修边模设计案例
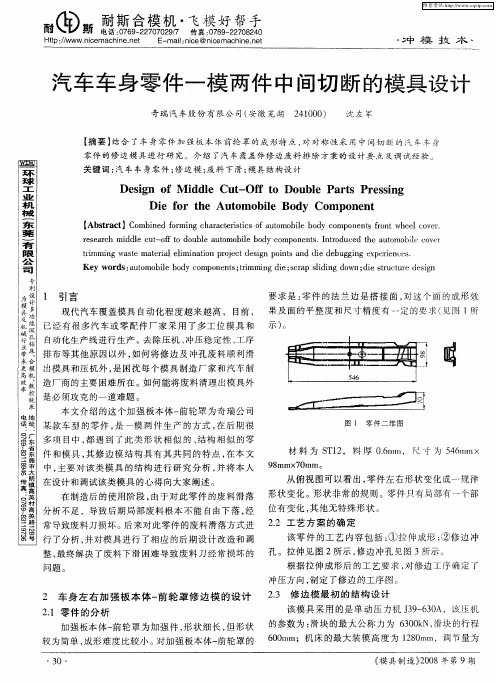
汽车车身零件一模两件中间切断的模具设计
60 0 mm; 作 台 的台 面 尺寸 为 2 0 mmx O O 工 00 4 O mm。
压 料 板 采 用 的是 分 开 的两 块 结 构 , 两块 压 料 板 分 别列‘
左件和右 件进行加压 ; 因公 司 要 求 , 模 具 采 用 的是 该
用 废料 刀对 废 料 进 行 切 断 处 理 的结 构 , 求废 料必 须 要 在 生 产 一 个 冲 次 后 , 自由 地 滑 落 出模 具 外 , 具 上 能 模 不允 许 出现 废料 堆 积 现 象 。 () 2 凸模 和 凹模 的导 向方 式 采 用 的是 端 头 导板 加
25 对 废料下 落过程 进行 分 析 .
() 料 要 想 顺 利 滑 落 出模 具 外 , 必 须 要 有 一 1废 就
( ) 析 的结 论 。 2分 如果 在 修 边 的过 程 中 不使 用 废 料 刀 , 那样 废料 两
这样 废 料 不 能滑 落 出模 具 外 。 定 的滑动 角 度 , 时不 能 承受 任 何 方 向 的力 量 。废 料 边 大 于 中间尺 寸 , 同 中 间 采用 废 料 刀 , 由于 废 料 刀 的支撑 , 一 块 废 有 形 状及 废料 滑 落情 况见 图 7 图 8 图 9 图 1 、 、 、 0所示 。
E— ma l nc @ n c m a h n nt i ie : ie c ie e
.
环工机一 一 公 专 球业械 莞 限司 利 东有
废料 无 法排 出模具 外 。
‘
嘉 磊
・ 冲 铣 模一 床 技
术 ・
蟮
图 5 生 产情 况
图 6 废 料 顶板
图1 工 作 示 意 图 1
冲压方向 , 制定 了修边 的工序 图。
第4章 修边模设计
出和放入制件时操作所必需的最小操作间隙。 2.滑块倾角β的确定 如果滑块行程一定,随着滑块倾角β变大,斜楔的运动距离也随之 增大;反之,若β变小,斜楔的运动距离也减小,但滑块上所承受 的垂直载荷变大。因此,β值不能太小,水平运动斜楔一般取β=50 °~60°;当冲压加工行程不够时,也可取β=45°;正向倾斜斜 楔和反向倾斜斜楔一般取α=β=(180°-γ)/2。 3.根据滑块行程S和滑块倾角β作出斜楔图 1)确定斜楔与滑块的开始接触点B。
4.2 修边镶块
4.2.2 斜楔面垂直修边 垂直修边时,修边面大多是一个水平面。但有时修边面呈倾斜状 态,修边面和刃口面存在一个角度,该角度有时为锐角,有时为
钝角。修边时要想获得较好的断面质量,该角度必须限制在一定 范围内,模具结构也必须相应增加压件机构。
图4-10 锐角修边法 a)倾斜15°以下 b)倾斜15°~30° 1—下模 2—凸模 3—凹模 4—上模 5—退件器
4.3 斜楔机构
2)确定后挡块与斜楔开始导向点C。 3)确定卸料板位臵E点。 4)综合分析斜楔模的动作关系后,如有问题,须对滑块行程S及滑
块倾角β作适当调整。
图4-22 水平运动斜楔 a)斜楔机构 b)斜楔图 1—后挡块 2—斜楔 3—滑块 4—衬垫 5—限位器 A—加工完了 B—斜楔在滑块上的接触点 C—斜楔和挡块的接触点 D—上、下模导向接触点 E—垫板(卸料板)开始压制件
第4章 修边模设计
第4章 修边模设计
4.1 修边模的分类
4.2 修边镶块 4.3 斜楔机构 4.4 修边废料的处理 4.5 修边冲孔模
发动机罩内板修边冲孔模设计
— —
。 黑
中国 昆山— — 网址 : w1 ) I . s t l j t . c o n r
