标准时间测试表
北京四年级体育测试时间项目及评分标准
一、体育测试时间安排1.1 日期:体育测试通常安排在每学期末或新学期开始时进行。
1.2 时间:一般安排在上午进行,避免高温天气对学生体能测试结果的影响。
1.3 地点:体育测试通常在学校体育场馆或操场进行,为了保证测试的公平性和准确性,学校应提前做好场地的准备工作。
二、项目及评分标准2.1 体育测试项目的选择应包括跑步、跳远、仰卧起坐等基本项目,以全面评估学生的体能水平。
2.2 跑步项目:测试项目包括50米短跑和800米长跑。
50米短跑的评分标准为根据学生跑完的时间给出相应的成绩,具体标准如下:(1)优秀:男生小于8秒,女生小于9秒;(2)良好:男生8-10秒,女生9-11秒;(3)及格:男生10-12秒,女生11-13秒;(4)不及格:男生大于12秒,女生大于13秒。
800米长跑的评分标准为根据学生跑完的时间给出相应的成绩,具体标准如下:(1)优秀:男生小于3分钟,女生小于3分30秒;(2)良好:男生3-4分钟,女生3分30秒-4分钟;(3)及格:男生4-5分钟,女生4-5分钟;(4)不及格:男生大于5分钟,女生大于5分钟。
2.3 跳远项目:测试项目为立定跳远,评分标准为根据学生跳远的成绩给出相应的成绩,具体标准如下:(1)优秀:男生大于1.80米,女生大于1.60米;(2)良好:男生1.60-1.80米,女生1.40-1.60米;(3)及格:男生1.40-1.60米,女生1.20-1.40米;(4)不及格:男生小于1.40米,女生小于1.20米。
2.4 仰卧起坐项目:测试项目为仰卧起坐,评分标准为根据学生完成的次数给出相应的成绩,具体标准如下:(1)优秀:男生大于50次,女生大于40次;(2)良好:男生40-50次,女生30-40次;(3)及格:男生30-40次,女生20-30次;(4)不及格:男生小于30次,女生小于20次。
以上是北京四年级体育测试时间项目及评分标准的具体安排,通过对学生体能水平的全面评估,可以帮助学生了解自己的身体素质水平,同时也能促进学生参与体育锻炼,培养健康的生活方式。
标准工时测定
时间研究的用途
评价作业系统
当完成某项作业有两种以上的方法时,可通过时间研究,比 较各种方法的效率,在相同条件下从中选取工时最短的理想方法。
用于挖掘时间利用方面的潜力
挖掘时间潜力的主要途径就是尽量减少或消除由各种原因造 成的时间浪费。
时间研究的方法-直接法
秒表时间研究
秒表时间研究是利用秒表或电子计时器,在一段时间内对作 业的执行情况直接的连续观测,把工作时间以及与标准概念(如 正常速度)相比较的对执行情况的估价等数据,一起记录并给予 一个评比值,再加上一定的宽放值,最后确定出该项作业的时间 标准。
时间观测表
时间研究表格 铅笔 计算器 测量距离及速度的仪器等
时间研究的工具
时间观测表
时间研究的工具
时间研究表格
时间研究的步骤
收集资料
划分操作单元
测定时间 时间评比 宽放时间 制定标准时间
收集资料
时间研究需预先确定下列问题:
确定操作方法
在测定之前,要先确定最佳的作业方法,才能按照正确的、 通行的某种测定来确定使用可行的最佳作业方法时的标准作业时 间。这样一来,一次确定了的标准时间可作为推进生产的管理计 划,且作为控制和评价的基本尺度而得以应用。
时间研究
时间研究是在方法研究基础上,对生产时间、辅助时间 等加以分析研究,以求减少或避免出现在制造业中的无效时 间及制定标准时间而进行的测定工作。 时间研究是一种科学、客观、令人信服的决定时间标准 的方法,目前世界上各工业发达国家,均采用时间研究来制 定劳动定额。
时间研究的概念
国际劳工组织的工作研究专家为时间研究下的 定义是: “时间研究是运用一些技术来确定合 格工人,在标准状态下,对一种特定的工作, 以正常速度操作所需时间的一种方法。”
标准时间培训
用标准时间计算产量及效率
目标产量=标准产量x预估效率 实际产量为员工当日相同工作时间内所生产的产量 假设某一工序标准产量为49595x95%=470(件)
用标准时间计算产量及效率
假设某条生产线有20人,工作时间为8小时,生产某一款的标 准时间为40(分/件),当天实际产量为200件,则这条生产线的标 准产量?
