爱普生机器人原点校准方法
爱普生机器人原点校准方法

爱普生机器人原点校准方法Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GTEPSON机械手脉冲零点校正一、工具:钢板尺(或卡尺)、EPSON机械手编程软件RC+等。
二、应用场合:1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。
2.更换马达等其他问题。
三、机械手脉冲零点位置校正:具体调节步骤如下:1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+软件连接机械手LS3,在软件中打开机器人管理器,如下图所示:.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:3.手动将机械手调整到脉冲零点位置;如下图所示:+Z方向+X方向+Y方向具体细节:1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示:2)同理,手动移动丝杆使3、4轴如图所示:( U轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。
)3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图:4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入:Encreset 1 按回车Encreset 2按回车Encreset 3按回车Encreset 3,4按回车如图:5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图:6. 保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:Calpls 0,0,0,0 回车.如下图:8.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:calib 1 按回车 1轴calib 2按回车 2轴calib 3按回车 3轴calib 3,4按回车 4轴(如只需校第一轴,calib 1即可,以上将4个轴都校正)机械手脉冲零点的脉冲保存完成,效正基本完成。
爱普生机器人原点校准方法
爱普生机器人原点校准方法Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】E P S O N机械手脉冲零点校正一、工具:钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。
二、应用场合:1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。
2.更换马达等其他问题。
三、机械手脉冲零点位置校正:具体调节步骤如下:1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示:.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:2.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:3.手动将机械手调整到脉冲零点位置;如下图所示:+Z方向+X方向+Y方向具体细节:1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示:2)同理,手动移动丝杆使3、4轴如图所示:(U轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。
)3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motoroff”按钮,即关闭机械手;具体如图:4.保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入:Encreset1按回车Encreset2按回车Encreset3按回车Encreset3,4按回车如图:5.保持机械手目前手动零点位置不动,重启控制器,具体操作如图:6.保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:Calpls0,0,0,0回车.如下图:8.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:calib1按回车1轴calib2按回车2轴calib3按回车3轴calib3,4按回车4轴(如只需校第一轴,calib1即可,以上将4个轴都校正)机械手脉冲零点的脉冲保存完成,效正基本完成。
爱普生机器人原点校准方法

EPSON机械手脉冲零点校正一、工具:钢板尺(或卡尺)、EPSON机械手编程软件RC+等。
二、应用场合:1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。
2.更换马达等其他问题。
三、机械手脉冲零点位置校正:具体调节步骤如下:1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+软件连接机械手LS3,在软件中打开机器人管理器,如下图所示:.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:3.手动将机械手调整到脉冲零点位置;如下图所示:具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示:2)同理,手动移动丝杆使3、4轴如图所示:( U 轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm ,用钢尺量,相差在2mm 内可接受。
)+X 方向+Y 方向 +Z 方向3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图:4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入:Encreset 1 按回车Encreset 2按回车Encreset 3按回车Encreset 3,4按回车如图:5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图:6. 保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:Calpls 0,0,0,0 回车.如下图:8.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:calib 1 按回车1轴calib 2按回车2轴calib 3按回车3轴calib 3,4按回车4轴(如只需校第一轴,calib 1即可,以上将4个轴都校正)机械手脉冲零点的脉冲保存完成,效正基本完成。
机器人零点校准的方法
机器人零点校准的方法随着机器人技术的不断发展,机器人在各个领域的应用越来越广泛。
然而,机器人在工作过程中可能会出现一些误差,这就需要进行零点校准来确保机器人的准确性和稳定性。
机器人的零点校准是指将机器人的各个关节或传感器的初始位置或状态设置为零点,以便在后续的工作中能够准确地进行定位和控制。
下面将介绍几种常见的机器人零点校准方法。
1. 机械零点校准:机械零点校准是通过调整机器人的机械结构,使得机器人的各个关节或执行器在特定位置时达到零点状态。
这可以通过调整关节的初始位置或调整机械结构的参数来实现。
机械零点校准通常需要在机器人组装完成后进行,并且需要定期检查和校准,以确保机器人的准确性。
2. 视觉零点校准:视觉零点校准是通过机器视觉系统来确定机器人的零点位置。
这可以通过使用摄像头或其他视觉传感器来获取机器人当前位置的图像或数据,并通过图像处理算法来计算机器人的零点位置。
视觉零点校准通常需要在机器人启动时进行,并且可以在工作过程中进行动态校准,以适应不同的工作环境和任务需求。
3. 力控零点校准:力控零点校准是通过力传感器来确定机器人的零点位置。
力传感器可以测量机器人在工作过程中受到的力和力矩,并通过力控算法来计算机器人的零点位置。
力控零点校准通常需要在机器人启动时进行,并且可以在工作过程中进行动态校准,以适应不同的工作负载和环境变化。
4. 惯性零点校准:惯性零点校准是通过惯性传感器(如加速度计和陀螺仪)来确定机器人的零点位置。
惯性传感器可以测量机器人的加速度和角速度,并通过惯性导航算法来计算机器人的零点位置。
惯性零点校准通常需要在机器人启动时进行,并且可以在工作过程中进行动态校准,以适应不同的工作姿态和运动状态。
机器人的零点校准是确保机器人准确性和稳定性的重要步骤。
不同的机器人零点校准方法可以根据具体的应用需求和机器人的特点选择和组合使用。
通过合理的零点校准,可以提高机器人的工作精度和可靠性,进一步推动机器人技术的发展和应用。
EPSON C4系列机械手机械原点校准

