机械手监控系统程序
epson机械手程序讲解
epson机械手程序讲解Epson机械手是一种工业机器人,通常用于自动化生产线上的装配、搬运和加工等任务。
它们可以根据预先设定的程序执行各种复杂的动作,从而提高生产效率和质量。
下面我将从不同角度讲解Epson机械手的程序。
首先,Epson机械手的程序可以通过专门的机器人编程软件进行编写和编辑。
这些软件通常提供了图形化的用户界面,使操作人员可以直观地创建机器人动作序列,设置运动路径、速度、加减速度和姿态等参数。
此外,一些软件还支持基于模拟的程序验证,以确保程序的准确性和安全性。
其次,Epson机械手的程序通常包括了各种运动指令、逻辑控制和传感器反馈等元素。
例如,可以通过编程指定机械手的起始位置、目标位置和中间路径,还可以添加逻辑判断,使机械手根据不同的情况执行不同的动作,同时还可以集成传感器反馈,实现对工件位置、质量等信息的实时监测和响应。
此外,Epson机械手的程序还可以与其他设备进行接口和通讯,实现自动化生产线的协调作业。
通过编写程序,可以实现机械手与输送带、加工设备、检测设备等的联动操作,从而实现整个生产过程的自动化控制和优化。
最后,Epson机械手的程序还需要考虑安全性、稳定性和可维护性等方面。
在编写程序时,需要充分考虑机械手在工作过程中的安全保护措施,避免发生意外伤害。
同时,还需要考虑程序的稳定性和可维护性,确保程序的稳定运行和便于日常维护和升级。
总的来说,Epson机械手的程序编写涉及到多个方面,包括机器人编程软件的使用、运动控制、逻辑控制、传感器接口、设备通讯、安全性和稳定性等。
通过合理的程序设计和编写,可以充分发挥Epson机械手在自动化生产中的作用,提高生产效率和质量。
基于PLC的搬运机械手控制系统设计
基于PLC的搬运机械手控制系统设计搬运机械手是一种自动化设备,广泛应用于工业生产中的物料搬运、装卸、组装等工序。
为了实现搬运机械手的自动化控制,可以采用基于可编程逻辑控制器(PLC)的控制系统。
本文将介绍一个基于PLC的搬运机械手控制系统的设计。
搬运机械手控制系统的主要功能是对机械手的运动进行控制。
基于PLC的控制系统可以实现对机械手的运动、速度和位置等参数进行精确控制,从而提升机械手的工作效率和准确性。
首先,需要确定搬运机械手的运动方式和结构。
常见的机械手运动方式包括直线运动、旋转运动和联动运动等。
根据任务需求,可以选择合适的运动方式和结构。
然后,需要选择合适的PLC设备。
PLC是一种专门用于工业自动化控制的设备,具有高可靠性、灵活性和可扩展性等特点。
根据机械手的规模和工作要求,选择适当的PLC设备。
接下来,需要设计搬运机械手的控制电路。
控制电路是实现机械手运动控制的关键部分,包括传感器、电磁阀、继电器等元件的连接和控制逻辑的设计。
在设计控制逻辑时,可以使用PLC提供的编程软件进行编程。
根据机械手的工作要求和操作流程,编写PLC程序,实现对机械手的自动控制。
此外,还需要设计人机界面(HMI)用于操作和监控机械手的运行状态。
HMI通常使用触摸屏或按钮等输入设备,以及显示屏或指示灯等输出设备。
通过HMI,操作人员可以控制机械手的运动和监控运行状态。
最后,进行系统调试和测试。
在将系统投入使用之前,需要进行调试和测试,确保搬运机械手的运动控制正常,并满足工作要求。
总结起来,基于PLC的搬运机械手控制系统设计包括确定运动方式和结构、选择合适的PLC设备、设计控制电路、编写PLC程序、设计人机界面以及进行系统调试和测试等步骤。
通过PLC控制系统的应用,可以提高机械手的自动化程度,提升生产效率和产品质量。
用组态软件实现机械手仿真监控系统

用组态软件实现机械手仿真监控系统机械手仿真监控系统可以通过组态软件实现,它是一种集机械,电子,信息等技术为一体的现代化自动化系统。
该系统可以实现对机械手的仿真监控和控制,同时能够提升生产效率、降低成本,还可以保障员工的安全,提高企业的竞争力。
本文将详细阐述用组态软件实现机械手仿真监控系统的技术流程、主要应用场景以及优缺点等方面的信息。
一、技术流程1. 设计建模首先需要进行机械手的设计建模,确定机械手的形状和结构,包括机械手的各个部件、工作范围、运动轨迹等。
在设计建模过程中,需要精确掌握每个零件的运动规律和相互作用关系,并对其进行模拟和测试。
2. 组态软件的配置选择适合的组态软件,进行安装配置和网络连接等操作,确保软件能够正常运行,并正常连接到机械手。
3. 参数设置根据机械手的设计要求和实际使用场景,对机械手的各项参数进行设置,包括机械手的工作速度、精度等。
4. 组态在软件中进行组态,包括设备的连接、设备参数的设置、运动规划等。
组态完成后可以对机械手进行仿真测试。
5. 仿真模拟通过组态软件进行仿真模拟,对机械手进行模拟控制,并通过实验验证机械手的正常运行。
6. 系统集成将机械手和监控系统进行集成,通过软件中的控制界面可以实现对机械手的监控和控制。
二、主要应用场景1. 工业生产机械手是自动化生产线中的必要设备,它可以快速准确地完成生产任务,并可以适应不同的工作场合,如装配、搬运、钻孔等。
机械手的自动化生产可以有效提高生产效率和工作质量,同时减少了人力成本。
2. 物流仓储机械手在物流仓储领域广泛应用,它可以帮助仓库快速装卸货物,并可以支持多品种、小批量的仓储管理,提高了物流效率。
3. 医疗卫生机械手在医疗卫生领域也得到了应用,可用于手术机器人、康复治疗等。
机械手可以在手术时减少创口和出血,同时减轻医生的体力工作。
4. 农业领域机械手在农业领域的应用也开始逐渐增加,可以用于智能化农机、农产品分拣等方面。
基于组态王的机械手监控系统设计
基于组态王的机械手监控系统设计[摘要]在本设计中,我将介绍两种方式来实现对机械手系统的控制,并且在本文中将具体介绍关于组态王所能实现的控制方式,以及即时信息的反馈功能。
[关键词]机械手组态王监控系统一、机械手控制要求分析下面通过具体的设计来实现本监控系统的功能,现在,分析机械手控制系统的控制要求。
