工艺流程表
工艺流程时间统计表(1)

机型:P16户外箱体 序号 作业名称 单元时间 动作描述 序号 1 做5V电源 8S 拿线→量尺寸→剪断→计 18 线 数放好 2 做模组与 8S 拿线→量尺寸→剪断→计 模组的线 数放好 19 3 做220V 25S 拿线→量尺寸→剪断→计 电源线 数放好 4 电源线打 60S 拿线→装端子→打端子→ 20 端子 点数(2X) 5 电源线 20S 拿线→放剥线机里→按开 剥线 关→点数放好(2X) 6 剪排线 5S 拿线→量尺寸→剪断→计 21 数放好 7 装排线头 8S 拿排线公头→拿排线母头 轻压放好 8 压排线 20S 拿排线头→装排线→检查 正反→压排线→装保护架 计数放好 22 9 电源线焊 30S 拿量好、剥好的线→认清 航空头 正、负、地线→焊锡→计 数放好 10 做网线 80S 拿线→量尺寸→剥线→套 航空头 热缩管→焊锡计数 23 11 做网线 30S 拿线→量尺寸→剥线→认 水晶头 清颜色→压水晶头 24 12 抬箱体 10S 撕保护膜→抬上操作台→ 拆下箱体门→检查箱体 13 装模组 8S 垫真空棉→放好模组→拿 25 防水圈 防水圈→安装防水圈 14 大致 8S 拿装好防水圈的模组→认 固定模组 清方向→把模组由下至上 开始安装→检查模组上下 26 左右与箱体的一致性→用 螺丝刀固定模组至少两颗 螺钉 27 15 固定模组 4S 调整好风批力度→拿螺丝 (1X) 多准螺丝孔打螺丝 16 打箱体 5S 调好弯批力度→拿螺丝→ 边角螺丝 (1X) 对准螺丝孔位→打螺丝→ 检查是否打紧、漏打 28 17 把打好的 15S 垫真空棉→2至3人抬起箱 箱体放好 体→放在已检查过的真空 待装线 棉上→要确认箱体不倒 统计员:王剑 作业名称 单元时间 动作描述 固定电源 20S 拿电源座→拿电源→对齐 孔→调好电批力度→把电 源固定到电源座上 固定电源 20S 拿固定好的电源→检查安 至箱体门 装方向→调好电批力度→ 对齐安装孔→打螺丝 固定电源 120S 拿线→松电源接线柱螺丝 线至电源 认清5V、220V电源线的极 性→把电源线插进接线柱 用螺丝刀扭紧→检查极性 装风扇 35S 拿风扇→拿风扇保护壳→ 在箱体门上放好→对齐螺 丝孔→检查方向→固定风 扇螺丝→接好风扇电源线 →检查是否装牢,电源线 极性是否正确 接模组之 22S 松模组电源螺丝→拿电源 间电源线 线→认清极性→把端子插 进接线柱→用螺丝刀扭紧 电源螺丝→检查电源线连 接是否正确螺丝是否牢固 连接排线 5S 拿排线→对齐排针→压排 线头→检查有无插错漏插 装接收卡 10S 拿接收卡→拿接收卡座→ 认清方向→用力压进卡座 检查是否插好 装箱体门 30S 认清箱体左右门→先把门 下角插入门柱→把门上角 活动门栓压下对齐门栓孔 松开门栓→检查是否插好 固定接收 25S 拿装好的接收卡→拿接收 卡与卡座 卡座→对齐螺丝孔→用螺 铁片 丝刀扭紧 连接箱体 30S 松开模组接线柱螺丝→把 与箱体门 电源线整理好→按工程图 上电源线 纸认清电源线→认清电源 极性→用螺丝刀扭紧→检 查有无错接、接反、漏接 安装接收 25S 拿装好打好铁片的接收卡 卡至箱体 将装铁片与箱体连接处对 齐→用螺丝刀扭紧→连接 卡与电源的电源线→检查
工艺流程表
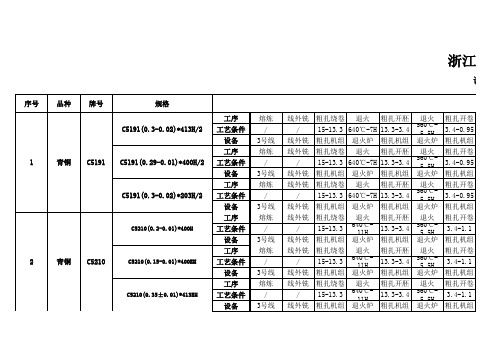
成品酸洗 成品剪切 0.29 成品酸洗
精轧黄铜成品扎制
1.3-0.53 480℃-5H
精轧黄铜开卷
0.53-0.29
精轧黄铜开卷
0.29 大纵剪 拉弯矫 0.29 拉弯矫 0.29 大纵剪
粗扎锡黄铜开卷
胚酸洗 精轧机组
胚酸洗 精轧机组
成品酸洗 成品剪切 0.29 成品酸洗 0.29 大纵剪
1.7-0.85 450℃-5H 精轧机组
粗扎锡黄铜开卷
0.85-0.393
0.393-0.15
精轧机组
粗扎锡黄铜开卷
精轧
精轧锡黄铜成品扎制
粗扎开胚 酸洗剪边 粗扎机组 退火 480℃-5H 退火炉 退火 480℃-5H 退火炉 退火 480℃-5H 退火炉
480℃-5H 4.5-1.7
1.7-0.85 450℃-5H 精轧机组 胚酸洗 / 胚酸洗 胚酸洗 / 胚酸洗 胚酸洗 / 胚酸洗
退火 退火炉 退火 退火炉 退火 退火炉 退火 退火炉 退火 退火炉 退火 退火炉
粗扎开胚 粗扎机组 粗扎开胚 粗扎机组 粗扎开胚 粗扎机组 粗扎开胚 粗扎机组 粗扎开胚 粗扎机组 粗扎开胚 粗扎机组