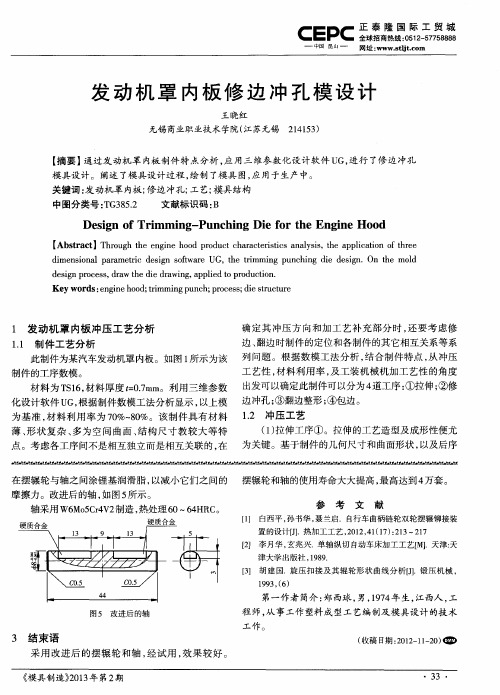
发 动 机 罩 内板 修 边 冲 孑 L 模 设 计
王 晓 红
无锡 商业职业技 术学院 ( 江苏无锡
2 1 4 1 5 3 )
【 摘要 】 通过发动机罩 内板制件特点分析 , 应 用三维参数化设计软件 U G, 进行 了修边冲孔
Ke y wo r d s : e n g i n e h o o d ; t r i mmi n g p u n c h ; p r o c e s s ; d i e s t r u c t u r e
1 发动机罩 内板冲压工艺分析
1 . 1 制件 工艺 分析
确定其 冲压方 向和加 工艺补 充部分 时 , 还要考虑 修 边、 翻边时制件 的定位和各制件 的其它相互关 系等系
模具设计。阐述 了模具设计过程 , 绘制 了模具 图, 应用于生产 中。 关键词 : 发动机罩 内板 ; 修边冲孔; 工艺; 模具结构
中图分 类 号 : T G3 8 5 . 2 文 献标 识 码 : B
De s i g n o f Tr i mm i ng - Pun c h i ng Di e f o r t he Eng i ne Ho o d
. 2 冲压 工 艺 为基 准 , 材料利用率 为 7 0 % 8 0 %。该制 件具有材料 1 ( 1 ) 拉伸工序① 。拉伸 的工艺造型及成形性便尤 薄、 形状 复杂 、 多为空 间曲面 、 结构 尺寸教较 大等特
以及后序 点 。考虑各工序间不是相互独立而是相互关联 的, 在 为关键。基于制件的几何尺寸和曲面形状 ,
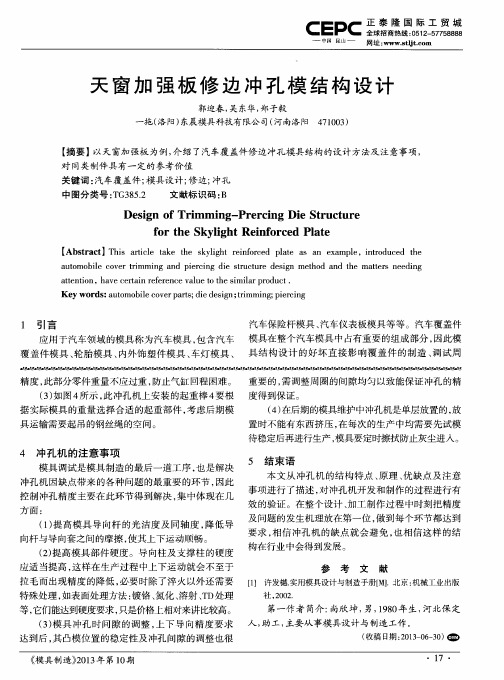
天窗加强板修边冲孔模结构设计
1 引 言
汽车保险杆模具 、 汽车仪表板模具 等等 。汽车覆盖件
因此模 应用于汽车领域 的模具称为汽车模具 , 包含汽车 模具在整个 汽车模具 中占有重要 的组成部分 , 调 试 周 覆 盖 件模 具 、 轮胎模具 、 内外 饰 塑 件 模 具 、 车灯 模 具 、 具 结 构 设 计 的好 坏 直 接 影 响 覆 盖 件 的 制 造 、 精度 , 此部分零件重量不应过重 , 防止气缸 回程困难 。 重要的 , 需调整周 圈的间隙均匀以致能保证冲孔 的精
【 摘要 】 以天窗加 强板为例, 介绍 了汽车覆盖件修边冲孔模具结构 的设计方法及 注意事项,
对 同类制件具有一定的参考价值
关键词 : 汽车覆盖件; 模具设计 ; 修边; 冲孔
中 图分 类 号 : T G 3 8 5 . 2 文 献标 识 码 : B
De s i g n o f Tr i mmi n g - Pr e r c i n g Di e S t r u c t u r e f 0 r t h e S k y l i g h t Re i n f o r c e d P l a t e
期、 生产质量等。 力机 吨位 的选用首先根据设计理论计算 的冲裁力 为 基数 , 再适 当的乘 以 1 . 2 5 ~ 1 . 4 的安全系数 。有时计算
2 制件 工艺 分 析
