802C简明调试手册(分体)
802C电气安装调试1
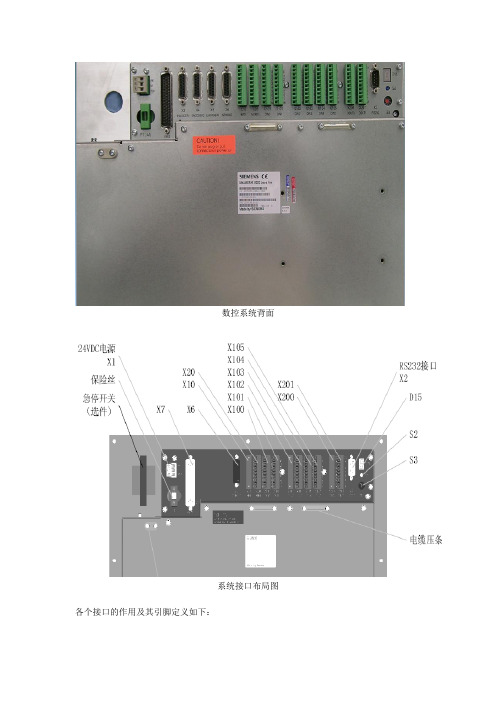
数控系统背面各个接口的作用及其引脚定义如下:X100~X105:数字输入接口X200~X201:数字输出接口注意:CW,CCW输出至主轴,控制主轴正反转。
伺服驱动(荣越电气)各个端口的引脚定义见说明书25页伺服系统按照硬件接线说明进行,其电气控制原理图如下:(电气原理图:表示电流从电源到负载的传送情况和各电气元件的动作原理及相互关系,而不考虑各电器元件实际安装的位置和实际连线情况。
)当所有的硬件安装完毕以后,应进行参数调整,使得软件与硬件相匹配,从而使整个机床有机的结合起来,正常工作。
主要有三个部件需要调节参数,1、数控系统;2、伺服驱动;3、变频器一、数控系统的参数整定:1、调试PLC用户程序(西门子系统为用户编制了一个例子PLC程序,可以安装其定义操作,也可以自己编写PLC用户程序)例:冷却液子程序:输入:C_key:手动冷却启动键,子程序中对应L2.0;Ovload:冷却电机过载,子程序中对应L2.1;C_low:冷却液位低,子程序中对应L2.2;C_dis:冷却液输出禁止,子程序中对应L2.2输出:C_out:冷却输出C_led:冷却状态显示;ERR1:冷却电机过载错误;ERR2:冷却液位过低V10000000.5由下表中定义为K6表1机床控制区域与PLC接口表2:M指令与PLC的接口定义冷却液子程序调用实例:冷却液子程序详细如下:M7M8M9急停有效复位有效程序检查出错电机过载液位过低输出输出冷却电机的控制原理图如下:注意:若不修改802C提供的PLC实例程序,则应按照PLC子程序库应用指南9-50至9-51页中的输入输出信号进行硬件配线。
通过参数MD14512[11]控制子程序运行与否。
冷却电机的电气控制原理图如下所示:2、3、二、当我被上帝造出来时,上帝问我想在人间当一个怎样的人,我不假思索的说,我要做一个伟大的世人皆知的人。
于是,我降临在了人间。
我出生在一个官僚知识分子之家,父亲在朝中做官,精读诗书,母亲知书答礼,温柔体贴,父母给我去了一个好听的名字:李清照。
任务书-802C数控系统的连接与调试1

沈阳工程学院毕业设计任务书毕业设计题目:802C数控系统的连接与调试-伺服驱动和主轴驱动系别机械系班级数控102学生姓名于强学号 25指导教师王志成职称副教授、高工毕业设计(论文)进行地点:数控维修实验室任务下达时间: 2013年3月4日起止日期:2013年4月29日起——至2013年6月21日止教研室主任年月日批准1.设计的原始资料及依据(1)NNC-2C数控铣床综合实验系统(2)802C数控系统技术资料(3)配置同类数控系统机床的电原理图和电气使用说明书2.设计主要内容及要求以配置SINUMERIK 802C数控系统的数控铣床维修实验台为基础,进行数控系统的连接与调试。
主要包括机床强电回路、CNC与伺服驱动部分和主轴驱动部分的连接调试、PLC与机床电气部分的连接与调试。
3.毕业设计论文的格式按学院统一要求,具体应包括如下内容:①数控连接与调试的一般方法、原则;②数控系统连接原理分析;③绘制数控系统连接图,机床电气原理图等;④总结数控系统的连接与调试步骤与注意事项。
注:本人侧重数控系统与进给伺服驱动和主轴驱动部分的连接与调试。
4.课题完成后应提交设计论文,参加答辩。
5.时间进度安排6.主要参考资料(文献)不少于30篇。
第五章 PLC程序设计5.1、PLC参数设定802C数控系统参数设定以后,机床数据暂存在系统的RAM存储器当中,断电保存时间为50小时。
若没有将数据存储,机床数据会丢失,恢复成缺省设置状态,故在设置参数完成后,应按[数据存储]键,将机床数据保存至系统的ROM 当中。
以便数控系统在以后可以按存储数据方式启动,快速恢复机床参数设置。
1)用户键定义K1-K12为用户键,需在PLC程序定义后方能使用,在802C系统附带的PLC 程序里面,K1、K2、K3、K4、K5、K6已经被定义好。
具体见下表:每个用户键的左上方有一个指示灯,指示灯也被定义成系统的状态,具体见下表:2)参数14510的设定按[诊断]键,再按[机床数据],按[普通数据],进入PLC参数设置页面,按右扩展键,按[搜索]键,输入14510找到参数14510[0],按下表设定参数,下表未列出的参数均按默认设定。