标准时间的构成
观测时间
评定系数 宽放时间
正常时间 标准时间
標準操作時間=觀測時間x評比系數x(1+寬放率)
我們公司標準操作時間值測試基本上采用國際常用的秒表測試法,再結合本 公司的具體情況制定的
標準操作時間=機器操作時間x評比系數x(1+機器寬放率) +人手操作時間 x評比系數x(1+人手寬放率)+捆綁時間
标准时间的用途
◆可预估工厂负荷产量
工厂空间有多大,制程上有了标准时间,即可测算工厂产能.
◆生产计划的基础
生管部门的生产计划,因有了标准时间,可以更精确的做生产计划,如在进 度控制上有了问题,也可依标准时间来做人力调整.
◆可作为人力增减之依据
做何产品?计划产量多少?工作日多少?每日计划工作时间多少?有了上面的 资讯再加上有了标准时间,即可计算所需的人力,也就可有准备的进行增补或 调整.
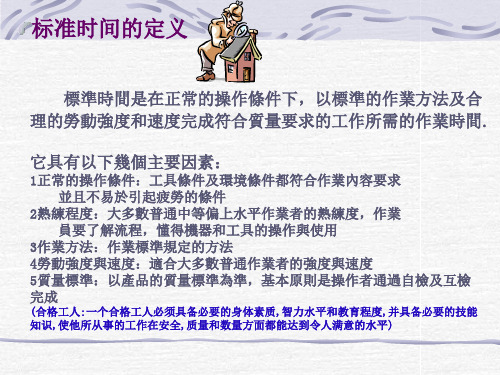
3作業方法:作業標準規定的方法 4勞動強度與速度:適合大多數普通作業者的強度與速度 5質量標準:以產品的質量標準為準,基本原則是操作者通過自檢及互檢 完成
(合格工人:一个合格工人必须具备必要的身体素质,智力水平和教育程度,并具备必要的技能 知识,使他所从事的工作在安全,质量和数量方面都能达到令人满意的水平)
◆作业方法的比较选择
对于不同的作业方法透过方法研究,时间研究,可以选择最好的作业方法.
标准工时分析表(MOD法)1
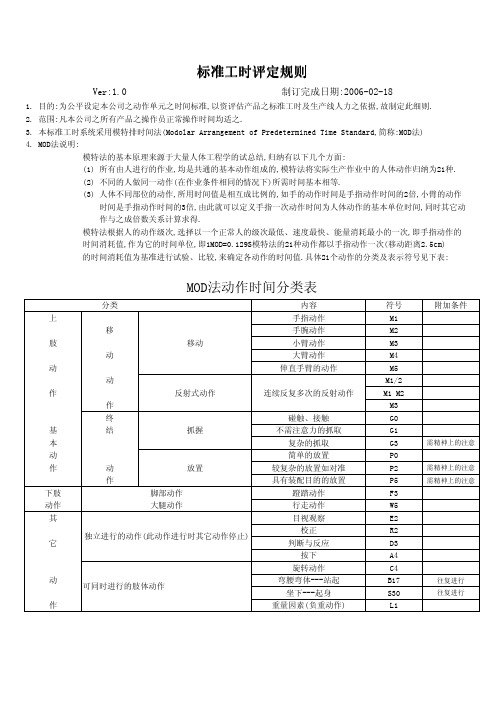
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种. (2) 不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.
(3) 人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作 时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其它动 作与之成倍数关系计算求得.
