涂布贴合技术与应用PPT课件
合集下载
涂布工艺介绍ppt课件PPT资料37页
回收 涂布机包括:放卷系统、前放卷张力,纠偏系统,涂布头,干
燥箱,后收卷纠偏,张力系统、收卷系统 涂布头包括:涂布辊、背辊、刮刀、刮刀调节机构。 涂布机的核心是涂布头,涂布机的能力决定于涂布头
设备介绍
SSL涂布机
BM涂布机
设备介绍
放料机构
张力机构
纠偏装置 收卷机构
电位器
压力传感器
设备介绍
片。基材Al、Cu、Mylar Li-ion电池组成 电池上下盖 、正极——活性物质为氧化锂钴 、隔膜——一种特殊的复合 膜、负极——活性物质为碳 、有机电解液 、电池壳(分为钢壳和铝壳两 种)
原理:涂辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并利用
背辊或涂辊的转动将浆料转移到基材上,按工艺要求,控制涂布层的厚 度以达到重量要求,同时,通过干燥加热除去平铺于基材上的浆料中的 溶剂,使固体物质很好地粘结于基材上。
涂布工序
目前所用机台为浩能的涂布机、北京理化所、西安以及706涂布 机
涂布方法为:转移涂布 涂布辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并 利用背辊的转动将浆料转移到基材上,实现均匀性涂布
涂布方式为:连续涂布及多间隙涂布 加热方式为:5段蒸汽加热方式,现采用热风循环以实现GSN的
Coater structure
Head of the coater structure
工序介绍
Comma Support Bar
EPC
Line master Tension pickup
EPC
工序介绍
涂布重量、厚度、尺寸及规格:参考各品种MI文件 涂布速度:3~5.5m/min 干燥条件:
除去平铺于基材上的浆料中的溶剂,使固体物质很好地粘结 于基材上
燥箱,后收卷纠偏,张力系统、收卷系统 涂布头包括:涂布辊、背辊、刮刀、刮刀调节机构。 涂布机的核心是涂布头,涂布机的能力决定于涂布头
设备介绍
SSL涂布机
BM涂布机
设备介绍
放料机构
张力机构
纠偏装置 收卷机构
电位器
压力传感器
设备介绍
片。基材Al、Cu、Mylar Li-ion电池组成 电池上下盖 、正极——活性物质为氧化锂钴 、隔膜——一种特殊的复合 膜、负极——活性物质为碳 、有机电解液 、电池壳(分为钢壳和铝壳两 种)
原理:涂辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并利用
背辊或涂辊的转动将浆料转移到基材上,按工艺要求,控制涂布层的厚 度以达到重量要求,同时,通过干燥加热除去平铺于基材上的浆料中的 溶剂,使固体物质很好地粘结于基材上。
涂布工序
目前所用机台为浩能的涂布机、北京理化所、西安以及706涂布 机
涂布方法为:转移涂布 涂布辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并 利用背辊的转动将浆料转移到基材上,实现均匀性涂布
涂布方式为:连续涂布及多间隙涂布 加热方式为:5段蒸汽加热方式,现采用热风循环以实现GSN的
Coater structure
Head of the coater structure
工序介绍
Comma Support Bar
EPC
Line master Tension pickup
EPC
工序介绍
涂布重量、厚度、尺寸及规格:参考各品种MI文件 涂布速度:3~5.5m/min 干燥条件:
除去平铺于基材上的浆料中的溶剂,使固体物质很好地粘结 于基材上
涂布方式和涂布技术PPT课件
涂布工艺技术培训讲义
(第一部分) 第三章 涂布技术
主讲人:李建平 2009年9月25 日
第1页/共113页
主要内容
•一、浸沉涂布 •二、坡流涂布 •三、条缝涂布 •四、落帘涂布
第2页/共113页
一、浸沉涂布
• 1 、浸沉涂布(dip coating)原理 • 当支持体与润湿性涂液接触时,因为毛细压力,在接触处的涂液会沿支持体升高
指数变量 Gutoff和Kendrick(1987) △P=0 △P=50Pa △P=100Pa Garin和Vachagin(1972) 低△P 高△P Tallmadge(1979)无负压
c μ
0.8 0.7 0.6
0.1 0.7 0.5
第35页/共113页
b
a
U
G
0.9
小
0.4
小
0.5
小
0.5 1.0 0.3~0.4
第8页/共113页
二、坡流涂布
• 坡流涂布头透视,见右图: • 1.边导板;2.最上游堰板;3.狭缝出
口;4.阻流狭缝;5.腔体;6.堰板;7. 涂布唇;8.真空箱;9.垫板;10.涂布 轴
第9页/共113页