“控制器” “重置控制器”。 等待控制器重置
完成后打开命令窗口,输入以下指令后按回车,将编码器脉冲置零(注意复位编
码器脉冲后不要移动机械手,保持机械手在原点位置)
Байду номын сангаас
CalPls 0,0,0,0,0,0
2.4 编码器脉冲置零后不用移动机械手,然后再命令窗口输入以下指令校准六个轴。 calib 1,2,3,4,5,6
EPSON C4系列机械原点校准
深圳市长荣科机电设备有限公司
1
内容
一.机械原点位置 二.编码器脉冲复位 三.左右手精确校准
2
一、LS系列机械原点调整
1.1 原点位置
3
一、LS系列机械原点调整
1.2 原点校准密钥
4
二、原点校准
2.1 调整各关节位置,使各关节的U型槽对准,保证原点校准秘钥可以在1.1所 示的各轴U型槽里自由移动,机械手原点姿势如下图所示
5
二、原点校准
2.2 打开EPSON软件,连接控制器,先在“工具”
“机器人管理器”
“控制面板”里将 Motor Off。然后在“工具”
“命令窗口”或单击工具图
标“
”进入命令输入状态。然后在命令窗口依次输入以下指令,复位编码器
脉冲值,输完后敲一下回车键。
EncReset 1,2,3,4,5,6
2.3 先在“工具”
2.4 移动机械手各关节位置,然后在命令窗口执行以下指令,让机械手回零脉冲位 置,看机械手是否回到原点位置,如果回到原点位置说明原点校准成功。否则需 要重新校准
Pulse 0,0,0,0,0,0
6
结束
谢谢
7
epson机械手旋转中心标定

epson机械手旋转中心标定
Epson机械手旋转中心标定是一项关键的任务,它对于保证机械手的准确定位和运动精度至关重要。
在机械手的正常运行中,精确的旋转中心标定能够确保机械手在进行复杂操作时的精准定位和稳定性。
首先,机械手旋转中心标定的第一步是找到机械手的零点位置。
零点位置是机械手旋转中心的基准点,可以通过机械手控制系统的相关软件来进行查找。
在机械手进入零点位置后,我们可以使用测量工具来准确测量旋转中心的坐标位置。
第二步是调整机械手的旋转中心位置。
在这一步骤中,我们需要根据测量结果进行微调,以确保机械手的旋转中心与实际需要的位置一致。
可以通过机械手控制系统的调整功能或者手动调整来实现。
最后一步是测试机械手旋转中心的准确性。
为了确保标定过程的准确性,我们可以选择在不同角度和位置下进行多次测试。
通过记录和比较测试结果,我们可以判断机械手旋转中心位置的准确性。
总结来说,Epson机械手旋转中心标定是一项精确的任务,它对机械手的运动精度和定位能力有着重要影响。
通过正确的标定过程,我们能够保证机械手在工作过程中的准确性和稳定性。
爱普生机器人原点校准办法
爱普生机器人原点校准办法Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】EPSON机械手脉冲零点校正一、工具:钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。
二、应用场合:1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。
2.更换马达等其他问题。
三、机械手脉冲零点位置校正:具体调节步骤如下:1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示:.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:2.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:3.手动将机械手调整到脉冲零点位置;如下图所示:+Z方向+X方向+Y方向具体细节:1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示:2)同理,手动移动丝杆使3、4轴如图所示:(U轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。
)3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motoroff”按钮,即关闭机械手;具体如图:4.保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入:Encreset1按回车Encreset2按回车Encreset3按回车Encreset3,4按回车如图:5.保持机械手目前手动零点位置不动,重启控制器,具体操作如图:6.保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:Calpls0,0,0,0回车.如下图:8.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:calib1按回车1轴calib2按回车2轴calib3按回车3轴calib3,4按回车4轴(如只需校第一轴,calib1即可,以上将4个轴都校正)机械手脉冲零点的脉冲保存完成,效正基本完成。
EPSON爱普生机器人重置编码器和机械原点校验