开盒拉出编带装入成型机
每编带500PCS
校正后摇动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后按开关开动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后摇动机器成型
机械自动成型
编带500PCS
M3G3 M3P0 R2P5
机械自动成型
移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿陶 瓷 电 容 到 胸 前 校正后插入治具并成型 取下桥堆放入物料盒中
散热片缠黄胶
移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 取下电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 将电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 校 正 后 夹 入 治 具 并 打KIN脚 取下电容放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 校正后夹入治具并切脚 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 看清方向 校正后夹入治具并弯脚 取下灯仔放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后取下管塞并放入 成型机 将物料装入静电带中 将物料转入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后夹入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取桥堆 拿到胸前 看清方向 校正后夹入治具并成型 取下桥堆放入物料盒中 移动上身移动小臂至零件盒抓取物料 拿到胸前
小学体育锻炼方案、标准评分表

XX小学体育月考测试方案
测试项目:全年级50米跑
蹲踞式跳远
垒球
测试时间:5月1号放假回来后进行测试,在两个星期内完成,具体每天测试时间定为,中午午自修、傍晚一、二年级是自理课,其余年级第三节课课外活动时间。
测试顺序:按照班级顺序来进行,低年级一班先开始。
测试项目分配:一、二年级先进行垒球、三、四年级蹲踞式跳远、五、六年级50米跑。
测试老师分组:一、二年级王麒、凌尧根
三、四年级茅小康寿银丰
五、六年级朱胜阳严锋
XX小学体育测试评分表 (小学一、二年级)评分表。
北京标准时间校对

北京标准时间校对北京标准时间(Beijing Standard Time)是中国的标准时间,也是东八区的时间,通常简称为“北京时间”。
它比协调世界时(UTC)晚8小时。
北京时间是中国大陆、台湾、香港、澳门和新加坡的官方时间,也是马来西亚、菲律宾、蒙古国和俄罗斯贝加尔湖地区的非官方时间。
北京时间通常用于中国的政府、商业和学术活动,以及中国国际广播电台和中国中央电视台的节目播出时间。
北京时间的确定是基于中国的地理位置和政治决定。
中国的地理横跨五个时区,但为了统一国家的时间,中国于1949年设立了一个统一的标准时间。
在1970年代之前,中国采用了北京时间加30分钟的方案,但后来为了统一国家的时间,决定使用整点时间。
北京时间也是中国的标准时间,其他时区的时间都是相对于北京时间的偏移量。
校对北京标准时间非常重要,因为时间的准确性对于很多活动来说至关重要。
在现代社会,人们的生活和工作都离不开时间,如果时间出现偏差,可能会导致很多问题。
比如,在交通运输领域,如果航班的起飞时间或者火车的发车时间出现偏差,可能会给乘客带来不便;在金融交易领域,如果交易时间出现错误,可能会导致财务损失;在科研实验领域,如果时间不准确,可能会导致实验结果的误差。
因此,校对北京标准时间对于各个领域都是至关重要的。
校对北京标准时间的方法有很多种,可以通过互联网、电话、电视等方式获取准确的时间信息。
