简明调试手册
FAUNC-0I-MATE TC简明调试手册

BEIJING-FANUC 0i-C/0i Mate-C简明联机调试手册 (一) BEIJING-FANUC 技术部2005.2BFM-TEHU002C/02内容提要第一节:硬件连接 简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源,放大器,I/O 等)之间 的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器, βiSVPM)之间的连接以及和电源,电机等的连接,和 RS232C 设备的连接。
最后介 绍了存储卡的使用方法(数据备份,DNC 加工等)。
第二节:系统参数设定 简单介绍了伺服参数初始化,基本参数的意义和设定方法,各种型号伺服电机及主 轴电机的代码表,有关模拟主轴及串行主轴的注意点,主轴常用的参数说明,常用 的 PMC 信号表,模具加工用(0IMC)机床高速高精度加工参数设定。
第三节:伺服参数调整 详细介绍伺服参数初始化步骤,伺服参数优化调整,全闭环控制的参数设定及调整, 振动抑制调整。
第四节:PMC 调试步骤 简单介绍了由电脑中编辑完成的梯形图和系统中的 PMC 梯形图之间的转换,不同类 型的 PMC(如:SA1 格式的要转换为 SB7 的格式)之间的转换方法,各种 I/O 单元 及模块的地址分配方法。
第五节:刚性攻丝调试步骤 介绍了刚性攻丝的编程格式,所需要的基本配置,相关信号,与刚性攻丝有关的梯 形图,相关参数调整,相关报警说明。
第六节:主轴定向 使用外部开关信号, 编码器, 或者主轴电机内部位置传感器定向的连接说明,参数说 明,调试步骤。
备注:以上几个部分基本都是简单的对系统连接的介绍,如果在实际的调试过程中遇到本说明书中没有涉及的内容,可以参考相应的系统连接说明书(硬件)/(功能)、系统参数说 明书、伺服/主轴规格说明书或参数说明书,如果遇到难以解决的技术问题,可与我公 司 技 术 部 联 系 , 联 系 电 话 : 010-********, 传 真 : 010-******** 。
RexrothMTX简明调试手册
2.2.4 键盘------------------------------------------------------------------------------13 2.2.5 RECO Inline 模块-------------------------------------------------------------14 2.2.6 驱动器---------------------------------------------------------------------------17
修订时间 08 / 2007
前言
首先,欢迎您使用博世力士乐的产品,本手册主要面向机床及相似应用的 OEM 厂商所编制,里面主要介绍了 MTX 在应用方案中的常用配置、接线方式及一个简 单的工程实例,希望对您的设计有所帮助。如果您在设计初期,对安装尺寸有所 需求,可以直接参阅我们在附录中的硬件尺寸介绍。
2.2.2 工控机---------------------------------------------------------------------------7
2.2.3 操作面板------------------------------------------------------------------------10
3. PLC 主程序的编制-----------------------------------------------------------------------------40
5) 编译、下载及运行 PLC 程序--------------------------------------------------------40
六、螺距补偿----------------------------------------------------------------------------------------------56 七、数据的备份与恢复----------------------------------------------------------------------------------58
西门子变频器MM440简明调试手册

目录第一章概述4第二章安装与接线6第三章操作介绍7第一节基本操作面板(BOP)的使用7第二节参数结构及表示方法8第三节调试步骤9第四章参数复位操作 10第五章快速调试 11第一节快速调试定义 11第二节快速调试步骤 11第六章功能调试 13第一节开关量输入功能 13第二节开关量输出功能 13第三节模拟量输入功能 14第四节模拟量输出功能 15第五节加减速时间 15第六节频率限制 15第七节多段速功能 16第八节停车和制动 17第九节制动电阻选配 18第十节自动再起动和捕捉再起动 19第十一节矢量控制 20第十二节本地远程控制 21第十三节闭环控制PID 21第十四节通讯 22第七章故障诊断 23第八章资源链接 27在按照本手册调试之前,请仔细阅读《MICROMASTER440使用大全》中安全指导章节中的“警告”,“注意”和“提示”,为您提供人生安全的保障,有效防止设备或与其连接的部件受到损伤。
安全指导MICROMASTER 440 简明调试指南 / 安全指导3警告• 本设备带有危险的电压,而且它所控制的是带有潜在危险的转动机构。
如果不遵守《使用大全》中“警告”的规定,或不按照其中的要求操作,就可能造成死亡,严重的人生伤害或重大财产损失。
• 只有经过认证合格的专业人员才允许操作本设备,并且在使用设备之前要熟悉本手册中所有的安全说明和有关安装、操作和维护的规定。
正确地进行搬运装卸就位安装和操作维护,是实现本设备安全和成功地投入运行的可靠保证。
• 注意触电的危险。
即使电源已经切断,变频器的直流回路电容器上仍然带有危险电压,因此,在电源关断5分钟以后才允许打开本设备。
• 输入电源线只允许永久性紧固连接。
设备必须接地(按照 IEC 536 Class 1,NEC 和其他适用的标准)。
• MICROMASTER440 变频器是在高压下运行。
• 电气设备运行时,设备的某些部件上不可避免的存在危险电压。
• 本设备不可作为“紧急停车机构”使用(参看 EN60204,9.2.5.4.)• 本设备可按照UL508C第42节的要求在变频器内部提供电动机过载保护功能。
FANUC简明调试手册
1.硬件连接
h).放大器外形图: αi (PSM-SPM-SVM3)
BFM-TEHU002C
βi-SVPM(一体形)
βi-SVU SVU-4,20 型 (βi 2,4,8 电机用)
SVU-40,80(βi12,22 电机用)
注意:伺服电机动力线是插头,用户要将插针连接到线上,然后将插针插到插座 上,U,V,W 顺序不能接错,一般是红,白,黑顺序,如下所示。
αi,αIs 系列 αi,αIs 系列 βi, βIs 系列 βi, βIs 系列
注意:对于 0i Mate-C, 如果没有主轴电机, 伺服放大器是单轴型(SVU), 如果包括主轴电机,
放大器是一体型(SVPM),下面详细介绍基本调试步骤。
1. 核对
按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等。如果不一致,请
6) 对不带主轴的 Oi-Mate C,由于使用的伺服放大器是βis 系列,放大器是单 轴型,没有电源模块。分 SVM1-4/20 和 SVM40/80 两种规格。主要区别是电 源和电机动力线的连接。连接电缆时一定要看清楚插座边上的标注,如下表 所示。
-4 -
BFM-TEHU002C
放大器型号 SVU1-4/20
SVU1-40/80
插座号 CZ7-1
CZ7-2 CZ7-3 CZ4(前) CZ5(中) CZ6(后)
标记
L2/L1 */L3 DCN/DCP
V/U */W * /L3 L1/L2 * /V W/U R1/RC RE/RC
连接图如下(以 SVM1-20/40 为例)
第一个接口只接电源 (A1,B1-24V,A1,B2-0V) , 后面的正常连接。
e. 电机制动器的连接
NUM 简明调试手册 AxiumPower英文
NUMAxium Power简明调试手册尽管在本文的编写中过程中已经做了十分细致的工作,但HCTY(NUM中国代理公司)仍不能保证其中的资料完全准确,所以不能对其中的错误负责,也不能对因使用本文件引起的后果作任何补偿。
本手册描述的硬件外观、工艺、功能特性和软件产品以及维修是受产品的更新限制的,因此不能在任何情况下不受限制的使用。
本手册中列举的编程示例仅仅作为一种引导,它们必须与特定的控制系统配合使用,将它们引用于工业产品的控制程序时必须考虑其安全性和级别。
目录1调试准备---------------------------------------------------------------------------------------------------11.1硬件--------------------------------------------------------------------------------------------------11.1.1数控系统------------------------------------------------------------------------------------11.1.2个人计算机---------------------------------------------------------------------------------31.1.3调试电缆------------------------------------------------------------------------------------41.2工具软件-------------------------------------------------------------------------------------------41.2.1工具软件的安装--------------------------------------------------------------------------51.2.2PC-NC通讯-------------------------------------------------------------------------------51.2.3编程软件(PLCTOOL)----------------------------------------------