硅胶-过程潜在失效模式及后果分析(PFMEA)
pfmea过程潜在失效模式及后果分析案例(从原材料-加工-出货整套案例分析)

1、注射压力大 2、锁模力不够 3.模具分型面有异物
4 调节注射压力 作业准备验证,适当调
整,并进行工艺监控 清理模具分型面
产品不合格
2
C 4.塑料温度太高
调节 56
5
制品质量符合 要求
气泡
1.原料含水分、溶剂或 易挥发物
3
原料检验
2.塑料温度太高或受热 时间长,易降聚或分解
标签贴错 漏检 纸箱受潮变形 数量不准确
产品型号错
误,顾客不满 2
意
不良品混入, 影响客户使用
5
纸箱变形破损 3
顾客不满意
1
C 包装人员粗心 C 检验人员操作失误 C 纸箱堆积太高 C 仓库计数错误
3 检查、更正 3 检验、及时标记 3 检查、更正 3 检查、更正
2 42
1 21
3 18 4 60 3 27 26
3.注射压力太小
调节注射压力
4.注射柱塞退回太早 产品不合格 7 A
5.模具温度太低
调节注射温度
6.注射速度快
调节注射速度
2 42
7.在料筒加料端混入空 气
6
制品质量符合 要求
凹痕、缩水
产品不合格 7
1、流道浇口太小
4
2、塑料件太厚或厚薄 不均
3、浇口位置不当
4、注射保压时间太短 A 5、加料量不夠
过程潜在失效模式及后果分析 (PFMEA)
类型/部件: 车型年:
核心小组:
设计责任: 关键日期:
RPN DETECT
OCCUR CLASS SEV
项目
设计功能/要 求
潜在失效模式
潜在失效后果
1 原材料采购 原材料不合格
PFMEA潜在失效模式及后果影响分析案例
PFMEA潜在失效模式及后果影响分析案例PFMEA(Process Failure Mode and Effects Analysis)是一个系统性的方法,用于识别潜在的失效模式、评估其后果的重要性,并采取相应的预防措施。
它可以应用于各种业务和行业,以确保过程和产品的高质量和可靠性。
本文将通过一个案例来说明PFMEA的应用。
假设我们是一家汽车制造公司,正在开发一款新的汽车引擎。
我们将使用PFMEA方法来分析潜在的失效模式和其后果的影响,并采取相应的措施来减少风险。
首先,我们需要识别可能的失效模式。
对于引擎制造过程,我们可以列出一些可能的失效模式,如材料损坏、装配错误、接头松动等。
我们可以根据以往的经验和相关文献来确定这些潜在的失效模式。
接下来,我们需要评估这些失效模式的后果的重要性。
对于每个失效模式,我们可以列出可能的后果,如引擎停止工作、损坏其他部件、影响整车性能等。
我们可以使用一些定量的指标来评估这些后果,比如成本、可靠性、安全性等。
在我们的案例中,让我们考虑一个潜在的失效模式是接头松动。
这个失效模式的可能后果包括引擎停止工作、损坏其他部件、影响整车性能等。
我们可以使用定量指标来评估这些后果的重要性。
我们可以认为影响整车性能的后果是非常重要的,因为它可能导致安全问题和客户不满意。
接下来,我们需要确定控制措施,以减少这些失效模式的风险。
对于接头松动这个失效模式,我们可以采取一些措施来控制风险,比如增加紧固力度、使用锁紧剂、加强质量检查等。
我们可以使用一些定量指标来评估这些控制措施的效果,比如降低风险的程度、成本等。
最后,我们需要跟踪和更新PFMEA。
一旦我们实施了控制措施,我们需要不断跟踪失效模式的发生情况和其后果的重要性。
如果我们发现控制措施不够有效,我们可以采取进一步的改进措施,以减少风险。
通过以上的分析,我们可以有效地识别潜在的失效模式和其后果的重要性,并采取相应的预防措施来减少风险。
PFMEA是一个强大的工具,可以帮助我们提高产品和过程的质量和可靠性,从而提高客户满意度并降低成本。
过程潜在失效模式及后果分析(PFMEA)已填写

半成品未做标示
使用统一的周转箱存放半成品 3
检查周转箱内的标示
3 45
热处理8.8级 130 热处理
工件表面处理未达到技术 要求
导致产品机械性能不合格
7
零件不得混淆
产品混杂
用户抱怨
3
热处理未按工艺严格执行
供应商定期评审
盛器未清理干净
1.定期评审; 2.定期对供应商质量考核。
2
1.核对供方检验报告; 2.抽检。
4
1.下单错误; 2.领料计数偏差过大。
1.生产部核对领料单; 2.领料员复验领料数量.
4 车间主任核对
4 64
原材料正确堆放
原材料损坏,变形
1.损坏材料无法使用; 2.缺陷材料造成零件不良
4
原材料搬运、存放过程中碰伤 1.按要求搬运;
、变形。
2.做防护措施。
5
1.工人作业时自检; 2.检验员巡检。
2.检测工具失效.
2.检具定期校正.