EPSON爱普生机器人重置编码器和机械原点校验
第三步:将机器人移动到机械原点位置,或释放刹车后手动移动。
第四步:RC+7机器人编程软件“命令”窗口里输入calpls 0,0,0,0 (六轴输入:calpls 0,0,0,0,0,0)点回车。
再继续输入calib 1,2,3,4 (六轴输入:calib 1,2,3,4,5,6)点回车。
完成以上操作后,原点就重新校正好了。
第五步:验证原点是否校正完成,可以在命令对话框里输入pulse 0,0,0,0 (六轴输入:pulse 0,0,0,0,0,0)点回车。
如果机器人回到调整后的原点位置,说明原点校正完成。
以上操作可以使用RC+7软件自带的机器人仿真软件仿真测试。
大家感兴趣的可以去试试。
不足的地方还请大家多多指正!。
校准机器人零点位置的具体方法

校准机器人零点位置的具体方法第一步:选择手动操纵(参看图1,首先把钥匙开关打到手动位置)方法:1>点击ABB2>点击手动操纵1第二步:选择动作模式(参看图2和图3)方法:1>点击动作模式2>点击轴1 — 3 或者轴43>点击确定第三步:选择工具坐标(参看图2和图4)方法:1>点击工具坐标2> 点击tGripper3>点击确定图3第四步:选择移动速度(参看图2和图5)方法:1>点击增量2>点击中或者小如果先前选择轴1 -则3>点击确定当前选择:Φt⅛⅛第五步:方法:此时图2上 操纵杆方向 处显示操纵杆移动方向于轴的对应关系 注意:1>操纵杆上下移动为2轴动作 2>操纵杆左右移动为1轴动作 当前选择: 从列五中选择1牛项目" tGripperIl 具名球1 H2 A ?IGriPPerRAPTD /F_ROBI∕PRQG -DλTA⅞α□10RAPTDΛ.R□B1/BASE新建…⅛s 辑* 确定”圣 ≠⅛⅛t⅛l虑I图4I^QnE60»)4车动挂纵-坦运已朋土 (AA r IWA≠⅛InħUi -ISa -I L賓Emhtaatj电真F 电亡涉止t<A Itwl)大用户凹区[A⅞⅞][P⅜≠⅛S⅛ - TΛ 手动移动机器人各轴到机械零点位置(参看图2)3>操纵杆顺/逆时针旋转为3轴动作如果先前选择轴4 —6则1>操纵杆上下移动为5轴动作2>操纵杆左右移动为4轴动作3>操纵杆顺/逆时针旋转为6轴动作1>左手持示教器,四指握住示教器使能开关(在示教器下方黑色胶皮里面)2>右手向唯--- 个方向轻轻移动操纵杆,把各轴按顺序移动到各自机械绝对零点B4EA6轴5轴4O轴6B3A3B2轴3Bl A2轴2图6移动顺序,依次为6轴→5轴→4轴→3轴→2轴→ 1轴,否则会使4, 5, 6 轴升高以致于看不到零点位置。
机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。
EPSON LS系列机械手机械原点校准