机械手具有启动、停止、移动、抓、放等功能。
机械手操作人员可以通过启动、停止按钮来控制机械手的启动和停止。
移动和抓、放功能通过步进电机和直流电机来实现。
底盘的旋转则直接由直流电机通过电机的正、反转来实现对其的控制。
抓紧和放松电磁阀的控制当相应的电磁阀动作,则机械手会作出相应的机械动作。
对机械手的操作可以有两种方式:第一种是由现场操作人员通过相应的按钮控制机械手的动作;第二种是根据实际的生产工艺要求,编制出控制程序,按照事先预定的顺序控制机械手的动作。
二、机械手监控系统简介本文将实现对机械手控制系统进行信号采集、系统运行状况时实远程监控等多项功能,整个工程的组态工作包括定义环境的数据变量,动画制作,控制流程的脚本程序的编写,完成上位工控机与底层设备的通讯,信号的输出,安全机制等。
控制流程的编写是对系统运行流程实现有效控制的手段,运行策略本身是系统提供的一个框架,其里面放置有策略条件构件和策略构件组成的“策略行”,通过对运行策略的定义,使系统能够按照设定的顺序和条件操作实时数据库、控制用户窗口的打开、关闭并确定设备构件的工作状态等,从而实现对外部设备工作过程的精确控制,包括编写控制程序,选用各种功能构件,如数据提取、历史曲线、定时器、配方操作、多媒体输出等。
通过工程浏览器,可以很清楚地看到真个系统工程涉及制作的画面,它将画面制作系统设计的图形画面、命令语言、设备管理、变量管理、网络配置、配方管理、系统配置(包括开发系统配置、运行系统配置、报警配置、历史数据记录、网络配置、打印和用户配置等)工程资源进行了集中的管理,在一个窗口进行了树型结构的排列,左边部分是“工程目录显示区”,右边部分为“目录内容显示区”。
毕业设计---机械手自动分拣监控系统仿真
毕业设计说明书题目基于组态软件MCGS的机械手自动分拣监控系统仿真专业机电一体化技术班级姓名学号指导教师二○一○年十二月2011届毕业设计(论文)任务书设计题目: 基于组态软件MCGS的机械手自动分拣监控系统仿真设计条件:要求利用组态软件MCGS仿真满足控制要求的机械手自动分拣监控系统的运行过程。
设计任务:机械手分拣系统主要由三个机械手和一条传送带组成,三个机械手的功能分别是上料,正品捡拾和次品捡拾,在每个机械手旁边都有料盒,上料机械手按照一定要求将待分拣产品放在传送带上,分拣机械手是按照检测结果将产品分类,分别放入各自身旁的料盒中,传送带按一定速度运转,其上安装三个间隔相同的位置传感器,第一个位置传感器旁装有产品质量传感器,用来判断到来的产品是否合格,第二个和第三个位置传感器分别放置在两个分拣机械手附近,当传感器感应到产品到时可发出信号驱动相应的机械手动作。
控制要求如下:1.传送带按间歇方式工作,除在上料和产品捡拾时处于停滞状态,其他时间连续运转。
2.初始时,传送带停止,上料机械手实现上料操作,完成后启动传送带;当产品运行到位置传感器1时,传送带停止,进行产品质量检测,判断是否合格,同时上料机械手再上料,完成后启动传送带。
3.两个产品同时分别到达位置传感器1和位置传感器2,传送带停止,系统判断位置传感器2处的产品是否合格,如合格驱动正品机械手动作,如不合格,正品机械手不动作,等该产品到达位置传感器3时次品机械手动作,位置传感器1处的产品接受质量检测,记录该产品的质量信息,同时上料机械手再进行上料,完成后启动传送带。
毕业设计(论文)内容包括:1)组态监控画面的设计及实时数据库的构建。
2)脚本程序的设计思路及流程图。
3)脚本软件的编程及设计要求的实现。
起止日期:2010年月日- 2010年月日(共周)指导教师:赵建伟审核(教研室主任):批准(系主任):设计评语:指导教师签字:年月日答辩:考核组长:总成绩:摘要MCGS(Monitor and Control Generated System)是一套基于Windows平台的、用于快速构造和生成上位机监控系统的组态软件系统。
机械手PLC控制系统设计与装调

机械手PLC控制系统设计与装调机械手是一种用来代替人工完成重复性、繁琐或危险工作的机械装置。
PLC控制系统是一种可编程逻辑控制器,能够实现自动化控制和监控设备的功能。
机械手PLC控制系统设计与装调是指利用PLC控制系统来控制机械手的运动和动作。
1.系统需求分析:根据机械手的任务和要求,分析系统所需的功能和性能,确定系统的控制策略。
2.硬件设计:根据系统需求,设计PLC控制系统的硬件部分,包括选择适当的PLC、输入输出模块、传感器等设备,并进行布置和连线。
3.软件设计:根据机械手的动作和任务,设计PLC控制系统的软件部分,包括编写PLC程序、设置逻辑关系和时序控制等。
4.程序调试:将编写好的PLC程序烧写到PLC中,并进行调试和测试。
通过观察机械手的运动和动作,检查是否符合系统需求。
5.故障排除:在调试过程中,如果发现机械手运动不正常或出现故障,需要进行故障排除和修复,确保系统正常运行。
6.系统调试:将机械手与PLC控制系统进行连接,并进行整体调试和测试。
通过检查机械手的运动轨迹和动作正确性,验证系统是否满足设计要求。
在机械手PLC控制系统设计与装调过程中1.确保PLC控制系统性能和稳定性:选择适当的硬件设备,确保其性能能够满足系统需求;合理设计PLC程序,避免死循环和死锁等问题;对系统进行充分测试和调试,排除潜在的故障。
2.确保机械手安全和可靠运行:考虑机械手的载荷、速度、加速度等因素,设计合理的控制策略,确保机械手的安全运行;设置传感器和限位开关等装置,监控机械手的位置和状态,及时停止或调整其运动。
3.确保系统兼容性和扩展性:设计PLC控制系统时,考虑到未来可能的扩展需求和变化,留出足够的余地;选择具有通信接口和扩展模块等功能的PLC,方便与其他设备进行联动和协同控制。
4.提高系统的可操作性和可维护性:设计PLC程序时,考虑到操作人员的使用和维护需求,使系统界面友好且易于操作;合理安排PLC程序的模块结构和注释,便于后续维护和修改。
毕业论文MCGS监控PLC控制机械手