在现代科技的支持下,我们可以很方便地获取到准确的北京时间。
同时,也可以通过校对时间的设备,比如手机、手表、电脑等,来确保时间的准确性。
在日常生活中,我们也可以通过一些简单的方法来校对北京时间,比如每天都校对一次手机的时间,或者定期校对一下电视上的时间。
这些简单的方法可以帮助我们确保时间的准确性,避免因时间偏差而导致的问题。
总之,北京标准时间的准确性对于各个领域都是至关重要的。
我们应该重视时间的准确性,采取合适的方法来校对北京时间,确保我们的生活和工作都能在正确的时间基准下进行。
标准工时测算方法
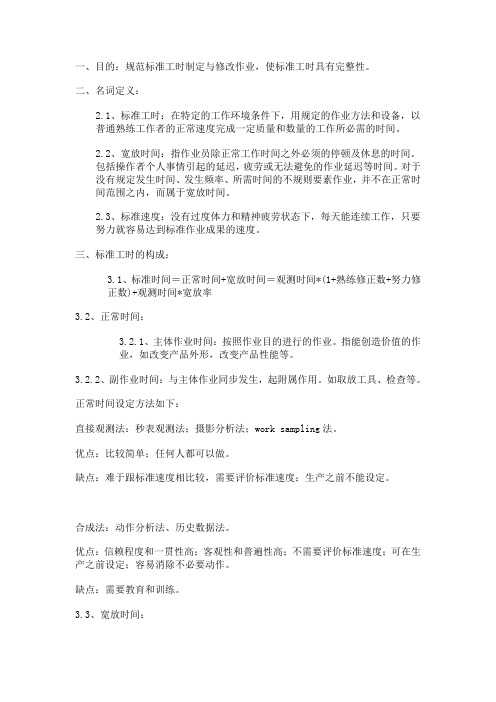
一、目的:规范标准工时制定与修改作业,使标准工时具有完整性。
二、名词定义:2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
三、标准工时的构成:3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率3.2、正常时间:3.2.1、主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
3.2.2、副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
正常时间设定方法如下:直接观测法:秒表观测法;摄影分析法;work sampling法。
优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。
合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练。
3.3、宽放时间:3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。
3.3.2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。
3.3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放. 作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用处理不良品等。
3.3.4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
如熟练度的差异,工位编排产生的损失等。
测试计划安排表

务
问题报告。
3. 软件配置复查
软件配置复查的目的是保证
软件配置的所有成分都齐全;
– 所有的文档都是正确且便于使用;
– 同时,对其它软件需求,例如可移植性、兼容性、出错自动恢复、可维护性等,也都要进行测试
* 在全部软件测试的测试用例运行完后,所有的测试结果可以分为两类:
– 测试结果与预期的结果相符。
这说明软件的这部分功能或性能特征与需求规格说明书相符合,从而这部分程序被接受。
门
权限。
等
特殊值测试
别和响应。
行测试
行测试
合,从而这部分程序被
性。
时。
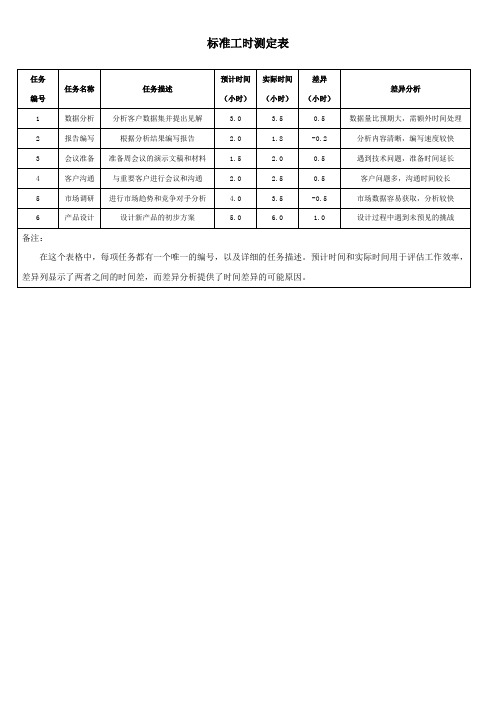
标准工时测定表
任务
编号
任务名称
任务描述
预计时间
(小时)
实际时间
(小时)
差异
(小时)
差异分析
1
数据分析
分析客户数据集并提出见解
3.0
3.5
0.5
数据量比预期大,需额外时间处理
2Hale Waihona Puke 报告编写根据分析结果编写报告
2.0
1.8
-0.2
分析内容清晰,编写速度较快
3
会议准备
准备周会议的演示文稿和材料
1.5
2.0
0.5
遇到技术问题,准备时间延长
4
客户沟通
与重要客户进行会议和沟通
2.0
2.5
0.5
客户问题多,沟通时间较长
5
市场调研
进行市场趋势和竞争对手分析
4.0
3.5
-0.5
市场数据容易获取,分析较快
6
产品设计
设计新产品的初步方案
5.0
6.0
1.0
设计过程中遇到未预见的挑战
备注:
在这个表格中,每项任务都有一个唯一的编号,以及详细的任务描述。预计时间和实际时间用于评估工作效率,差异列显示了两者之间的时间差,而差异分析提供了时间差异的可能原因。
5x5舒尔特方格标准
5x5舒尔特方格标准
舒尔特方格(Schulte Grid)是一种用于测量注意力、记忆和视觉感知能力的心理测试。
在舒尔特方格中,每个方格都有一个数字,从1开始逐渐增加,直到5x5的方格全部填满。
下面将详细介绍5x5舒尔特方格的标准。
一、表格制作
1. 创建一个5x5的表格,可以在纸上或使用电子表格软件。
2. 在表格的每一行和每一列中填入数字,从1开始逐渐增加。
3. 在填满整个表格后,可以通过划掉已经填写的数字来排除已选择的选项。
二、表格阅读
1. 测试者需按照1-25的顺序逐个找出数字所在的位置。
2. 测试者可以用手指或笔尖逐行逐列地扫描表格。
3. 在找到一个数字后,测试者可以大声读出该数字,并指向其所在的位置。
4. 测试者应尽可能快速而准确地完成这个任务。
三、时间限制
1. 测试者需要在规定的时间内完成表格阅读。
2. 时间限制通常为1分钟左右,但可以根据需要进行调整。
3. 在时间限制结束时,测试者应立即停止阅读并记录下所用的时间。
四、评分标准
1. 根据测试者完成表格所需的时间进行评分。
2. 如果测试者在规定时间内完成任务,则得分等于完成时间除以60(因为总共有60个方格)。
3. 如果测试者未能在规定时间内完成任务,则得分等于实际完成时间除以规定时间乘以60。
4. 最高得分是60分,最低得分是0分。
标准工时及秒表法
若将观测时间的异常值剔除,则可不对一致性进行评比。
一、标准工时简介
• 常用的评定方法有速度评定法、平准化法、客观评定法与合成评定法。 • 其中以平准化法应用最广。平准化法首先由美国西屋电气公司所提倡,故亦称
为西屋法。此法是将熟练、努力、工作环境和一致性四者作为衡量工作的主要 评比因素。每个评比因素再分超佳或理想、优、良、平均、可、欠佳等六个高 低程度的等级。 (1) 熟练系数
一、标准工时简介
5 宽放研究
(3)延迟宽放。是操作中无法避免的延迟所需要的宽放,即并非由操作者本人所 能控制的中断。如班组长布置任务、管理原因造成的延误等考虑的宽放。具体 包括以下3种。
1)操作宽放。是指操作过程中由于操作程序或操作上的特性而发生的不可避免的 中断时间。例如,工人到仓库领料、刃磨工具、清洁机器、周程检查等发生在 一固定间隔或某一定周期之后的动作时间。
2)机器干扰宽放。机器干扰表现为操作工正在一台机器上工作时,另一台机器已 完成上道工序而等待操作工去操作,从而产生了迟延。
3)偶发宽放。考虑生产中不规则发生的中断迟延时间。如打扫卫生,维护机器, 以及由管理原因造成的中断,后者如填写生产日报,停工待料,停电停水等。 偶发宽放是考虑生产中不规则发生的中断延迟时间,这部分宽放时间很不稳定 ,可通过工作抽样确定。
E2受生活不正常的影响,须摸索工作
F1对工作未能熟悉,不能得心应手,显得笨手笨脚适性 F1有多作的动作,需摸索,工具使用不当
标准工时计算表
5 装耳壳面盖 (R/L) 6 听音检查
前端线穿饰环 /穿线档 (SR)1个/点 胶 PCB加咪头/整 焊接咪头/正 整理线材/焊 放咪壳下盖/
7
穿线档(SR) 2个/点胶 PCB加咪头/整 焊接咪头/正 整理线材/焊 放咪壳下盖/
7
8 理线头 9 面线头
8 理线头 9 面线头
10 接反面线头 11 放好PCB
10 接反面线头 11 放好PCB
12 键/组装咪壳 13 头波形) 14 观
咪壳上盖装按 测试(喇叭/咪 点胶水/检外 装PE袋/贴小
12 键/组装咪壳 13 头波形) 14 观
点胶水/检外
咪壳上盖装按 测试(喇叭/咪
15 标签/包装
15 标签/包装
装PE袋/贴小
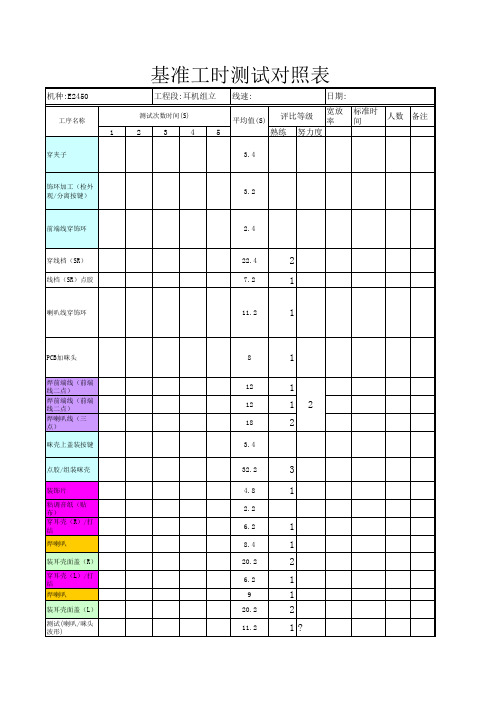
基准工时测试对照表
机种:E2450
工序名称
工程段:耳机组立
测试次数时间(S)
线速: 5
平均值(S)
日期: 评比等级 宽放率 标准时间人数 备注 熟练度 努力度