6
1.按培训计划执行; 2.量检具检测报告
3 72
半成品按规定堆放、
90 搬至搓牙机床
移动
半成品按规定放置并
做标识
半成品损坏,变形 半成品混淆
无法使用
5
需要挑选半成品,浪费时 间和人力
5
产品搬运过程中碰伤,掉落 使用统一的周转箱和手推车 3 在下道工序生产时目视检验 3 45
零件/系统名称及编号: 车型年/车辆类型 核心小组
过程潜在失效模式及后果分析(PFMEA)
过程责任: 关键日期
工
序 号
过程描述
No.
要求
半成品按规定堆放、
140 搬至待待检区
潜在失效模式及后果分析程序(PFMEA).
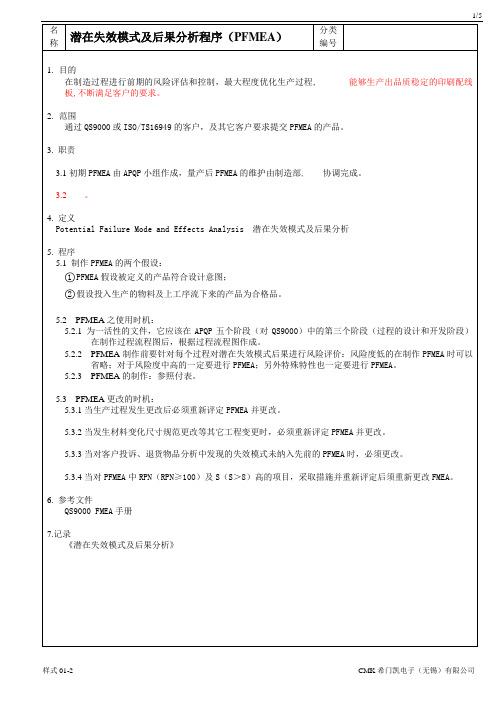
样式 01-2
CMK 希门凯电子(无锡)有限公司
将重要特性转化成潜在不良模式
失效模式是对该特定的过程/产品特性不合理由的详细 描述
识别其潜在的失效后果
是
失效后果以不符合产品功能或过程作业功能要求的方式 描述,如果该失效涉及不符合政府法规的潜在因素或对 产品相关操作人员安全的潜在影响则必须加以指出.
是否有其它的 潜在失效模式 检查是否有遗漏了其它的潜在失效模式.
否
判定严重度
按照严重度评分标准,评估严重度.
分级
按照严重度分级基准分类.
确认潜在不良原因
原因必须以某种可以改正或控制的方式加以描述, 避免模 棱两可的语句.
判定频度数
按照频度数评分标准,评估频度数.
A
样式 01-2
CMK 希门凯电子(无锡)有限公司
3/5
名 称
潜在失效模式及后果分析程序( 潜在失效模式及后果分析程序(PFMEA) )
高:现有控制在后道工序或中间检查中(在制造过程完成之前)几乎肯定能发现存在的缺陷。 3-4 现有控制在后道工序或中间检查中(在制造过程完成之前)几乎肯定能发现存在的缺陷。 - 非常高/早期:现有控制几乎是在制造过程中, 非常高 早期:现有控制几乎是在制造过程中,在产品移动到下一工序或别的部门前肯定能发 早期 1-2 - 现缺陷的存在。 现缺陷的存在。
追踪
样式 01-2
CMK 希门凯电子(无锡)有限公司
4/5
名 称
潜在失效模式及后果分析程序( 潜在失效模式及后果分析程序(PFMEA) )
分类 编号
付表-2
严重度、频度、探测度定级表
1、严重度定级标准 、 失效后果的严重度
定级
非常高:潜在的失效模式可能会导致生产现场失效( ) 或构成安全性危害, ,或构成安全性危害 非常高:潜在的失效模式可能会导致生产现场失效(9) 或构成安全性危害,或不符合某项 , 9-10 - 政府法规的要求 高:由于失效的性质导致顾客高度不满意。可能会导致后续产品加工过程的严重中断或导致 由于失效的性质导致顾客高度不满意。 产品不能满足其销售规范。会导致顾客投诉和产品退货。在顾客进行最终产品试验过程中, - 产品不能满足其销售规范。会导致顾客投诉和产品退货。在顾客进行最终产品试验过程中, 7-8 该种失效有可能被查出来。 该种失效有可能被查出来。 中等:失效会引起顾客有些不满意且可能导致顾客投诉。为适应该种材料, 中等:失效会引起顾客有些不满意且可能导致顾客投诉。为适应该种材料,顾客可能需要对 可能导致顾客投诉 5-6 - 他们的过程进行修改或调整。 他们的过程进行修改或调整。 低:失效只会引起外观的轻微不良或顾客轻微的恼怒。顾客将注意到产品或产品加工只有一 失效只会引起外观的轻微不良或顾客轻微的恼怒。 3-4 - 些轻微劣化或不便。 些轻微劣化或不便。 微弱:顾客合理地认为该失效的微弱性对产品或其加工不会引起任何实质性后果。 微弱:顾客合理地认为该失效的微弱性对产品或其加工不会引起任何实质性后果。顾客甚至 1-2 - 可能注意不到这种失效。 可能注意不到这种失效。 2、频度定级标准 、 失效的频度 非常高:失效几乎总是不可避免的。需要开发其他过程步骤以解决失效问题。 非常高:失效几乎总是不可避免的。需要开发其他过程步骤以解决失效问题。 高:类似的过程曾有过重复失效的发生。该过程不处于统计受控状态。 类似的过程曾有过重复失效的发生。该过程不处于统计受控状态。 中等:类似的过程曾经有过偶尔失效,但比例不大。过程是处于统计受控状态。 类似的过程曾经有过偶尔失效,但比例不大。过程是处于统计受控状态。 非常低:类似的过程只有个别或极个别的失效发生。 非常低:类似的过程只有个别或极个别的失效发生。 极低:不太可能有失效发生。几乎同样的过程从未发生有关的失效。 极低:不太可能有失效发生。几乎同样的过程从未发生有关的失效。过程处于统计受控状态 或已采取了防错措施。 或已采取了防错措施。 3、探测度定级标准 、 缺陷被发现的可能性及其在过程中的位置 绝对的不确定:现有控制不会或不能发现存在的缺陷。 绝对的不确定:现有控制不会或不能发现存在的缺陷。 定级 9-10 - 定级 9-10 - 7-8 - 5-6 - 3-4 - 1-2 -