退火 退火炉 退火 退火炉 退火 退火炉 退火 退火炉 退火 退火炉 退火 退火炉
粗扎开卷 粗扎机组 粗扎开卷 粗扎机组 粗扎开卷 粗扎机组 粗扎开卷 粗扎机组 粗扎开卷 粗扎机组 粗扎开卷 粗扎机组
精轧机组
精轧青铜开卷
胚酸洗 精轧.95-0.358
0.358-0.29
精轧机组
精轧青铜开卷
胚酸洗 精轧机组
精轧青铜成品扎制
成品酸洗 成品剪切
0.95-0.358
0.358-0.29
工艺流程模板
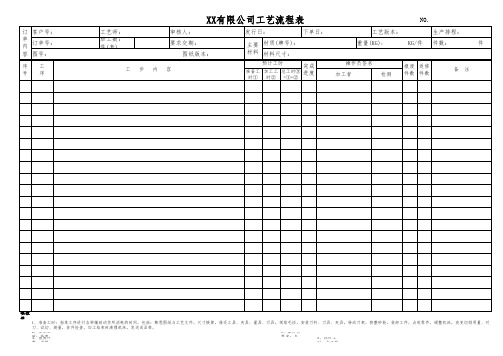
填报说明:
1、准备工时:指某工序进行各种辅助动作所消耗的时间。
包括:熟悉图纸与工艺文件,尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,装卸工件,点收零件,调整机床,改变切削用量、对
刀、试切、测量,首件检查,加工结束时清理机床,发送成品等。
2、加工工时:指直接改变工件尺寸、形状和表面所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
3、操作员签名:各工序加工者加工完成时进行签名,并由负责该工序检验的检验员签名确认。
4、报废件数、返修件数:各工序加工完成并经检测后,由检验人员开具报废单与返修单,并将报废和返修数量填写在此表中。
5、预计工时:由工艺师根据工件加工工序和难易程度进行测算并填写。
茶干制作工艺流程

步骤
描述
时间/温度要求
工具/设备
采摘
选择适当的时节和天气条件采摘新鲜的茶叶。
采茶篮、剪刀
晾凉
将采摘下来的茶叶放置在通风干燥的地方晾凉。
24小时以上
晾晒架、通风设备
杀青
在高温下迅速处理茶叶,停止其发酵过程。
180°C,3-5分钟
杀青机、锅炉
揉捻
对茶叶进行揉捻,使其形成条状或球状。
揉捻机、手工揉捻
发酵
将揉捻后的茶叶进行发酵,提升其香味。
室温,8-24小时
发酵室、发酵篮
干燥
将发酵后的茶叶放置在通风干燥的环境中干燥。
50-60°C,12-24小时
干燥机、晾晒架
筛选分级
对干燥后的茶叶进行筛选和分级。
筛子、分级机、手工分级
包装
将分级好的茶叶进行包装,准备上市销售。
包装机、Байду номын сангаас装材料
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
防水施工工艺流程做法表
防水施工工艺流程做法表一、下沉式卫生间:地面1、现浇混凝土板原浆收光预埋侧排地漏,从四周向侧排地漏找2%的坡度;2、最薄处2厚高分子防水涂料管道周边300范围加厚20,门口涂出200二、下沉式卫生间:墙面1、6厚1:2.5水泥砂浆,分层抹平,8厚1:3水泥砂浆打底砖墙面加界面剂2、1.5厚高分子防水涂料防水上反至顶板底备注:1.地面:附加层施工:地面的地漏、管根、出水口根部边沿,阴、阳角等部位,应在大面积涂刷前,两侧各压交界缝200mm,再涂刷防水材料;三、厨房降板50mm、卫生间:地面1、现浇混凝土板原浆收光预埋侧排地漏,从四周向地漏找1%的坡度2、双组份2厚聚氨酯防水涂料聚四、厨房降板50mm、卫生间:墙面1、6厚1:2.5水泥砂浆,分层抹平,8厚1:3水泥砂浆打底砖墙面加界面剂2、1.5厚高分子防水涂料聚卫生间上反至顶板底厨房上反300备注:1.地面:附加层施工:地面的地漏、管根、出水口根部边沿,阴、阳角等部位,应在大面积涂刷前,两侧各压交界缝200mm,再涂刷防水材料;五、阳台:地面1、1:2.5水泥砂浆1%找坡层,最薄20厚抹平2、双组份2厚聚氨酯防水涂料,遇墙翻起高度不小于300备注:阳台墙面均采用外墙涂料六、保温上人屋面住宅上人平屋面露台下方封闭房间1、最薄处30厚LC5.0轻集料混凝土2%找坡层2、25厚挤塑聚苯板保温隔热层3、20厚1:3水泥砂浆找平层,刷处理剂一遍4、1.2厚三元乙丙橡胶卷材5、内配双向Φ6150钢筋6、40厚C20细石非泵送商品防水混凝土捣实压光,每6m设分隔缝,缝内填高分子密封膏;7、300300防滑地砖,干水泥擦缝,20厚1:3干硬性水泥砂浆结合层,表面撒水泥粉;七、保温防水不上人屋面住宅不上人平屋面管井盖板楼梯间屋面1、最薄处30厚LC5.0轻集料混凝土2%找坡层;2、25厚挤塑聚苯板保温隔热层邻近女儿墙或檐口500宽采用燃烧性能为A级的酚醛复合板;3、20厚1:3水泥砂浆找平层,刷处理剂一遍;4、1.2厚三元乙丙橡胶卷材+1.2厚三元乙丙橡胶卷材;5、25厚1:2水泥砂浆保护层;八、不保温防水上人屋面外挑露台1、最薄处30厚LC5.0轻集料混凝土