------------------81.2.4PLC程序编辑界面------------------------------------------------------------------------91.2.5加工程序的编写---------------------------------------------------------------------------101.2.6驱动器调试软件(Settool)-----------------------------------------------------------112系统的连接------------------------------------------------------------------------------------------------132.1系统各部件的连接-------------------------------------------------------------------------------132.2系统与数字驱动的总线连接-------------------------------------------------------------------142.3驱动器的连接-------------------------------------------------------------------------------------152.4部件说明-------------------------------------------------------------------------------------------162.4.1NUM Axium Power---------------------------------------------------------------------162.4.2输入输出模块(PLC)-----------------------------------------------------------------172.4.3机床控制面板------------------------------------------------------------------------------20 2.5驱动系统和伺服电机-------------------------------------------------------------------------------22 2.6电气设计的重要事项-------------------------------------------------------------------------------232.6.1供电-----------------------------------------------------------------------------------------232.6.2电气柜设计的基本要求-----------------------------------------------------------------242.6.3接地-----------------------------------------------------------------------------------------24 2.7系统通电---------------------------------------------------------------------------------------------252.7.1通电前检查----------------------------------------------------------------------------------252.7.2第一次通电----------------------------------------------------------------------------------253PLC的调试-----------------------------------------------------------------------------------------------273.1PLC应用程序的设计---------------------------------------------------------------------------273.2PLC用户程序的调试-----------------------------------------------------------------------------293.3PLC用户报警--------------------------------------------------------------------------------------313.3.1报警的属性----------------------------------------------------------------------------------313.3.2PLC中报警程序编写----------------------------------------------------------------------313.3.3制作PLC用户报警文本%9999.9-------------------------------------------------------324NC调试-------------------------------------------------------------------------------------------------------334.1NUM APEX调试界面--------------------------------------------------------------------------------334.2利用SETTool工具进行参数设定------------------------------------------------------------------334.2.1INITIALISATION图表-------------------------------------------------------------------344.2.2PLC图表--------------------------------------------------------------------------------------354.2.3STRUCTURE OF THE MACHINE图表-------------------------------------------------354.2.4AXIS CHARACTERISTICS图表---------------------------------------------------------374.2.5AXIS PORT CHARACTERISTICS图表-----------------------------------------------374.2.6COMMUNICATION图表----------------------------------------------------------------384.2.7MEMORY图表------------------------------------------------------------------------------384.2.8HANDWHEELS图表----------------------------------------------------------------------39 4.3Settings---------------------------------------------------------------------------------------------------394.3.1Axis Kinematics(轴运动)--------------------------------------------------------------------40 4.4参数优化-----------------------------------------------------------------------------------------------41 4.5主轴设置------------------------------------------------------------------------------------------------474.5.1Spindle Servo Systems(主轴伺服系统)--------------------------------------------------47 4.6丝杠螺距误差补偿------------------------------------------------------------------------------------49 5驱动器的调试-------------------------------------------------------------------------------------------------525.1伺服电机/驱动的选择以及和编码器的配型----------------------------------------------------525.1.1电机/驱动的选择------------------------------------------------------------------------525.1.2编码器配型(S1,S2-X1,X2,X3,X4)---------------------------------------------535.1.3NUMDrive C/BPH,BPG,BPL电机配型--------------------------------------------545.1.4NUM HP drives/BPH,BPG,BPL,BHL电机配型-----------------------------------555.1.5NUM HP