车身修复钣金工具设备(2018年大赛)
合肥市2018年技能大赛项目
2人
(五)交通运输类
序号 竞赛项目 组队类别 组队方式
汽车机电维修 43
个人赛
每代表队限报 3 人
ห้องสมุดไป่ตู้
汽车车身修复(钣金) 44
个人赛
每代表队限报 2 人
汽车车身涂装 45
个人赛
每代表队限报 2 人
每代表队限报 2 组,每组 汽车营销 46 团体赛 2人
(七)文化艺术类
序号 竞赛项目 组队类别 组队方式
艺术专业技能 (中国舞表演) 53 艺术专业技能(弹拨乐器演
个人赛
每代表队限报 3 人
个人赛 54 奏)
每代表队限报 3 人
硬笔书法 55
个人赛
每代表队限报 3 人
(八)教育类
序号 竞赛项目 组队类别 组队方式
幼儿园教育活动设计 56
个人赛
每代表队限报 3 人
(九)医药卫生类
序号 竞赛项目 组队类别 组队方式
赛项设置 本次竞赛共设 9 大类 57 项。 (一)信息技术类
序号 1 2 3 竞赛项目 数字影音后期制作技术 计算机平面设计 动画片制作与 VR 设计 组队类别 个人赛 个人赛 个人赛 组队方式 每代表队限报 3 人 每代表队限报 3 人 每代表队限报 3 人 每代表队限报 2 组, 每组 2 6 网络空间安全 团体赛 人 每代表队限报 1 组, 每组 3 7 网络布线 团体赛 人 计算机检测维修与数据 8 恢复 单片机控制装置安装与 个人赛 11 调试 每代表队限报 3 人 团体赛 人 每代表队限报 2 组, 每组 2
(二)加工制造类
组队 序号 竞赛项目 类别 个人 零部件测绘与 CAD 成图技术 16 赛 每代表队限报 1 组,每组 38 电子商务技术 团体赛 4人 每代表队限报 1 组,每组 41 职业英语工科类 团体赛 2人 42 职业英语服务类 团体赛 每代表队限报 1 组,每组
车身修复钣金技能大赛设备清单
个
2
品牌:奔腾
态)
应采用不同焊接方式的遮光号选用标准工作温度等同或优于・5℃
-55℃
供电方式:太阳能电池和内置式锂电池
33
国赛
品牌:奔腾
防护面罩
无色透明(有机玻璃)
副
2
34
国赛
手掌和手腕背部为隔热粗革牛皮,能有效防护辐射热的危害
JAZ-7206T1
气动焊点去除钻/JAD-1015的配件,钻头Φ8.0,每盒5支
支
20
品牌:强斯威赦
31
5件24齿锯片
型号:
JAT-10T24
24齿,用于切割裾
包
5
品牌:强斯威
EEhbJHBBto
32
焊接头盔
国赛
自变色面焊材料:防火PP视窗尺寸:不低于90*40mm自动关机时间范围等同或优于15-20分钟
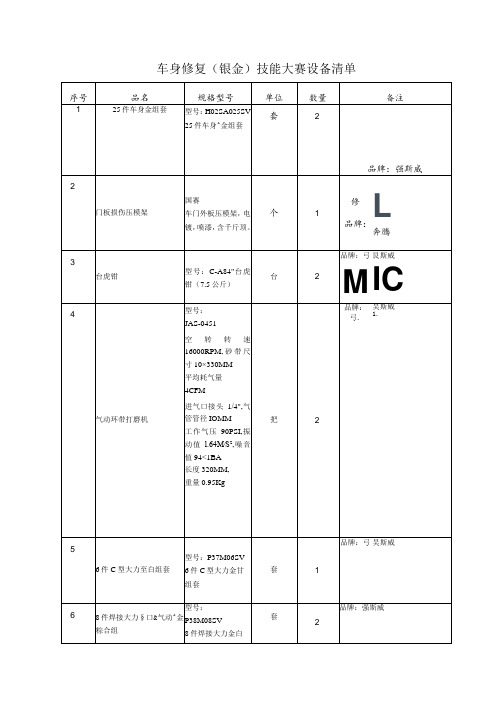
车身修复(银金)技能大赛设备清单
序号
品名
规格型号
单位
数量
备注
1
25件车身金组套
型号:H02SA025SV
25件车身^金组套
套
2
品牌:强斯威
2
门板损伤压模架
国赛
车门外板压模架,电镀,喷漆,含千斤顶。
个
1
修
品牌:
L
奔腾
3
台虎钳
型号:C-A84"台虎钳(7.5公斤)
台
2
品牌:弓
M
艮斯威
IC
4
气动环带打磨机
型号:
JAS-0451
空转转速16000RPM,砂带尺寸10×330MM
职业院校技能大赛车身修复(钣金)赛项规程

职业院校技能大赛汽车车身修复(钣金)赛项规程一、赛项名称汽车车身修复(钣金)赛项个人赛二、赛项内容车身修复赛项为理论和实操比赛,由单人完成。
(满分:100分,其中理论占30%、受损门板修复占70%)选手按抽签编号进行比赛,理论考试60分钟,受损门板修复40分钟。