LS3-401S
LS3-401C
LS6-601S
LS6-602C
6
一、LS系列机械原点调整
1.5 第四轴原点位置,将第二轴前端三角与Z轴平面中心对齐
7
二、原点校准
2.1 先将机械手按照上一节所叙将各轴移动到机械原点处,使机械手呈现如下 姿态,并保持此姿态不变
8
二、原点校准
2.2 打开EPSON软件,连接控制器,先在“工具”
Jump P2 /L
13
结束
谢谢
14
Hofs Hofs (1), Hofs (2) + (Ppls(P1,2) + Ppls(P2,2)) /2, Hofs(3), Hofs(4)
3. 执行完精确校准后,将机械手以右手姿势保存当前点到P2并保存,然后手动将机械 手姿势切换到左手姿势(如果机械手运动范围内可以自动切换姿势可以不用手动切换 姿势,如果有障碍时一定要切换姿势,否则切换姿势时可能会撞到其他设备),然后 再执行以下指令以左手姿势移动到P2点,看机械手末端是否与十字叉重合,如果重 合说明左右手校准成功,如果不重合说明校准有问题重新示教P1、P2点再次校准。
11
四、左右手精确校准
3.1 准备一个带针尖的夹具装到丝杆上,使针尖与丝杆中心同心,并在工作面 上画一个小十字叉,如下图所示: (对于有高精度矩阵或跟视觉配合做 高精度定位时,如果原点丢失进行校准时必须先按照第二章所叙做初略校准 然后再进行左右手精确校准)
12
四、左右手精确校准
2. 移动机械手用左手姿势对正工作面上的十字叉,并将该点示教到P1点,然 后切换到右手姿势对正对正工作面上的十字叉,并将该点示教到P2点。然后 在“命令窗口”执行如下指令后按回车(注意一次精确校准此命令只能输一 次,下一次精确校准时要重新示教P1、P2点)
EPSONRobot异常处理

EPSONRobot异常处理E PSON Robot 异常处理⼀,机械⼿⾼功率下撞机报错代码5040,⾼功率状态下电动机转矩输出异常,点位偏差过⼤需要校准原点六轴机械⼿的原点校准步骤如下:1.1选择菜单-[⼯具]-[机器⼈管理器]-[步进⽰教]⾯板移动机器⼈避开⼲涉物,使机械⼿移动到⼤概的原点位置(各关节脉冲为0的位置)1.2在命令窗⼝输⼊指令Pulse 0,0,0,0,0,0按回车键(使⽤该指令之前必须把机械⼿移动到⼤概的原点位置,否则必撞机)观察机械⼿每个关节找出被撞偏的轴,在[机器⼈管理器]-[步进⽰教]⾯板移动机器⼈,使调整槽对其如下图1.3,重置编码器。
执⾏以下命令之⼀,通过菜单-[⼯具]-[命令窗⼝]重置需要调整原点的关节的编码器。
第 1 关节 >Encreset 1第 2 关节 >Encreset 2第 3 关节 >Encreset 3第 4 关节 >Encreset 4第 5 关节 >Encreset 5,6 注释校准第五轴时,第五第六轴要⼀起校准第 6 关节 >Encreset 6 注释只需要输⼊被撞偏的关节号1.4,重启控制器。
单击EPSON RC+ 菜单-[⼯具]-[控制器]-<重置控制器>。
1.5,在命令窗⼝输⼊命令并执⾏。
执⾏以下命令之⼀,通过菜单-[⼯具]-[命令窗⼝]重置需要调整原点的关节的编码器。
>calpls 0,0,0,0,0,0 *机器⼈不会移动。
1.6,执⾏以下命令之⼀,通过菜单-[⼯具]-[命令窗⼝]重置需要调整原点的关节的编码器。
第 1 关节 >calib 1第 2 关节 >calib 2第 3 关节 >calib 3第 4 关节 >calib 4第 5 关节 >calib 5,6第 6 关节 >calib 6 注释只需要输⼊被撞偏的关节号1.7,再次输⼊Pulse 0,0,0,0 ,0,0回车确认Robot原点是否校正OKRS3-351S机械⼿的原点校准步骤如下:2.1选择菜单-[⼯具]-[机器⼈管理器]-[步进⽰教]⾯板移动机器⼈避开⼲涉物2.2在命令窗⼝输⼊> pulse 1706667,0,0,0 回车2.3移动机械⼿对准原点位置2.3执⾏编码器初始化命令。
爱普生机器人原点校准方法