2%找坡层;2、20厚1:3水泥砂浆找平层,刷处理剂一遍;3、1.2厚三元乙丙橡胶卷材+1.2厚三元乙丙橡胶卷材;4、40厚C20细石防水混凝土捣实压光,内配双向Φ6150钢筋,每6M设分格缝,缝内填高分子密封膏;5、300300防滑地砖,干水泥擦缝;20厚1:3干硬性水泥砂浆结合层,表面撒水泥粉;;九、保温防水瓦屋面住宅斜屋面1、25厚挤塑聚苯板保温隔热层邻近女儿墙或檐口500宽采用燃烧性能为A级的酚醛复合板;2、1.5厚三元乙丙橡胶卷材;3、20厚1:3水泥砂浆,满铺钢丝网,用18号镀锌钢丝绑扎,并与屋面板预埋Φ10钢筋头绑牢;4、1:1.4水泥白灰砂浆加水泥重的3%麻刀卧浆,最薄处20;5、西班牙筒瓦防水型;十、不保温防水瓦屋面斜屋面:屋面下为不封闭房间1、15厚1:3水泥砂浆找平层;2、1.5厚三元乙丙橡胶卷材;3、20厚1:3水泥砂浆,满铺钢丝网,用18号镀锌钢丝绑扎,并与屋面板预埋Φ10钢筋头绑牢;4、1:1.4水泥白灰砂浆加水泥重的3%麻刀卧浆,最薄处20;5、西班牙筒瓦防水型;地下室防水部分防水等级为一级备注:地下室设备用房,柴油发电机房等部位防水等级为一级的地方,采用不小于3.0厚自粘聚合物改性沥青防水卷材+1.5厚聚氨酯防水涂料;地下室的防水层应为连续不间断的封闭整体,桩头,桩帽,施工缝,预埋套管处均应采取防水措施;一、侧墙:1、回填粘土,底部最小500宽,并分层夯实;2、50厚聚苯乙烯保护层;3、1.5厚聚氨酯防水涂料;4、现浇钢筋混凝土侧墙抗渗标号详结施;5、面层;二、底板1、素土夯实;2、100~150厚C15砼垫层;3、20厚1:3水泥防水砂浆找平;4、1.5厚聚氨酯防水涂料;5、50厚C20细石砼保护层;6、现浇钢筋混凝土底版抗渗标号详结施;7、面层;三、顶板1、20厚1:3水泥砂浆找平层如混凝土顶板随捣随抹可保证平整,水泥砂浆找平层可取消;2、2.0厚聚氨酯防水涂料;3、找坡层坡度1%;4、20厚1:3水泥砂浆找平层;5、1.2厚聚氯乙烯防水卷材内增强型耐根穿刺防水卷材;6、纤维无纺布0.2厚土壤隔离层;7、60厚C20细石混凝土双向配筋Φ4200,6mX6m伸缩缝;8、排蓄水层采用防水塑料夹层板H10-H25;9、土工布过滤层;10、种植土;施工员岗位职责在建筑与市政工程施工现场,从事施工组织策划、施工技术与管理,以及施工进度、成本、质量和安全控制等工作的专业人员;1、在项目经理的统一领导下,按照工作分工履行职责、执行公司和项目部的有关管理制度,对工程进度、现场安全、施工质量、材料成本承担主要责任;2、服从项目部经理的领导、管理和指挥,负责本专业施工项目劳动力的优化配置、动态管理;协助项目经理做好施工班组的调配、分工、指挥与管理,管理施工现场文明施工,与材料部门随时联系准备施工物资与机具,确保工程项目的进度计划、质量、安全、成本指标的完成;3、负责制定本专业或分管单项工程每月、每周的施工计划、材料计划和劳力需求计划,做到对施工现场的劳动力进行跟踪平衡,进行劳力补充与减员,向进入施工现场作业的班组下达施工任务书,同时协助技术负责人下达技术安全交底;4、负责本专业的工程量、用工数量的申报、核算及清单编制,包括分包的工程量及零用工等;确保数据真实、准确、完整与及时上报;5、负责本专业工程技术核对、质量检查及验收;负责分管专业及分管单项工程的施工进度、工程质量、现场安全和材料使用的管理;6、加强材料管理,事前做好各专业材料计划,事中要建立使用计划,熟悉各专业图纸,确保材料的正常使用,注意合理安排,避免浪费现象发生;充分利用材料,从而降低成本;7、负责施工现场分管业务内机械设备、吊车、电动工具的安全使用、管理与维护,负责现场用电安全、用气安全和施工安全的管理;8、参与项目部的各种质量、安全、进度、成本检查工作,提出有关的工作建议和整改措施,并按照项目部的分工做好落实和执行;1参与施工组织管理策划;2参与制定管理制度;3参与图纸会审、技术核定;4负责施工作业班组的技术交底;5负责组织测量放线、参与技术复核;6参与制定并调整施工进度计划、施工资源需求计划,编制施工作业计划;7参与做好施工现场组织协调工作,合理调配生产资源;落实施工作业计划;8参与现场经济技术签证、成本控制及成本核算;9负责施工平面布置的动态管理;10参与质量、环境与职业健康安全的预控;11负责施工作业的质量、环境与职业健康安全过程控制,参与隐蔽、分项、分部和单位工程的质量验收;12参与质量、环境与职业健康安全问题的调查,提出整改措施并监督落实;13负责编写施工日志、施工记录等相关施工资