三、赛项名次排列规则按理论和实操成绩总和由高到低排序,实操成绩分数高的名次在前;理论实操成绩相同的,则以实操项目用时短的名次在前。
四、赛项作业工件受损门板修复项目的工件为已设置损伤的车门外板(奔腾乐风右前专用门板,门板厚度0.7mm)。
五、实操比赛计分和考核要求受损门板修复1.受损门板项目的受损位置、尺寸图片及作业要求:在40分钟内,对奔腾教学专用门板上的条形凹陷(漆膜已破坏)进行修复,设置的条形凹陷损伤位置见下图,位于方框区域内。
条形凹陷为纵向,损伤长度120mm,损伤宽度为40mm;损伤深度为13mm。
选手对凹陷部位分析、打磨、合理使用工具及设备,按正确工艺进行损伤修复。
2.考核要点:安全防护、设备调整及操作、修复后形状、7S等。
修复后技术要求如下:(1)打磨后裸金属为椭圆状,长轴≥240mm,短轴≥160mm。
(2)凹陷部位修复后高度低于原表面,差值≤1mm。
(3)车身线及面板在横向、立向上都应与专用卡尺吻合,不能超出±1mm。
(4)凹陷部位修复后高度不得高于原表面。
(5)凹陷部位修复后不得有孔洞。
六、实操比赛分值分配及评分标准受损门板修复项目(占总分值70%)七、赛项需要工量具、配件辅料和设备(一)选手自备:安全鞋(带铁包头)八、赛项相关的技术资料高等教育出版社出版的《汽车钣金工艺》。
2018年汽车运用与维修职业技能大赛喷漆赛项

一. 工具与集尘设备 序号
1 2 3 4 5 6 7 8 9 10 11 12 13
订货号
型号
中文名称
气动偏心振动圆型研磨机
粗磨平面及曲面,冲程为5毫米 气动偏心振动圆型研磨机
精磨与终磨平面及曲面,冲程为3毫米 抗静电吸尘三合一套管
691155 LEX 3 150/5 CN 691153 LEX 3 150/3 CN 497209 IAS 3-5000 AS 584006 CTL 36 E CN 220V 495886 VE-CT 26/36/48 496141 DL-CT26/36 497471 WCR 1000 495019 D 21.5x5 m HSK 496962 HSK-A 80x133 497821 SYS-STF D 150 4S 452898 D 50 SV-AS/D 50 V 2145 KD-1/2 2026 C-1/2-P-13
每盒 100 张 石榴石型干磨砂纸
每盒 100 张 石榴石型干磨砂纸
每盒 100 张 石榴石型干磨砂纸
每盒 100 张 石榴石型干磨砂纸
每盒 100 张 石榴石型干磨砂纸
每盒 50 张 砂网(每盒10张) 海绵手磨砂纸 海绵手磨砂纸 手磨砂网
数量
足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量 足量
5米 工业用真空吸尘器
带自动开关及抗静电功能 伺服系统 压缩空气模块
用于CT26/36 E 型改LE型 工作中心 手磨集尘软管 集尘手磨板 砂纸4步法事事坦工具箱 长×宽×高:395×295×210 带封盖的Y型接头 快速接头 快速接头
(1)车身修复竞赛之“板件更换”竞赛项目调整内容
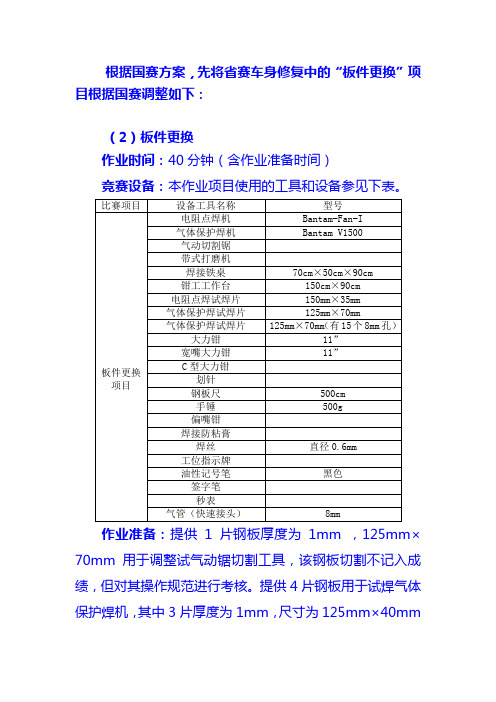
根据国赛方案,先将省赛车身修复中的“板件更换”项目根据国赛调整如下:(2)板件更换作业时间:40分钟(含作业准备时间)竞赛设备:本作业项目使用的工具和设备参见下表。
作业准备:提供1片钢板厚度为1mm ,125mm×70mm用于调整试气动锯切割工具,该钢板切割不记入成绩,但对其操作规范进行考核。
提供4片钢板用于试焊气体保护焊机,其中3片厚度为1mm,尺寸为125mm×40mm无孔,1片厚度为1mm ,125mm×70mm的8mm多孔钢板,材质均为低碳普通冷轧钢板。