爱普生机器人原点校准方法首先,我们需要准备以下工具和材料:1.爱普生机器人2.计算机B数据线4.电源适配器接下来,按照以下步骤进行原点校准:步骤1:连接机器人和计算机使用USB数据线将机器人连接到计算机上。
确保连接稳定,并将机器人连接到电源适配器上进行供电。
步骤2:打开调试工具步骤3:选择机器人模式在调试工具中选择适当的机器人模式。
爱普生机器人通常提供多种模式,如教学模式、追随模式等。
根据需要选择正确的模式。
步骤4:选择校准模式在调试工具中选择原点校准模式。
这通常可以在调试工具的菜单栏或工具栏中找到。
步骤5:开始校准在校准模式下,根据调试工具的指引进行校准。
通常,校准包括机器人的动作、灵敏度、传感器等多个方面。
根据提示逐步进行校准,确保每一步都准确无误。
步骤6:保存校准结果在校准完成后,将校准结果保存到机器人的内存中。
这通常可以通过调试工具的保存功能来实现。
步骤7:测试校准结果完成校准后,将机器人从计算机中断开连接,并进行测试。
通过测试,可以确保机器人的动作和行为与期望一致。
以上便是爱普生机器人的原点校准方法。
通过以上步骤进行校准,可以确保机器人的动作准确可靠,提升其整体性能和使用体验。
同时,我们还要提醒几个注意事项:1.在进行原点校准时,确保机器人和计算机之间的连接稳定,以免校准过程中出现问题。
2.在校准过程中,仔细阅读和遵循调试工具的指引,确保操作正确。
3.在校准完成后,及时保存校准结果,并进行测试以验证校准效果。
希望以上内容对您有所帮助!。
机器人原点校准命令及方法

EPSON机器人原点校准命令及用法一.命令1.PULSE :根据给出每个关节的脉冲数移动或返回当前位置各关节的脉冲值例:移动到机器人原点2.HOFS:设置或返回编码器Z相到机械原点的脉冲数3.CALPLS :校准位置校准位置((或原点或原点))的脉冲数设置或显示4.ENCRESET :编码器复位5.CALIB :将Calpls 的脉冲值写入系统6. BRAKE :刹车刹车单元单元单元控制控制控制命令命令命令;;控制控制电磁电磁电磁刹车刹车刹车单元单元单元抱闸抱闸抱闸或或松开二. 机器人与原点校准方法1.校准方法校准方法::a. 移动手臂到机械原点或维修前已经确定的位置;b. EncReset (复位编码器每个轴),在命令窗口输入:Encreset 1- Encreset 6;c. 重启控制器,“菜单栏”->工具->控制器->重置控制器;d. 设定原点脉冲,Calpls 0, 0, 0, 0 (在原点位置);或Calpls Ppls(P1,1),Ppls(P1,2),Ppls(P1,3),Ppls(P1,4) (引用原点变更前已经示教好的P1点);e. Calib (校准每个轴):Calib 1Calib 2Calib 3,4Calib 42.轴机器人第二关节轴机器人第二关节精确校准精确校准精确校准((左右手左右手姿姿势校准势校准)): a. 验证经过校准机器人J2关节的中心是否重合,方法如下:①准备下图治具,安装在滚珠丝杆的末端;该治具的加工精度应足够高,尽量保证安装后滚珠丝杆、治具顶尖同心;②在工作台上固定一个“十”字标记(可以用纸打印),在右手姿势移动机器人,让装在Z 轴上治具的顶尖对准十字的中心,如下图:Z 轴安装了治具及和“十”字标记对准③把当前点示教为P1;④在命令窗口里输入 JUMP P0/L :Z(0) 命令,让机器人切换到左手姿势,把当前点示教为P2;⑤点动Z 轴接近工作台上面的“十”字标记,核对这两个位置是否重合;如果重合校准到此结束,否则继续进行以下操作。
爱普生工业机器人EPSON LS系列机械手机械原点校准

5
一、LS系列机械原点调整
1.4 第三轴原点位置(如果已经移动上限位的限位圈或上限位圈被取下时时按 下图所示以第三轴末端与与第一臂底座距离调整第三轴位置。注意:移动第 三轴时可用点动移动,如果不能点动,则将三轴伺服释放然后按住第二轴上 的白色按钮移动Z轴到原点位置)
EPSON LS系列机械原点校准
深圳市长荣科机电设备有限公司
1
内容
一.机械原点位置 二.编码器脉冲复位
三.左右手精确校准
2
一、LS系列机械原点调整
1.1 原点位置
3
一、LS系列机械原点调整
1.2 第一轴原点位置
将键槽与底 座螺丝中心 对齐
1.3 第二轴原点位置
将此键与第 一轴上的小 槽对齐
4
一、LS系列机械原点调整
Hofs Hofs (1), Hofs (2) + (Ppls(P1,2) + Ppls(P2,2)) /2, Hofs(3), Hofs(4)
11
结束
谢谢
12
3.1 准备一个带针尖的夹具装到丝杆上,使针尖与丝杆中心同心,并在工作面 上画一个小十字叉,如下图所示: (对于有高精度矩阵或跟视觉配合做 高精度定位时,如果原点丢失进行校准时必须先按照第二章所叙做初略校准, 然后再进行左右手精确校准)
10
三左右手精确校准
3.2 移动机械手用左手姿势对正工作面上的十字叉,并将该点示教到P1点,然 后切换到右手姿势对正对正工作面上的十字叉,并将该点示教到P2点。然 后在“命令窗口”执行如下指令:
机器人零点标定方法