的 最 小 机 床 吨位 是 5 4 0 t , 5 4 0 t 没 有 此 类 型 的设 备 , 此 重卡驾驶室天窗加强板制件 如图 1 所示 , 此制件 时选用 6 3 0 t 设备 比较合 理。但 是往往 用户现场的设 材 料为 D C 0 4 , 料厚t = l m m, 制件尺 寸为 9 8 2 × 7 2 2 × 备是按照一定 的习惯顺序进行排线的 , 一般一个制件 7 0 am。从 制 件 的 外 观可 以看 出左 右 两 侧 是两 个 “ r 凹” 要经过 3 ~ 5 道工序才能实现制件 的最终形状 , 此时冲 字形 状 , 受 整 车 的装 配 以及制 件 本 身强 度 等 因素 的 限 压设备的选用首先要满足理论计算 的压力, 再根据用 制, 拉 伸 成 形 时存 在 一 定 的盒 形 件 反 向拉 伸 , 同时 底 户现 场 的生 产线 进 行适 当的调 配 。 部 较 小 的 圆 角 还 没 有 成 形 完 全 时 就 已经 开 始 出现 开 制 件 切 边 加 工 时必 需 施 加 的加 工 压 力 被 称 为 冲
修边模设计_罗成峰

奥泰克模具技术有限公司模具设计规定修边模具设计标准一,基本步骤二,冲裁过程三,模具基本结构四,冲裁力量计算五,间隙六,凸模七,凹模八,冲头的选取和安装固定方式九,凸模固定板十,上压料板与冲头的间隙十一,废料的处理十二,修边冲孔材料的选择和热处理一,修边模具的设计:1,修边方式与修边方向的确定在DL图的设计时,初步确定了修边方式和修边方向,但对实现这中修边方式和修边方向还要结合模具结构具体的进行详细的考虑,看下是否可行,结合公差表看能否达到产品的质量要求。
如有不合理的地方需与DL设计者讨论,确定修边方式和方向。
2,确定修边模具的结构根据定好的修边方式和修边方向,以及生产批量大小,确定下来模具结构。
3,设计前的准备工作根据修边线的长度,和料厚进行相关数据的计算,弹性元件的选取。
4,产品在模具中的定位根据上序产品的结构和形状特点,修边线的形状和位置,以及加工基准,选择定位最可靠,不影响模具结构安排,能保证修边质量的定位方式。
4,确定刃口镶块的形状尺寸和布置方式根据修边线的空间形状,确定凹模镶块的形状尺寸和布置方式。
5,确定废料的排出方式确定废料的形状和尺寸,充分考虑废料是否能顺畅滑落,如有不合理的地方需与DL设计者讨论,确定废料刀的分布。
根据修边废料的具体情况确定废料是否应加强制出料装置等二,冲裁过程:1,冲裁变形过程有如图3个阶段:(1),弹性变形阶段(1)(2),塑性变形阶段(2)(3),断裂分离阶段(3.4.5)2,切断面分析(毛刺方向)A,塌角B,光面C,毛面D,毛刺我们一般主要看这个过程的光面和毛刺,光亮带的大小直接和冲裁后产品的质量有关。
其他的几个因素也会影响到冲裁件的质量。
毛刺的方式和冲压方式的制定有关系。
三,修边模模具基本结构:四,修边冲孔的力量计算:1,加工力:P=tLτ(KG)t:板料厚度(MM)L:切断长度(MM)τ:切断强度(MM)由于料厚不均匀,刃口边钝等因素,常用抗拉强度替代切断的抗剪强度以下是一些常用材料的抗拉强度:2,压料板压力的计算:压料板的压力是指加工开始时为防止制件错动和变形所需的压力。
修边模设计要点

02
修边模设计原则
模具材料选择
耐磨性
修边模需要承受高强度的切削力, 因此应选择耐磨性好的材料,如 硬质合金、碳化钨等。
耐热性
在加工过程中,模具会受到高温的 影响,因此应选择耐热性好的材料, 以确保模具的稳定性和使用寿命。
强度和韧性
修边模需要具备一定的强度和韧性, 以承受切削力、冲击力和振动,避 免模具过早损坏。
详细描述
汽车覆盖件修边模设计通常涉及复杂的曲面形状和高精度的要求。在设计时,需要考虑零件的形状、 材料、工艺流程和生产批量等因素。同时,还需要确保修边模具有足够的刚度和稳定性,以实现精确 的修边效果和延长使用寿命。
案例二:家电产品外壳修边模设计
总结词
多样化形状、材料多样化
VS
详细描述