用于选手调整设备进行试焊,该组试焊焊片不记入成绩,但对其操作规范进行考核。
提供2片钢板厚度为1mm用于试焊电阻点焊设备,尺寸为125mm×40mm无孔,用于选手调整设备进行试焊,该组试焊焊片不记入成绩,但对其操作规范进行考核。
作业内容:在规定作业时间内,对提供的板件(A板件、B板件、C板件,三个板件均为成型板件,厚度为1mm,材质为低碳普通冷轧钢板,板件尺寸参见下图)进行测量、画线、切割、定位、电阻点焊和保护焊操作。
图2 B板件尺寸图作业要求:(1)A板件测量、画线、切割:对A板件按图1所示尺寸进行测量并在红线位置画好切割线,然后对A板件用气动锯进行切割。
具体为从上端的椭圆孔20mm×40mm中心处开始测量到边缘的50mm处,垂直于A板的立面,用气动锯切割,切割掉的废料不作于评判;从下端的直径15mm 圆孔处中心处开始测量到边缘的50mm处,垂直于A板的立面,用气动锯切割,切割掉的废料不作于评判;从中间的切割是以下端的直径15mm圆孔处中心处开始测量到边缘的150mm处,垂直于A板的立面,用气动锯切割,切割掉的废料不作于评判。
(2)A板和B板件对接焊定位:按图4示位置对板件进行气体保护焊操作,把B板件和A板件用对接焊焊接在一起。
图4 A板和B板对接焊组合图(3)A板和C板件采用气体保护焊的塞焊和电阻点焊进行定位:按图5所示位置对板件进行气体保护焊塞焊(注:直径8mm的塞焊孔已经加工好,不需要选手进行打孔操作)和电阻点焊操作,把A板和C板焊接在一起,上面绿色点为塞焊点,下面蓝色点为电阻点焊点,焊接时要求采用立焊姿势。
评分表-板件更换评分表(结果)
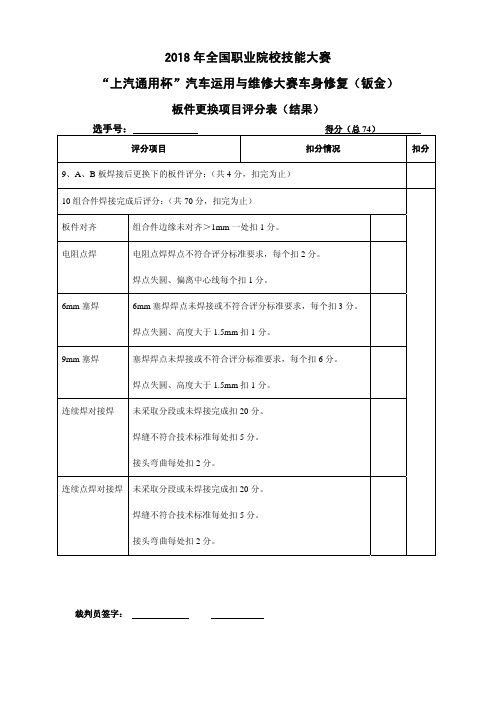
2018年全国职业院校技能大赛
“上汽通用杯”汽车运用与维修大赛车身修复(钣金)
板件更换项目评分表(结果)
选手号:得分(总74)
评分项目 扣分情况 扣分9、A、B板焊接后更换下的板件评分:(共4分,扣完为止)
10组合件焊接完成后评分:(共70分,扣完为止)
板件对齐组合件边缘未对齐>1mm一处扣1分。
电阻点焊电阻点焊焊点不符合评分标准要求,每个扣2分。
焊点失圆、偏离中心线每个扣1分。
6mm塞焊 6mm塞焊焊点未焊接或不符合评分标准要求,每个扣3分。
焊点失圆、高度大于1.5mm扣1分。
9mm塞焊塞焊焊点未焊接或不符合评分标准要求,每个扣6分。
焊点失圆、高度大于1.5mm扣1分。
连续焊对接焊未采取分段或未焊接完成扣20分。
焊缝不符合技术标准每处扣5分。
接头弯曲每处扣2分。
连续点焊对接焊未采取分段或未焊接完成扣20分。
焊缝不符合技术标准每处扣5分。
接头弯曲每处扣2分。
裁判员签字:。
车身修复(钣金)竞赛方案

车身修复(钣金)技术方案一、比赛内容车身修复赛项为实操比赛,由单人完成,共3项,分为车身电子测量与校正、板件更换、受损门板修复。
(满分:100分,其中车身电子测量和校正占30分、板件更换占40分、受损门板修复占30分)选手按抽签编号滚动交叉进行比赛,单人作业总时间为120分钟。
其中:车身电子测量和校正40分钟;板件更换40分钟;受损门板修复40分钟。
二、名次排列规则按实操成绩由高到低排序,实操成绩分数高的名次在前;实操成绩也相同的,则以3项实操项目总用时短的名次在前。
三、比赛作业工件(一)车身电子测量和校正项目的工件为2013款三厢新赛欧(不带天窗)白车身,前纵梁设置变形。