drives/AMS电机配型--------------------------------------------------------565.2驱动参数的修改--------------------------------------------------------------------------------------575.2.1参数的选择和修改------------------------------------------------------------------------585.2.2二进制参数的选择和修改---------------------------------------------------------------595.3驱动滤波的选择和修改----------------------------------------------------------------------------605.4驱动测试点-------------------------------------------------------------------------------------------615.4.1测试点和测量点的显示--------------------------------------------------------------------625.4.2测量点的选择和修改-----------------------------------------------------------------------63 6数据备份-------------------------------------------------------------------------------------------------------64附录一:轴地址规定---------------------------------------------------------------------------------------------66附录二:常用CNC参数手动设定----------------------------------------------------------------------------67附录三:常用MDLU参数设定--------------------------------------------------------------------------------68附录四:安装尺寸、规格简要图表---------------------------------------------------------------------------701调试准备NUM Axium Power的调试可按下列步骤进行□系统连接-正确的连接是系统调试顺利进行的基础□NC参数设定-设置控制参数、机械传动参数、速度参数等□驱动器设定-设置电机参数等□PLC编辑与调试-进行PLC梯形图应用程序的编写与调试。
三菱E60M64简明调试手册范本
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (27)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:端口说明配置电缆 备注DCIN NC 直流24伏输入 F070 使用开关稳压电源端(24V ±5%,2A ) CF01 断电源检测EMG 紧急停止输入 F120 内部有源输出,外部电源禁入 CF10 联接基本I/O 单元 F010 RIO 联接远程I/O 单元 R211NCLD1 NC 数码显示正常显示“—”HANDL 手摇脉冲发生器 F023/F024 F320/F321 F023/F024为5V 手轮线 F320/F321为12V 手轮线 SIO RS232C 设备F034 外部计算机要与机床共地 CRT 连接CRT 显示单元(DUE71) F590 LCD联接液晶显示单元(DUT11)F090CF10 CF01 HANDLECRTDCINLCDEMG RIOSIONCLD1 NCKBNCKB 系统键盘的联接F053(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
SINUMERIK802Dsl简明调试手册.

2.6.1
通电前检查....................................................................................................................... 19
2.6.2
第一次通电....................................................................................................................... 19
2.1.3
机床控制面板(Machine Control Panel)............................................................................. 7
2.1.4
外置编码器接口模块用于连接直接测量系统 ......................................................................... 8
2.6 系统通电............................................................................................................................................ 19
2.1.5
连接 DRIVE-CLiQ 的集线器模块 DMC20 ................................................................................ 8
S120 调试手册

S120简明调试手册目录一、确定机械输出轴旋转一圈的精度单位二、确定使用伺服的最大转速、加速度、减速度三、调整伺服电机的速度环四、调整伺服电机的位置环五、伺服驱动器与PLC的PROFIBUS通讯报文的匹配六、伺服电机的使能七、伺服电机的寻找参考点(Homing/Reference)八、伺服电机的点动(Jog)九、伺服电机的单步运行(MDI)十、伺服驱动器通过“控制面板”控制电机的试运行一、确定机械输出轴旋转一圈的精度单位调试步骤:A:伺服电机旋转一圈所产生的最大编码器数值(LU)。
B:电机输出端与机械连接轴的减速比。
通过设置减速比可以保证您不需要计算伺服电机和实际位移的比例关系,设置了减速比后可以使用机械实际的移动单位,控制伺服运行的参数。
例如:1:10,表示机械轴旋转1圈,伺服电机旋转10圈。
C:机械旋转一圈时设置的单位(LU),比如:您的机械旋转一圈移动10mm,机械单位设置10000。
每个单位所表示的精度=10mm÷10000=0.001mm。
此(LU)单位是西门子伺服驱动器参数基本设置单位。
D:伺服电机旋转一圈,编码器能够产生的脉冲数(LU)。
例如:脉冲×倍频=2048×2048=4194304。
二、确定使用伺服的最大转速、加速度、减速度。
调试步骤:A:伺服电机每分钟能够旋转的数值。
例如:10000×1000LU/min。
如果机械轴旋转1圈需要10000LU,则此参数表示:伺服每分钟旋转10000 000LU,即1000转/分钟。
B:伺服电机每S2最大加速度。
例如:5000 000LU/ S2,表示每秒可以移动5000 000LU 距离。
如果机械单位10000LU,表示每秒可以加速0.5圈。
C:伺服电机每S2最大减速度。
调试步骤:A:伺服电机速度环P值。
西门子伺服驱动器开放电机速度的PID调节给用户使用,此数值表示伺服电机在速度环控制时的加速增益刚性。
TNC620简明调试操作手册(PLC)

PLC部分1.PLC的基本知识PLC主要是用于辅助数控系统进行外部输入和输出的控制,完成相应的逻辑任务. PLC 程序的运行有几个特点:在执行下一行程序之前,前一行程序必须执行完毕。
程序按顺序依次执行。
PLC 程序在固定的时间间隔内重复运行。
2.Heidenhain的PLCHeidenhain的PLC同样具备一般PLC的特点. PLC 程序可以直接在系统中创建,也可以使用计算机软件PLCdesignNT 软键在PC 上创建。
常见的PLC主要使用梯形图或是语句表进行PLC程序的编写,海德汉PLC除了一般PLC通常的逻辑控制语句还允许使用一些高级控制功能,因此采用的是语句表格式进行编写的,不支持梯形图.3.学习PLC前的准备a.HEIDENHAIN 数控系统和PLC 的接口关系:图中NC指的是数控系统的数控部分,PLC指的是数控系统中的PLC部分,箭头表示数据的流向。
从上图我们大体可以看出哪些数据该有PLC采集,哪些数据该有NC采集,对于PLC和NC各自采集的数据部分,他们是通过什么途径进行数据交换的.b.Heidenhain软件工具虽然Heidenhain系统支持在线编写和修改PLC程序,但通常我们都是在个人电脑上进行离线编辑的。
因此我们需要在电脑中安装相应的工具以便我们快捷的修改和编辑。
我们进行PLC编辑的主要工具有:PLCdesign (PLCdesignNT): 用于创建,编辑,管理PLC项目的主程序。
PLCtext: 用于管理,编辑PLC项目中的报警信息和提示信息的数据库程序。
IOconfig: 用于系统各组件配置(组态)的程序。
CycleDesign: 用于管理和编辑竖排软按键或OEM循环的程序。
BMXdesign: 用于制作软按键图标和帮助图形的程序。
TNCremo: 用于文件传输以及系统备份和还原的程序。
这些软件仅支持WindowsXP或Window7的32位系统,依次将上述所列程序安装在个人电脑中。
828D简明调试手册_2019 4.8 SP4
G120 CU240BE-2简明调试手册4005
I CS LS TS
Page 2-59
目录
第一章 概述..........................................................................................................................................4
第三章 调试工具介绍...................................................................................................................................................13