家电产品外壳修边模设计的多样性体现在 形状和材料两个方面。不同家电产品的外 壳形状各异,需要有针对性的修边模设计 方案。此外,由于外壳材料多样,修边模 设计还需要考虑不同材料的特性,如硬度 、耐磨性等,以确保修边的质量和效率。
修边模的分类
按用途分类
可分为标准修边模和定制修边模。标 准修边模适用于常规的模具修正,而 定制修边模则根据具体模具的设计要 求进行定制。
按结构分类
可分为整体式修边模和组合式修边模 。整体式修边模结构简单,易于操作 ,而组合式修边模则可以根据修正需 求进行组装,具有更高的灵活性。
修边模的应用场景
汽车制造业
模具工作条件
高温环境
在冲压过程中,模具温 度会升高,需要承受高
温环境。
高压环境
冲压机在冲压过程中会 对模具施加压力,模具
需要承受高压环境。
耐磨性要求
由于模具在工作中会与 金属板料产生摩擦,因 此需要具备较高的耐磨
汽车后门铰链安装板修边冲引模具设计

OP 0 4 为修边 侧整工序 。此序是将 左右产品分 离 ,并且将产品斜壁部分进行 强压 ,达到最终成形 和增加制件刚度的 目的 。
2 修边冲孔模具 工作零 件设计 .
OP 0 2  ̄序为左 、右 门铰链 安装板修边冲孔模 具 。在工艺上和模具结构上考虑了冲压方 向、制件 定位、模具 导正 、废料 的排除、工件的取 出以及侧 向力的平衡等问题 ,并进行了修边冲孔模具设计。
用再设计制造新的固定式 中心距检具了 ,只需调整
两块V形铁 的距离或者是螺杆3 的位置 ,就可以很
图 4
快在生产线上使用 ,非常快 ,起 到了事半功倍的效
果 ,很快就在全厂范 围内得到推广 ,非常受欢迎 。
3可调式 专用检具的优越性 .
本次 的改进式 设计通过 使用螺 杆3 ( 图3 见 )
制件。
械机加工艺性的角度出发 ,可以确定此产品可 以分 为四道工序 :①OP O I 拉延。②OP 0 2 修边冲孔 。③
O 3 整形 。④O 4 修边 侧 整 。 P0 P0
()冲压工艺 O I为拉延工序 。拉延 的工 2 PO 艺造型及成形性尤为关键。基于制件的几何尺寸和 曲面形状 ,以及后序工序的合理配置 ,为 了创造一 个 良好的拉延条件 ,制件作了工艺补充 。由于拉延 面是为了使板料受到预压力 ,从而使板料拉伸时增 加拉应力,改变拉延条件 ,保证拉入的材料不起皱
拦旦 i 燕. 主 .
D
t d
汽车后门铰链安装板修边冲孔 模具设计
无锡 商业职业 技术学院 ( 江苏 2 4 5 ) 王晓红 1 1 3 校小俊
1 汽车后 门铰链 安装板冲压 工艺分 析 .
( )产 品工法分析 此产 品为汽车左 、右后 1 门铰链安装板 ,产品分为左 、右各一件。图1 所示 为该产 品的工序数模 。根据产品的形状 ,左右件对 接一起进行模具设计和生产 ,然后冲压分离 ,得到
die design-03
拉伸凹模( 拉伸凹模(Upper Draw Die) )
功能:选项指定所有构建一个 完整的拉伸凹模必须的几何数 据,并创建拉伸凹模。
Lower Binder
功能:选项创建一个压料圈。 压料用来在拉伸操作过程中, 通过在拉伸凹模与压料之间压 紧钣金片体来夹紧钣金片体。
模具修边助理(Die Trim Steel Assistant) )
模型准备
创建拉伸凸模特征
创建导板
创建加强筋
创建压力系统
拉伸凹模特征
定义凹模减轻孔面
板面定义
创建平衡块
创建压料圈
Die Design
拉伸凸模(Draw Die Punch) )
功能:选项指定所有必须的几 何和数字输入,并生成一个拉 伸凸模。尽管一些复杂的零件 要多次拉伸操作,但绝大多数 情况下只做一次拉伸.