(二)板件更换项目的工件为模拟结构件套装成型板件,工件形状如图:A、D板件:镀锌钢板,厚度0.7mmB、E板件:低碳钢钢板,厚度1.2mmC板件:镀锌钢板,厚度1mmD板件:镀锌钢板,厚度0.7mm,已加工好4个Φ9mm孔、4个Φ6mm孔E板件:低碳钢板,厚度1.2mm,已加工好4个Φ8mm孔(三)受损门板修复项目的工件为已设置损伤的车门外板(奔腾教学专用门板,门板厚度0.7mm)。
四、实操比赛计分和考核要求(一)车身电子测量与校正1.作业要求在40分钟内,先对车身进行车身底部测量并记录(共6对12个测量点,分别为2对基准点,4对测量点),然后再对前纵梁进行测量、记录并校正。
比赛提供3张不同测量点的车身图,选手抽签确定比赛用车身图。
每个选手独立使用车身电子测量系统对要求的测量点进行测量,记录下实际测量的数据(长、宽、高数据)。
比赛提供前纵梁标准校正数据,选手通过测量确定前纵梁的变形大小和方向,然后使用车身校正仪对前纵梁宽度进行校正。
2.考核要点:测量系统的使用、测量数据准确性、校正过程和校正后数据的准确性、安全防护、校正设备使用、5S等。
(二)板件更换1.作业要求:在40分钟内对提供的板件(A、B、C板件)进行电阻点焊、测量、画线、切割、定位、保护焊等操作。
车身修复钣金试题答案
车身修复钣金试题答案一、选择题1. 车身修复中,对于轻微凹陷的修复,通常采用的方法是:A. 焊接B. 敲击C. 拉伸D. 切割答案:B. 敲击2. 在钣金加工中,用于测量板材长度的工具是:A. 游标卡尺B. 千分尺C. 钢尺D. 角度尺答案:C. 钢尺3. 车身修复时,为了确保修复后的车身对称性,需要使用什么设备进行检测?A. 车身测量系统B. 车身电子诊断仪C. 轮胎压力计D. 发动机故障分析仪答案:A. 车身测量系统4. 钣金加工中,用于切割金属板材的设备是:A. 折弯机B. 剪板机C. 压力机D. 焊接机答案:B. 剪板机5. 车身修复过程中,为了减少对车身原有漆面的损伤,推荐使用的修复方法是:A. 局部加热B. 局部冷却C. 局部喷涂保护剂D. 局部打磨答案:B. 局部冷却二、判断题1. 车身修复中,所有的凹陷都可以使用敲击法进行修复。
(错)2. 钣金加工中,为了提高工作效率,可以使用火焰切割代替等离子切割。
(错)3. 车身修复后的喷漆工作应在车身校正完成后进行。
(对)4. 车身修复时,使用车身测量系统可以精确地检测出车身各部位的变形情况。
(对)5. 钣金加工中,焊接后的金属板材不需要进行任何后续处理即可使用。
(错)三、简答题1. 简述车身修复中敲击法的基本操作步骤。
答:敲击法的基本操作步骤包括:首先确定凹陷的范围和深度,然后选择合适的工具,如敲击锤和垫木;接着在凹陷周围逐步敲击,使金属恢复原状;最后进行打磨和喷漆处理。
2. 说明在车身修复过程中,为什么需要进行车身对称性检测。
答:车身对称性检测是为了确保修复后的车身保持原有的对称设计,这对于车辆的美观和空气动力学性能至关重要。
通过检测,可以发现并及时纠正车身的不对称问题,避免影响车辆的正常使用和驾驶安全。
3. 描述钣金加工中剪板机的工作原理。
答:剪板机的工作原理是通过液压或机械方式驱动上刀片和下刀片相互靠近,金属板材放置在下刀片上,上刀片下压切割板材,从而达到切割金属板材的目的。
汽车钣金维修基本工具

• 2、技术要求 • 1.工具设备的正确使用。 • 2.个人防护用品的穿戴。 • 3.5S作业。 • 4.弯折处应呈直角90°,弯折菱角平直。
1.在弯折处画出折弯线,一般折弯线 画在折角内侧。
2.将板料夹持在台虎钳上,使折弯线 恰好与钳口衬铁对齐,夹持力度合适。
汽车钣金维修基本工具
12汽车1.2
任务要求:
• 1、熟悉钣金修理工具和设备的性能和用途; • 2、掌握其安全正确的使用方法。
任务描述:
汽车钣金车身修复过程中需要大量手工操 作,因此正确使用钣金维修工具就显的非常 重要。
知识内容:
1、手动工具 2、动力工具 3、实践操作 4、学习拓展 5、评价与反馈
扁嘴大力钳
宽嘴大力钳
焊接大力钳
二、汽车钣金修复动力工具
1、气动工具 气动扳手
• 气动钻
• 气动打磨机
• 气动锯和气动剪
• 气动砂轮
• 气动锉刀
• 气动錾
2、电动工具 手电钻
砂轮机
三 实训操作
钣金锤的使用:
手工弯 S型件制作
• 1、准备工作 • 台虎钳、钣金锤、划针、木锤、方形衬垫、
3.用钣金锤在靠近弯曲部位轻轻敲打, 直到与台虎钳表面贴合,板件呈直角。
4.换板料另一端重复操作 。
角形弯折
正确
错误
正确
错误
焊点转除钻去除电阻点焊焊点
气动切割锯切割板件
四 学习拓展
• 只有依靠专业的方法和设备才能准确地对 事故车辆进行修复,达到技术要求
一锤
• 镐锤 • 重头锤 • 收缩锤 • 木锤
2、顶铁 种类:
正拖和偏托:
2018年全国职业院校技能大赛(中职组)“上汽通用杯”汽车运用与维修技能大赛获奖名单

21
Copyright©博看网 . All Rights Reserved.
四川省 浙江省 深圳市 湖北省 江苏省 青岛市 内蒙古自治区 重庆市 青岛市 湖北省 浙江省 福建省 湖南省 厦门市 安徽省 四川省 吉林省 新疆生产建设兵团 海南省 海南省 深圳市 黑龙江省 陕西省 贵州省 河南省 广东省 江西省 贵州省 湖南省 湖北省 天津市
长春市机械工业学校 保定市第四职业中学 深圳第二高级技工学校 广西交通高级技工学校(广西交通技师学院) 大连天巳汽车中等职业技术学校 合江三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖 三等奖
福建省 深圳市 青海省 广西壮族自治区 上海市 安徽省 海南省 云南省 辽宁省 四川省 云南省 辽宁省 江西省 贵州省 河南省 辽宁省 安徽省 湖南省 贵州省 河北省 新疆生产建设兵团 青岛市 福建省 内蒙古自治区 广西壮族自治区 山西省 吉林省 广西壮族自治区 湖南省 广西壮族自治区 厦门市
许志国 孙泽荣 刘家玮 王兴谋 达娃平措 肖善勇 郭怡轩 李庭昌 蔡佳伦 王暖伟 刘淙荣 雷敏 刘有泽 韩江光 杨军 赖钰生 陈振翔 王春华 余飞洋 曾裕强 刘国栋 王永鑫 刘旭 闫添成 周俊 邹文江 曹晨阳 朱月关 赵龙龙 卢弘志 程凯 谭凯 王哲乾 张可欣 陈铭 陈昊 杨丽
天津市东丽区职业教育中心学校 上海市大众工业学校 厦门工商旅游学校 海南省机电工程学校
选手姓名 刘彬
严佳文 林涛 陈嘉豪 张晶玲 封小韩 刘明慧
李连杰 葛思伟 连晓池 艾继久 罗旺 张志 程裕林 姚大为 吴龙杰 王幸福 鞠海鹏 郭振宇 冀江浩 黄辉龙 段昱 邓莹莹 韩瑞庭 李明睿 张艺豪 候国富 王世昌 甘霖
2020年福建省职业院校技能大赛中职组“车身修复(钣金)”赛项规程
2020年福建省职业院校技能⼤赛中职组“车⾝修复(钣⾦)”赛项规程附件52020年福建省职业院校技能⼤赛“车⾝修复(钣⾦)”赛项规程⼀、赛项名称赛项编号:Z-18赛项名称:车⾝修复(钣⾦)赛项组别:中职组竞赛形式:个⼈赛赛项专业⼤类:交通运输类⼆、竞赛⽬的赛项以汽车维修⾏业典型维修项⽬为背景,通过竞赛,检验汽车运⽤与维修技能型紧缺⼈才培养培训⼯程的成果;以竞赛引领和促进中等职业技术学校的专业建设、课程建设、教学改⾰和校企结合,促进中职学校专业设置与产业需求、课程设置与职业岗位对接,提⾼学⽣操作技能和未来岗位的适应能⼒,培养适应汽车维修⾏业发展需要的专业技术⼈才。