802DSL调试步骤

第四章
开机调试
调试步骤 1、系统初始化内容连接 2、驱动器调试— 1)Load SINANICS firmware (驱动器固件升级) 2)Factory settings Load drive (驱动器初始化) 3)Topology recognized and confirmed and (rapidstartup) (驱动器配置)驱动器调试 3、设置参数(NC、AXIS、CHANNEL)参数设置
通道参数 20700:开机回零(0开机回零取消,1开机回零设置)
驱动器调试
驱动器调试系统需开机 进入MD DRIVE—Sinamc IBN 第一步:Load SINANICS firmware (装载SINMANICS Firmware) OPEN 等待8-10分钟后关机上电 第二步:1)Factory settPEN 2)Topology recognized and confirmed and (rapidstartup) (拓扑识别和确认(快速开机调试))OPEN 这两步做好NCK复位上电即可 总结:这步做好后,系统可认出驱动、 电机和编码器
SIEMENS 802DSL 系统调试简介
薛宇
第一章
系统连接
驱动连接 1、
系统连接可参照《简明调试手册》第13页
举例如下
第二章
上电前检查
1、检查高、低电压部分之间是否存在短路。 2、个连接是否存在断路。 这两点是觉不允许的。
第三章
安装调试软件
从工具盒CD上安装RCS802 编程工具PLC802 配置数据802DSL PLC用户词库 SINAMICS S120调试软件(用于驱动优化)
参数设置
通用参数
14510[16] :1车床版 2铣床版(此参数设置激系统内的标准版PLC)
802说明书
YCE C6mini快速入门指南安装使用产品前请先阅读本指南,并请保留备用欢迎使用YCE手机!感谢您选择本公司数字移动电话。
POMP C6mini是由强大团队倾情打造,为您提供高品质的移动通信和娱乐体验。
●您可以通过阅读本手册,全面地了解本智能手机的使用,领略其完善的功能和简洁的操作方法。
使用手机前,请仔细阅读全部安全注意事项和本用户手册,以确保安全和正确使用。
●本用户手册中所用的插图仅作为示意用图,可能与手机有所不同,请以你的手机为准。
●本手册中描述的某些服务和功能取决于网络和预定服务。
●收发信息、上传和下载、进行同步和使用定位服务等可能会产生其他费用。
如欲避免产生额外费用,请选择合适的实际收费计划。
有关详细信息,请联系服务运营商。
安全警告和注意事项将手机放在儿童和宠物等接触不到的地方。
以防可能吞下小零件导致窒息或发生危险。
安全开机,当禁止使用手机或手机的使用会引起干扰或危险时,请不要开机。
请遵守当地的所有相关法律法规。
请使用双手驾驶汽车。
开车时使用手机应首先考虑交通安全。
所有的无线设备都可能受到干扰,从而影响性能。
在医疗或卫生保健机构可能会使用对无线频率敏感的设备。
在飞机上应关机。
请遵守任何的相关的限制规定。
无线设备会对飞机产生干扰。
在加油站或靠近燃料、化学制剂的地方,请不要使用手机。
注意:●您的手机只能使用本公司指定的电池和充电器。
使用其它的产品可能会造成电池漏液、过热、爆裂和起火。
●请使用220V交流电。
使用其它电压会引起漏电、起火和对手机及充电器的损坏。
●禁止短路充电器,否则会引起触电、冒烟和对充电器的损坏。
●请不要在电源线损坏的情况下使用充电器,否则会导致起火和触电。
●请不要拆卸或改装充电器,否则会导致人身伤害、触电、起火和充电器损坏。
●拔插头时要抓住充电器,拉电源线会损坏电线,引起触电和起火。
●手机、电池和充电器无防水性能,请勿在浴室等高湿度的地方使用,同样也要避免被雨淋湿。
●用柔软的干布清洁手机、电池和充电器。
西门子802CS操作

西门子802s/c系统操作篇(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧):机床控制面板区域(右侧):1.1 屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表 1-1 符号说明图中元素缩略符含义MA 加工PA 参数(1)当前操作区域程序PRDI 通讯DG 诊断STOP 程序停止(2)程序状态程序运行RUNRESET 程序复位表 1-1 符号说明(续)有效”。
