侧板 底板
开背板槽
开背板槽 开背板槽
7
贮物吊柜 260*360*700 2个
顶板 活动层板 背板
序 货物总称 号
规格 宽*深*高
部件名称
制作制材 16MM刨花板 … … … … 5MM中纤板 16MM刨花板 … … … … 5MM中纤板 16MM刨花板 … … … 5MM中纤板 16MM刨花板 … … … … … … 5MM中纤板
成品规格(MM) 单套用量 长 700 258 258 258 255 596 700 328 328 328 325 596 700 688 688 688 596 700 700 700 700 328 328 213 596 宽 230 230 64 100 190 270 560 560 64 100 520 340 560 560 64 100 700 560 300 115 260 560 64 100 225 件 2 1 1 1 1 1 2 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1
家具公司的板材开料标准
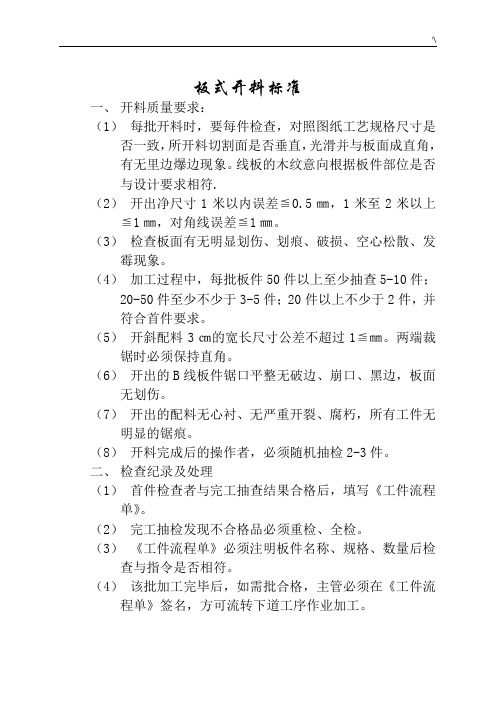
板式开料标准一、开料质量要求:(1)每批开料时,要每件检查,对照图纸工艺规格尺寸是否一致,所开料切割面是否垂直,光滑并与板面成直角,有无里边爆边现象。
线板的木纹意向根据板件部位是否与设计要求相符.(2)开出净尺寸1米以内误差≦0.5㎜,1米至2米以上≦1㎜,对角线误差≦1㎜。
(3)检查板面有无明显划伤、划痕、破损、空心松散、发霉现象。
(4)加工过程中,每批板件50件以上至少抽查5-10件;20-50件至少不少于3-5件;20件以上不少于2件,并符合首件要求。
(5)开斜配料3㎝的宽长尺寸公差不超过1≦㎜。
两端裁锯时必须保持直角。
(6)开出的B线板件锯口平整无破边、崩口、黑边,板面无划伤。
(7)开出的配料无心衬、无严重开裂、腐朽,所有工件无明显的锯痕。
(8)开料完成后的操作者,必须随机抽检2-3件。
二、检查纪录及处理(1)首件检查者与完工抽查结果合格后,填写《工件流程单》。
(2)完工抽检发现不合格品必须重检、全检。
(3)《工件流程单》必须注明板件名称、规格、数量后检查与指令是否相符。
(4)该批加工完毕后,如需批合格,主管必须在《工件流程单》签名,方可流转下道工序作业加工。
排孔标准和要求(1)孔位偏差不准大于0.5㎜,孔径符合要求,孔深在板件原料允许的情况下允许大于0.5㎜。
木销孔定位孔,塑料预埋件孔允许偏深1㎜,但必须保证孔位背面不凸不破为准。
(2)圈孔须与板面垂直(除特殊工件)孔边不准崩烂、发黑、孔槽内黑木销,工件表面干净无压痕、划痕、破损、边角损伤。
(3)分前后左右与正反面板件,必须分类堆放,堆放必须按“十”字堆放,不准上下,左右搞错,一律孔向上统一分类堆放整齐。
(4)排孔作业时,必须作首检,每种规格工件检查首件对照图纸或工艺要求,孔位正确,所造钻头符合规格要求,孔径大小、孔深与图纸要求一致。
(5)加工过程,随机抽查,成批量必须按规定抽验,加工完毕要随机抽验。
(6)该批完成后检查该批合格数量无误后,在《工件流程单》签名,方可转入下工序加工作业。
印刷工艺单范本

印刷工艺单范本印刷工艺单,这可是印刷过程中的“指挥棒”,就像大厨做菜的菜谱一样重要!要是没有它,那印刷可就像没头的苍蝇,到处乱撞啦。
咱先来说说这工艺单里的产品信息。
产品名称、规格、数量,这可一个都不能少!你想想,要是连印啥都不清楚,那还印个啥劲呀?就好比你去饭店点菜,不说清楚要吃啥,厨师能给你做出美味佳肴来?再看看印刷材料的要求。
纸张的种类、克重,那得选得恰到好处。
厚了薄了都不行,这就像人穿衣服,尺码不合身能好看吗?还有油墨的颜色、型号,这可关系到印出来的东西是不是色彩鲜艳、亮丽动人。
要是油墨选错了,那印出来的东西可能就像没化妆的脸,暗淡无光!然后是印刷方式。
是胶印、凹印还是丝印?每种方式都有它的特点和适用范围。
这就像走路,有快走、慢跑、散步,得根据路况和目的地来选择。