料;14负责汇总、整理和移交施工资料;质量员岗位职责在建筑与市政工程施工现场,从事施工质量策划、过程控制、检查、监督、验收等工作的专业人员;一、认真贯彻执行国家及省市的质量政策、规程、标准及质量、环境、健康安全体系的规定和要求;二、负责整个公司的质量监督和检查验收工作;三、隐蔽工程必须会同建设单位现场代表监理共同检查、验收并做好记录;对各工种的分部、分项工程应跟班进行质量检查和验收;发现问题及时处理,严格控制工程质量;四、监督检查各班组做好自检、互检、交接检,随时查验施工班组的各项质量检查记录和质量分析记录;五、真实填写质检内业,建立工程质量档案,及时提供施工班组当月的分项工程质量检查资料,作为发放工资和奖金的依据;六、及时收缴、积存各班组的工程质量检查资料,作为竣工验收的依据;七、及时反映施工质量问题,对违章作业有权停工、返工;八、定期组织召开现场质量例会,研究分析所出现质量问题的原因,制定予控及整改措施;1参与进行施工质量策划;2参与制定质量管理制度;3参与材料、设备的采购;4负责核查进场材料、设备的质量保证资料,监督进场材料的抽样复验;5负责监督、跟踪施工试验,负责计量器具的符合性审查;6参与施工图会审和施工方案审查;7参与制定工序质量控制措施;8负责工序质量检查和关键工序、特殊工序的旁站检查,参与交接检验、隐蔽验收、技术复核; 9负责检验批和分项工程的质量验收、评定,参与分部工程和单位工程的质量验收、评定;10参与制定质量通病预防和纠正措施;11负责监督质量缺陷的处理;12参与质量事故的调查、分析和处理;13负责质量检查的记录,编制质量资料;14负责汇总、整理、移交质量资料;安全员岗位职责在建筑与市政工程施工现场,从事施工安全策划、检查、监督等工作的专业人员;1参与制定施工项目安全生产管理计划;2参与建立安全生产责任制度;3参与制定施工现场安全事故应急救援预案;4参与开工前安全条件检查;5参与施工机械、临时用电、消防设施等的安全检查;6负责防护用品和劳保用品的符合性审查;7负责作业人员的安全教育培训和特种作业人员资格审查;协助有关部门做好新工人、特种作业人员、变换工种人员的安全技术、安全法规及安全知识的培训、考核、发证工作;8参与编制危险性较大的分部、分项工程专项施工方案;9参与施工安全技术交底;10负责施工作业安全及消防安全的检查和危险源的识别,对违章作业和安全隐患进行处置;11参与施工现场环境监督管理;12参与组织安全事故应急救援演练,参与组织安全事故救援;13参与安全事故的调查、分析;参加安全事故调查分析会议,并作好相关记录,及时向有关领导报告;15负责安全生产的记录、安全资料的编制;16做好安全生产的安全教育工作,组织好安全生产、文明施工达标活动;主持或参加各种定期安全检查,做好记录,定期上报;17掌握施工进度及生产情况,研究解决施工中的不安全隐患,并提出改进意见和措施;18按照施工组织设计方案中的安全技术措施,督促检查有关人员贯彻执行;19对违反劳动纪律、违反安全条例、违章指挥、冒险作业行为,或遇到严重险情,有权暂停生产;20组织或参与进入施工现场的劳保用品防护设施、器具、机械设备的检验检测及验收工作;21负责汇总、整理、移交安全资料;资料员岗位责任职责1.岗位职责1负责施工单位内部及与建设单位、勘察单位、设计单位、监理单位材料及设备供应单位、分包单位、其他有关部门之间的文件及资料的收发、传达、管理等工作,应进行规范管理,做到及时收发、认真传达、妥善管理、准确无误;2负责所涉及到的工程图纸的收发、登记、传阅、借阅、整理、组卷、保管、移交、归档;3参与施工生产管理,做好各类文件资料的及时收集、核查、登记、传阅、借阅、整理、保管等工作;4负责施工资料的分类、组卷、归档、移交工作;5及时检索和查询、收集、整理、传阅、保存有关工程管理方面的信息;6处理好各种公共关系;2.收集工程资料的原则1及时参与原责;施工单位文件资源的收集、管理工作必需纳入整个工程项目管理的全过程,资料员应该参加有关工程的技术、质量、安全、协调等各方面的会议,并应经常深入施工工程现场,了解施工动态,及时准确地掌握工程施工管理方面全面信息,便于施工资源的及时收集、整理和核对;2保持同步原责;资源的收集工作与工程施工的每一道工序密切相关,必须与工程的施工同步进行,以保证文件资源的准确性和时效性;3认真把关原责;与项目经理、施工技术负责人密切配合,严把文件资源的质量关;无论是对企业内部,还是对相关单位之间往来的文件资源都应认真核查、校对,发现问题,及时纠正;3.