2.1 PM240 功率模块接线图........................................................................................................................................7 2.2 控制单元安装与接线 ............................................................................................................................................8
5.1 BICO 功能............................................................................................................................................................30 5.2 预定义接口宏 ......................................................................................................................................................31 5.3 指令源和设定值源 ..............................................................................................................................................38 5.4 数字量输入功能 ..................................................................................................................................................39 5.5 数字量输出功能 ..................................................................................................................................................40 5.6 模拟量输入功能 ..................................................................................................................................................41 5.7 模拟量输出功能 ..................................................................................................................................................42 5.8 变频器 2/3 线控制 ...............................................................................................................................................43 5.9 本地/远程切换 .....................................................................................................................................................44 5.10 多段速功能 ........................................................................................................................................................45 5.11 停车方式 ............................................................................................................................................................47 5.12 抱闸控制功能 ....................................................................................................................................................48 5.13 自动再启动 ........................................................................................................................................................50 5.14 捕捉再启动 ........................................................................................................................................................51 5.15 制动单元与制动电阻使用 ................................................................................................................................52 5.16 闭环 PID 控制功能 ............................................................................................................................................53 5.17 通讯功能 ............................................................................................................................................................55
SINUMERIK 840D SL 简明调试手册 2012

SINUMERIK 840D solution line 简明调试手册2012SINUMERIK 840D solution lineAnswers for industry. SINUMERIK 840D sl 资料结构通用资料:订货样本车床铣床用户资料:操作编程手册车床铣床用户资料:诊断手册车床铣床技术资料:安装调试手册车床铣床技术资料:功能说明车床驱动器资料SINAMICS 铣床S120SINUMERIK 840D 调试准备1solution line 系统的连接2简明调试手册2012 系统上电准备3 PLC开机调试4 NCU 内集成SINAMICS S120驱动调试5 NC开机调试6 手轮设置7 报警文本8 HMI安装、配置9 刀库管理10 循环安装11 840D sl数据备份12 驱动优化13 授权管理14 系统软件安装/升级15版本说明驱动参数设置16以下是当前版本及以前各版本的简要说明。
每个版本的状态由“附注”栏中的代码指明。
WinSCP和vncviewer软件17在“附注”栏中的状态码分别表示:A .... 新文件IBN-Tool软件安装18B .... 没有改动,但以新的订货号重印C .... 有改动,并重新发行Starter软件连接19版本附注03.2012 A 尺寸图20 NC系统参数21适用于SINUMERIK 840D sl V0206SP1 接口信号简表22目录目录第1章调试准备.......................................................................................................................................... ............. 1-1 1.1 调试需要的软件................................................................................................................................. 1-1 1.1.1 计算机必须安装的软件....................................................................................................................... 1-1 1.1.2 选择安装软件..................................................................................................................................... 1-1 1.2 个人计算机........................................................................................................................................ 1-1 1.3 系统调试过程..................................................................................................................................... 