胶印速度快、质量高,适合大量印刷;凹印印出来的图案精美,适合高档产品;丝印呢,能印在各种特殊材料上,各有各的妙处。
还有印后的加工工艺,这也是关键的一环。
覆膜、烫金、压纹等等,就像给印刷品穿上漂亮的外衣,让它更加吸引人。
覆膜能让印刷品防水、耐磨,烫金让它显得高贵大气,压纹则增加了质感和立体感。
印刷的质量标准也得在工艺单里明确。
清晰度、套印精度、颜色偏差,这些都要有严格的规定。
不然印出来的东西模糊不清、颜色失真,那不是白费功夫了吗?这就像盖房子,尺寸不对、质量不过关,能住得安心吗?另外,交货时间也是个重要的事儿。
得根据客户的需求和工厂的生产能力,合理安排时间。
可不能让客户等得心急火燎,也不能为了赶时间而降低质量。
总之,一份详细、准确的印刷工艺单就像是印刷过程中的“定海神针”,能让整个印刷过程有条不紊、顺顺利利。
只有把每个环节都考虑周全,才能印出让客户满意的产品,咱们的印刷生意才能红红火火,不是吗?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
颜色:序号
材料部件名称规格(W*D*H)数量1
9中纤面板2535*45582
15中纤
加条2535*6263424*62615中纤
左侧板加条2535*532424*5329中纤假门条1530*71
21000*71
2455*71
45单B 装饰板1330*250
1800*250
14芯料62/53*碎料
适量59单B 侧板装饰块80*80
865单B 装饰线2257*80
4715双B 顶底板1452*450
481350*450
2925双B 固层板1452*425
2101350*450
111中柜上活层1346*428
2活层1448*403
81315双B 抽下拉板1350*200
314小中侧上414*213
115小中侧下414*204
116脚裙1452*95
4171350*95
218内群415*95
61915双B 下背板1452*865
2201350*879
12115双B 上背板1513*1452
2221513*13501
2315双B 中柜装饰板1360*1301
2418双B 顶线1534*1363
480*1361
2525中纤1534*603
480*601
269中纤1534*403
480*401
27实木线1534*503
480*50
1注意实木线突出16mm 订成:1534*152*43=3订成:480*152*43=11201顶线刀型锣半圆锣半圆压板压板按图锣型锣四条5mm工艺线四边R5圆角四边R5圆角注意填孔位,门铰位四边切角4*15,上订个35实木线方块侧板修成:2529*450*80=3(侧板装饰件按图订!!)上门做4门铰左边侧板修成:2529*450*71=1左边侧板外边订装饰假门!大书柜开料单(工艺单)
备注
2815双B顶线架432*135=1
29417*135=7
301489*135=1
311534*135=1
331519*135=1
3418单B门条876*718 35726*718 385双B门芯板754*6044 40门装饰板673*5234 412 4215单B门条1524*718 43726*718 449单B内条1524*618 45604*618 4612中纤门装饰架1442*304 47644*3012 485中纤小方块80*8032 4918双B抽面板672*2164 501346*2162 5112三胺抽侧板350*14012 52抽前后617*1208 531300*1204 545三胺抽底350*6264 55350*13092
565单B抽面装饰板570*1164 571244*1162 5818双B木条2440*605四边R5圆角
四边R5圆角
客户封边自用料,不需安装两头斜角,装饰条开岔口钉接
61斜边
斜边
下木门修成:873*723*18=4
四边R5圆角
玻璃门修成:1521*723*24=4
所有抽屉、
门都要带
锁!!
顶架排3合一
屉、带。