毕业论文--MCGS监控PLC控制机械手江西工业工程职业技术学院毕业论文题目MCGS监控PLC控制机械手学生姓名蔡晓春指导教师夏路生院系电子计算机系专业电气自动化级别电气101江西工业工程职业技术学院20 年月日摘要我们生活在一个科学技术飞速发展的社会。
在科技进步的同时,各种不同类型的机械手以其突出的性能越来越多的被人们所应用。
机械手在不同的作业场合,为生产的顺和利快速进行带来了极大的方便。
尤为明显的是在工业及军事领域内,存在着很多不便于人类操纵的环节,如果使用具有远程控制功能的机械手,则可以增加系统的安全性,大大的节约损耗,提高效率。
可见,工业化进程中,在特殊环境中使用机械手已成为一种必然的趋势。
在本设计中介绍了国内外机械手研究现状及PLC的发展趋势,描述了机械手控制系统的工作原理和动作实现过程,还研究了MCGS在机械手控制系统中的应用。
本毕业设计主要设计基于PLC的机械手模型控制系统,利用组态软件MCGS设计了机械手模型控制系统监控界面,提供了较为直观、清晰、准确的机械手运行状态,进而为维修和故障诊断提供了多方面的可能性,提高了系统的工作效率。
关键词:机械手,PLC,MCGS目录第一章绪论 (6)1.1 课题背景 (6)1.2设计目的和意义 (7)1.3 本文主要工作 (8)第2章可编程序逻辑控制器(PLC)和机械手概述92.1 可编程序逻辑控制器(PLC) (9)2.1.1 PLC的结构 (9)2.1.2 PLC的发展历程 (10)2.1.3 PLC的硬件 (12)2.1.4 PLC的主要特点 (14)2.1.5 FX2N系列PLC介绍 (15)2.2 机械手 (17)2.2.1 机械手概述 (17)2.2.2机械手的工作原理 (18)2.2.3机械手的发展趋势 (19)第三章系统设计 (20)3.1 系统方案分析设计 (20)3.1.1控制要求 (20)3.1.2 方案设计 (20)3.2 硬件设计 (22)3.2.1 输入/输出端子地址分配 (22)3.2.2 PLC接线图 (22)3.3 系统程序设计 (23)3.3.1 常用编程方法介绍 (23)3.3.2流程图 (25)3.3.3梯形图 (26)3.4 MCGS组态软件 (29)3.4.1 MCGS 组态软件结构 (30)3.4.3 工程的建立和变量的定义 (35)3.4.4动画连接 (39)3.4.5 调试 (46)第四章系统的调试及设计总结 (47)4.1 系统调试 (47)结论 (48)参考文献 (50)致谢 (51)第一章绪论1.1 课题背景随着计算机技术的飞速发展,PLC(即可编程逻辑编程器的简称)已经进入日常生产、生活的各个方面,PLC的应用在各行各业已成为必不可少的内容。
MCGS在机械手控制中的应用
MCGS在机械手控制中的应用1 MCGS的概述1) MCGS的简介MCGS (Monitor and Control Generated System,通用监控系统)是北京昆仑通态自动化软件科技有限公司研发的一套用于快速构造和生成计算机监控系统的组态软件。
它能够在基于Microsoft的各种32位Windows平台上运行,通过对现场数据的采集处理,以动画显示、报警处理、流程控制和报表输出等多种方式向用户提供解决实际工程问题的方案,在自动化领域有着广泛的应用。
2) MCGS的构成MCGS系统包括组态环境和运行环境两个部分。
组态环境是工具软件,帮助用户设计和构造应用系统;运行环境则按组态环境中构造的组态工程,以用户指定方式运行,并进行各种处理,完成用户组态设计的目标和功能。
由MCGS生成的用户应用系统,其结构由主控窗口、设备窗口、用户窗口、实时数据库和运行策略五个部分组成。
3) MCGS主要特性和功能(1)简单灵活的可视化操作界面;(2)实时性强、良好的并行处理性能;(3)丰富、生动的多媒体画面;(4)开放式结构,广泛的数据获取和强大的数据处理功能。
除此以外,MCGS还提供了一套开放的可扩充接口,用户可根据自己的需要用VB、VC等高级开发语言,编制特定的构件来扩充系统的功能。
MCGS用数据库来管理数据存储,系统可靠性高。
MCGS设立对象元件库,组态工作简单方便,易于实现对工控系统的分布式控制和管理。
4)MCGS的作用MCGS全中文组态软件是真正的32位程序,支持多任务、多线程,提供近百种绘图工具和基本图符。
使用ActiveDLL把设备驱动挂接在系统之中,支持数据采集板、智能模块、智能仪表、PLC、变频器、网络设备,它支持ActiveX控件,包括温控曲线、实时曲线、计划曲线、历史曲线、XY曲线、实时报表、历史报表、单行报表、配方管理、数据库管理、数据库浏览统计、多媒体输出等众多构件。
MCGS全中文组态软件可完整实现ODBC接口,可与SQLServer、Oraver、Oracle、Access等主要数据库相连,可实现各种复杂的报表,并以不同方式增加、删除数据库中的记录,支持CAN、PROFIBUS、HART、LONWORKS等多种现场总线。
基于组态王的机械手监控系统设计

操 作人 员可 以通 过 启动 停 止 按钮来 控 制机 械 手 的 启动和 停止 抓 放功能 通过步进 电机 和直流 电机 来实现
机 通 过电机 的正 反 转来实现 对其 的控制
, 、 。 。
。
作是 在 其 基本 属性页 中 设 置 了 串 口 的 基 本 属性 包 括端 口 号 通讯 波特
、
、
、
、
、
数据词 典中的变量 的是 用 来存 放 外 部设备 传送 进来 的控制 信号 以 及
要 发送到机 械手去的控制信号 这 些变 最 需要 同 外 部设备 进行 数据交 换 故需要 首先进行设备配 置 再建 立 相应的 变量 所 必 需的 中间 变量
, 。 , 。 ,
工 程 资 源进行 了 集中 的管
底盘 的旋转 则直接 由直 流电
率 数据位位数 停止 位位数 数 据 校验 方 式 这些 设 置 要 按 照 设 备的要 求
来设置
。
抓 紧和 放 松 电 磁 阀 的 控制 当相
。
然后 根据西 门子 西 门子
一
一
,
尸