创建压料器(Create Upper Pad)
翻边镶块( 翻边镶块(Flange Steel) )
CAM Rotor
下模翻边镶块( 下模翻边镶块(Flange Post) )
库调用( 库调用(Export Module) )
Trim Angle Check
功能:选项指定所有必须的几 何和数字的输入,并废料刀安 装座。
下废料刀安装座
(Lower Scrap Cutter Base) )
功能:
嵌入镶件( 嵌入镶件(Steel Insert) )
功能:
凸模( 凸模(Lower Post) )
功能:
下模镶块( 下模镶块(Trim Post) )
功能:
修边模设计实例 2
数据准备(Prepare for Trim Die design)
修边工艺设计
一、修边分类:(根据修边模的运动方向) 1 垂直修边:修边凸(凹)模沿垂直方向做上下运动,这 样的模具结构简单、废料处理也比较方便,应优先采用。 2 水平修边:修边凸(凹)模沿平方向运动。凸(凹) 模的水平方向运动可以通过斜楔机构or通过在模具上加装 水平方向的液压缸来实现。 这种修边需采用斜楔机构,模具结构复杂,工作部分占用 面积较大。 3 倾斜修边:修边凸(凹)模与垂直方向成一定角度运动。 凸(凹)模的倾斜方向运动可以通过斜楔机构or通过在模 具上加装倾斜方向的液压缸来实现。
四、冲孔工序
1.冲孔工序一般都和并在修边工序或其它工序中进行。 2.冲孔方向最好与冲孔表面垂直,但也允许在较小的斜面上 垂直冲孔,在较大斜面上冲孔需通过斜楔滑块机构进行水 平方向或倾斜方向冲孔,角度尽量要小。 3.冲多个孔时应采用阶梯凸模。 4.冲孔废料排除应该方便。 5.大孔和小孔接近时,应先冲大孔,反之小孔会变形 6.孔边缘的最小尺寸应保证制件不翘曲、不变形
二、修边时的一般情况
1 由于覆盖件尺寸大、质量大且是空间曲面结构,所以 修边时一般都是放在修边凸模上,靠修边凹模修边。 由于覆盖件形状复杂,修边线常为空间曲线,因此可 一次修边,也可多次修边。 为消除拉延件产生的弹性变形,防止修边产生变形, 修边必须加压料圈,把修边部分压住在凸模的定位面 上。
2
§6.5 覆盖件的翻边工艺设计
一、翻边的作用 作用:
1 焊接和装配的需要 2 增加覆盖件的刚性和强度 3 使覆盖件边缘光滑、整齐和美观 曲面翻边的分类: 1.内凹型翻边 2.外凸型翻边
二、确定冲压方向 弯曲和翻边方向要尽可能地垂直于凸缘弯曲方向,这样工 件受力状态好,受侧向力小,不易窜动。 覆盖件的翻边线就是主模型轮廓线,将翻边展开时必须 考虑到修边方向和修边以后的翻边工序,即尽可能采用垂 直修边,并使翻边易于进行。见上页图 修边件放在翻边模中的位置必须稳定,一般都是水平放置, 然后根据覆盖件的翻边确定翻边方向(用箭头表示)。
修边模设计通用要素

7. 修边模设计通用要素7.1 修边刃口切入量:一般刃口切入2 ~ 4mm ,但废料刀处切入量为6mm 。
7.1.1 刃口呈波浪形波峰间隔大约300mm ,废料刀处必需是切入的最高点,刃口从最高点到最低点渐渐切入。
(图310)图3107.1.2 废料刀处刃口切入量结构(图311)图3117.2 侧壁垂直修边7.2.1 侧壁垂直修边不影响毛刺产生的最低条件:(图312) H ≤20mm 侧壁倾斜角≥5°H ≤50mm 侧壁倾斜角≥10° H ≤100mm 侧壁倾斜角≥20°图3127.2.2 侧壁修边凹模刃口设置时特殊留意:刃口最大切入量对压料板行程的影响。
7.2.3 斜面部分垂直修边的规定1)垂直修边时不得小于规定的和修边方向平行的最小倾斜角Q 值。
(图313)表7.1表 7.1图3132)斜面修边可在废料刀侧凹模设计和倾斜面一般呈10°造形。
3)超出规定Q 角时需用斜楔修边。
4)垂直修边时不得大于规定的和修边方向垂直的最大倾斜角Q 1、Q 2值(图314)表7.2图3147.3 斜面上有倾斜角的修边7.3.1 斜面的角度A 确定后,平面形态的角度B 在下面图表规定的范围内可进行修边。
(图315)0°图3157.3.2 制件斜面角度确定后平面形态的角度Y 经过计算求得角度用来运用。
(图316)图316计算公式: Z = ARCtam (a / b )关于b 的求法:Sin (180-Y )= b / vv · Sin (180-Y )= b b = V · Cos (Y 0)关于a 的求法:首先用b 求CC / b = Sin (180-Y ) C = V (CosY )用a 表示ctanx = a / c a = C ·tanx C 用上式带入 a = V (CosY )· tanx用a 、b 的式子带入ZZ 0 = ARCtan (V (CosY )· tanx / VcosY) = ARCtan (CosY ·tanx )7.4 修边顶出器行程7.4.1 顶出器顶出刃口最小有10mm 的予压量。
修边冲孔复合模毕业设计(论文)

毕业论文题目汽车右后轮挡泥板修边冲孔模设计摘要本文分析了汽车右后轮外挡泥板的冲压工艺方案,详细说明了汽车右后轮外挡泥板修边冲孔模的结构和设计过程,具体内容包括冲压工艺的确定、工艺参数的计算、压力机的选择等。