pfmea过程失效模式与后果分析报告

通过深入分析,我们确定了导致这些失效的潜在原因,包 括设备老化、操作规程不完善、员工培训不足、原材料质 量控制不严格以及工艺参数设置不合理等。
对未来工作的建议和展望
改进措施建议
持续改进计划
未来研究方向
基于PFMEA的结果,我们提出了一系 列改进措施,包括更新设备、优化操 作规程、加强员工培训、严格控制原 材料质量以及调整工艺参数等。这些 措施旨在减少失效发生的风险,提高 生产过程的可靠性和稳定性。
为了确保改进措施的有效实施,我们 制定了持续改进计划。该计划包括定 期评估改进效果、监测潜在问题的出 现以及调整改进措施等。通过持续改 进,我们期望能够不断优化生产过程 ,提高产品质量和客户满意度。
在报告的最后,我们提出了一些未来 可能的研究方向。这些方向包括进一 步探索失效模式与潜在原因之间的关 系、研究新的失效分析方法以及开发 更加智能化的失效预测模型等。通过 深入研究,我们期望能够为企业的持 续改进提供更有力的支持。
失效模式
汽车发动机性能下降
后果
影响汽车动力性能,可能导致油耗增加、排放超标
潜在原因
制造过程中材料、工艺、设备等方面的问题
风险评估
高风险,需采取措施进行改进
案例二:电子产品制造过程的PFMEA分析
失效模式
电子元件短路
潜在原因
制造过程中元件组装、焊 接等环节出现问题
后果
产品功能失效,可能引发 安全事故
提前发现和预防问
题
PFMEA是一种预防性的质量工具 ,它通过提前发现和预防潜在的 问题,减少后期修改和返工的成 本。
优化设计和过程
PFMEA分析结果可以为设计和过 程的改进提供指导,帮助企业优 化产品和过程的性能、可靠性和 安全性。
PFMEA潜在失效模式及后果影响分析严重度评价准则
PFMEA潜在失效模式及后果影响分析严重度评价准则潜在失效模式及后果影响分析(PFMEA)是一种风险分析方法,用于识别和评估潜在的失败模式及其对产品、过程或系统功能和性能的影响程度。
在进行PFMEA时,评估失败的严重度是至关重要的一步,因为它有助于确定哪些失效模式可能会对产品质量和客户满意度产生最严重的影响,从而指导改进活动和制定风险管理策略。
在评价严重度时,通常使用一套准则来进行标准化和客观化的评估。
以下是一个可能的严重度评价准则的示例,具体详情如下。
1.严重度的定义在评估严重度之前,首先需要定义严重度的范围和含义。
在PFMEA中,严重度一般指对产品或过程以及相关系统的影响程度,包括安全性、功能性、性能、可靠性等方面。
严重度分为多个等级,每个等级对应着不同的影响程度和风险级别。
2.严重度等级划分根据具体的需求和行业标准,可以将严重度划分为不同等级,一般可以分为以下几个等级:等级1-非常严重:失效会导致人员伤亡、重大财产损失、环境破坏或法律问题。
等级2-严重:失效会导致严重质量问题,对产品功能和性能产生显著的影响,使产品不能正常工作。
等级3-一般:失效会导致一定程度的质量问题,对产品功能和性能产生轻微的影响,但不会使产品完全失效。
等级4-较小:失效会导致较小的质量问题,对产品功能和性能产生微弱的影响,但不会对产品正常使用产生显著的影响。
等级5-无影响:失效对产品没有任何负面影响,对产品功能和性能没有任何影响。
这些等级可以根据实际情况进行调整和修改,以适应不同行业和产品的特殊需求。
3.评估标准和指导在进行严重度评估时,可以制定一系列评估标准和指导,以帮助评估人员在不同场景下进行准确而一致的评估。
以下是一些可能的标准和指导的示例:-安全性:评估失效是否会造成人员伤亡,影响人身安全的程度。
-功能性:评估失效对产品功能的影响程度,以及客户能否正常使用产品的能力。
-性能:评估失效对产品性能的影响,如速度、精度、效率等方面。
PFMEA过程失效模式及后果分析