机器人零点标定方法机器人零点标定是指在机器人工作之前,准确测量机器人各个关节的角度或位置,并将其设置为零位,以确保机器人运动的准确性。
机器人零点标定是非常重要的,因为机器人关节的角度或位置偏差会影响机器人的精度和稳定性。
下面是一种常见的机器人零点标定方法:1.准备工作在进行零点标定之前,需要将机器人放置在一个安全的位置,并确保机器人的电源处于关闭状态。
还需要为标定过程准备一些工具,如测量工具和电脑。
2.计算器准备启动机器人的计算器,并进行初始化。
这个过程意味着计算器将所有关节角度设置为零。
计算器初始化完成后,它会记录当前的关节位置和角度。
3.运动到初始位置根据机器人的工作空间和需要进行零点标定的关节,选择一个适当的初始位置。
这个位置通常是机器人能够自由运动并不会干扰其他工作的位置。
使用遥控器或计算机指令,使机器人运动到这个初始位置。
4.关节角度测量使用测量工具,如角度测量器或编码器,测量每个关节的角度。
将测量结果记录下来。
5.关节位置测量使用测量工具,如激光测距仪或测量尺,测量每个关节的位置坐标。
这些坐标可以是直角坐标系或极坐标系。
将测量结果记录下来。
6.存储角度和位置数据将测量到的关节角度和位置数据存储在机器人的计算器中。
这样,机器人的计算器就能够记住这些零点数据,并在工作期间使用它们来校准机器人的位置和角度。
7.验证零点标定在完成零点标定后,可以进行一些验证工作来确保标定的准确性。
例如,将机器人移动到其他位置,然后再将其移动回零点位置,看看是否能够准确返回。
如果返回的位置有误差,可能需要重新核对和调整标定数据。
需要注意的是,机器人的零点标定可能因不同类型的机器人而有所不同。
一些机器人可能只需要标定关节角度,而一些机器人可能需要同时标定关节角度和位置。
此外,随着机器人的使用和时间的推移,可能需要定期检查和校准机器人的零点,以确保其精度和性能。
总之,机器人零点标定是机器人工作之前的重要步骤,通过准确测量和记录机器人关节的角度和位置,能够提高机器人的精度和稳定性。
Epson+Robot+G3G6原点校正方法