提供的使用手册 在通用 串 口 父 设
一 一
,
应 的 电磁 阀 动作 则 机械手 会作 出相 应 的机械 动 作
“ , ” ,
,
连接 达到数 据交换的 目的 可 以用于 程序的写 入 和调 试以及 上 位机监 视 数据库的肆 立
。
策略行
通 过对 运 行 策略的定 义 使 系统能 够 按照 设定 的顺序和 条件 操
、 、
,
数据库 是 组 态 王 软件的 核心部 分
,
,
建 立 在数 据 库 中的各种 变 量 负 贵
基于PLC的机械手动作监控系统设计
基于PLC的机械手动作监控系统设计基于PLC的机械手动作监控系统设计摘要工业生产随着科学技术的发展而发展,工业生产上机电一体化的应用越来越多,机械设备中的自动控制成分越来越重要。
由于有些工人在工作的时候经常受到高温、低温或有害气体的危害,甚至危及生命。
这些工作不得不用机器代替,因此机械手就诞生了。
机械手是机器人的关键部件,在自动化车间中可以运送物料和工艺的操作。
机械手通过可编程控制器的编程,按照控制要求完成各种规定的动作,可以提高加工精度、提高生产效率、降低成本。
本文根据PLC的工业控制和计算机监控的相关理论,按照工业机械手动作的控制要求,完成了其运动控制的设计以及组态监控系统的设计,对控制系统的各个流程即总体结构、控制流程以及构成系统模块进行了研究。
本次设计采用的可编程控制器为:S7-200系列。
关键词:机械手,PLC,监控Design of manipulator motion control system based on PLCABSTRACTIndustrial production develops with the development of science and technology. As a result, the application of mechanotronics can be found more and more easily in industrial production. Besides, the automatic control components also become increasingly important. It is a fact that some workers are always suffered from the high temperatures, low temperatures and even some harmful gases. These factors may even do great harm to their lives. This kind of work must be done by machines so that the machine hand is produced. The machine hand is the key component of the robot. It can deliver the material and operate the machine during the industrial production. The machine hand is controlled by programmable controller and does the actions according the orders which it has accepted. It can improve the accuracy, increase the productivity and reduce the costs.Based on the theory of industrial control and computer monitoring of the PLC and the control requirements of industrial robot movement, the design and configuration of the monitoring system design of its motion control, process control systems for the individual are completed. The overall structure of the control process and constitute system modules were studied at the same time. The programmable controller which the design uses is: S7-200.KEY WORDS: Manipulator, PLC, Monitor目录前言 (1)第1章绪论 (3)1.1 机械手的概述 (3)1.2 国内外机械手的发展 (3)1.2.1机械手发展 (3)1.2.2机械手的分类 (4)1.3 可编程控制器(PLC) (6)1.3.1可编程逻辑控制器介绍 (6)1.3.2可编程逻辑控制器的发展过程 (6)1.3.3 PLC硬件系统组成 (6)1.3.4 PLC工作原理 (7)1.4 课题研究的意义 (7)第2章系统的硬件设计 (9)2.1控制要求 (9)2.2主电路设计 (9)2.3硬件的选型 (10)2.3.1 PLC的选型 (10)2.3.2限位开关 (12)2.3.3开关按钮 (12)2.3.4电气元件明细表 (12)2.4 I/O分配表及其端子接线图 (13)2.4.1 I/O分配表 (13)2.4.2 PLC的外部接线图 (13)第3章系统软件设计 (14)3.1 工作流程图 (14)3.2 顺序功能图 (14)3.3 梯形图 (17)3.4 编程软件 (21)3.4.1 STEP7—Micro/WIN32简介 (21)3.4.2 STEP7—Micro/WIN32使用 (23)第4章组态 (25)4.1组态的介绍 (25)4.1.1 组态概述 (25)4.1.2 组态发展、功能和特点 (25)4.2组态画面设计 (26)4.2.1组态的画面 (26)4.2.2设备和变量的定义 (30)4.2.3动画连接 (32)4.3组态程序 (33)第5章硬软件调试 (34)5.1程序调试 (34)5.2组态演示 (35)结论 (39)谢辞 (40)参考文献 (41)外文资料翻译 (43)前言机械手动作监控系统是由美国最先开始研究的。