1-2第2章系统的连接.......................................................................................................................................... ......... 2-1 2.1 系统连接概览..................................................................................................................................... 2-1 2.1.1 系统连接示意图................................................................................................................................. 2-1 2.1.2 系统连接接口图................................................................................................................................. 2-2 2.2 SINUMERIK 840D sl NCU 和NX模块..................................................................................................... 2-3 2.2.1 SINUMERIK 840D sl 的NCU模块.......................................................................................................... 2-3 2.2.2 SINUMERIK 840D sl 的NX模块............................................................................................................ 2-5 2.2.3 NCU和NX接线图................................................................................................................................. 2-6 2.3 PLC输入/输出接口模块........................................................................................................................ 2-7 2.3.1 输入输出模块PP72/48 ....................................................................................................................... 2-72.3.2 ET200M接口模块IM153和输入/输出模块SM321/SM322 ..................................................................... 2-10 2.3.3 NCU和I/O接口模块接线图................................................................................................................... 2-12 2.4 机床操作部件..................................................................................................................................... 2-13 2.4.1 机床控制面板MCP(Machine Control Panel)..................................................................................... 2-13 2.4.2 机床控制面板MCP在板IO .................................................................................................................... 2-15 2.4.3 OP操作面板........................................................................................................................................ 2-16 2.4.4 PCU50.3和TCU ................................................................................................................................... 2-17 2.4.5 Mini手轮和HT2 .................................................................................................................................. 2-19 2.4.6HHU ...................................................................................................................................... ............ 2-22 2.4.7 机床操作部件连接图.......................................................................................................................... 2-22 2.5 驱动系统和伺服电机.......................................................................................................................... 2-23 2.5.1 书本型AC/DC供电模块和DC/AC电机模块............................................................................................. 2-23 2.5.2 供电模块和电机模块排列方式............................................................................................................ 2-25 2.5.3 SINAMICS S120 AC/AC 模块式驱动器的连接....................................................................................... 2-26 2.5.4 编码器接口模块................................................................................................................................. 2-28 2.5.5 S120系统辅助模块............................................................................................................................. 2-29 2.5.6 驱动系统和伺服电机24V功耗............................................................................................................. 2-30 2.5.7 S120 DRIVE-CLiQ连接规则................................................................................................................. 2-30 2.5.8 SINAMICS S120驱动系统配置连接方式举例........................................................................................ 2-31 2.5.9 DMC20模块连接2.5.10 NX板连接示例.................................................................................................................................... 2-32 2.6 电气设计的重要事项.......................................................................................................................... 2-33 2.6.1 供电.......................................................................................................................................... ......... 2-33 2.6.2 电气柜设计的基本要求....................................................................................................................... 