PRT 程序测试(无指令给驱动)1_1000 INC 步进增量系统处于 JOG 运行方式时不显示程序控制而是显示所选择的步进增量。
开机和回参考点 2操作步骤第一步,接通 CNC 和机床电源。
系统引导以后进入“加工”操作区 JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在 CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数输入/修改零点偏置输入设定数据3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立 30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立 15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具 T 未知的几何长度前提条件换入该刀具。
基与西门子802C的数控车床系统设计--说明书
a)控制介质控制介质又称为信息载体。数控机床加工时,所需的各种控制信息要靠某种中间载体携带和传输,这种载体称为“控制介质”。控制介质是存储数控加工所需要的全部动作和刀具相对于工件信息的媒介物,它记载这零件的加工程序。控制介质有多种,如穿孔带、穿孔卡、磁带以及磁盘等,业可以通过通信接口直接输入所需各种信息,采用何种控制介质则取决于数控装置的类型。
本设计是基于西门子公司的SINUMERIK 802C数控车床控制系统设计,首先了解和掌握了西门子802C数控系统的结构、工作原理、控制方式等知识后根据它配备伺服系统、主轴控制系统和辅助运动控制系统,通过查阅资料对数控车床的硬件进行选择,了解各个模块的工作原理,并设计外部硬件线路,最终设计出能完成主轴控制、进给运动控制、辅助装置控制等功能。通过对资料的查阅掌握西门子802C数控系统的内置PLC的特点,设计自动回转刀架PLC控制的程序。此外,对数控系统的一些主要参数进行设定。
1952年,美国麻省理工学院成功地研制出一套三坐标联动,利用脉冲乘法器原理的试验性数控系统,并把它装在一台立式铣床上。当时用的电子元件是电子管,这就是第一代世界上的第一台数控机床。
我国是从1958年开始研究数控技术,一直到60年代中期处于研制、开发时期。当时,一些高等院校、科研单位研制出试验样机,开发也是从电子管开始的。1965年国内开始研制晶体管数控系统。从70年代开始,数控技术在车、铣、钻、镗、磨、齿轮加工、点加工等领域全面展开,数控加工中心在上海、北京研制成功。在这一时期,数控线切割机床由于结构简单,使用方便、价格低廉,在模具加工中得到了推广。80年代,我国从日本发那科公司引进了5、7、3等系列的数控系统和交流伺服电机、交流主轴电机技术,以及从美国、德国引进一些新技术。这使我国的数控机床在性能和质量上产生了一个质的飞跃。1985年,我国数控机床品种有了新的发展。90年代以及接下来主要是向高档数控机床发展。
西门子802C车床数控系统的安装调试

毕业设计设计题目西门子802C车床数控系统的安装调试学生姓名学号专业班级指导教师院系名称2014 年06 月03 日目录摘要 (1)Abstract................................................ 错误!未定义书签。
1绪论................................................ 错误!未定义书签。
1.1 数控机床的产生与发展............................ 错误!未定义书签。
1.1.1 数控机床的产生............................. 错误!未定义书签。
1.1.2 数控机床的发展 (3)1.2 我国数控机床的发展现状及前景 (4)1.3本课题的研究背景及意义 (6)2 西门子802C数控系统介绍 (6)2.1西门子802C数控系统概述 (6)2.2西门子802C数控系统的组成 (7)2.2.1 基本面板 (7)2.2.2 NC键盘区 (8)2.2.3 机床控制面板 (9)2.2.4 LCD显示区 (10)2.2.5 系统接口布置区 (11)3 电气及机械元件的选型................................ 错误!未定义书签。