并且对模具结构中的辅助设计进行了说明,对模具制造、操作及维护要点进行了阐述。
关键词:修边冲孔模具设计ABSTRACTThis article analyzes the right near wheel fender of car tamping process; Detailed description of the right near wheel fender trimming and punching mold design and structure. lncluding specific the certain of trimming process 、process of parameters calculation, the choice of press, and so on.and explain the mold structure of computer-aided design, Mold on the manufacture, operation and maintenance of the main points discussed.Keywords: trimming punching die design目录第一章概论 (5)1.1课题来源,目的及意义 (5)第二章当前国内外模具工业的现状与发展 (6)2.1国内外模具技术现状 (6)第三章工艺分析及模具设计方案的确定 (9)3.1零件结构工艺性分析 (9)3.2工艺方案的选择 (10)3.3冲压方向和送料方向示意图 (11)第四章工艺计算及主要参数确定 (13)4.1凸、凹模刃口尺寸计算 (13)4.2冲压力的计算 (14)4.2.1压边力的计算 (14)4.2.2 冲裁力计算 (14)4.2.3卸料力[9] (14)4.2.4顶出力[9] (15)4.3压力机的选用 (15)4.4模架闭合高度的校核 (15)第五章模具结构方案的确定 (17)5.1修边模的总体结构设计 (17)5.1.1修边模设计的基本原则[6] (17)5.1.2模具结构方案 (17)5.2模具功能分析 (17)5.3模具总体结构 (19)5.4修边凸凹模设计 (21)5.5废料刀设计 (23)5.6压件器设计 (24)5.7模具的导向机构 (24)5.8起重装置的设计 (25)5.9连接板 (25)第六章模具操作及维护要点 (26)致谢 (27)参考文献 (28)第一章概论1.1 课题来源,目的及意义1.1 课题背景及意义本课题内容为来自于东风汽车股份有限公司汽车分公司的汽车右后轮外挡泥板冲压工艺分析与修边冲孔模设计。
左右托架工艺分析及修边冲孔模设计
动使 小 凸模折 断的 可能 。 难点 2 工 序 5修 边 冲孔 中 的定位 问题 , : 因为 在前
面 翻 边 ( 序 2) , 可 能 翻 出真 正 的 9 。 一 般 是 工 时 不 0(
压板 2 、 5 压料 钉 2 、 4 弹簧 2 3和 盖板 2 成侧 压 机 构 2组 辅 助定 位 ;冲压过 程 中由于 聚胺 脂 橡 胶 1 1的压 力 远 大 于侧 压 弹簧 2 , 3 卸料 板 1 2和 1 制 件 紧紧地 压 符 4将
维普资讯
2 0 .o4总 6 辫 0 6N . 1
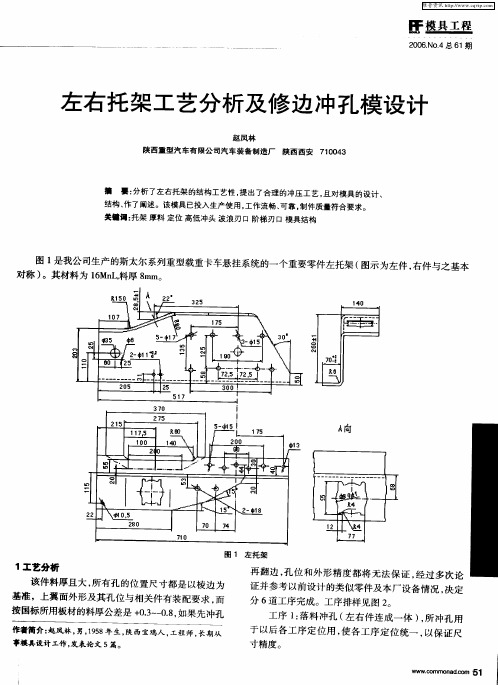
左 右 托 架 工 艺分 析 及 修 边 冲孔 模 设 计
赵 凤 林
陕西 重 型 汽 车 有 限公 司 汽 车装 备 制 造 厂 陕 西 西安 7 0 3 1 4 0
擅
耍: 分析 了左右托架的结构工艺性 , 提出了合理的冲压 工艺 且 对 模 具 的 设 计 、 结构 、 了 阐述 。该 模 具 已 投入 生 产 使 用 , 作 流畅 可靠 , 作 工 制件质量符合要 求。
维普资讯
工 序 2翻 边 , : 翻出上翼 面 。
工 序 3 冲孔 剖切 , 出腹 面及 下翼 面所有孔 , : 冲 并将 左 右件 剖开 。 工序 4 压弯 : 出下翼 面 。采 用双 模膛将 左 右件一 次压 出 。 : 弯 工 序 5 修边 冲孔 : : 精修 出上翼 面外 形 、 出上 翼 面前后 两段上 的孔 1. 2 1。左 右件 一次 冲 出。 冲 05及 一 8 工 序 6 冲形 孔 , : 冲上翼 面 中段 形孔 。左右件 一次 冲 出。
-
甘
妊
某汽车车型前围骨架修边模设计论文
某汽车车型前围骨架修边模设计摘要:修边模是将经过拉延,成形,弯曲之后的工件的边缘及中部实现分离,为翻边和整形准备条件,修边模修边往往兼冲孔。
本文通过分析某汽车车型前围骨架结构特点,根据工厂生产时所使用的冲压设备,确定修边模结构形式及间隙,进一步进行模具的顶出器、凸模、凹模及辅助零件的结构设计。