机械手的PLC控制程序
机械手的PLC控制程序摘要本设计利用PLC控制程序调试,能够完成机械手的下降,夹紧,上升,右移,下降,松开,上升,左移等一系列的动作,完全符合现实工业生产的需要,经触摸屏模拟调试效果良好,其连续性运行或手动的操作都符合要求,整个程序符合自动化的生产的要求。
本文配有动作示意图,I/O分配表,I/O连接图,梯形图和触摸屏画面,同时有程序的详细分析。
关键词:机械手;自动化;可编程控制器PLC;触摸屏目录摘要 (1)1. 概述 (4)2. 控制要求 (4)2.1. I/O连接图 (5)2.2. 程序解释 (6)2.3. 完整梯形图如下所示 (11)2.4. 触摸屏画面 (14)3. PLC应注意的问题及解决方法 (15)3.1工作环境 (15)3.1.1 温度 (15)3.1.2 湿度 (15)3.1.3 震动 (15)3.2 空气 (15)3.3安装与布线 (16)3.4 外部安全 (16)3.5 PLC的接地 (16)4.结束语 (16)5.参考文献 (16)1.概述机电一体化在各个领域的应用,机械设备的自动控制成分显来越来越重要,大机械手是一种模仿人体上肢运动的机器,它能按照预定要求输送工种或握持工具进行操作的自动化技术设备,对实现工业生产自动化,推动工业生产的进一步发展起着重要作用。
本设计采用PLC作为控制机对工业机械手进行控制及监控。
它能按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和装卸,从而大大改善工人的劳动条件,显著地提高劳动生产率工业机械手可以代替人手的繁重劳动,显著减轻工人的劳动强度,提高劳动生产率和自动化水平。
2.控制要求如图所示是一台机械手传送工件机械运动状态示意图,其作用是将工件从A点传递到B点。
机械手的初始置位停在原点,按下启动后按钮后,机械手将下降—夹紧工件延时2秒-上升-右移-再下降-放松工件延时2秒-再上升-左移完成一个工作周期。
机械手的下降、上升、右移、左移等动作转换,是由相应的动作开关来控制的,而夹紧和放松的转换是有时间来控制的气动机械手的升降和左右移行作分别由两个具有双线圈的两位电磁阀驱动气缸来完成,其中下降与上升对应电磁阀的线圈分别为YV3与YV1,右行、左行对应电磁阀的线圈分别为YV2与YV4。
机械手组态监控系统

32位加计数器,电池保持
C0~C99,100点 C100~C199,100点 C200~C219,20点 C220~C234,15点
1. 16位加计数器
▪ 16位加计数器的设定值为1-32767。加计数器的工作过程如 图6-2-4所示,X0常开触点接通后,C1被复位,它对应的位 存储单元被置0,其常开触点断开,常闭触点接通,同时其 计数当前值被置为0。X1常开触点提供计数输入信号,当计 数器的复位输入电路断开,X1常开触点闭合(即计数脉冲的 上升沿)时,计数器的当前值加1。在4个计数脉冲之后, C1的当前值与设定值4相等,它对应的位存储单元被置1, C1的常开触点接通,常闭触点断开,当再来计数脉冲时, C1当前值不再发生改变,直到复位电路导通,C1的当前值 被置为0。
基于物理效应(光、电、 声、磁、热)
依据效应分 类
化学传感器 生物传感器
基于化学效应(吸附、 选择性化学分析)
基于生物效应(酶、抗 体、激素等分子识别和选 择功能)
位移传感器、速度传感
按输入量分 器、温度传感器、压力传
系统设计
▪ 一、任务描述 ▪ 运用组态软件模拟监控机械手动作过程。组态软件模拟过程
:按下右转按钮,机械手旋转到右边;按下伸出按钮,机械 手伸出;按下缩回按钮,机械手缩回;按下下降按钮机械手 下降;按下上升按钮,机械手上升;按下加紧按钮,机械手 夹紧;按下松开按钮,机械手松开;当机械手旋转到左侧时 ,所实现的功能与其在右侧功能相同。通过此任务来学习 MCGS组态软件命令语言编写脚本程序,实现机械手画面动 画效果,培养学生命令语言语言编程能力。
▪ 传感器的种类繁多,功能各异。由于同一被测量物 体可用不同转换原理实现探测,利用同一种物理法 则、化学反应或生物效应可设计制作出检测不同被 测量物体的传感器,而功能大同小异的同一类传感 器可用于不同的技术领域,因此传感器有不同的分 类法。具体分类见表6-2-3。
基于S7-300的机械手臂自动控制系统说明书

摘要随着自动化生产程度的提高,PLC 在生产控制系统中的应用也越来越广泛。
本设计是基于西门子公司S7-300可编程控制器,设计了机械手臂PLC控制的自动控制系统。
该工艺过程主要是完成对电机的控制。
系统主要由变频器、转台电机、液压泵电机、采样头电机、输送机、破碎机、缩分机、收集器以及控制系统组成。
通过对系统主电路、控制电路设计,给出了机械手臂自动控制系统完整的硬件接线图和流程图。
根据机械手臂的生产工艺要求,设计并使用STEP 7编制了一套适用于该生产工艺的梯形图。
利用Simens公司的Wincc完成了机械手臂的监控界面。
本设计过程中涉及较多的开关量输入输出点,故选用配置灵活的模块式结构PLC 以提高系统的可靠性与处理效率。