三、竞赛内容车⾝修复赛项为实操⽐赛,由单⼈完成,共3项,分为车⾝电⼦测量与校正、板件更换、受损门板修复。
(满分:100分,其中车⾝电⼦测量和校正占30分、板件更换占40分、受损门板修复占30分)选⼿按抽签编号滚动交叉进⾏⽐赛,单⼈作业总时间为120分钟。
其中:车⾝电⼦测量和校正40分钟;板件更换40分钟;受损门板修复40分钟。
竞赛⽇程安排:四、竞赛⽅式1.竞赛以个⼈赛⽅式进⾏。
2.竞赛队伍组成:每个代表队限报3名参赛选⼿(以报名⽂件各代表队的名额分配情况为准),个⼈赛项⽬参赛选⼿配1名指导教师、团体赛项⽬每组最多配2名指导教师。
不得跨校组队。
五、竞赛试题赛项为实操考核项⽬,具体竞赛试题即规程中明确的操作内容,详见车⾝修复(钣⾦)赛项技术⽅案(见附件)六、竞赛规则(⼀)赛前准备1.所有参赛选⼿均必须参加抽签仪式,并按照赛项执委会的安排进⾏熟悉场地。
2.进⼊⽐赛现场的参赛选⼿不得夹带任何参考资料和通讯⼯具(如⼿机、平板电脑等)进⼊考场,若违反规定,则取消考试成绩。
(⼆)正式⽐赛1.参赛选⼿按规定时间进⼊竞赛场地,在备考区进⾏第⼆、三次抽签,确定竞赛顺序和⼯位,进⾏两次加密,之后根据抽签结果当场选⼿进⼊⽐赛现场,确认现场状况后,根据统⼀指令开始竞赛,在竞赛过程中,竞赛选⼿不得⼤声喧哗和唱报作业内容。
钣金竞赛规程
定西工贸中专汽车运用与维修技能大赛个人赛——车身修复(钣金)一、竞赛地点:定西工贸中专二、比赛内容:实操比赛(满分:100分,占总成绩的100%)共2项,气体保护焊、门板修复。
三、比赛时间:实操比赛:选手按抽签编号滚动交叉进行比赛,单人作业总时间为65分钟。
其中:气体保护焊 25分钟受损门板修复 40分钟四、实操比赛计分:分值:100分,按百分比折入车身修复总成绩,其中:1)、气体保护焊 50分2)、受损门板修复 50分五、比赛作业工件1、气体保护焊:焊片的厚度为1mm,尺寸分别为125mm×70mm(无孔)和125mm×70mm(有1个8mm的孔),材质为低碳普通冷轧钢板。
2、受损门板修复:已设置损伤的桑塔纳右后车门外板。
六、比赛作业内容及要求:1、气体保护焊(1)作业内容:在25分钟内对提供的焊片进行立焊。
其中设备调试时间为10分钟,提供7片试焊焊片,用于选手调整设备进行试焊,该组焊片不记入成绩,但对其操作规范进行考核;考核焊片焊接时间为15分钟。
(2)作业要求:气体保护焊分别考核对接焊、搭接焊、塞焊,要求使用连续焊。
1)对接焊:提供6片考核焊片,3片1组,其中2片焊片长边对接,一片放在下面为衬板,在2个焊片的对接缝上进行焊接(如下图),3片焊片焊接在一起,焊缝长度为25-38mm。
2)搭接焊:提供4片考核焊片,2片1组,一片焊片搭在另一片焊片上,长边搭接,搭接在焊片中心线处(如下图)。
在搭接缝进行焊接,焊缝长度25-38mm。
3)塞焊:提供4片考核焊片,每2片1组,每组中有一个焊片有8mm的孔,搭接另一个完整的焊片上,通过对孔焊接把两个焊片焊接在一起。
(如下图)4)对接焊、搭接焊和塞焊完成后,选手对每个焊接方式各选出一件焊接成品交给裁判,用于考核评定。
(3)考核要点:安全防护、设备调整、焊接缺陷、焊缝尺寸、破坏性试验焊接质量焊接技术要求:1)焊片的焊疤上有熔穿孔>1mm、气孔>1mm、不正确熔化>1mm、咬边长度>5mm、二次焊接、飞溅物≥10个等缺陷判定焊片不合格,不进行测量和破坏性试验评分。
第二届振兴杯全国青年职业技能大赛
汽车装调工赛项技术文件“振兴杯”山东青年职业技能大赛组委会2018年8月汽车装调工车身修复(钣金)赛项技术文件一、竞赛标准汽车装调工汽车车身修复(钣金)的技术标准,是以《汽车维修工国家职业标准》中规定的高级工(国家职业资格三级)应具备的理论知识和实际操作技能的要求作为主要依据,结合世界技能大赛情况,并涵盖国家职业资格三级以下的部分内容制定。