关键词:覆盖件;修边模;设计中图分类号:f407.471 文献标识码:a 文章编号:a vehicle models qianwei skeleton trimming mold designlin zuzheng hu yihua(lushan college of guangxi university of technology, liuzhou,545616)abstract: trimming modules are will pull through delay, forming, bending of the edge of workpiece after and central separated, for flanging and plastic ready to conditions, trimming mould trimming often and punching through analysis of a vehicle models qianwei skeleton structure according to the characteristics of production factory use when stamping equipment, determine the structure form and trimming clearance, further the ejector tool is the punch concave die and auxiliary parts of the structure designkeywords: the sheet metal; trimming mode; design修边模是将经过拉延,成形,弯曲之后的工件的边缘及中部实现分离所用的冲裁模,为翻边和整形准备条件,往往兼冲孔。
汽车顶盖修边模具设计

汽车顶盖修边模具设计
王闯
【期刊名称】《模具工业》
【年(卷),期】1992()8
【摘要】我厂生产的加宽双排座微型汽车的顶盖如图1所示,过去,拉伸成形后,靠手工修边。
这样不但保证不了生产进度的要求,而且手工修出的件精度也很差,在很多方面都保证不了装配要求。
根据这些情况,设计了顶盖修边模具,以保证生产进度及装配精度的要求。
【总页数】2页(P40-41)
【关键词】汽车;顶盖;修边;模具;设计
【作者】王闯
【作者单位】一汽吉林轻型车厂工具厂
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.MPV汽车顶盖冲压工艺与模具设计 [J], 林明;孟庆瑞;吴及涛;
2.某车型全景天窗顶盖外板修边工艺与模具设计 [J], 刘莉;江波;王淑俊
3.汽车顶盖后横梁拉延成形分析及模具设计 [J], 张岩朝
4.碳纤维汽车顶盖模压成型模具设计开发 [J], 庄百亮;徐清;韩贤胜;吴强;陈欣吕;朱
文杰
5.汽车全景天窗顶盖切翻工艺与模具设计 [J], 刘龙芬
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B:自由长 C:最终长度 A:压缩量 D:内径
常用的弹簧导销大小 有b=14、19、20、 23、26、28、31
名称 TF TL TM TH TB MCH
弹簧线形 扁形 扁形 扁形 扁形 扁形 圆形
常用的弹簧
颜色
最大压缩量
黄色
50%
蓝色
40%
红色
30%
绿色
24%
荼色
20%
红色
32%
备注 轻小荷重 轻荷重 中荷重 重荷重 极重荷重 高荷重
“锁槽” ②、根据上模的废料刀口方向与位置画出下模废料刀。 ③、以修边分模线内偏10mm画出下模仁的外墙轮廓,再椐冲孔分模线和废料排除空间画出下仁肋条和模座
肋条。 5、画断面图 ①、根据刀块吃入量+10(目的是保证修边前先压料)算出压料板行程,一般没有纵剪的话行程30就行。 ②、根据侧销的安装位置和压料板行程定出侧销的最低安装高度,根据耐磨板的安装位置和压料板的形面段
❖ 三、修边冲孔模的画图步骤
1、阅读与理解《设计规范》与工法图,要亲自检证修边角度和所冲孔的数量。 2、结合板件的形状与段差,来设置上模刀块的分刀位置与高度。 3、先画上模 ①、算出冲头和刀块的座面高度,并划分座面断差(断差小于或等于20时可不用划分),根据冲分模线画出
冲头,与CH孔座面。 ②、以修边分模线内偏10mm画出压料板的外墙轮廓。 ③、根据压料板的长、宽、高确定压料板上的耐磨板大小(耐磨板的长度选用要大于行程的1/2)与位置,根
安装位置:安装于压料块的四角。
要注意:侧销孔的最深加工距离为450mm
这个尺 寸要保
证
一、修边冲孔模的组成部分:限位零件-停止块
停止块位于下模座四角,起着到底限位的作用,大小按设计规范,通常有如下几 种,厚度一般是50,但开亿项目的是20。
使用数量:一套模具上要安装四个,如果客户没特别规定的,小型模具用圆60大50厚的, 中大型模具用圆80大50厚的。
6、与螺旋弹簧相比单个氮气弹簧 7、可在较小的空间内提供较大的力量
一、修边冲孔模的组成部分:压力源-氮气弹簧 使用与注意:
为了保护氮气弹簧,在使用时不能将氮气弹簧的设定行程完全用完,要预 留一最少2MM的安全空间!如图
其他安装方式及使用说明,见标准件书!