文件资料的管理工作1整理分类;施工资源必须及时整理、分类,其分类的方法的很多;1按资料的来源不同;如分为属于建设单位的、勘察单位、设计单位、监理单位的、材料设备供应单位的、施工总包单位的、分包单位的、有关部门的等等;2按资料归档的对象不同分类;如属于建设单位的、施工单位的、城建档案馆的等等;3按资料的专业性质不同分类;如属于建筑结构工程的、建筑装饰装修工程的、建筑给水排水及采暖工程的、通风与空调工程的、建筑电气工程的、建筑智能工程的、电梯工程的等等;4按资料的内容不同分类;如属于施工管理资料的、施工技术资料的、施工物质资料的、施工测量记录的、施工记录的、隐蔽工程检查验收记录的、施工检测资料的、施工质量验收记录的、工程竣工验收资料的等5按资料形成先后顺序分类;对同一类型的资料应其形成时间的先后顺序进行排序;2存放保管;施工单位及项目经理部应配置适当的房间、器具如文件筐、文件夹、文件盒、文件柜等来存放文件资料;并加强管理和增强防范意识,做好“防火、防盗、防露、防虫、防尘”等工作;3严格履行借阅手续;应建立建健全完善的关于文件及资料的收集、分类、整理、保存、传阅、借阅、查阅等制度,严格按照规定的程序办理,避免文件资料的丢失和损坏;在工作中,收文应记录文件名、文件摘要、发放部门、文件编号、收文日期、收文人员应签字;借阅或传阅应注明借阅或传阅的日期,借阅人名,传阅责任人,传阅范围及期限,借阅或传阅人应当签字认可,到期应及时归还;借阅或传阅文件借传出后,应在文件夹的内附目录中做上标记;4及时组卷、保管、移交、归档;整理后的文件应及时组卷,按照合同和有关规定,及时把需要建设单位、施工单位、城建档案馆保存收藏的竣工资料,分别进行移交,完好归档;4.处理好各种公共关系1处理好与项目经理之间责任承包关系;2处理好与技术负责人之间的业务直接领导与被领导关系;3处理好与技术员、施工员、材料员、质量员、安全员、造价员等之间的关系; 4处理好与与项目经理部及公司主管部门之间的局部与整体之间的关系;5处理好与勘察单位、设计单位、之间的业务往来关系;6处理好与监理单位之间的监理与被监理的关系;7处理好与城建档案管理部门之间的监督、指导与被监督、指导的关系;保温上人屋面住宅上人平屋面露台3、20厚1:3水泥砂浆找平层,刷处理剂一遍4、1.2厚三元乙丙橡胶卷材1、最薄处30厚LC5.0轻集料混凝土2%找坡层2、25厚挤塑聚苯板保温隔热层5、内配双向Φ6150钢筋6、40厚C20细石非泵送商品防水混凝土捣实压光,每6m设分隔缝,缝内填高分子密封膏;7、300300防滑地砖,干水泥擦缝,20厚1:3干硬性水泥砂浆结合层,表面撒水泥粉;。
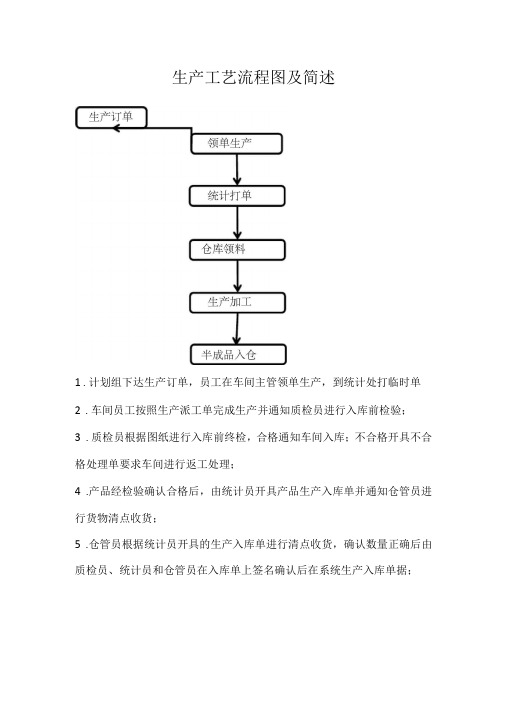
生产工艺流程图及简述
生产工艺流程图及简述
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日。
工艺流程表

工艺流程表工艺流程表是一种能够清晰地展示整个生产过程的工具。
它包含了每个步骤的详细说明,从原材料到最终成品的生产过程。
下面是一个700字的工艺流程表范例:工艺流程表产品名称:手机壳产品编码:SC001制定日期:2022年9月1日序号步骤细节描述1 材料准备 - 采购合适的原材料:ABS塑料、染料、填充料、添加剂- 对原材料进行质量检测2 原料处理 - 将ABS塑料加入注塑机中进行熔融- 在加热的过程中加入染料和添加剂- 在注塑机中加入添加剂进行充填- 控制注塑机的温度和压力3 成型 - 选择合适的模具,将熔融的塑料注入模具中- 关闭模具并施加足够的压力- 等待一定时间,使塑料冷却和硬化4 塑料去除 - 打开模具,将成型好的塑料从模具中取出- 去除多余的塑料和擦拭表面5 加工 - 利用CNC机床对手机壳进行表面加工- 控制机床的速度和刀具的深度6 研磨 - 使用磨床对加工好的手机壳进行研磨- 选择合适的研磨头和砂纸进行研磨7 清洁 - 用清洁液清洗手机壳,去除灰尘和残留物- 使用干净的布擦拭干燥8 检验 - 对成品进行质量检验- 检查壳体的外观、尺寸和颜色是否符合要求9 包装 - 将合格的手机壳放入适当的包装盒中- 在包装上标注产品的名称、数量和编码- 安全粘贴包装盒,以确保产品不被损坏10 储存 - 将包装好的手机壳放入仓库进行储存- 控制仓库的温度和湿度,保证产品的质量11 出货 - 根据订单要求,将手机壳发货给客户- 在发货清单上记录发货的数量和日期- 物流部门负责安排货物的运输和交付以上是手机壳的生产过程的工艺流程表。