PFMEA过程失效模式及后果分析PFMEA(Process Failure Mode and Effects Analysis)过程失效模式及后果分析是一种常用的质量管理工具,用于评估和改进产品制造过程中的潜在问题和风险。
它旨在预测和预防可能导致产品失效的过程步骤。
1.确定过程步骤:首先,识别和定义产品制造过程中的每个关键步骤,包括原材料采购、加工、装配、测试等。
2.确定失效模式:对于每个过程步骤,识别可能导致失效的模式。
失效模式可以是设备故障、人为错误、材料质量问题等。
3.评估失效后果:对于每个失效模式,评估其可能导致的后果和影响。
后果可以涉及到产品质量问题、安全风险、客户满意度等。
4.定义风险优先级:根据失效模式的严重性、发生频率和检测能力,为每个失效模式分配一个风险优先级。
这可以帮助制定合理的风险控制策略。
5.制定改进计划:对于评估出的高优先级失效模式,制定相应的改进计划和控制措施。
这可能包括优化生产工艺、提供培训和教育、改进设备维护等。
6.实施和监控措施:执行改进计划,并监控其有效性。
定期对PFMEA进行更新,以反映过程改进和新的风险评估。
通过实施PFMEA,可以有效地识别和消除潜在的制造过程问题,并降低产品质量问题的风险。
下面以汽车制造业为例,具体分析PFMEA的应用。
在汽车制造过程中,每个制造步骤都可能存在潜在的失效模式。
例如,原材料采购环节可能存在材料质量问题的风险,加工环节可能存在操作错误或设备故障的风险,装配环节可能存在组装错误或安装不良的风险,测试环节可能存在测试不准确或设备故障的风险。
针对这些潜在问题,可以使用PFMEA来识别并评估其风险。
例如,在加工环节,识别可能的失效模式可能包括不正确的参数设置、设备故障、操作错误等。
然后,评估这些失效模式可能导致的后果和影响,如产品偏差、生产延误、设备故障等。
根据评估结果,确定失效模式的风险优先级,以便制定相应的改进计划和控制措施。
例如,对于评估为高风险的加工失效模式,可以采取以下改进措施:加强对操作员的培训和教育,确保他们正确操作设备和设置参数;增加设备维护和保养频率,以减少设备故障的风险;实施过程监控和自动化控制,以确保稳定的生产环境。
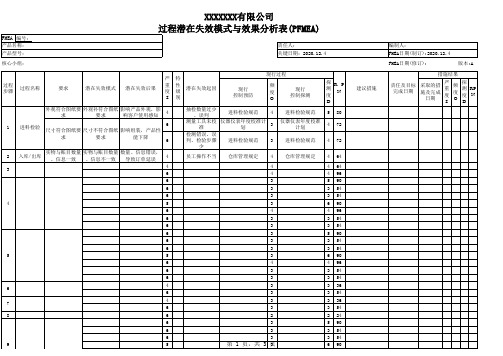
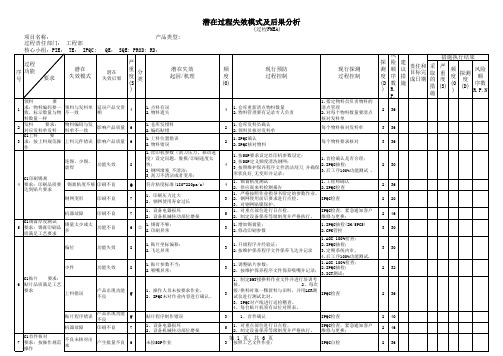
过程潜在失效模式与效果分析表(PFMEA)
求
要求
响客户使用感知
4
1
进料检验 尺寸符合图纸要 尺寸不符合图纸 影响组装,产品性 6
求
要求
能下降
6
2
入库/出库
实物与账目数量 实物与账目数量 数量、信息错误, 、信息一致 、信息不一致 导致订单延误
4
抽检数量过少 、误判
进料检验规范
4
进料检验规范
5 80
测量工具未校 准
仪器仪表年度校准计 划
3
仪器仪表年度校准 计划
4 96
18
6
第 2 页,共 3 页4
4 96
18
6
4
4 96
5
4
4 80
19
5
4
4 80
6
3
4 72
6
4
4 96
20
6
4
4 96
6
4
4 96
21
4
4
5 80
4
4
4 64
22
4
4
5 80
23
4
4
4 64
备注:S、O、D评分标准详见《过程潜在失效模式后果分析PFMEA管理程序》,仅需对新部件进行评价分析,当RPN值超过200时要制定改善措施。
核准:
会签:
审查:
拟制:
表单 编 号:
第 3 页,共 3 页
6
4
4 96
6
3
3 54
6
3
3 54
6
3
5 90
6
3
3 54
6
3
3 54
13
5
3
PFMEA过程潜在失效模式和后果分析

度、温度和压力
9ⅹ.10.01
安装限值控制器。控制图
显示过程已受控制。
CPK=1.85
1
5
35
最小厚度 的蜡,以延 缓腐蚀
损害
7
因 撞 击 使 喷 2 依 预 防 维 护 程 每小时进行目测检 5
头变形
序维修喷头
查,每班检查一次喷
膜厚度(深度计)和
70
无
范围
7
喷蜡时间不 8
按作业说明书进行 7
392 安装喷蜡定时器
潜在过程失效模式应注意的问题
然而,在准备FMEA时,应假定所接收的零 件/材料是正确的。 当历史数据表明进货零件质量有缺陷时, FMEA小组可做例外处理。 根据零组件、子系统、系统或过程特性,对特 定的作业列出每一个潜在的失效模式。前提是 假设这种失效可能发生,但不一定必然发生。
潜在过程失效模式应注意的问题
或可能在无警告的情况下对(机器或组装) 1