二、命题原则本届振兴杯汽车装调工车身修复(钣金)技能大赛由理论知识和实际操作两部分组成。
依据国家职业标准,注重基本技能和专业化操作,注重操作过程和质量控制,注重安全生产以及职业道德和标准规范,体现现代技术,结合生产实际,考核职业综合能力,并对技能人才培养起到示范指导作用。
三、竞赛方式、时间与成绩计算(一)竞赛方式竞赛包括理论知识和实际操作两部分。
本赛项为个人赛,选手需要在规定的时间内完成理论知识和实际操作两部分竞赛内容。
(二)竞赛时间1.理论知识竞赛时间60分钟。
2.实际操作竞赛分三个部分进行(现场操作),总用时100分钟。
(三)成绩计算竞赛总成绩由理论知识和实际操作比赛两部分成绩组成。
1.理论知识成绩占总成绩的20%。
2.实际操作成绩占总成绩的80%。
3.名次排序比赛名次首先由总成绩分数高低排序,成绩分数高的名次在前。
总成绩分数相等,参照实操成绩由高到低排序,实操成绩分数高的名次在前。
实操成绩也相同,则以实操项目作业用时排序,用时短的名次在前。
四、竞赛范围、比重、类型及其它(一)理论知识竞赛1.试题范围(1)钣金基础知识包括绘制样板图知识、识读立体图、组合体三视图知识、绘制与识读专业图知识,机件表达方式、车身结构与常用材料、钣金基本工艺、钣金件校正、手工成型、安全操作规程等知识。
(2)汽车钣金维修知识包括钣金件拆装、修复,钣金件制作、塑料板件和铝板件的修复、车身测量与校正等知识。
常用工具使用与维护;设备结构、使用与维护知识;车身焊工工艺、放样与下料工艺,钣金手工制作工艺,车身测量与校正工艺、车身板件更换工艺等知识。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7、动力气源压强:;
8、最大举升重量:3500kg;
9、电动泵功率:约。
▲产品符合2018年全国中职车身修复大赛技术要求,为保证售后服务,需要提供生产厂家针对本项目的售后服务承诺书原件;
▲投标产品非大赛指定品牌型号投标人需要提供生产厂家技术参数符合要求的证明文件;若虚假投标,投标人和生产厂家均要按政府采购法进行处罚。
。
238000
8
气体保护焊机
品牌:奔腾 型号:BANTAM-FAN-V-1500
技术参数:
1、电源:230V;
2、焊接电流范围:30-140A;
3、切换阶段:6;
4、焊接电流:10 min/40C 18% 140A、10 min/40C 100% 55A;
5、断路电压:34V;
6、操作电压:15,5-21V;
最大焊接输出83 Kva(at DC);
▲最大焊接电流:9000A DC;
空载电压:15V;
绝缘等级:;
保护等级:IP 21;
▲冷却:Water-cooling AF;
重量:约58kg;尺寸:
约L690/W290/H475。
性能要求:
1.集双面点焊和单面拉伸功能于一体.
2.最大焊接电流可达9000安。
车身修复钣金工具设备(2018年大赛)
车身修复(钣金)比赛
序号
设备名称
品牌、型号、技术参数
单价(元)
备注
一、Hale Waihona Puke 子测量1电子测量系统
品牌:奔腾 型号:BANTAM-SHARK
1、由计算机驱动,配备超声波发射器,横梁和各种精确加工的附件。
2、测量软件系统全中文,快捷键(傻瓜式)操作。
3、测量系统自动进行测量基准的找正。车身或横梁上、下、左、右偏斜均不影响测量结果。
4、超声波测量。实时检测,每秒刷新四次界面数据,全自动定位。不需拆卸机械部件即可准确测量.