Epson Robot G3/6原点校正方法原点校正下图为Epson Robot文档里对于Robot原点的说明。
对于新到的设备,应该先检查,再确定是否需要校正。
如果原点位置正确,不需要校正;如果不正确,则需要校正。
G3原点G6原点校正的方法有两种:1、使用C alibration W izard(Menu [Setup]-[Controller]-[Robot]-[Calibration] )。
这种方法在Epson Robot文档里有详细说明,每执行一步都有相应提示,在此不再赘述。
2、不使用C alibration W izard 。
以下对这种方法详细阐述。
准备工作设备上电打开EPSON RC+ 软件在EPSON RC+ 软件中连接需要校正的Robot打开Menu [Robot Manager]MOTOR ON打开Menu [Command Window]检查方法及步骤[Command Window]中输入Pulse 0,0,0,0 <回车>待robot运动完成后检查是否移动到了正确的位置。
如果正确,不需要校正;如果不正确,则需要校正,执行一下步骤。
(位置参考原点图)校正方法及步骤可以四个轴同时校正,也可以单独校正,但注意不能单独校正第四轴,如果需要校正第四轴,应该和第三轴一起同时校正。
以下为四个轴同时校正的方法及步骤,单独校正某个轴的方法类推。
[Command Window]中输入SFree<回车>手动移动Robot各轴至正确的原点位置(位置参考原点图)[Command Window]中输入Motor Off<回车>EncReset 1,2,3,4<回车>重启Robot,Menu [Tool]-[Controller]-[Reset Controller],等待robot重启完成后[Command Window]中输入CalPls 0,0,0,0<回车>Calib 1,2,3,4<回车>至此原点校正完成,接下来检查[Command Window]中输入Motor On<回车>SFree<回车>手动移动Robot各轴至其他位置[Command Window]中输入SLock<回车>Pulse 0,0,0,0<回车>待robot运动完成后检查是否回到刚刚的正确位置。
EPSON SCARA 4轴机器人原点校正方法
机器人原点位置
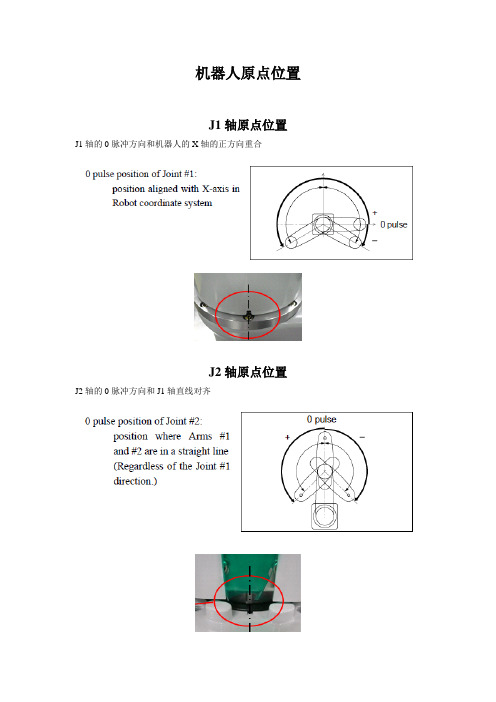
J1轴原点位置
J1轴的0脉冲方向和机器人的X轴的正方向重合
J2轴原点位置
J2轴的0脉冲方向和J1轴直线对齐
J3轴的0脉冲位置接近最上运动范围
J4轴0脉冲位置用丝杆上面的平面或限位环上面的槽对准#2手臂前端的倒三角标记
所有轴都在原点位置时机器人的姿势
1.将机械手运动到以上姿势后,在Epson的RC软件里面的命令窗口进行以下操作
1.在命令窗口输入calpls 0,0,0,0 点回车
2.再在命令窗口输入calib 1,2,3,4 点回车此时原点校正完毕
3.验证原点是否校正好:在命令窗口输入pulse 0,0,0,0 如果机械手回到上图所示姿势(即原点位置),说明原点校正正确。
4轴机器人原点校正方法

机器人原点位置
J1轴原点位置
J1轴的0脉冲方向和机器人的X轴的正方向重合
J2轴原点位置
J2轴的0脉冲方向和J1轴直线对齐
J3轴的0脉冲位置接近最上运动范围
J4轴0脉冲位置用丝杆上面的平面或限位环上面的槽对准#2手臂前端的倒三角标记
所有轴都在原点位置时机器人的姿势
1.将机械手运动到以上姿势后,在Epson的RC软件里面的命令窗口进行以下操作
1.在命令窗口输入calpls 0,0,0,0 点回车
2.再在命令窗口输入calib 1,2,3,4 点回车此时原点校正完毕
3.验证原点是否校正好:在命令窗口输入pulse 0,0,0,0 如果机械手回到上图所示姿势(即原点位置),说明原点校正正确。
爱普生机器人原点校准方法

精心整理EPSON机械手脉冲零点校正一、工具:钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。
二、应用场合:1.当机械手和驱动器的型号及序列号不一致时,需要重2.更换马达等其他问题。
三、机械手脉冲零点位置校正:具体调节步骤如下:1.LS3,在.点击“motoron4个伺服马达刹车;具体如图:2.点击“4个伺服3.具体细节:1)因为刹车释放后,手动可以拖动J1与J22)同理,手动移动丝杆使3、4轴如图所示:(U端面到机体底部为75mm,用钢尺量,相差在2mm3.着点击“motoroff4.具体是在软件中打开命令窗口(ctrl+M)中输入:Encreset1Encreset2Encreset3Encreset3,4按回车如图:5.保持机械手目前手动零点位置不动,重启控制器,具体操作如图:6.保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:Calpls0,0,0,0回车.如下图:+X方向+Z方向8.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:calib1按回车1轴calib2按回车2轴calib3按回车3轴calib3,4按回车4轴(如只需校第一轴,calib1即可,以上将4个轴都校正)7.,在步进示教可看到如下界面:其当前世界坐标值x:400y:0z:0u:0当前关节及脉冲值均为0,8.验证,将机械手的位置移动,是x、y、z、u ctrl+M)中输入:pulse0,0,0,0。
EPSON机器人同第三方相机校准步骤