关键词: S7-300;机械手臂;自动控制AbstractWith the improvement of automatic production, the PLC application in production control system is also more and more broad. This design based on the Siemens S7-300 programmable controller, PLC controlled robotic arm designed automatic control system. The key is to complete the process of motor control. System mainly consists of inverter, turntable motor, hydraulic pump motor, the sampling hea d and the motor, conveyor, crusher, reduced extension, the collector and the control system.Through the design of system main circuit and control circuit, gives the complete hardware of the control system wiring diagrams and flow charts.According to the mechanical arm's technique of production's request, Design and use STEP 7 for the preparation of a ladder in the production process. Wincc by Simens company completed a mechanical arm monitoring interface.This design involves more switches quantity input output spot, the simulation quantity input output spot, therefore selects input output disposition nimble module type structure PLC to enhance the system the reliability and the processing efficiency.Key Words:S7-300;Mechanical arm;Automatic control目录第一章绪论 (1)1.1设计背景 (1)1.2设计目的 (1)1.3国内外研究现状和趋势 (2)1.4设计原则 (3)第二章系统方案设计 (4)2.1设计依据 (4)2.2各部分功能分述 (5)2.2.1 采样过程 (5)2.2.2 制样过程 (5)2.3控制方案的比较、论证和确定 (5)2.3.1 方案的比较 (5)2.3.2 方案论证及确定 (8)2.4系统结构图 (9)第三章系统硬件设计 (10)3.1设计依据 (10)3.2硬件设计 (10)3.3电动机选型 (14)3.4变频器设计 (15)3.4.1 概述 (15)3.4.2 变频器分类 (15)3.4.3 变频器的组成、工作原理及控制方式 (15)3.4.4 变频器选择 (18)3.5硬件地址配置 (20)3.6控制系统模块选择 (22)3.6.1 设计依据 (22)3.6.2 S7-300系列PLC组成 (23)3.6.3 S7-300PLC特点 (24)3.6.4 模块选择 (24)第四章控制系统软件设计 (32)4.1软件设计分析 (32)4.2系统流程图 (32)4.3STEP7编程过程 (37)4.3.1 建立工程 (37)4.3.2 硬件配置 (37)4.3.3 STEP 7编程 (38)第五章组态画面设计 (40)5.1组态软件概述 (40)5.2WINCC的介绍 (40)5.3画面组态 (40)5.3.1 建立主界面 (40)5.3.2 建立手动控制界面 (41)5.3.3 动作过程 (42)第六章 S7-300与WINCC通讯 (43)总结 (46)参考文献 (47)英文翻译原文 (48)英文翻译译文 (60)致谢 (69)附录 (70)第一章绪论1.1 设计背景机械手是在自动化生产过程中使用的一种具有抓取和移动工件功能的自动化装置,它是在机械化、自动化生产过程中发展起来的一种新型装置。
机械手的PLC控制系统
机械手的PLC控制系统引言机械手是一种能够模拟人类手部运动的自动化设备,它可以在工业生产线上执行各种复杂的工作任务。
机械手的运动需要通过PLC (Programmable Logic Controller,可编程逻辑控制器)控制系统来实现。
本文将介绍机械手的PLC控制系统的工作原理和应用。
机械手的基本构成及工作原理机械手主要由机械结构、执行器、传感器和控制系统组成。
机械结构用于支撑和使机械手运动,执行器用于驱动机械手的各个关节进行运动,传感器用于感知环境和检测目标物体,控制系统用于控制机械手的运动。
机械手的工作原理是通过控制系统发送指令,驱动执行器进行相应的运动,从而实现机械手的各个关节的协调运动。
机械手的运动可以基于预先编写的程序,也可以通过传感器感知环境进行实时调整。
PLC控制系统的基本原理PLC控制系统是一种专门用于工业自动化控制的电子系统,它由中央处理器(CPU)、输入/输出模块(I/O module)、存储器和通信接口组成。
PLC控制系统的基本原理是根据预先编写的程序,根据输入信号的变化状态进行逻辑运算,并控制输出信号的状态。
PLC控制系统的工作流程如下:1.读取输入信号:PLC控制系统通过输入模块读取传感器信号或其他外部信号。
2.执行程序逻辑:通过中央处理器(CPU)执行预先编写的程序逻辑,进行逻辑运算、计算和判断。
3.更新输出信号:根据程序逻辑和计算结果,控制输出模块输出相应的信号。
4.控制执行器:输出信号通过执行器控制机械手的运动,实现所需的操作。
5.监控和反馈:通过输入模块实时监控机械手的状态和环境,并提供反馈信号给PLC控制系统进行判断和调整。
机械手的PLC控制系统的应用机械手的PLC控制系统在工业生产中有广泛应用,主要包括以下几个方面:自动装配线机械手的PLC控制系统可以用于自动装配线上的零部件组装和产品装配。