作业员造成危害
0
有警 告的 危害 很高
高
严重度定级很高 。当潜在的失效
模式在有警告的情况下影响到车辆 安全运行和/或涉及不符合政府法 规的情况时。
或可能在有警告的情况下对(机器或组装) 操作员造成危害
9
车辆/系统不能工作(丧失基本功 能)
或100%的产品可能需要报废;或者车辆 /系统在修理部门花1个小时以上来修理
FMEA文件完全按照本手册填写,包含 “措施行动”和新的RPN值。
对一个增值的结果而言, FMEA小组尽 可能提早所花费的时间,是时间最有效 和效率的利用。这是假设措施已依需求 被鉴别,其措施都已实施。
过程FMEA中的“顾客”定义
过程FMEA中“顾客”的定义通常是指 “最终使用者”。然而,顾客也可以是随后 或下游的制造或装配工序,维修工序或政府 法规。
PFMEA潜在失效模式及后果分析

6C
1、搬运摆放混乱 2、标示牌丢失
2
1、贴标识牌 2、 每3天查看1次
出入库台账
3
36
备注:1.凡顾客指定特殊特性均按其特性符号标注,如◇表示配合/功能,○表示安全/符号,或顾客提出的其它符号要求。 2.顾客无特殊特性要求,本厂标准规定重要度控制标准符号要求如下:A —特殊特性 B—重要特性 C—一般特性
机有松动
3
1、调整剪切距离2、 按要求操作
每小时自检 一次
2
30
50落料冲 孔
孔直径超差
无法安装
6
B
1、模具有磨பைடு நூலகம் 2、产品 放置不到位
3
1、及时维修模具 2 、按要求操作
每小时自检 一次
2
36
60折弯
折弯不到位或 变形
产品报废
5
C
1、模具有磨损 2、产品 放置不到位
4
1、及时维修模具 2 、按要求操作
日期
材料材质不符 降低使用寿命 6 C
1、对方发货错误 2、检验漏检
2 向供方索取检验报告
3 36
10检验
材料尺寸规格
产品拉伸开裂或 不能成行
5
1、量具失效 2、检验
C
方法错误
3
3、对方发货错误
向供方索取检验报告
2 30
采取措施
审
编
查
制
措施结果 SOD
RPN
20入库
材料混淆 生产领料错误 5 C 材料锈蚀 影响使用寿命 5 C
入库摆放错误 仓库潮湿
2
1、制作标示牌 2、分 区摆放
3
1、经常清理仓库2、 注意防潮
3 30 2 30
QCKJ0012-2016__过程潜在失效模式及后果分析(_PFMEA)编制规范_20160723
ICS点击此处添加中国标准文献分类号Q/CK企业标准Q/CK/J0012—2016过程潜在失效模式及后果分析(PFMEA)编制规范点击此处添加标准英文译名点击此处添加与国际标准一致性程度的标识文稿版次选择2016-06-21发布2016-06-21前言PFMEA是产品开发过程中采用的一种预防性设计方法,本规范参考由克莱斯勒、福特、通用公司共同编制的《FMEA参考手册(第四版)》,结合我公司开发流程,对产品过程潜在失效模式及后果分析进行了规范。
本标准由重庆长安跨越车辆有限公司提出。
本标准由本公司技术中心起草。
本标准主要起草人:本标准批准人:过程潜在失效模式及后果分析( PFMEA)编制规范1 范围本规范规定了PFMEA开发过程及文件的编制相关要求。
本规范适用于重庆长安跨越车辆有限公司技术中心承担的所有项目的PFMEA开发及文件的编制。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
《PFMEA参考手册(第四版)》3 要求3.1 PFMEA的编制流程图3.2 PFMEA准备3.2.1建立核心工作小组(工艺总师、工艺副总师、车间技术人员、产品工程师、STA/供应商人员、质量人员等),并随分析范围更新。
3.2.2相关的资料及信息3.2.2.1标杆车型、零部件或类似产品的PFMEA。
3.2.2.2(子)系统、零部件DFMEA及输出的产品特殊特性、设计失效起因列表。
3.2.2.3历史故障信息、失效模式库。
3.2.2.4 BOM表、设计任务书、产品方案、制造方案、技术图纸。
3.2.2.5 制造过程流程PFMEA应该从制造过程流程图开始,过程流程图作为附件伴随PFMEA过程。
3.2.3 PFMEA范围通常一个过程流程图对应一份PFMEA,分装或分焊可单独进行分析。
3.3 PFMEA编制按照重庆长安跨越车辆有限公司《PFMEA》表格,参考《PFMEA参考手册(第四版)》进行编制,并应遵循下列原则:3.3.1PFMEA表的表头填写完整,3.3.1.1关键日期:填入PFMEA初次应完成的时间。