3.1 主轴变频电机及其变频器、编码器的选择............ 错误!未定义书签。
3.1.1主轴变频电机的选择 (16)3.1.2主轴变频器的选择........................... 错误!未定义书签。
3.1.3主轴编码器的选择........................... 错误!未定义书签。
3.2 进给伺服机构及其驱动系统的选择.................. 错误!未定义书签。
3.2.1进给伺服机构的选择......................... 错误!未定义书签。
3.2.2交流伺服电机及其驱动器的选择............... 错误!未定义书签。
802D 简明调试指南_部分10
字节 >=
a >= b 闭合 a < b 断开
操作数
a
>=B
操作数
操作数
b
a
位输出
前端 0, n=0 前端 1, n=1
Bit n
n: V, I, Q, M, C, T
字节 <=
a <= b 闭合 a > b 断开
<=B
操作数
a,b: VB, IB, QB, MB, AC, K
b
置位
前端 0, 不置位 前端 1 or Ê, n 置位 1
(MD14516 USER_DATA_ALARM)
来自 NCK 信号 Interface NCK Æ PLC (Read only) Bit 4 Bit 3 Bit 2 700000 报警的响应 PLC 停止 急停 进给保持 700001 报警的响应 PLC 停止 急停 进给保持
Bit 7 Bit 6 报警清除条件 上电 删除键 报警清除条件 上电 删除键
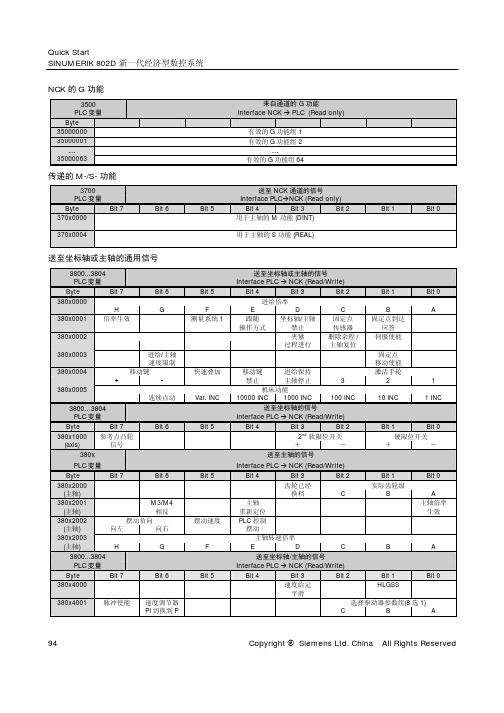
Quick Start SINUMERIK 802D 新一代经济型数控系统 NCK 的 G 功能
3500 PLC 变量 Byte 35000000 35000001 … 35000063 来自通道的 G 功能 Interface NCK Æ PLC (Read only) 有效的 G 功能组 1 有效的 G 功能组 2 … 有效的 G 功能组 64
Copyright Siemens Ltd. China
All Rights Reserved
95
Quick Start SINUMERIK 802D 新一代经济型数控系统 PLC 机床数据 FLOAT 值
4500 PLC 变量 Byte 45002000 45002000 .... 450020028
SINUMERIK 802S 802C 数控仿真控制系统用户手册
SINUMERIK 802 S / C 数控仿真控制系统软件(车床)
SINUMERIK 802 S / C 数控仿真控制系统软件(铣床)
杭州浙大辰光科技有限公司
SINUMERIK 802S/C 数控ห้องสมุดไป่ตู้真控制系统软件用户手册
目录
概 述 .............................................................................................................................................. 5 SINUMERIK 802S/802C 仿真操作面板 OP ................................................................................ 6 机床控制面板................................................................................................................................... 7 第一篇 SINUMERIK 802 S / C 数控仿真控制系统软件(车床)........................................... 8
2.1 屏幕划分 ................................................................................................................... 9 2.2 操作区域 ............