通过预先编写的程序,结合传感器的反馈信号,机械手可以准确地获取零部件并将其组装在正确的位置,提高生产效率和产品质量。
基于MCGS的机械手控制系统

基于MCGS的机械手控制系统简介机械手是一种基于机械和电子技术的自动化机器人系统,用于进行重复性或危险性较高的工业生产任务。
机械手的控制系统是机械手能够完成任务的关键,它负责控制机械手的运动、力量和姿态等。
本文将介绍一种基于MCGS的机械手控制系统,该系统具有高效稳定的特点,并能够满足各种工业生产任务的需求。
MCGS简介MCGS(Man Machine Graphical System)是一种基于人机界面的可编程控制系统,广泛应用于工业自动化领域。
它采用图形化编程方式,使得操作简便、界面友好,并且具有高效稳定的特点,适合用于机械手控制系统的开发。
MCGS不仅支持常见的机械手控制任务,还能够扩展到更复杂的应用场景,比如视觉识别和路径规划等。
基于MCGS的机械手控制系统主要由以下几个部分组成:1. 机械手机械手是整个系统的执行部分,它通过电机、传感器和执行器等组件实现对物体的抓取、搬运和放置等动作。
机械手的控制由控制系统发送的指令进行驱动,从而实现精确的动作控制。
2. 控制器控制器是系统的核心部分,它负责接收用户输入的指令,并将其转换为机械手能够理解的信号。
控制器采用MCGS图形化编程方式,通过编写程序块实现对机械手的各种控制操作,比如运动、速度和力量等。
控制器还可以配置与机械手相关的参数和设置,以满足不同任务的需求。
人机界面是用户与机械手控制系统进行交互的窗口,它提供了图形化的操作界面和功能按钮,使用户能够方便地控制机械手。
人机界面还可以显示机械手的状态信息和操作日志,方便用户进行监控和故障排除。
4. 通信模块通信模块负责控制器与机械手之间的数据交换,它能够实现信号的传递和接收,并保证数据的准确性和实时性。
通信模块可以采用以太网、串口或无线通信等方式,根据实际应用需求来选择。
系统特点基于MCGS的机械手控制系统具有以下几个特点:1. 图形化编程MCGS采用图形化编程方式,使得机械手的控制操作简单便捷。
机械手PLC控制系统设计
机械手PLC控制系统设计一、本文概述随着工业自动化程度的不断提高,机械手在生产线上的应用越来越广泛。
作为一种重要的自动化设备,机械手的控制精度和稳定性对于提高生产效率和产品质量具有至关重要的作用。
因此,设计一套高效、稳定、可靠的机械手PLC控制系统显得尤为重要。
本文将详细介绍机械手PLC控制系统的设计过程,包括控制系统的硬件设计、软件设计以及调试与优化等方面,旨在为相关领域的工程师和技术人员提供有益的参考和借鉴。
本文首先将对机械手PLC控制系统的基本构成和工作原理进行概述,包括PLC的基本功能、选型原则以及与机械手的接口方式等。
接着,将详细介绍控制系统的硬件设计,包括PLC的选型、输入输出模块的选择、电源模块的设计等。
在软件设计方面,本文将介绍PLC 编程语言的选择、程序结构的设计、控制算法的实现等关键内容。
本文将介绍控制系统的调试与优化方法,包括PLC程序的调试、机械手的运动调试、控制参数的优化等。
通过本文的介绍,读者可以全面了解机械手PLC控制系统的设计过程,掌握控制系统的硬件和软件设计方法,以及调试与优化的技巧。
本文还将提供一些实用的设计经验和注意事项,帮助工程师和技术人员在实际应用中更好地解决问题,提高控制系统的性能和稳定性。
二、机械手基础知识机械手,也称为工业机器人或自动化手臂,是一种能够模拟人类手臂动作,进行抓取、搬运、操作等作业的自动化装置。
在现代工业生产中,机械手被广泛应用于各种环境和使用场景,以实现生产线的自动化、提高生产效率、降低人力成本以及保障操作安全。
机械手的构成主要包括执行机构、驱动系统、控制系统和位置检测装置等部分。
执行机构是机械手的动作执行部分,通过模拟人类手臂的旋转、屈伸、抓放等动作,实现物体的抓取和搬运。
驱动系统为执行机构提供动力,常见的驱动方式有电动、气动和液压驱动等。
控制系统是机械手的“大脑”,负责接收外部指令,控制驱动系统使执行机构完成预定动作。
位置检测装置则负责检测执行机构的精确位置,为控制系统提供反馈信号,以确保机械手的作业精度。
PLC控制机械手程序
PLC控制机械手程序一、概述PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的计算机控制系统,它通过编程来控制机械设备的运行。
机械手是一种用于自动化生产的机械装置,它能够模拟人手的动作,完成物料的搬运和组装等工作。
本文将介绍如何编写PLC控制机械手程序,以实现自动化生产过程中的物料搬运任务。
二、程序编写步骤1. 确定任务需求在编写PLC控制机械手程序之前,首先需要明确任务的具体需求。
例如,需要将物料从一个位置搬运到另一个位置,或者需要对物料进行组装等操作。
明确任务需求有助于确定程序的逻辑和功能。
2. 设计程序框图根据任务需求,设计程序的框图。
程序框图是一种图形化的表示方法,用于描述程序的执行流程和逻辑关系。
可以使用专业的PLC编程软件进行设计,或者手绘程序框图。
3. 编写程序代码根据程序框图,编写程序代码。
PLC的编程语言通常是基于 ladder diagram(梯形图)的,它使用类似于电路图的图形符号表示程序的逻辑关系。
根据任务需求,使用适当的逻辑运算、计时器、计数器等功能块来编写程序代码。
4. 调试程序编写完程序代码后,需要对程序进行调试。
可以使用PLC的仿真软件进行调试,模拟机械手的运行过程,检查程序的逻辑是否正确,是否能够实现预期的功能。
5. 上机械手进行实际测试经过程序调试后,将程序下载到PLC控制器中,然后连接机械手进行实际测试。
在测试过程中,需要对机械手的运行轨迹、速度、力度等进行监控和调整,确保机械手能够准确地完成任务。
三、示例程序下面是一个简单的示例程序,用于将物料从起始位置搬运到目标位置。