过程潜在失效模式和故障分析(PFMEA)
过程潜在失效模式与故障分析(PFMEA)1目的和范围规范潜在失效模式和后果分析,明确分析方法、步骤和要领。
2规范性引用文件无3定义3.1FMEA(Failure Mode and Effects Analysis)潜在失效模式和后果分析,是在产品设计阶段和过程设计阶段﹐对构成产品的子系统﹐零件﹐对构成过程的各工序逐一进行分析﹐找出潜在的、可能的失效模式﹐并分析其可能的后果﹐从而采取必要的措施﹐以提高产品质量、可靠性的一种质量分析工具。
主要分为:设计FMEA(又称为:DFMEA)和过程FMEA(又称为:PFMEA)两种。
3.2故障影响(Potential Effect(s) of Failure)是指产品的每一个故障模式对产品自身或其他产品的使用、功能和状态的影响。
4职责各部门依据管理和改善工作需要,依据本指引开展潜在失效模式和后果分析。
5. 流程图第一步:确定FMEA的分析进度计划(什么类型的FMEA ?分析什么项目(产品、过程)?FMEA阶段、时间计划,责任人,FMEA的分析小组成员,活动方式与原则)。
第二步:FMEA的准备。
确定分析的必要输入(产品标准要求、BOM,过程流程图、QC工程图,FMEA 分析规范,历史多发问题档案,FMEA进度计划);通知相关人员参加。
第三步:实施第一次FMEA(按标准表格由左至右填入确定内容,参见下表)。
第四步:改善措施的制定与落实。
第五步:跟进改善措施结果,实施第二次FMEA(重新评定SOD,计算RPN)。
6.管理内容6.1第一步,确定PFMEA的分析进度计划6.1.1确定FMEA的类型:PFMEA。
6.1.2确定PFMEA分析的具体过程。
对涉及到生产工艺变更(新材料、新工艺)的新产品项目必须应用PFMEA分析,重点分析本项目新产品新工艺的失效分析。
对生产工艺没有变更的新产品项目可以不用进行PFMEA分析。
工厂所有分厂、所有产品生产过程都要进行PFMEA分析。
过程潜在失效模式及后果分析(PFMEA)管理规定

过程潜在失效模式及后果分析(PFMEA)管理规定编号:SDFK/A2.GS0035-2016编制:刘滨日期:2017年1月1日审核:李瑞芳日期:2017年1月1日批准:杜孝权日期:2017年 1月1 日山东福宽生物工程有限公司1、目的1.1根据过程失效模式,分析出潜在失效原因,研究该项失效模式对下工序和最终用户会产生什么影响。
1.2失效分析用于找出零件、组件或系统的潜在弱点,以便技术、制造、质量等部门采取可行对策,降低产品的失效风险,最大限度地保证产品能满足客户的要求和期望。
2、适用范围本程序适用于公司新产品进入批量生产前阶段,以及工艺改进阶段。
3、职责3.1供应链管理部门工艺人员、研发工程师/系统工程师、质量部工程师、售后工程师及供应链管理部门经理共同组成过程潜在失效模式及后果分析小组;3.2研发工程师和系统中心工程师给供应链管理部门工艺人员提供工艺过程潜在失效模式分析的技术支持;3.3销售与市场部售后人员应及时将现场故障情况及客户反馈反映给质量部门及供应链管理部门,协助其进行产品工艺过程潜在失效模式分析;3.4供应链管理部门车间应协助工艺人员和质量工程师完成改进措施。
4、过程控制及流程4.1过程失效模式的定义过程失效模式是一种按小组进行工作的严格的预防性分析技术,在失效分析中,首先要明确产品的失效是什么,否则产品的数据分析和可靠度评估结果将不一样。
一般而言,失效是指:4.1.1在规定条件下(环境、操作、时间),被分析对象不能完成既定功能。
4.1.2在规定条件下,产品参数值不能维持在规定的上下限之间。
4.1.3产品在工作范围内,导致零组件的破裂、断裂、卡死、损坏等现象。
4.2过程失效模式分析的内容4.2.1过程功能:根据附件表格,依次填入要被分析的过程或工序。
尽可能简单地说明该工艺过程或工序的目的,当过程包含不同失效模式工序,可将这些工序作为独立的过程分析其失效模式。
4.2.2潜在失效模式:潜在失效模式是指过程可能不符合过程要求或设计意图。
PFMEA过程失效模式及后果分析
第 1 页,共 6 页
3 按照工艺文件作业;
IPQC检查,紧急通知客户 维修与更换;
IPQC自检
风
措施执行结果
探 测 度 (D )
险 顺 序 数 R. P.