一、修边冲孔模的组成部分:定位零件-定位具
修边冲孔模设计
❖ 一、修边冲孔模的组成部分
1、下模 2、上模 3、压料板 4、修边刀 5、废料刀 6、压力源 7、定位零件 8、限位零件 9、模座导向方式 10、顶料器 11、缓冲器 12、保管块 13、冲头(冲孔凸模) 14、模钮(冲孔凹模)
❖ 二、修边模设计的基本要素
1、修边模作用 2、修边模的工作过程 3、压料板行程 4、计算所需弹簧大小及数量 5、”预压”的概念 6、刀刃口吃入量 7、“纵剪(立切)”的概念 8、”交刀“的概念 9、拆刀 10、冲裁间隙 11、开天窗、 12、冲头和模钮的选用 13、修边刀的分块规则 14、废料处理要注意的事项 15、铸件的壁厚
据压料板的重量确定侧销大小。一般小型模具用圆30大的中型模具用40大型模具用50的。 ④、根据料厚与分模线的长度确定压料板所需弹簧数量与大小,并均匀的摆布在修边冲孔分模线周围。 ⑤、画出压料板内的肋条与加工垫块并与弹簧位置作最佳调整。 ⑧、根据修边分模线画出修边刀,并根据修边刀座面高度划分出模座段差。 ⑦、模具长宽的确定: 长=左右两侧修边刀的背托边缘+ 排料空间+导根宽度 宽=前后两侧修边刀的背托边缘 ⑧、定出“停止块”、“缓冲器”、“安全区” 、“导柱”的位置。(开亿项目不用安全区) ⑨、根据机台参数,画出锁槽。 4、画下模 ①、模具长宽与上模一样,根据上模画出“停止块”、“缓冲器”、“安全区” 、“导根” 、“导柱” 、
一、修边冲孔模的组成部分:导向零件
模座导向方式
一、修边冲孔模的组成部分:定位具
一、修边冲孔模的组成部分:压力源-氮气弹簧
氮气弹簧的特性
1、体积小 2、初始压力大
弹簧开始压缩时的力量。
3、平衡
每个氮气弹簧内的气压相同,从而使整个压力改变氮气弹簧的压力。
5、寿命长
8、在相同的工作行程下, 总体高度大降低。
氮气弹簧的寿命是螺旋弹簧的5倍。
压料板 修边刀
导套
侧销(限位零件)
一、修边冲孔模的组成部分:压料板
弹簧导销 弹簧(压力源) 吊挂(限位零件)
耐磨板(导向零件)
侧销(限位零件)
一、修边冲孔模的组成部分:修边刀
一、修边冲孔模的组成部分:下模仁
一、修边冲孔模的组成部分:废料刀
一、修边冲孔模的组成部分:压力源-螺旋弹簧
a=C-10 b按弹簧内径D来 选择
修边模一般只有完全自动化生产式模具才要安装定位具,因为要保证一次 性定位准确无误。不像人工生产可人为调整。还有一种情况就是在模具 形面变化较小形面无法定位时也可安装定位具来定位。
安装位置:为了不影响排废料一般安装在废料刀的位置。 定位具长度的选择:如“图1”定位具要比板件高出20。
图1
一、修边冲孔模的组成部分:限位零件-行程限位板
规格有:b=M8、M10、M12、M16、M20
一般M8、M10、M12用于小型模具M16、M20用于中大型模 具
使用要求 限位套
压料块
图1
一、修边冲孔模的组成部分:限位零件-侧销
双节式
单节式
侧销有两种:双节式和单节式,前者为作业侧销后者 作为安全侧销起保险作用。
使用数量:一般一套模具上有两支安全侧销四支作业侧 销就可。
差定出耐磨板最低安装高度和压料板最低处的厚度。 ③、根据下模仁的长宽尺寸和滑料斜面的角度确定下模仁最低处的厚度,根据合模高度均匀调整上下模座的
高度。
一、修边冲孔模的组成部分:下模
下模仁镶块 下模仁 顶料器
工序件废料部分 废料刀 废料盒 定位具 吊耳
导柱组 停止块 绶冲器
一、修边冲孔模的组成部分:上模
压料块
安装方式1
压料块
安装方式3
压料块
安装方式2
行程限位板一般只用于小型模具
型号
允许载荷
DDCPK-60
300kg
DDCPK-80
550kg
DDCPK为盘起的代号
一、修边冲孔模的组成部分:限位零件-行程限位套 (吊挂、等高套筒、限位螺栓)
安装位置:一般安装于压料块的四个角且间距不能太近.如(图1)