1
2
3
4
穿夹子
3.4
饰环加工(检外 观/分离按键)
3.2
前端线穿饰环
2.4
穿线档(SR) 线档(SR)点胶
22.4 7.2
2 1 1
喇叭线穿饰环
13.2
1
饰环加工(检 外观/分离按 键)/后端线 穿饰环 装饰片/粘调 音纸(贴布) /穿耳壳(R) 打结 装饰片/粘调 音纸(贴布) /穿耳壳(L) 打结 焊喇叭(2个喇
2
16.8
2
3
20.2
3
4 (R/L)
4 叭) 11.4 扫频仪1台
5 听音检查 6
饰环加工(检 外观/分离按 键)/穿夹子/ 前后端线穿饰 环
实验室测试时间评估表
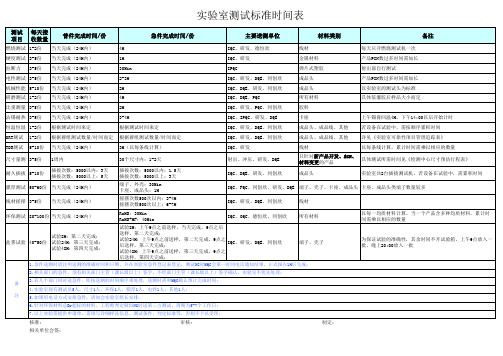
尺寸量测 3-5份 1周内
30个尺寸内:1-2天
射出、冲压、研发、DQE
只针对新产品开发、ECN、 材料变更的产品
具体测试所需时间见《检测中心尺寸预估行程表》
耐久插拔 5-10份
插拔次数:5000以内:3天 插拔次数:5000以上:5天
插拔次数:5000以内:1.5天 插拔次数:5000以上:3天
IQC、DQE、研发、同创欣
30Min
IPQC
弹片式塑胶
射出部自行测试
电性测试 3-5份 当天完成(24H内)
2-3H
IQC、研发、DQE、同创欣
成品头
产品PIN数过多时间需加长
机械性能 5-10份 当天完成(24H内)
2H
IQC、DQE、研发、同创欣
成品头
以实验室的测试头为标准
研磨测试 1-2份 当天完成(24H内)
有材料
具体依灌胶后样品大小而定
比重测量 3-5份 当天完成(24H内)
2H
IQC、研发、PQC、同创欣
胶料
沾锡耐热 3-5份 当天完成(24H内)
3-4H
IQC、IPQC、研发、DQE
卡座
上午锡膏回温4H,下午14:00以后开始计时
恒温恒湿 1-2份 根据测试时间来定
根据测试时间来定
IQC、研发、DQE、同创欣
注 5.如果用电话方式安排急件,请知会实验室组长安排;
6.针对环保材料总Br超标的材料,工程师判定疑似NG时送第三方测试,周期为5-7个工作日;
7.以上实验需提供申请单,需填写详细样品信息、测试条件、判定标准等,否则不予以受理;
核准: 相关单位会签:
审核:
制定:
1.急件送测时请注明送测的准确时间和日期,并在实验室急件登记表登记,测试NG时MQC会第一时间电话通知结果,正式报告1H后完成;
盐雾测试时间标准
盐雾测试时间标准盐雾测试是一种常用的环境适应性测试方法,主要用于评估材料和涂层的耐腐蚀性能。
在进行盐雾测试时,测试时间的选择是非常重要的,因为测试时间的长短直接影响到测试结果的准确性和可靠性。
下面将介绍盐雾测试时间标准的相关内容,希望能够对大家有所帮助。
首先,盐雾测试时间标准的选择应当参考相关的国家标准和行业标准。
在国际上,盐雾测试时间标准一般由ISO 9227《腐蚀试验》和ASTM B117《盐雾试验标准》等标准规定。
这些标准中都对盐雾测试的时间进行了详细的规定,包括常用的测试时间和特殊情况下的测试时间。
其次,盐雾测试时间标准的选择还应当考虑被测试材料或涂层的使用环境和要求。
不同的材料和涂层在不同的使用环境下,对盐雾腐蚀的要求也会有所不同。
因此,在选择盐雾测试时间时,应当结合实际情况,进行合理的选择。
另外,盐雾测试时间标准的选择还应当考虑测试设备的性能和条件。
在进行盐雾测试时,测试设备的性能和条件对测试结果也有很大的影响。
因此,在选择盐雾测试时间时,应当考虑测试设备的性能和条件,以确保测试结果的准确性和可靠性。
总的来说,选择盐雾测试时间标准应当综合考虑国家标准、行业标准、使用环境和要求,以及测试设备的性能和条件等因素。
只有在综合考虑的基础上,选择合适的盐雾测试时间标准,才能够得到准确可靠的测试结果。
在实际操作中,应当严格按照相关的标准和要求进行盐雾测试,确保测试结果的准确性和可靠性。
同时,还应当定期对测试设备进行维护和校准,以确保测试设备的性能和条件符合要求。
总之,盐雾测试时间标准的选择是非常重要的,应当综合考虑国家标准、行业标准、使用环境和要求,以及测试设备的性能和条件等因素。