2-33 2.6.3 接地.......................................................................................................................................... ......... 2-34 2.7 系统通电前检查.................................................................................................................................. 2-35 2.7.1 常规检查.......................................................................................................................................... ... 2-35 2.7.2 具体检查.......................................................................................................................................... ... 2-36Ⅳ目录第3章系统上电准备.......................................................................................................................................... ...... 3-13.1 NC和PLC总清相关部件说明................................................................................................................. 3-1 3.2 NCK 和PLC 总清................................................................................................................................. 3-2 3.2.1 NCK 和PLC总清目的........................................................................................................................... 3-23.2.2 NCK 和PLC 总清的操作步骤................................................................................................................ 3-3 3.3 系统初次上电结束.............................................................................................................................. 3-3第4章PLC开机调试.......................................................................................................................................... ........ 4-14.1 准备工作.......................................................................................................................................... .. 4-1 4.1.1 840D sl的Toolbox ............................................................................................................................... 4-1 4.1.2 安装PROFIBUS部件的GSD文件............................................................................................................. 4-4 4.2 创建PLC项目....................................................................................................................................... 4-4 4.3 计算机与系统通讯接口的设置.......................................................................................................................................... .. 4-6 4.4.1 插入NCU硬件..................................................................................................................................... 4-6 4.4.2 设置CP的IP地址.................................................................................................................................. 4-8 4.4.3 NX板的硬件配置................................................................................................................................. 4-9 4.4.4 ET200模块的配置............................................................................................................................... 4-10 4.4.5 下载硬件配置..................................................................................................................................... 4-11 4.5 拷贝PLC基本程序................................................................................................................................ 4-11 4.6 编写最简单PLC程序............................................................................................................................. 4-13 4.6.1 PLC结构图........................................................................................................................................... 4-13 4.6.2OB100 ................................................................................................................................... ............. 4-14 4.6.3 OB1结构.......................................................................................................................................... ... 4-14 4.7 更改、设置PLC项目中CP的IP地址........................................................................................................ 4-15 4.7.1 启动项目中网络配置........................................................................................................................... 4-154.7.2 双击硬件配置中CP 840Dsl .................................................................................................................. 4-16 4.7.3 编辑网络配置..................................................................................................................................... 4-16第5章NCU 内集成SINAMICS S120驱动调试............................................................................................................ 5-1 5.1 驱动调试软件:..................................................................................................................................5-1 5.2 驱动系统固件升级............................................................................................................................. 5-1 5.3 驱动系统出厂设置............................................................................................................................. 5-2 5.4 驱动系统的拓扑识供电模块(infeed 电源模块)配置.................................................。