通过清晰地列出每个步骤和细节描述,能够有效地指导生产人员进行操作,保证产品的质量和生产效率。
同时,工艺流程表也为企业的管理和追溯提供了便利,有助于提高整体生产效能。
工艺流程表

工艺流程提出流程技术部 / 公司是否通No重新提一个Yes试验考据No更正流程是否通Yes流程拟定流程评审流程发放流程履行监新流程使用信息资料整理存档工艺流程表责任部门流程名称( 人)依照及说明记录表单《流程方依照研发目的或生产目的,以及客户反案》映的问题等,技术部提出新的工艺流程,《采购技术部经技术部 / 公司内评审,谈论经过,初步单》提出流程设备部提出工艺流程方案,方案中所需器械,《呈报采买部设备部,采买部应踊跃配合,完成工艺流程试验前的准备工作。
( 注:单》流程方案须技术部负责人审查,赞同 )《评审报告》生产部须供给试验条件和地点,安排好试验时间和人员,对提出的工艺流程,进行实验考据,试验操作时,生产部、设备部踊跃配合,及时解决操作中技术部出现的问题或故障。
试验考据生产部生产部或相关技术员依照供给的工设备部艺流程,进行试验,试验时要严格履行所供给的试验方法和步骤,及时,正确的记录相关试验现象和数据,在实验过程中若出现异常现象或不吻合实验目的的现象,须及时报告给技术部负责人,《流程方案》若需对试验方法也许数据要进行调整,生产部或相关技术员须上报给技术部负责人,经赞同后,方可更正工艺方案。
《试验报技术部依照试验现象和数据,做出告》试验报告,依照实验过程中出现的问题,流程拟定技术部《操作指对工艺流程进行改进。
并制作操作指导导书》《工书以及工艺卡。
艺卡》《流程方改进后的工艺流程经技术部内部讨案》流程评审技术部论后和公司内审议谈论经过,经技术部《操作指负责人审查,总经理赞同后,方可奏效。
导书》《工艺卡》技术部,质《操作指检部,生产工艺流程奏效后,发放给质检部,流程发放导书》《工部,设备部,生产部,设备部,采买部,并签收。
艺卡》采买部责任部门流程名称依照及说明记录表单( 人)生产中严格履行新的工艺流程,生生产部流程执产部负责人质检部负责人及时做到追踪质检部行、督查和督查。
生产部,质检部要及时追踪,记录流程新流程使技术部履行中出现的问题,以及员工反应的信《反馈用信息反采买部息和建议,编制成报告,经生产部负责单》馈设备部人和质检部负责人署名后及时上报给技术部。
生产工艺流程交接表

终检:
验收 日期
数量 质检
统计:
(件) 备注
仓管:
东营德达家具有限公司
出货日期: 月
产品颜色 交接 日期
接单者
日 备注
财务:
制表:
东营德达家具有限公司
(生产工艺流程交接表)
生产批号:
客户名称:
单位:mm
下单日期: 年 月 日
产品型号
产品名称
产品规格
数量
(件)
B线工艺
实收 数量
完成 数量
完成 操作者
(生产工艺流程交接表)
单位:mmຫໍສະໝຸດ 下单日期: 年 月 日产品规格
数量
(件)
操作者
组长
验收 日期
质检
备注
出货日期: 月
产品颜色
交接 日期
接单者
日 备注
钻孔
开槽
铣形
安装
包装
入库 入仓时间: 年 月 日
生产经理:
终检:
统计:
仓管:
财务:
制表:
东营德达家具有限公司
(生产工艺流程交接表)
生产批号:
客户名称:
单位:mm
下单日期: 年 月 日
产品型号
A线工艺
开料 胶压 精裁 钻孔 开槽 铣形 砂光 木磨 腻子 贴皮/贴纸 底漆 油磨 面漆 安装 包装 入库 入仓时间:
实收 数量
年月
产品名称 完成 数量
完成 日期
产品规格 操作者 组长
日
生产经理:
日期
组长
验收 日期
质检
备注
开料
胶压
精裁
钻孔
开槽
铣形
砂光
木磨
工艺设计输出三表两单
工艺设计输出三表两单摘要:1.工艺设计概述2.工艺设计输出的内容3.三表的介绍4.两单的介绍5.结论正文:一、工艺设计概述工艺设计,是指通过对产品生产过程的技术分析和研究,提出一套合理的生产工艺过程和方法,以指导生产实践。
工艺设计的质量直接影响到产品的质量、生产效率和生产成本。
因此,在产品研发和生产过程中,工艺设计具有举足轻重的地位。
二、工艺设计输出的内容工艺设计输出的内容主要包括三表两单。
三表指的是工艺流程表、工艺卡片表和工艺装备表,两单指的是工艺文件单和工艺更改单。
这些输出内容旨在为生产一线提供详细的工艺指导,确保生产过程的顺利进行。
三、三表的介绍1.工艺流程表:工艺流程表是描述产品生产过程中各个工艺环节、工序顺序和工艺参数的表格。
通过工艺流程表,可以清晰地了解产品的生产过程,便于生产组织和调度。
2.工艺卡片表:工艺卡片表是对产品生产过程中每一个工序进行详细描述的表格。