只有在综合考虑的基础上,选择合适的盐雾测试时间标准,才能够得到准确可靠的测试结果。
希望本文能够对大家有所帮助,谢谢阅读!。
胶化时间测试标准

胶化时间测试标准
"胶化时间测试" 是用于测量某种物质在特定条件下从液态或溶解状态转化为胶状或凝固状态所需的时间。
这个测试通常用于涉及液体或半固体材料的工程、工业和科学领域,以评估材料的特性和性能。
不同领域和应用可能有不同的测试标准,以下是一些常见的测试标准:
1.ASTM D660 - ASTM国际标准组织发布的标准,用于评估胶状
和胶化材料的性能。
2.ISO 6914 - 国际标准化组织(ISO)发布的标准,用于测定胶化
时间。
3.DIN 53018 - 德国工程标准化组织(DIN)发布的标准,用于液
体和半液体材料的胶化时间测试。
4.API RP 10B-2 - 石油工程师协会(API)发布的标准,用于评估
油井水泥的胶化时间。
5.FTM 791-3111 - 美国联邦测试方法标准,适用于测量胶化时
间。
这些标准通常规定了测试的实验条件,例如温度、湿度、搅拌速度和样品容器。
测试的结果可用于确定材料在不同条件下的应用性能,例如在建筑、食品加工、石油工业、医药和化工领域中的应用。
要执行胶化时间测试,通常需要遵循适用的标准,并使用适当的实验设备和方法。
请注意,具体的测试标准和程序可能因所涉及的材料和行业而异。
作息规律的量表
作息规律的量表
作息规律性量表是一种评估个体日常作息习惯的测量工具,通常包括评估个体的睡眠和清醒时间、睡眠质量和持续时间、饮食习惯等方面。
以下是一个简单的作息规律性量表,包括10个问题,请根据您的实际情况进行回答:
1. 我通常在每天固定的时间上床睡觉和起床。
2. 我很少因为疲劳或压力而影响睡眠。
3. 我每天晚上都能获得足够的睡眠时间。
4. 我每天早上醒来时感觉精神饱满。
5. 我通常在吃饭时间吃饭,而不是在非正餐时间吃零食。
6. 我很少因为工作或学习压力而影响食欲。
7. 我通常在吃饭时能够专注于食物,而不是分心于其他事情。
8. 我通常会喝足够的水来保持身体水分平衡。
9. 我很少在晚上吃大餐或喝咖啡等刺激性饮料。
10. 我通常在晚上进行适量的运动来帮助睡眠。
对于每个问题,请根据您的实际情况选择以下五个选项中的一个:
1. 完全不符合
2. 有些不符合
3. 既不符合也不符合
4. 有些符合
5. 完全符合
根据您的回答,您可以计算出您的总分,并评估您的作息规律性水平。
总分越高,表示您的作息规律性越好。
请注意,这只是一个简单的量表,可能无法涵盖所有方面,因此请根据自己的实际情况进行评估。
服装标准时间及举例(秒表法)
标 准 时 间一. 工作日时间构成:二. 标准时间的定义:标准时间是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间 它具有以下几个主要因素:1.正常的操作条件:工具条件及环境条件都符合作业内容要求并且不易于引起疲劳的条件2.熟练程度:大多数普通中等偏上水平作业者的熟练度,作业员要了解流程,懂得机器和工具的 操作与使用3.作业方法:作业标准规定的方法4.劳动强度与速度:适合大多数普通作业者的强度与速度5.质量标准:以产品的质量标准为准,基本原则是操整理通过自检及互检完成三.标准时间的意义与用途: 主要有以下几个方面应用: 1.制定生产计划2.人工工时计划及人员计划3.评价:不同作业者的工作表现 不同的供货商的效率成本 不同的作业方法的优劣4.用作产品的人工成本控制与管理,包括记件工资的基准5.对客户的估价与报价6.设备及工装的需求计划工作日时间定额时间非定额时间准备与结束时间 作业时间布置工作地时间 休息与生理需要时间 停工时间非生产工作时间7.革新与改善的成绩评价※ 特别要强调的是标准时间不是一成不变的,随着作业方法、机器设备及产品工艺的改进,标准时间是在不断更新与提高的状态四.时间分析(秒表时间研究):标准时间的设定方法总体大致分为经验估算及科学的时间分析与预定时间标准法(PTS)等,在此着重介绍时间分析的测量方法 1.