西门子SINUMERIK 810D 840D 简明调试指南技术手册说明书
SINUMERIKSINUMERIK 810D/840D 简明调试指南技术手册 2010Answers for industry.S I N U M E R I K 810D /840D 简明调试指南技术手册 20102前言欢迎使用西门子 810D/840D 产品,相信在此之前,您会收到我们为您精心制作的光盘资料— DOCON CD。
您只需运行其上的 SETUP.EXE 文件,即可将此光盘资料安装在您的计算机上。
DOC ON CD 中的资料包括三部分:用户资料;制造商资料;参考资料,覆盖西门子所有数控产品的内容。
其中,用户资料用于最终用户,包括操作和编程,以及诊断等内容;制造商资料又包括三部分:数控;驱动;PLC,给机床制造。
厂家提供全面的资料,从配置系统到安装启动,以及功能使用说明;参考资料中展示了西门子的数控产品在多种工业领域中的专门应用,还有一些专用软件的应用介绍。
由于我们这本手册的阅读对象为机床制造厂家,因此我们所需参考的资料主要为 DOC ON CD 上的制造商资料,根据机床从设计到生产调试的过程的不同阶段,可分别主要参考相应的资料。
见下表:DOC ON CD 中的资料除按内容划分手册以外,具体在每个章节都针对某个应用详细描述,分为:简述;详述;应用举例;相关参数及接口信号说明;参数信号列表若干小节。
有时您需要了解某个信号的详细应用介绍。
则可以先到 LIST 一书中找到此信号,并由此可查到相关的手册,从而找到具体的章节。
DOC ON CD 中的资料内容浩繁,查找起来比较困难,希望了解了上述内容后,能帮助您更快捷地查阅资料。
目录硬件说明810D/840D1 SINUMERIK1.1 概述1-3 1.2 数控及驱动单元 1-4与 CCU 1-4 1.2.1 810D1.2.2 840D与 NCU 1-5 1.2.3 驱动模块 1-6 1.2.3.1 电源模块 1-6 1.2.3.2 611D数字驱动 1-7单元和 PCU 1-8 1.3 OP1.3.1 OP单元和 MPI 1-8 1.3.2 PCU 1-8 1.3.3 MCP 1-9模块 1-10 1.4 PL C1.5 硬件连接 1-13 1.6 接地1-16 1.6.1 接地电阻 1-16 1.6.2 电柜地线汇总排 1-16 1.6.3 西门子设备的接地 1-16 1.7 将电磁干扰问题(EMC)影响减为最小的措施 1-17 1.7.1 确保电柜中的所有设备接地良好 1-17 1.7.2 控制电缆最好使用屏蔽电缆 1-17 1.7.3 布线1-17 1.8 散热1-18 1.9 防尘1-19 1.10 系统上下电顺序 1-19 1.10.1 电源模块的上下电顺序 1-19的下电顺序 1-201.10.2 PCU502 通电,调试2.1 开机和启动(包括 NCU、PCU、MCP、Drive System) 1-21和 PLC 总清 1-25 2.2 NC总清 1-25 2.2.1 NC2.2.2 PLC总清 1-25调试 1-26 L C2.3 P2.3.1 Step7软件的安装与授权 1-26 2.3.2 设置 PG/PC 接口 1-26 2.3.3 S7程序的结构 1-27 2.3.4 PLC启动 1-28 2.3.5 PLC基本程序 1-292.3.6 若干重要信号 1-30 2.3.7 几点说明 1-30调试 1-31 2.4 NC2.4.1 轴配置1-31 2.4.2 驱动配置 1-32 2.4.3 控制给定值、反馈值的分配 1-34 2.4.4 进给轴机床参数设定 1-34 2.4.5 主轴机床参数设定 1-34 2.5 轴的试运行及其优化 1-35 2.5.1 轴试运行流程图 1-35 2.5.2 主轴试运行流程图 1-362.5.3 轴自动优化自动步骤 1-373 数据备份3.1 系列备份(Series Start-up) 1-40 3.1.1 V.24参数的设定 1-40的数据备份 1-41 3.1.2 PCU20的数据备份 1-41 3.1.3 PCU503.2 分区备份 1-42的数据分区备份 1-42 3.2.1 PCU203.2.1 PCU50.3 的数据分区备份 1-42 3.3 数据的恢复 1-43 3.3.1 PCU20 的数据恢复 1-433.3.2 PCU50.3 的数据恢复 1-434 螺距误差补偿(LEC)4.1 螺补的方法 1-45 4.2 螺补的操作步骤 1-46 4.2.1 在 PCU20 上作螺距补偿 1-464.2.2 在 PCU50.3 上作螺距补偿 1-485 警报5.1 系统警报 1-49 5.2 用户报警 1-49 5.3 报警文本(指 PLC 报警文本) 1-49附录 A SINUMERIK 810D/840D 有关硬件尺寸 1-51附录 B 机床数据简表 1-77附录 C 接口信号简表 1-11923SINUMERIK 810D/840D 硬件说明1.1 概述SINUMERIK 810D/840D 是由数控及驱动单元(CCU 或 NCU ),PCU 及 OP0xx ,PLC 的 I/O 模块三部分组成。
PEK LAF设备简明调试手册
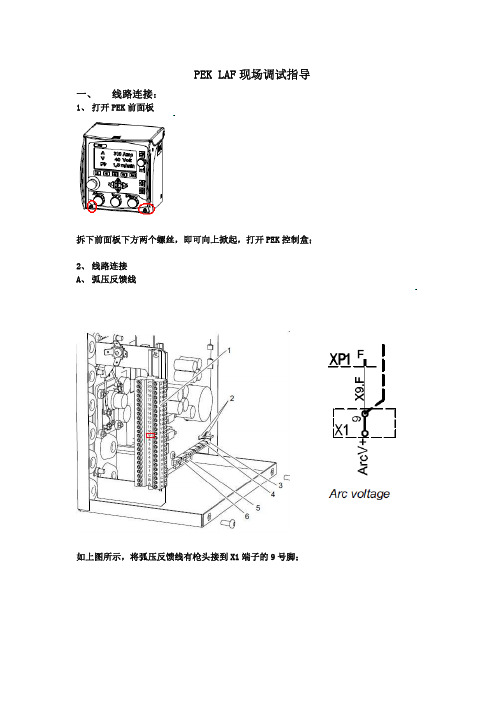
PEK LAF现场调试指导一、 线路连接:1、打开PEK前面板拆下前面板下方两个螺丝,即可向上掀起,打开PEK控制盒;2、线路连接A、弧压反馈线如上图所示,将弧压反馈线有枪头接到X1端子的9号脚;B、马达接线(此处以A6 VEC马达为例)PEK侧:A6 VEC马达侧:C、接线通电前的检查:首先,检查编码反馈线:如上图,编码反馈插头对应脚号为,最右边为1,依次为2、3、4。
所以,建议现场工程师打开PEK前面板,拔下CN17插头,使用万用表欧姆档,由CN17插头直接测量到A6 VEC马达,如上图,1号脚对应马达的黑色线(0V);2号脚对应马达红色线(24V);3号脚对应马达白色线(Pulse A);4号脚对应马达蓝色线(Pulse B)。
其次,测量电机电源驱动线:拔下CN7插头,测量CN7插头的1脚和4脚,可以测到100多Ω电阻;测量2脚和3脚,可以测到10Ω左右电阻。
完成以上测量后,说明PEK与A6 VEC已经正确连接。
二、 PEK基本设置:1、按‘菜单’ 进入主菜单;如下图:2、移动光标的旋钮(定位旋钮),设置正确的焊接参数;此处需关注REGULATIONTYPE必须设置为CA; 另外需要设置正确的WIREDIMENSION焊丝直径;3、在CONFIGURATION(配置)行上使用光标旋钮定位光标;按ENTER键确认选择,如下图;4、进入MACHINE CONFIGURATION,如下图:5、在该界面,需要设置PRODUCT CODE为FREE 2 AXIS(A6 VEC);A2电机PRODUCT CODE为 A2TF ;6、以下仅以A6 VEC为例;此时,WIRE FEED AXIS送丝马达默认值如下:TRAVEL AXIS行走马达默认值如下:可以根据实际马达的减速比,进入菜单更改。
7、按S5按钮,退出MACHINE CONFIGURATION,进入CABLE LENGTH,在这里需要设置电缆的长度和线径;长度是指电流电缆和回流电缆的总长;线径是电流电缆或回流电缆的直径。
0I-F简明调试手册

编
第二轴 码 (K17)
器 编
第一轴 码 (K17)
器
JF3(N)
JF2(M)
(K27)
JF1(L)
制动器控制
(Z轴有抱闸的情况下需连接)
MCC
交流220V 交流220V
24V模块
DC 24V
交流220V 交流220V 交流220V
控
控
制
制
接触器
交流220V 交流220V 交流220V
电抗器
交流220V输 出
2
1. 0i-F 常见机型整体硬件连接
1.1 FS 0i-F αi-B 放大器+串行主轴
3
1.2 FS 0i-F βiSVSP-B 一体型放大器+串行主轴
0i MF/TF 综合接线图(βi -B一体型放大器+串行主轴)
BEIJING-FANUC
(K1) DC24V
CP1 CP2
FANUC 标准机床操作面板
2. 电缆明细 ................................................................................................................................................ 8 3. 通电前的检测项目 .............................................................................................................................. 21
第一轴电机编码器 第二轴电机编码器 第三轴电机编码器 主轴电机励磁状监控
三菱E60M64简明调试手册

目录一:E60,M64的联接 ............................................................................. 错误!未定义书签。
1:E60-NC联接............................................................................................ 错误!未定义书签。