包括工序名称、工序编号、操作方法、操作时间、工艺参数等。
工艺卡片表是生产现场操作人员的重要指导文件。
3.工艺装备表:工艺装备表是列举产品生产过程中所需使用的工艺装备、工具和量具的表格。
工艺装备表有助于保证生产过程中各道工序的顺利进行,确保产品品质。
四、两单的介绍1.工艺文件单:工艺文件单是对产品生产过程中涉及的所有工艺文件、资料和图纸的汇总。
工艺文件单便于生产现场人员查找和应用相关资料,保证生产过程的顺利进行。
2.工艺更改单:工艺更改单是对产品生产过程中发生的工艺修改、改进和优化的记录。
工艺更改单有助于及时更新工艺设计,确保生产过程的稳定和可靠。
五、结论总之,工艺设计输出的三表两单是产品生产过程中重要的指导文件。
它们为生产现场提供了详细的工艺指导,有助于提高生产效率、降低生产成本,并确保产品品质。
机加工车间工艺流程记录表
机加工车间工艺流程记录表
1. 概述
本文档旨在记录机加工车间的工艺流程,帮助管理人员和操作人员了解和掌握每个工艺步骤的细节和要求。
通过准确记录和及时更新工艺流程记录表,可以提高生产效率和产品质量,确保各项工艺操作按照标准和规范进行。
2. 工艺流程记录表
下面是机加工车间的工艺流程记录表,包括每个工艺步骤的序号、名称、要求和备注。
3. 注意事项
在记录和更新工艺流程记录表时,需要注意以下事项:
- 确保每个工艺步骤的要求准确清晰,不模糊不含糊。
- 及时更新工艺记录,反映实际操作和要求的变更。
- 严格按照工艺流程记录表的要求进行操作。
- 记录不合格情况,并及时采取修整措施或调整工艺流程。
4. 总结
通过制定和使用工艺流程记录表,机加工车间可以高效地管理和控制工艺流程,确保产品的质量和一致性。
应该定期对工艺流程记录表进行评估和更新,以适应生产过程和技术的变化。
加工制造工艺流程表

加工制造工艺流程表一、工艺流程概述加工制造工艺流程表是对产品的加工制造过程进行详细描述和记录的工具。
它以清晰、简洁的方式呈现了产品从原材料到成品的加工过程,包括各个工序的顺序、工序之间的关联以及所需的设备、工具和材料等信息。
本文将以加工制造工艺流程表为题,按照合同的格式进行撰写。
二、工艺流程表示例以下是一个示例的加工制造工艺流程表,以说明其格式和内容:产品名称:XXX产品产品编号:XXX-001工序1:原材料准备1.1 检查原材料的质量和规格是否符合要求。
1.2 对原材料进行清洁和处理,以确保其表面光滑和无污染。
1.3 将原材料切割成所需的尺寸和形状。
工序2:加工2.1 将切割好的原材料送入数控机床进行精密加工。
2.2 根据产品设计要求,进行铣削、钻孔、螺纹加工等工序。
2.3 对加工好的零部件进行表面处理,如喷涂、电镀等。
工序3:组装3.1 将加工好的零部件按照顺序进行组装。
3.2 使用适当的工具和设备进行组装操作,确保零部件的精准配合。
3.3 进行组装后的产品进行功能测试和质量检验。
工序4:包装4.1 对成品进行清洁和抛光处理,以确保产品表面的光滑和美观。
4.2 根据客户要求,选择适当的包装材料和包装方式。
4.3 将成品进行包装,并标明产品名称、规格、数量等信息。
工序5:出厂5.1 对包装好的产品进行最终检验,确保产品质量符合标准要求。
5.2 准备出厂文件和相关证明,并与产品一同装箱。
5.3 安排物流运输,将产品发往客户指定的地点。
三、总结加工制造工艺流程表是对产品加工制造过程进行详细记录的重要工具。
通过清晰、简洁的方式呈现工艺流程,可以帮助生产人员准确执行工艺步骤,提高生产效率和产品质量。
同时,工艺流程表也是产品质量控制和追溯的依据,对于产品质量管理具有重要意义。
在编写工艺流程表时,应注意格式整洁美观,语句通顺,确保信息准确且易于理解。
工艺流程报告表

工艺流程报告表
工艺流程报告表通常包含以下内容:
1. 报告标题:明确报告的目的和范围。
2. 报告编制人员:列出编制该报告的人员姓名和职务。
3. 引言:介绍报告的背景和目的,说明该工艺流程的重要性和应用领域。
4. 工艺流程概述:简要描述该工艺流程的主要步骤和关键环节。
5. 设备和材料:列出使用的设备和材料清单,包括设备的名称、型号、规格,以及材料的种类和特点。
6. 工艺步骤:详细描述工艺流程的每个步骤,包括操作方法、时间要求、温度控制、压力要求等。
7. 质量控制措施:说明在每个步骤中,如何进行质量控制
和检验,以确保每个工艺步骤的合格率和产品质量。
8. 安全注意事项:列出在操作过程中需要注意的安全事项,以及应急处理措施。