EPSON机器人同第三方相机校准步骤EPSON机器人同第三方相机校准步骤目的:将第三方相机的视野坐标与EPSON机器人的坐标进行校准,建立转换关系基本思路:1.相机通过以太网或RS232同机器人通信,按机器人校正指令的要求获取、分离相机发送过来的信息2.按照校准步骤,记录机械手校准点的机器人坐标和视觉像素坐标3.使用校准指令,建立机械手和视觉的坐标转换关系4.视觉工作时,将检测到的工件的坐标发给机器人,机器人根据坐标转换关系,转换为机器人坐标后再去做抓取、装配等相应动作准备工作:1.相机安装固定、焦距、光源调整(一旦相机移动了或焦距调整过,需要重新校准)2.机器人原点位置检查:打开电机,命令行窗口中输入Pulse 0,0,0,0看机器人是否运动到原点位置。
如果不准,检查机器人的序列号与控制器是否配套,或者需要重新调整原点。
3.制作9宫图校准板(注意4-5-6的方向是相反的,即上左->上中->上右->中右->中中->中左->下左->下中->下右)4.做作机器人工件坐标的校准工具。
一般要求末端是尖端,方便对位,可以稳固的装在Z轴或抓手上)相机安装方式:相机安装方式有以下几种:1 独立安装(相机坐标与机械手坐标不需要相互转换)2 固定安装(固定向上、固定向下)3 移动相机(J2轴移动,J4轴移动,J5J6轴移动)安装方式比较:使用固定安装,相机无法移动,拍摄范围小;但是视觉检测的时间一般可以用机器人工作的时间并列运行,节省节拍时间。
使用移动相机,相机跟随机器人移动,可以拍摄的范围大;但是视觉进行检测前,机器人必须有一定的静止时间(0.2s~0.5s);视觉进行检测时,机器人一般需要停止不动,不能进行其他工作;整体节拍时间会更长。
因为机器人本身有定位精度,使用移动相机时,视觉检测的精度一般也比使用固定相机的低。
校准步骤:每种安装方式均需要不同的校准方式。
独立安装:使用9宫格校准板,精确的测量该板9个点之间的坐标关系固定安装(固定向下)·使用九宫格校准板·机器人末端安装校准治具·示教治具末端的工具坐标T ool n·按照九宫图的顺序,机械手末端依次对准9个位置,机器人管理器中选择对应的T ool n,并保持点位置(如保持到P1到P9)·移开机器人,视觉识别九宫图上的9个点的像素坐标,同样按照九宫图顺序,将其像素坐标XY依次保存到P11-P19中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EPSON机械手脉冲零点校正
一、工具:
钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。
二、应用场合:
1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,
需要重新校准机械手的位置(重新校准机械手脉冲零位)。
2.更换马达等其他问题。
三、机械手脉冲零点位置校正:
具体调节步骤如下:
1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示:
.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释
放机械手4个伺服马达刹车;具体如图:
2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释
放机械手4个伺服马达刹车;具体如图:
—
3.手动将机械手调整到脉冲零点位置;如下图所示:
+Z方向
+X方向
+Y方向
具体细节:
1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示:
2)同理,手动移动丝杆使3、4轴如图所示:( U轴0位,丝杆端面对应外套上的指针;丝
—杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。
)
3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手
伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图:
4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在
软件中打开命令窗口(ctrl+M)中输入:
Encreset 1 按回车
Encreset 2按回车
Encreset 3按回车
Encreset 3,4按回车
如图:
5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图:
6. 保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:
Calpls 0,0,0,0 回车.如下图:
8.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:
calib 1 按回车 1轴
calib 2按回车 2轴
calib 3按回车 3轴
calib 3,4按回车 4轴
(如只需校第一轴,calib 1即可,以上将4个轴都校正)
机械手脉冲零点的脉冲保存完成,效正基本完成。
7.保持机械手目前手动零点位置不动,打开机器人管理器,点击motor on后,在步进示教可看到如下界面:
其当前世界坐标值x:400 y:0 z:0 u:0
当前关节及脉冲值均为0,
8.验证,将机械手的位置移动,是x、y、z、u的值均有很大变化后,在软件打开命令窗口(ctrl+M)中输入:pulse 0,0,0,0 回车。
此时机械手会自动回到刚校正的脉冲原点位置。