时间评比(速率):1)时间评比是一种判断与评价的技术,其目的在于把实际作业时间修正到合理的作业速度下的时间,消除因被测量人的工作态度、熟练度及环境因素对实测时间的影响,具体影响作业者的因素如下图所示:作业速度的影响因素2)我们公司采用的是一种国际上应用最为广泛的平准化法(Leveling)来进行评比系数的测定计算公式如下:评比系数=(1+熟练程度+努力程度+环境+一致性)x100%平均化法从熟练、努力、环境和一致性四个方面评价作业速度其它作员 上司公司外人员保障(公司) 升职的机会上司与同事的评价企业文化的认同奖励环 境努力度照明 温湿度 音响 色彩身体条件人际关系 经济状态 精神支柱适应性 身体条件 培训技术水平 设备的操作性熟练度作业速 度A.熟练作业动作流畅性及熟练度主要体现在动作的韵律及节奏感上B.努力作业者的劳动欲望,反映作业者在精神上的努力度与身体状态,与熟练度有直接关系,因此两者不应相差等级太远C.环境对作业者产生影响的环境因素,此项一般情况可视作平均D.一致性(稳定性)周期作业时间的稳定性的评价,此项一般情况可视作平均评比因素的主要评价标准评比因素及等级下面举例某员工的评比如下:评比系数=(1+熟练+努力+环境+一致性) x 100%=(1+0.06+0.02+0.00+0.00) x 100%=108%2.时间宽放:1)时间宽放的概述:时间宽放是为使作业正常进行,在正常作业的凈时间以外附加的由于不可抗因素造成的作业中断及迟延或由于作业者疲劳造成的迟延时间,简而言之,作业时间所必须的停与休息时间为宽放时间2)时间宽放率:A.人手宽放--由于操整理个人身体正常需要和本身疲劳等所花费的时间(如上厕所﹐喝水)B.机器宽放--指机器需要维修,加油或需要调校时等导致操整理不能造货的时间(如﹕断针﹐断线﹐换梭蕊等)宽放时间=正常时间x宽放率我们公司时间宽放率是在服装行业的基础上,在根据公司实际情况制定的人手及机器宽放率可依下表查出机器类型宽放率单针平车26.5%双针平车31.5%三线级骨21.5%四线级骨23.0%计算机车21.5%辘车21.5%崁车26.5%折巾车27.5%刀车24.0%单针人字车28.5%三针人字车31.5%四针六线车31.5%九牙车27.5%高车26.5%打枣21.0%钮门车23.5%钮扣车21.0%五爪扣车17.0%裁刀18.5%烫斗18.5%人手高难度17.0%人手低难度14.0%人手与机器20.0%3.时间分析中标准时间的构成:标准操作时间=观测时间x评比系数x(1+宽放率)我们公司标准操作时间值测试基本上采用国际常用的秒表测试法,再结合本公司的具体情况制定的标准操作时间=机器操作时间x评比系数x(1+机器宽放率) +人手操作时间x评比系数x(1+人手宽放率)+捆绑时间(捆绑时间=解捆时间+绑扎时间+剪菲仔时间)※所以工人的工作表现不同,所给的评比也会不同,因此一个工序的标准操作时间不会因工人的不同而不同,即与工人的工作速度快慢无关4.用秒表测试标准时间之步骤:1)准备工作记录相关有效资料﹕如机器类型,制单号,工序名称,布的种类,性能好的秒表等2)选择研究对象操作的动作在工厂应该是相当于平均水平或之上的,操整理应是受过良好训练的,有经验及有正确的操作方法,操整理应当具有合作精神和能接受好的建议.3)分析方法时间研究表格上的内容应作详细记录,如机器种类.4)划分操作(单元)将工序分成小的元素,即将机器与人手的动作分开,细分动作元素越细越好,但以时间研究人员能精确测记为宜,一般不低于3秒.5)测试每个动作单位的时间值观测次数根据误差界限法确定(误差为±5%,可靠度为95%),根据实际情况一般测20次,填在表格中.6)剔除异常值将所记录的不正常的资料删除(用三倍标准差法).7)评比(Rating培训软件)观察工人整体动作,确定出评比系数(用平准化法).8)确定正常时间9)确定宽放时间10)计算标准时间11)如有需要,加捆扎、剪菲仔时间注:每个工序的标准工作时间会因作业标准的改变而改变,因此,当一个工序的作业标准改变后,应对该工序重新测试。