SINUMERIK 802C802D 数控系统的连接与调试
(四)电源要求 1. 控制变压器 2. 24V直流电源
(五)电源模块的上下电顺序
T64:控制器使能 T63:脉冲使能 T48:接触器控制
模块2 SINUMERIK 802C/D软件工具的使用 (实验内容) 一、学习目标与任务 1.WINPCIN通信参数的设定与操作 2.了解TextManager软件的使用
802C Simodrive base line A 的调试
手动调试和 优化的过程
主开关:接通
从电池盒设置设定点为0V
断开端子63和端子9之间的连接
完成调试 短暂使能65(手动) 是,故障 禁止端子65
电机加速吗? 否 输入一个低设定值,如0.1V 短暂使能65(手动)
主开关:断开
驱动器连续运行? 是 1
802D 数控系统的 构成
802D Profibus 总线
802C X1
802C X2
802C X3~X6
802C X7
802C X10
802C DI/DO
802D PP72/48 (1)
802D PP72/48 (2)
2.驱动系统
X391 X392
802C Simodrive base line A
否,故障
断开端子64、65和9间的连接 从端子56、14拆下电池盒
T64:控制器使能 T63:脉冲使能 T48:接触器控制
优化过程由计算机自动完成
802D 611UE 的调试(1)
802D 611UE 的调试(2)
802D 611UE 的调试(3)
802D 611UE 的调试(4)
(三)回参考点调试
X311
Drift 1 KP TN Drift 2 KP TN X322 56.2 14.2 75.2 X131 X141A 63 9 9
802D 简明调试指南_部分2

3
X1 X2
50 芯扁平电缆
端子 转换器
PP 72/48 X333 X222 X111
端子 转换器
端子 转换器
主电 源 电机电缆 信号电缆 电机电缆 信号电缆 电机电缆 信号电缆
电机电缆:功率模块→电机 6FX8 002-5 A 1-1 0
信号电缆:电机→611UE 信号接口 6FX8 002-2CA31-1 0
112
48
Signal contactor
111
Line connector
213
X171 113 NS1
NS2
X172
Signal contactor
AS1
Start inhibit
AS2
1
2
3
4
1-15V 电子电源故障
2- 5V 电源电平故障
5
6
3–无外部使能信号 X181
(T63&/T64) 4-直流母线已充电 5–电源进线故障
56.B 14.B 24.B 20.B 65.B
9 I0.B I1.B Q0.B Q1.B
888888
+Ρ−
无定义
控制器使能 B
数字量输入 B
数字量输出 B
1 P 电源正 2 M 电源地 3A 4 *A 5空 6B 7 *B 8空 9 P 电源正 10 R 11 M 电源地 12 *R 13 空 14 空 15 空
选择监控其他状态
控制端子状态
按 F1 键启动在线帮助
利用 SimoComU 可设定驱动器的基本参数: 设定与电机和功率模块匹配的基本参数。该步骤在 PLC 功能调试完毕后进行;
利用 SimoComU 可实现对驱动器参数的优化: 根据伺服电机实际拖动的机械部件,对 611UE 速度控制器的参数进行自动优化。该步 骤在 NC 基本参数调试完毕后进行;
802D 简明调试指南_部分1
调试准备 系统的连接 PLC 调试 驱动器设定与调试 NC 参数设定 数据备份 批量生产 特殊功能调试 安装尺寸 机床参数总表 NC – PLC 接口信号说明 PLC 指令集 PLC 子程序库说明1 2 3 4 5 67 8 9 10 11 12 13
Copyright Siemens Ltd. China All Rights Reserved
SINUMERIK 802D
!"#
! 2004
!"
SINUM ERIK 802D
资料结构
通用资料:订货样本
车床 铣床 用户资料:操作编程手册
车床
铣床
用户资料:诊断手册
车床 铣床
技术资料:安装调试手册
车床 铣床
技术资料:功能说明
车床 铣床
611UE
目录
目录
Key to editions The editions listed below have been published prior to the current edition. The column headed "Note" lists the amended sections, with reference to the previous edition.