建 议 措 施
责任和 采 目标完 取 成日期 的
措 施
严 重 度 (S)
频 度 (O )
探测 度 (D)
风险 顺 序数 R.P.N
2 36
3 36 3 36
领料
要
1
求:物料编码要一 领料与发料单 致,标示数量与物 不一致
延误产品交货 期
4
料数量一样
2
发料 要求: 对应发料单发料
物料编码与发 料单不一致
影响产品质量
6
C1上料 要
3 求:按上料规范操 上料元件错误 影响产品质量 6
作
连锡、少锡、 虚焊
功能失效
8
C1印刷锡膏
4 要求:印刷品质要 锡膏粘度不够 印刷不良
钢网变形
印刷不良
7
使用前未点检
1.接插件未防护; 2.作业操作失误;
1.摆放不按要求 2.重叠
1.上料位置错误 2.物料错误 1.丝印机参数(刮刀压力,移动速 度)设定问题,脱模/印刷速度太 快; 2,钢网堵塞,不清洁; 3,刮刀不清洁或者变形; 符合粘度标准(180-220pa/s)
1、印刷压力过大 2、钢网使用寿命过长
炉温设定错误
板未放到位 1、板与板叠放产生撞件 2、取放板时板跌落地面引起 3、PCB摆放错误 现场管理不到位 1、现场“5S”未做好 2.物品未标示 未执行工艺要求。 不良位置没有标识。
现场管理不到位 修理技术欠孰练 不按作业规范操作
PFMEA过程失效模式及后果分析
PFMEA过程失效模式及后果分析PFMEA是过程失效模式及后果分析(Process Failure Mode andEffects Analysis)的英文简称,是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
名词解释:失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA 范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
适用范围新件模具设计阶段。
新件试模、试做阶段。
新件进入量产前阶段。
新件客户抱怨阶段。
原理分析PFMEA包括以下几个关键步骤:(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
模式分析“过程功能/要求”是指被分析的过程或工艺。
该过程或工艺可以是技术过程,如焊接、产品设计、软件代码编写等,也可以是管理过程,如计划编制、设计评审等。
PFMEA过程失效模式及后果分析

PFMEA过程失效模式及后果分析PFMEA(Process Failure Mode and Effects Analysis)是一种通过系统地识别和评估潜在的失效模式及其后果来预防产品和过程问题的方法。
它有助于组织在设计和开发阶段就发现并解决潜在的问题,从而提高产品质量和生产效率。
在这篇文章中,我们将重点讨论PFMEA过程中的失效模式及其后果分析。
失效模式是指导致产品或过程失效的特定原因或机制。
它可以是由于设计缺陷、材料问题、加工误差、操作失误等引起的。
失效模式常常以不同的方式出现,在不同的环境下可能会有不同的后果。
在进行PFMEA过程中,首先需要识别潜在的失效模式。
这可能涉及到对产品、过程和相关文档的仔细研究,以了解可能存在的问题。
接下来,需要对每个失效模式的影响进行评估,这也就是后果分析。
后果分析可以帮助确定失效对产品质量、生产效率和安全性等方面造成的影响,从而决定需要采取的预防措施。
在进行PFMEA过程失效模式及后果分析时,以下是一些常见的失效模式和其可能的后果:1.设计缺陷:-可能的后果:产品性能不达标、产品寿命缩短、安全隐患、产品被召回等-预防措施:加强设计评审、使用可靠的设计工具、进行模拟测试等2.材料问题:-可能的后果:产品强度不足、耐腐蚀性差、产品寿命缩短等-预防措施:严格选择、测试和审查材料供应商、加强入库检查等3.加工误差:-可能的后果:产品尺寸偏差、表面质量不良、装配困难等-预防措施:加强生产工艺控制、使用先进的制造设备、严格执行质量标准等4.操作失误:-可能的后果:生产过程中出现错误、设备损坏、人员伤亡等-预防措施:提供员工培训、实施作业规程、设立安全警示标志等除了上述提到的失效模式和后果,还有许多其他可能的情况需要被考虑和分析。
在进行PFMEA过程中,团队成员需要全面了解产品和过程,积极参与讨论和决策,以确保有效识别和评估潜在的问题。
此外,通过对失效模式及后果进行分析,团队还可以确定应对措施的优先级和实施计划。
硅胶按键 PFMEA
时间达到标准要求时再拿出产 品
做好首件确认检验工作
3
18
生产人员按SOP 作业
生产部
生产班长确认时 间并作记录
3
2
3
18
潜在失效模式及后果分析(PFMEA)
产品型号: 产品类型: 公司名称: 过程功能 序号 求 外观不良 06 外观全检 硬度不符 产品报废 8 / 产品硫化时间、烘烤温度与要 求不符造成的硬度不良 1、喷涂时未仔细确认油墨型 号,拿错油墨, 2、对色人员专业知识不够, 对颜色无法正确判断, 喷涂表面未处理干净,有杂质 2 按标准的温度及时间进行硫化 不定时进行取1PC产品进行硬 度检测确认 3 48 生产人员按SOP 作业 品质部/ 生产部 产品报废 8 / 产品硫化时间过长,导致产品 表面起褶皱不光滑。 2 按合理的硫化时间进行硫化 100%进行外观检查确认 AXE416 硅胶按键 深圳市奥尔麦克斯电子有限公司东莞分公司 要 潜在失效模式 潜在失效后果 严重 度 分类 潜在失效起因/机理 频度 现行预防过程控制 现行探测过程控制 过程责任部门 编制人 审核人 核心小组 生产、品质、仓库 付又平 修订日期 制订日期 风险 探测度 顺序 数 2016.11.1 措施执行结果 采取的措施
5
2
5
50
潜在失效模式及后果分析(PFMEA)
产品型号: 产品类型: 公司名称: 过程功能 序号 求 AXE416 硅胶按键 深圳市奥尔麦克斯电子有限公司东莞分公司 要 潜在失效模式 潜在失效后果 严重 度 分类 潜在失效起因/机理 频度 现行预防过程控制 现行探测过程控制 过程责任部门 编制人 审核人 核心小组 生产、品质、仓库 付又平 修订日期 制订日期 风险 探测度 顺序 数 2016.11.1 措施执行结果 采取的措施 1、按包装规 范进行包装作 业,2、当产 装的产品出现 问题时及时进 行检讨并采用 正确的包装方 法作业及及时 修订包装规范 文件 1、严格按包 装规范要求作 业,同时进行 再确认的工 作,以确保包 装的正确性。 2、加强人员 的教育训练。 严格按照客户 要求进行书写 标签,并加强 人员的教育训 练。 对相似产品从 一开始生产至 结束均严格执 行区分标识放 置, 根据入库单上 的数量核对实 物点收的数 量,并确认入 库单上的内容 与实物产品是 否一致,不符 者退回生产或 补数。 目视产品外观 是否有外观损 坏,如有且退 生产改善。 严重 频度 度 探测 度 风险顺 序数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