9. 工艺参数和效果:列出主要工艺参数和效果的指标,以
衡量工艺的性能和效果。
10. 结论:总结该工艺流程的优点、限制和改进措施,并提出建议。
11. 参考文献:列出本报告参考的文献和资料。
12. 附录:包括工艺流程的图表、图片等。
以上是一个典型的工艺流程报告表的内容,具体内容可能根据实际情况有所不同。
车间生产工艺流程图
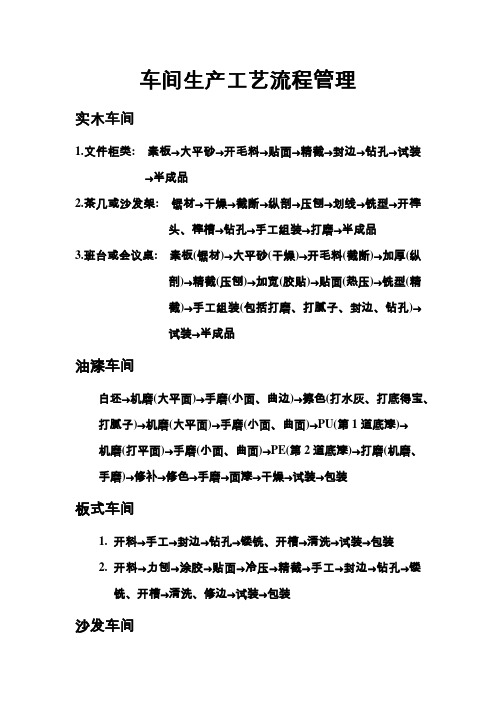
车间生产工艺流程管理实木车间1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→试装→半成品2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→开榫头、榫槽→钻孔→手工组装→打磨→半成品3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚(纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→铣型(精截)→手工组装(包括打磨、打腻子、封边、钻孔)→试装→半成品油漆车间白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、手磨)→修补→修色→手磨→面漆→干燥→试装→包装板式车间1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔→镂铣、开槽→清洗、修边→试装→包装沙发车间裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装转椅车间裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装屏风车间开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装五金车间1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、网孔、菱凸)→折弯→焊接→打磨→喷涂3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀喷涂车间清洗→凉干→打磨→喷漆(喷粉)→电烤→包装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流程发放
技术部,质检部,生产部,设备部,采购部
工艺流程生效后,发放给质检部,生产部,设备部,采购部,并签收。
《操作指导书》《工艺卡》
流程名称
责任部门
(人)
依据及说明
记录表单
流程执行、监督
生产部
质检部
生产中严格执行新的工艺流程,生产部负责人质检部负责人及时做到跟踪和监督。
新流程使用信息反馈
《流程方案》
《采购单》
《呈报单》
《评审报告》
试验验证
技术部
生产部
设备部
生产部须提供试验条件和地点,安排好试验时间和人员,对提出的工艺流程,进行实验验证,试验操作时,生产部、设备部积极配合,及时解决操作中出现的问题或故障。
生产部或相关技术员依据提供的工艺流程,进行试验,试验时要严格执行所提供的试验方法和步骤,及时,准确的记录相关试验现象和数据,在实验过程中若出现异常现象或不符合实验目的的现象,须及时报告给技术部负责人,若需对试验方法或者数据要进行调整,生产部或相关技术员须上报给技术部负责人,经同意后,方可修改工艺方案。
《流程方案》
流程制定
技术部
技术部。并制作操作指导书以及工艺卡。
《试验报告》
《操作指导书》《工艺卡》
流程评审
技术部
改进后的工艺流程经技术部内部讨论后和公司内审议讨论通过,经技术部负责人审核,总经理批准后,方可生效。
《流程方案》
工艺流程表
工艺流程
工艺流程表
流程名称
责任部门
(人)
依据及说明
记录表单
提出流程
技术部
设备部
采购部
依据研发目的或生产目的,以及客户反映的问题等,技术部提出新的工艺流程,经技术部/公司内评审,讨论通过,初步提出工艺流程方案,方案中所需器材,设备部,采购部应积极配合,完成工艺流程试验前的准备工作。(注:流程方案须技术部负责人审核,批准)
技术部
采购部
设备部
生产部,质检部要及时跟踪,记录流程执行中出现的问题,以及员工反应的信息和意见,编制成报告,经生产部负责人和质检部负责人签字后及时上报给技术部。
《反馈单》
档案归类存档
技术部
相关技术员对于会议记录、实验报告以及相关试验资料进行汇总、整理、存档。