Marking of edition in the "Note" column:
A .... New documentation. B .... Unchanged reprint with new order number C .... Revised edition of new issue. If any technical details presented on one of these pages have been changed with reference to the previous edition, it is indicated by another edition number in the header of the respective page. Edition 08.2000 01.2001 09.2002 Order No. Note A C C
802说明书
目录前言 (1)产品概述 (2)产品性能 (2)部件介绍 (3)安装说明 (4)显示面板说明 (5)参数设置 (5)操作简图 (9)物件探测调节 (10)装箱清单 (10)技术参数 (11)注意事项 (12)常见故障及解决办法 (12)干扰说明 (13)前言首先,感谢你购买本公司的金属探测门!!!本说明书对本产品进行了充分的描述与说明,在使用本产品前,您可以花一小段时间来阅读本说明书,这样您可以更了解本产品的性能,更好的去操作,同时您也能看到本产品更好的性能。
金属探测门可以应用于机场,监狱,考场,工厂等场所,对通过的人体进行准确检测身上是否携带金属物品。
本说明书对通过式金属探测门的安装与使用进行了详细的说明。
适用对象为使用产品客户,了解产品潜在客户等群体。
注意:本公司有权对本说明书及产品进行变更,如有变更,恕不另行通知。
本说明书编制过程中力求内容的准确和完善,但不保证本说明书没有任何错误或漏失,若有错误与缺失之处,欢迎来电赐教,我们将把您的意见作为修正参考意见之一。
- 1 -- 2 -我公司生产的802标准版通过式金属探测门采用了国际先进技术,专门用于对人身上隐藏的金属及合金物品的探测防范,它安全性高,适用性强,灵敏度高,探测范围广,抗外界干扰能力强,能够全天智能工作,并可以声光同时报警,在质量,效果,技术上均达到了世界领先水平,它可以调节灵敏度,最高精确探测可以小到曲形别针大小的金属物,并可以区分人体隐藏的具体位置,用户还可以根据金属的大小,体积,重量等进行灵敏度的设置,以排除钥匙,首饰,皮带金属扣而产生的误报警,而且本产品还可以防止贵重物品的流失,如海关,生产重金属工厂,私人毫宅等地方,都可以购买本产品作为一道安全防护。
因此安装本公司生产的通过式金属探测门是你英明的选择!◆ 六个探测区域:6个相互重叠的探测区域划分,准确判断金属物品的位置。
◆ 报警区域指示:在门的两边或主机箱有与人体等高的报警部位指示灯,配和声音,一目了然,大大提高工作效率。
西门子 SINUMERIK 802S 802C base line 说明书

!
!
警告: 表示有潜在危险。如果不注意避免,很可能会导致人身伤亡或重大财产损失。
!
注意: 和安全警示符同时使用,表示有潜在的危险状况。如果不注意避免,可能会导致 人身伤害或财产损失。
注意: 没有使用安全警示符,表示有潜在的危险状况。如果不注意避免,可能会造成财 产损失。
说明: 说明与产品相关的重要信息,或者是在文件中应特别注意的内容。
6.
零件编程
………………………………………………………………………………………………………… 6-1 ……………………………………………………………………… 6-3 输入新程序 — “程序”操作区 ……………………………………………………………… 6-4 零件程序的编辑 — “程序”运行方式 辅助编程 ……………………………………………………………………………………………… 6-7 垂直菜单 ……………………………………………………………………………………………… 6-7 循环 …………………………………………………………………………………………………… 6-8 轮廓 …………………………………………………………………………………………………… 6-9 软键的用户设定 ……………………………………………………………………………………… 6-25 模拟 … ……………………………………………………………………………………………… 6-26 … … …………………………………………………………………………………………………… 通过 RS232 接口进行数据传送 — “通讯”操作区 ………………………………………………… 接口参数 ……………………………………………………………………………………………… 特殊功能 ……………………………………………………………………………………………… 接口参数的设定 … ……………………………………………………………………………………… ………………………………………………………………… 诊断和开机调试 — “诊断”操作区 … 7-1 7-1 7-4 7-5 7-6 7-8 8-1 8-1 8-1 8-2 8-3
802D 简明调试指南_部分2
子程序库说明
铣床实例程序 车床实例程序
MCP 仿真 子程序库
Copyright Siemens Ltd. China All Rights Reserved
9
Quick Start SINUMERIK 802D 新一代经济型数控系统
1.2.5 文本管理器(TextManager)和工具盒(Toolbox)
73.2 73.1
PP72/48 输入输入点
72
内部继电器 X121 53
PP72/48 输入公共端
52
PP72/48 输入输入点
51
脉冲使能信号
63
9
控制使能信号
9
64
24V 参考地 (M24)
19
X141
7 P24
45 P15
44 N15 10 N24
15 M
15 M
R Rese X161
9
内部接触器控制
个人 计算机
X14 -X16 X10
电缆随键盘提供
手轮电缆: 6FX8 008-1BD61-1FA0 ≤ 3 m(3 ft 3 in) 手轮插头: 6FC9 348-7HX
PROFIBUS ≤ 100 m 328 ft
NC 键盘
电子手轮
A2B2 A1B1
2
X1 X2
机床控制面板
2x50 芯扁平电缆
X1202 X1201
直流母线
P600 M600
A1 U2 V2 W2
PE PE PE
A2 U2 V2 W2
的位置。
Copyright Siemens Ltd. China All Rights Reserved
13
Quick Start SINUMERIK 802D 新一代经济型数控系统
802D 简明调试指南_部分4

Copyright Siemens Ltd. China All Rights Reserved
31
Quick Start SINUMERIK 802D 新一代经济型数控系统
M
该参数生效后,611UE 液晶窗口显示:“RUN”。这时通过点动可使伺服电机运动;
数据名 AX_MOTION_DIR 单位 值 1 -1 数据说明 电机正转(出厂设定) 电机反转
该参数生效后,611UE 液晶窗口显示的驱动报警应为:A832 (总线无同步);611UE 总 线接口插件上的指示灯变为绿色。若该指示灯仍为红色,请检查总线的连接 !