探 測 度 D
風 R險 P順
e t
N序 數
Recommended Action(s) 建議措施
Responsibility & Target Completion
Date 責任和目標完成
日期
Silicone - 硅胶原料 Contamination 玷污 / Foreign material 雜料
Cosmetic defects 外观缺陷
4
56
No recommended action 建議
無
0
2
Compounding 炼胶
Uneven color paste mixing 色膏混炼不均匀
Cosmetic defects (flow mark, fog mark)
外观缺陷 (流痕,雾斑)
8
Compounding time insufficient 炼胶时间过短
Potential Failure Mode(s) Potential Effect(s) of
潛在失效模式
Failure潛在失效后果
度 S
Potential Cause(s) of Failure 潛在失效起因/機理
度 O c
e
c
v
Current Process Controls 現行過程控制預防
5
80
No recommended action 建議
無
Plastic substrate - 包胶的 塑胶零件 Critical dimension out of spec - undersize XXXXX+/-XXX 关键尺寸超差-偏小
Overflow or flash 溢胶,毛边
Plastic substrate - 包胶的 塑胶零件 Critical dimension out of spec - oversize XXXXX+/-XXX 关键尺寸超差-偏大
coming resin.檢查樹脂包裝情況,對來料進行抽樣檢 查.
56
No recommended action 建議
無
Doc No文件號: Prepared By編制:
Revision版本: FMEA Date日期: Revision Date修訂日期:
Actions Taken 采取的措施
嚴重 度 Sev
來料检查 Color deviation
色差
Parts rejected by customer 產品被拒收.
8
Improper control by material supplier材料商不適當管理(控 制)
1
Inspected by IQC every lot/ each delivery . IQC對每一 批來料進行檢驗.
頻度 Occ
探測 度 Det
風險 順序 數 RPN
Silicone - 硅胶原料 RoHS out of spec RoHS受限制物质超標.
Parts rejected by customer 產品被拒收.
9
Improper control by material supplier材料商不適當管理(控 制)
1
Inspected by IQC every lot/ each delivery . IQC對每一 批來料進行檢驗.
5
45
No recommended action 建議
無
Silicone - 硅胶原料 Durometer out spec 硬度超差
In-coming
1
inspection Color paste -色膏
5
40
No recommended action 建議
無
Color deviatol by material 8 supplier材料商不適當管理(控
制)
2
Inspected by IQC every lot/ each delivery . IQC對每一 批來料進行檢驗.
4
Sampling check by IQC IQC抽样检验
6
96
No recommended action 建議
無
6
168
1. Push vendor to improve 推动供应商改善
XXXXX
IQC 100% measure using Go / NO go gauge IQC用通止规全检
7
Not fit in 无法放置于模具内
4
Improper control by material supplier材料商不適當管理(控 制)
4
Sampling check by IQC IQC抽样检验
7
Improper control by material supplier材料商不適當管理(控 制)
1.Certificate of compliance (analysis) to be provided
Improper control by material
7
supplier and materials handler 材料商及運輸員的不適當管
理(控制)
with every lot. 要求每批來料提供COC/COA証明. 1 2.Check packaging of resin and sampling check for in- 8
3
4
84
Material ratio incorrect 材料配比错误
Molding defects 各种成型缺陷
7
Operator did not follow WI 作业员没有按照WI配比
2
IPQC check compounding record each lot IPQC每批确认材料配比记录
Part No零件編號:
Part Name名稱:
Project項目: Customer客戶:
Process過程: Core Team核心團 隊:
Process Failure Mode and Effects Analysis 過程潛在失效模式及后果分析(PFMEA)
嚴
重
頻
Item 序
Process Description 過程名稱
2
Change to appropriate mixing time 更改炼胶时间 IPQC check the mixing time setting at FAI IPQC确认炼胶时间设定
4
64
No recommended action 建議
無
0
Mixed silicone expired (exceed 24 hours) 炼好的胶料超过24小时