2:基本I/O联接 ......................................................................................... 错误!未定义书签。
3:M64S-NC ................................................................................................. 错误!未定义书签。
4:伺服系统的联接..................................................................................... 错误!未定义书签。
5:E60,M60系列系统联接总图 ................................................................. 错误!未定义书签。
二:外围线路的检查及上电注意事项...................................................... 错误!未定义书签。
三:参数的设定....................................................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-2 -
BFM-TEHU002C
a. 伺服/主轴放大器的连接 CNC
1.硬件连接
单相 三相
JYA3 JYA2
以上是以 0iC 带主轴放大器为例的连接图。 注意:1)PSM, SPM, SVM(伺服模块)之间的短接片(TB1)是连接主回路的直流 300V
电压用的连接线,一定要拧紧,。如果没有拧的足够紧,轻则产生报警, 重则烧坏电源模块(PSM)和主轴模块(SPM)。 2)PSM 的控制电源输入端 CX1A 的 1,2 接 200V 输入,3 为地线。 3)伺服电机动力线和反馈线和动力线都带有屏蔽,一定要将屏蔽做接地处理, 并且信号线和动力线要分开接地,以免由于干扰产生报警。如下所示:
BEIJING-FANUC 0i-C/0i Mate-C
简明联机调试手册
(一)
BEIJING-FANUC 技术部
2005.2
BFM-TEHU002C/02
内容提要
第一节:硬件连接 简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源,放大器,I/O 等)之间 的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器, βiSVPM)之间的连接以及和电源,电机等的连接,和 RS232C 设备的连接。最后介 绍了存储卡的使用方法(数据备份,DNC 加工等)。
e. 电机制动器的连接
控制开关
电机
控制开关
(无正负极性 电机
小 于 α 4I, β4is 5,6 为 制 动 器插脚
(无正负极性)
大 于 α 4i , β4is 1,2 为制动 器插脚
注:上图中的 Switch 为 I/O 输出点的继电器触点(常开),控制制动器的开闭。
f. 电源的连接
通电前,断开所有断路器,用万用表测量各个电压( 交流 200V,直流 24V)正常之 后,再依次接通系统 24V, 伺服控制电源(PSM)200V, 24V(βi)。最后接通伺服主 回路电源(3 相 200V)。
E-mail: tech@
hunian@
北京发那科机电有限公司 技术部
编制 :胡 年 校对 :卓 莉
2005-2
BFM-TEHU002C
第一节 硬件连接
1.硬件连接
目前北京FANUC 出厂的0iC/0i-Mate-C 包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用
SVU1-40/80
插座号 CZ7-1
CZ7-2 CZ7-3 CZ4(前) CZ5(中) CZ6(后)
标记
L2/L1 */L3 DCN/DCP
V/U */W * /L3 L1/L2 * /V W/U R1/RC RE/RC
连接图如下(以 SVM1-20/40 为例)
第一个接口只接电源 (A1,B1-24V,A1,B2-0V) , 后面的正常连接。
JA3(MPG)
注意:对于手脉接口,OiC 在控制器的内装 I/O 卡上或操作面板 I/O 上都有,而 Oi-mate C 只有在操作面板 I/O 上才有。 d. 急停的连接
DC 24V
-6 -
BFM-TEHU002C
1.硬件连接
注意:上述图中的急停继电器的第一个触点接到 NC 的急停输入(X8.4),第二 个触点接到放大器的电源模块的 CX3(1,3)。对于βis 单轴放大器,接第一个 放大器的 CX30(1,3 脚),注意第一个 CX19B 的急停不要接线。 注意:所有的急停只能接触点,不要接 24V 电源。
的 0iTC/ 0i-Mate-TC,各系统一般配置如下:
系统型号
用于机床
放大器
电机
0iC 最多 4 轴
0i Mate C 最多 3 轴
0iMC 0iTC 0i Mate MC 0i Mate TC
加工中心,铣床 车床 加工中心,铣床 车床
αi 系列的放大器 αi 系列的放大器 βi 系列的放大器 βi 系列的放大器
6) 对不带主轴的 Oi-Mate C,由于使用的伺服放大器是βis 系列,放大器是单 轴型,没有电源模块。分 SVM1-4/20 和 SVM40/80 两种规格。主要区别是电 源和电机动力线的连接。连接电缆时一定要看清楚插座边上的标注,如下表 所示。
-4 -
BFM-TEHU002C
放大器型号 SVU1-4/20
连 接 到 PC 机的 9 芯串 口
注:1.上图中的 232 通讯电缆需要由用户自己焊接,推荐的接线图如下:
机床侧(25 芯)
电脑侧(9 芯)
2.为防止电脑的串口漏电对 NC 的接口烧坏,要在接口上加光电隔离器。 最好是不用 232 口,使用存储卡接口更方便,且不会烧坏接口。
3.2 使用 M-CARD 备份参数/加工程序等 使用存储卡(PCMCIA CARD)可对参数、加工程序,梯形图,螺补、宏变量
按下 MDI 面板上[SYSTEM],依次按下软键上[PMC],[? ],[I/O]。 在 DEVIECE 一栏选择[M-CARD]
- 10 -
BFM-TEHU002C
1.硬件连接
注:使用存储卡备份梯形图时, DEVICE 处设置为 M-CARD FUNCTION 处设置为 WRITE(当从 M-CARD--àCNC 时设置为 READ) DATAKIND 处设置为 LADDER 时仅备份梯形图也可选择备份梯形图参数 FILE NO.为梯形图的名字(默认为上述名字)也可自定义名字输入@XX (XX 为自定义名子,当使用小键盘时没有@符号时,可用#代替) 注意备份梯形图后 DEVICE 处设置为 F-ROM 把传入的梯形图程序存入 到系统 F-ROM 中。
4) 对于 PSM 的 MCC(CX3)一定不要接错,CX3 的 1,3 之间只是一个内部 触点,如果错接成 200V,将会烧坏 PSM 控制板。如下图所示正确接法。
-3 -
1.硬件连接
BFM-TEHU002C
线圈
浪涌吸收 器
内部继 电器触 点
外部 200V 电源
-8 -
BFM-TEHU002C
1.硬件连接
插针(孔)
地线
右上 左上 右下 左下
插针,压接
标记:XX,XY,YY 分别表示 1,2,3 轴。各轴不能互换
3. 其它设备的安装和连接 3.1 和电脑的连接 * OiB/Oi-Mate C 可以通过 232 口和电脑相连,实现 DNC 加工,如下所示:
232 通讯电缆
接此线)。 6. 串行主轴/编码器的连接,如果使用 FANUC 的主轴放大器,这个接口是连
接放大器的指令线,如果主轴使用的是变频器(指令线由 JA40 模拟主轴接 口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是 FANUC 的主轴放大器,则编码器连接到主轴放大器的 JYA3)。 7. 对于 I/O Link[JD1A]是连接到 I/O 模块或机床操作面板的,必须连接。 8. 存储卡插槽(在系统的正面),用于连接存储卡,可对参数,程序,梯形图 等数据进行输入/输出操作,也可以进行 DNC 加工。
第二节:系统参数设定 简单介绍了伺服参数初始化,基本参数的意义和设定方法,各种型号伺服电机及主 轴电机的代码表,有关模拟主轴及串行主轴的注意点,主轴常用的参数说明,常用 的 PMC 信号表,模具加工用(0IMC)机床高速高精度加工参数设定。
第三节:伺服参数调整 详细介绍伺服参数初始化步骤,伺服参数优化调整,全闭环控制的参数设定及调整, 振动抑制调整。
5)对 0i-Mate C, 由于使用的伺服放大器是βi 主轴βis 伺服,带主轴的放大器 是 SPVM 一体型放大器,连 接 如 下 图 所 示。 注意 a) 24V 电源连接 CXA2C(A1-24V,A2-0V)。b)TB3 (SVPM的右下面)不要接线。c) 上部的两个 冷却风扇要自己接外部 200V 电源。d) 三个(或两个)伺服电机的动力线插 头是有区别的,CZ2L(第一轴), CZ2M(第二轴), CZ2N(第三轴)分别 对应为 XX,XY,YY。
-9 -
1.硬件连接
BFM-TEHU002C
等数据进行方便的备份。这些数据可分别备份,同时可以在计算机上直接进行 编辑(梯形图除外,需经 FANUC 的变成软件进行转化)。
1)首先要将 20#参数设定为 4 表示通过 M-CARD 进行数据交换
2)要在编辑方式下选择要传输的相关数据的画面(以参数为例) 按下软健右侧的[OPR](操作),对数据进行操作。
伺服电机
如:机床操作面板,I/O 卡,I/O Link 轴有些可能没有。
由上述图中可以看到,硬件连接比 0IB 简单的多了。
3)总体连接介绍:
如下图所示
-1 -
1.硬件连接
BFM-TEHU002C
FSSB 光 缆连接线
风扇
电池
存储卡 插槽
软键 伺服检测
电源
保险
串行主轴/编码器
电源线
RS232
模拟主轴
立即和 FANUC 联系。
2. 硬件安装和连接
1)在机床不通电的情况下,按照电气设计图纸将 CRT/MDI 单元,CNC 主机箱,伺服放
大器,I/O 板,机床操作面板,伺服电机安装到正确位置。
2)基本电缆连接。(详细说明请参照硬件连接说明书)
机床操作台 手轮
I/O 卡 I/O Link 轴
主轴电机
说明:根据不同的机床配置,可能有些不同
1.硬件连接
意义 三相电源输入 放电电阻 电机动力线 三相电源输入 三相电源输入 放电电阻
SVM1-20
-5 -
1.硬件连接
BFM-TEHU002C
b. 模拟主轴的连接 模拟主轴是系统向外部提供 0-10V 模拟电压,接线比较简单,注意极性不要接 错,否则变频器不能调速。
CNC-JA40