5.3.2
驱动器模块定位
数控系统与驱动器之间通过总线连接,系统根据下列参数与驱动器建立物理联系:
数据号 30110 30220 数据名 CTRLOUT_MODULE_NR[0] ENC_MODULE_NR[0] 单位 值 * * 数据说明 定义速度给定端口(轴号) 定义位置反馈端口(轴号)
M
若 PLC 控制电源模块的端子 48、63、64 分别与端子 9 接通, 电源模块的黄灯亮,表示电源模块已使能:
第九单元802c数控机床电气系统调试和故障排除
-
X,Y,Z
减速箱丝杠端齿轮齿数
步骤4设定速度参数
轴参数号
参 数 名
单位
轴
输入值
参 数 定 义
32000
MAX_ AX_VELO
mm/Min
X,Y,Z
最大轴速度G00
32010
JOG_ VELO_RAPID
mm/Min
X,Y,Z
点动快速
32020
1.现在实训设备的数据全部丢失,系统初试状态为车床,现要求把系统初始化为铣床。
2.由于数控实训机床系统数据丢失,需要对XYZ轴轴数据进行设置,数据设置完,要测量每轴座标数据变化100时的实际长度并记录。
9.1.4
西门子802C进给轴参数设置步骤
参数表中没有值要自己根据机床实际情况确定。
步骤1检查驱动是否配置正确
300
寻找零脉冲速度
34050
REFP_SEARCH_MARKER_REVERSE
-
X,Y,Z
0/1
零脉冲位置在:
0-开关外; 1-开关内
34060
REFP_MAX_MARKER_DIST
mm
X,Y,Z
寻找接近开关的最大距离
34070
REFP_VELO_POS
mm/Min
X,Y,Z
200
参考点定位速度
9.3
9.3.1
1.了解用户参数的作用,了解NC报警信号的来历。
2.知道用户参数的种类,知道用户报警的编程方法。
3.能正确设定实训机床用户参数。
4.掌握正确设定润滑润滑间隔和润滑时间的方法。
5.掌握用PLC编辑软件汇总西门子PLC的方法
Sinumerik 802SC 简明安装调试手册

L+ 8 9 10 11 12 13 14 15 M
X2006
M
N GE FO SQ MH
X
YZ
7> 8
+ 9
4< 5
6
1
2
3=
0$
T
D
K
AL _ P
R
FA U B V C W
INS
VM Pg
Pg
IN C JOG REF AUTO SBL MDA
Version: 3.00
Date : July. 16, 2000
Author: Wang Gang
Copyright © Siemens Ltd. China 2000 All Rights Reserved
Page : 2
File Name: Qstart.doc Department: SLC A&D MC
MPG DI
X10 X3
X2
X4
611A
6SN1118-0BA11..
6FX2 002-3AD01-
1AD0)
611A
6SN1121-0AE11..
6FX4 002-5AD01-... 6FX4 002-2CB31-1...
1PH
X6
Infeed Supply 6SN1146 -... 6FX2002-2CD01-...
OUT 0..7 OUT 8..15
X2005 X2003
IN M
L+ OUT M
Wire (0.14...1.5) Wire (0.14...1.5) Wire (0.14...1.5)
1...4