5、充分考虑碰撞损坏的各种情况,不需拆卸机械部件即可准确测量。计算机提示测量点位置,方便测量。
6、结合车身校正系统使用,维修前、维修中、维修后全程监控车辆的碰撞、拉伸情况,能同时监控最多12个车下或车上控制点,根据数据库里的车型数据自动算出测量值与标准值之间的差值。技师可通过彩色显示屏实时地监视结果,监控整个拉伸过程。
149800
2
车身校正仪
品牌:奔腾 型号:BANTAM-B2E
配置清单:
包含机械测量系统、钣金拉伸工具、主夹具、及其他附件。
主要技术参数:
1、工作台长度:约6500mm;
2、工作台宽度:约2236mm;
3、工作台高度范围:300~1020mm;
4、动力电源电压:220V;
5、塔柱牵引最大拉力:95KN;
159800
3
防护眼镜
无色透明;材质:聚碳酸酯镜片+乙烯镜框;宽:15CM,侧翼长:7CM;高:8CM。
46
4
安全帽(硬质)
1、选材:(帽壳)选用进口ABS树脂原材料,精确配比。成复合料后制做的,是目前头部防护用品“安全帽”高档材料;
2、制作工艺:(帽壳)选用精度模具,高吨位液压机,电脑控制温度压制成型;
2、冷却系统直达电极帽,确保点焊的最高质量和电极的最长使用寿命。
3、通过逆变技术,提供持续高强度焊接电流,而不受供电电压变化及电路情况的影响,使得镀锌薄板上的焊点质量得到提高。并确保焊接过程的连续性和安全。
4、全机循环水冷系统,保证长时间焊接操作.
5、水冷焊机变压器长时间工作不过热。
6、具有电位计,两套独立程序,焊接时间循环、脉冲调整,焊接电流调整和补偿功能的模拟焊接控制器。
7、能够同时连接两套工具,自动记忆事先存储好的焊接程序,节省时间,避免发生错误。整个工作过程简单安全。可存100套焊接程序.
8、具有外形修复功能,切换自如。
9、单面点焊功能,焊臂根据需要自由调换,满足各种焊接需要.
10、焊接厚度自由选择,最大厚度+
11、▲产品符合2018年全国中职车身修复大赛技术要求,为保证售后服务,需要提供生产厂家针对本项目的售后服务承诺书原件;
3、配有20升/分钟的气体流量调节表,调节惰性气体的流量.
4、轻松设置焊接时间及脉冲点焊时间,保证最佳焊接质量。
5、▲产品符合2018年全国职业院校车身修复大赛技术要求,为保证售后服务,需要提供生产厂家针对本项目的售后服务承诺书原件;
7. 可提供维修前后数据损伤诊断、维修技术报告及标准数据报告。
8.拉伸过程同步数据显示
9.完备的数据库。
性能指标:
1、操作界面:中文;
2、▲测量方式:超声波测量;
3、测量类型:实时测量(测量4次/秒);
4、测量范围:三维;
5、▲测量精度:≤±1 mm;
6、▲最多同时测量数量:12个;
7、总重:约208kg;净重:181kg。
16
二、钣金更换项目
7
电阻点焊机
12、▲投标产品非大赛指定品牌型号投标人需要提供生产厂家技术参数符合要求的证明文件;若虚假投标,投标人和生产厂家均要按政府采购法进行处罚品牌:奔腾 型号:BANTAM-FAN-I
技术参数:
电源:400V(3PH);
主电源保险 :32 A/63 A;
主电源频率:50/60 Hz;
3、突出优点:(帽壳)壳体质量密度大、钢性高,导热系数低,工人佩戴有乘凉感;
4、标准性能:符合国标GB 2811-2007标准具备防静电、阻燃、绝缘、耐高低温,抗老化的性能;
5、技术依据:(帽壳)周边帽沿大于10mm,为了佩戴者保护耳朵。前沿大于25mm,为了佩戴者保护五官。
268
5
棉纱手套
材料:面纱;尺码:均码;长约10CM,宽约21CM。
8、电源:220VAC;
9、功率:约500W;
10、控制柜尺寸(L×W×H):约650×600×1640mm。
11、▲产品符合2018年全国中职车身修复大赛技术要求,为保证售后服务,需要提供生产厂家针对本项目的售后服务承诺书原件;
12、▲投标产品非大赛指定品牌型号投标人需要提供生产厂家技术参数符合要求的证明文件;若虚假投标,投标人和生产厂家均要按政府采购法进行处罚。
7、保护等级:IP21;
8、外型尺寸:约800×380×680mm;
9、重量:约;
10、认证:通过S,CE体系认证;
11、丝的直径:;
12、驱动:2 rolls;
13、原理:MIG/MAG welding
二、性能要求:
1、可焊接多种材料:钢、不锈钢,铝;多种焊丝可供选择.
2、汽车车身专用焊机;人性化设计界面,轻松调节电流脉宽、电流脉宽间隔、电流大小、送丝速度,特别适合教学演示操作。