1. 定义输入输出变量输入变量:- 按钮1:启动按钮- 传感器1:起始位置传感器- 传感器2:目标位置传感器输出变量:- 电磁阀1:机械手抓取气缸控制- 电磁阀2:机械手放置气缸控制2. 编写程序代码根据任务需求和输入输出变量的定义,编写程序代码如下:```Network 1: Main// 定义变量VarStartButton: BOOL; // 启动按钮StartSensor: BOOL; // 起始位置传感器TargetSensor: BOOL; // 目标位置传感器GrabCylinder: BOOL; // 机械手抓取气缸控制 PlaceCylinder: BOOL; // 机械手放置气缸控制 End_Var// 程序逻辑Network 1.1: Start// 按钮1按下时,启动机械手StartButton := I:1/0;StartSensor := I:2/0;TargetSensor := I:3/0;If StartButton ThenGrabCylinder := True; // 启动机械手抓取气缸 End_IfEnd_NetworkNetwork 1.2: Move// 当机械手抓取到物料后,移动到目标位置If StartSensor And GrabCylinder ThenGrabCylinder := False; // 停止机械手抓取气缸PlaceCylinder := True; // 启动机械手放置气缸End_IfEnd_NetworkNetwork 1.3: Finish// 当机械手到达目标位置后,任务完成If TargetSensor And PlaceCylinder ThenPlaceCylinder := False; // 停止机械手放置气缸End_IfEnd_NetworkEnd_Network```四、总结通过以上步骤,我们可以编写出一个简单的PLC控制机械手程序。
用MCGS实现机械手监控系统
用MCGS实现机械手监控系统1.1机械手监控系统的方案设计1.1.1机械手监控系统的控制要求机械手(Mechanical Hand)能模仿人手和手臂的某些动作功能,用以抓取、搬运物品或操作工具,被广泛应用于机械制造、冶金、电子、轻工和核工业等部门。
机械手的控制要求:按下启动停止按钮SB1后,机械手下移至工件处→夹紧工件→携工件上升→右移至下一个工位上方→下移至指定位置→放下工件→上移→左移,回到原始位置,此过程反复循环执行。
机械手运动过程中,松开启动停止按钮SB1,机械手停在当前位置,再次按下启动停止按钮,机械手继续运行。
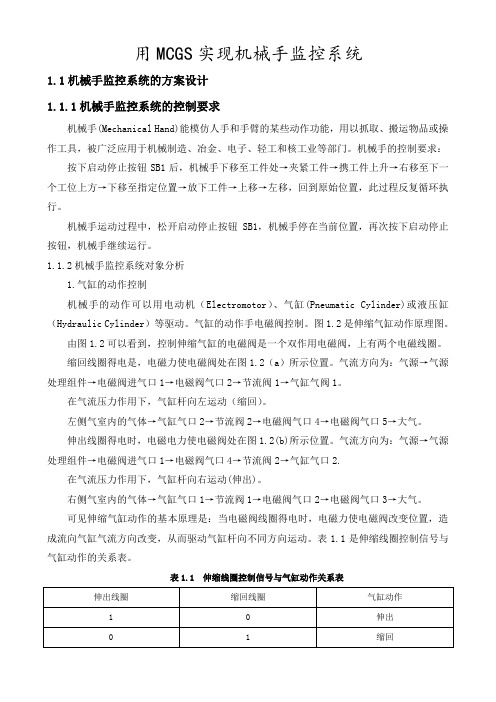
1.1.2机械手监控系统对象分析1.气缸的动作控制机械手的动作可以用电动机(Electromotor)、气缸(Pneumatic Cylinder)或液压缸(Hydraulic Cylinder)等驱动。
气缸的动作手电磁阀控制。
图1.2是伸缩气缸动作原理图。
由图1.2可以看到,控制伸缩气缸的电磁阀是一个双作用电磁阀,上有两个电磁线圈。
缩回线圈得电是,电磁力使电磁阀处在图1.2(a)所示位置。
气流方向为:气源→气源处理组件→电磁阀进气口1→电磁阀气口2→节流阀1→气缸气阀1。
在气流压力作用下,气缸杆向左运动(缩回)。
左侧气室内的气体→气缸气口2→节流阀2→电磁阀气口4→电磁阀气口5→大气。
伸出线圈得电时,电磁电力使电磁阀处在图1.2(b)所示位置。
气流方向为:气源→气源处理组件→电磁阀进气口1→电磁阀气口4→节流阀2→气缸气口2.在气流压力作用下,气缸杆向右运动(伸出)。
右侧气室内的气体→气缸气口1→节流阀1→电磁阀气口2→电磁阀气口3→大气。
可见伸缩气缸动作的基本原理是:当电磁阀线圈得电时,电磁力使电磁阀改变位置,造成流向气缸气流方向改变,从而驱动气缸杆向不同方向运动。
表1.1是伸缩线圈控制信号与气缸动作的关系表。
表1.1 伸缩线圈控制信号与气缸动作关系表图1.2所示使用的电磁阀有两个位置、5个通气口、2个线圈,被称为2位5通道双电控阀。
基于组态王的机械手监控系统设计
基于组态王的机械手监控系统设计机械手监控系统是一种可以远程控制和监控机械手运行状态和操作的系统。
基于组态王开发的机械手监控系统可以通过可视化界面实时监控机械手的状态、控制机械手的动作和参数设置,提高机械手的操作效率和安全性。
首先,机械手监控系统需要具备实时监控机械手的功能。
通过连接机械手的传感器和执行器,可以实时获取机械手的位置、速度、力度等状态信息。
这些信息可以通过组态王进行可视化展示,如在界面上显示机械手当前的位置和姿态信息,实时监控机械手的运行状态。
同时,系统还可以设置机械手的报警功能,当机械手出现异常运行或超出设定的安全范围时,系统可以及时发送警报信息给操作人员,以确保操作的安全性。
其次,机械手监控系统需要具备远程控制机械手的功能。
通过组态王提供的控制接口,可以通过图形化界面实现对机械手的远程控制。
操作人员可以通过界面上的按钮、输入框等控件来控制机械手的运动,如设定目标位置、设定运动速度、设定抓取力度等。
同时,系统还可以记录操作人员的远程控制操作信息,便于追踪和分析问题。
再次,机械手监控系统需要具备参数设置和优化功能。
操作人员可以通过界面上的参数设置界面来调整机械手的运动参数,如速度、力度、加速度等。
系统可以根据机械手的实时状态信息和任务需求,自动优化机械手的运动参数,以提高运动效率和减小机械手对周围环境的影响。
最后,机械手监控系统应具备数据存储和分析功能。
系统可以将机械手的状态信息、操作记录和报警信息等进行存储和管理,以便后续分析和决策。
操作人员可以通过系统的数据分析功能,对机械手的运行情况进行统计和分析,发现问题和优化改进的方向。
总结起来,基于组态王的机械手监控系统设计需要具备实时监控、远程控制、参数设置和优化以及数据存储和分析等功能。
这些功能可以帮助操作人员实现对机械手的远程监控和控制,提高工作效率和安全性,同时也为机器人的优化改进提供了数据支持。