1、坡流涂布模头的构造
• (1)涂布模头——涂层数 • 一个坡流涂布模头由几块堰板组成, 原则上一个堰板对应一个涂层,这几 块堰板安装成一倾斜的滑动面。通常, 各堰板几乎是相同的长方形块。
第30页/共113页
第31页/共113页
图
U (m/s)
H∞
μ
HG
(μm) (mPas) (μm)
△p
Lb
(Pa) (mm)
Ca/Ca
主要影 响因素
a
(第一部分) 第三章 涂布技术
主讲人:李建平 2009年9月25 日
第1页/共113页
主要内容
•一、浸沉涂布 •二、坡流涂布 •三、条缝涂布 •四、落帘涂布
第2页/共113页
一、浸沉涂布
• 1 、浸沉涂布(dip coating)原理 • 当支持体与润湿性涂液接触时,因为毛细压力,在接触处的涂液会沿支持体升高
指数变量 Gutoff和Kendrick(1987) △P=0 △P=50Pa △P=100Pa Garin和Vachagin(1972) 低△P 高△P Tallmadge(1979)无负压
c μ
0.8 0.7 0.6
0.1 0.7 0.5
第35页/共113页
b
a
U
G
0.9
小
0.4
小
0.5
小
0.5 1.0 0.3~0.4
第8页/共113页
二、坡流涂布
• 坡流涂布头透视,见右图: • 1.边导板;2.最上游堰板;3.狭缝出
口;4.阻流狭缝;5.腔体;6.堰板;7. 涂布唇;8.真空箱;9.垫板;10.涂布 轴
第9页/共113页
1、坡流涂布模头的构造
• (1)涂布模头——涂层数 • 一个坡流涂布模头由几块堰板组成, 原则上一个堰板对应一个涂层,这几 块堰板安装成一倾斜的滑动面。通常, 各堰板几乎是相同的长方形块。
第30页/共113页
第31页/共113页
图
U (m/s)
H∞
μ
HG
(μm) (mPas) (μm)
△p
Lb
(Pa) (mm)
Ca/Ca
主要影 响因素
a
《涂布工艺介绍》课件

涂布工艺的应用领域
纺织品:用于生产各种纺织 品,如服装、家纺、工业用 布等
塑料:用于生产各种塑料制 品,如薄膜、片材、管材等
纸张:用于生产各种纸张, 如印刷纸、书写纸、包装纸 等
电子:用于生产各种电子元 器件,如电路板、电池、显
示器等
建筑:用于生产各种建筑材 料,如壁纸、地板、涂料等
医疗:用于生产各种医疗用 品,如绷带、纱布、手术服
涂布材料的选用原则
考虑涂布材料的成本,如价 格、生产成本等
考虑涂布材料的性能,如耐 热性、耐腐蚀性、耐磨性等
考虑涂布材料的环保性,如 可回收性、可降解性等
考虑涂布材料的适用性,如 与基材的粘合性、与涂布设
备的兼容性等
03
涂布技术参数
涂布液的粘度与流变性
粘度:涂布液的粘度 会影响涂布效果,粘 度太高或太低都会影 响涂布质量
涂布表面 有划痕: 调整涂布 辊转速、 涂布辊间 隙等参数, 或更换涂 布辊
涂布表面 有杂质: 调整涂布 辊转速、 涂布辊间 隙等参数, 或更换涂 布辊
涂布表面 有裂纹: 调整涂布 辊转速、 涂布辊间 隙等参数, 或更换涂 布辊
涂布工艺的优化方向
提高涂布均匀性:通过优化涂布工艺参数,提高涂布均匀性,减少涂布缺陷 提高涂布速度:通过优化涂布工艺设备,提高涂布速度,提高生产效率 降低涂布成本:通过优化涂布工艺材料,降低涂布成本,提高产品竞争力 提高涂布质量:通过优化涂布工艺控制,提高涂布质量,满足客户需求
06
涂布工艺的应用案例
电子行业中的应用
电路板:涂布工艺用于生产 电路板的导电层和绝缘层
手机屏幕:涂布工艺用于生 产手机屏幕的触摸屏和显示 面板
太阳能电池:涂布工艺用于 生产太阳能电池的电极和保
涂布工艺介绍ppt课件
Cathode slurry viscosity vs Time 5000 4500 4000 3500 3000 0 1 2 3 4 5 6 7 8 Coating time (hours)
Viscosity (mPa.s)
工序介绍
浆料粘度随搅拌时间的变化曲线:随搅拌时间的延长, 浆料粘度趋向于一个稳定值而不再变化 (可以说浆料 已分散均匀
过程控制:
过程出货评估:
工序介绍
首件制作,涂布工艺参数:重量、厚度
Build wafer
Weight and record
Measure thickness and record
工序介绍
首件表格
工序介绍
浆料的温度降低则可以通热水升温,并保持稳定 下图为中转罐浆料固含量随时间变化曲线
The solid trend of one tank slurry 64.5%
双面间隙涂布
隔离膜浸泡式涂布
设备介绍
涂布机辅助设施
beta 射线测厚 X光射线测厚
蒸汽加热装置 管道输送 液位控制感应器, 其作用涂布一 致性
设备介绍
300L中转罐
中转罐作用:1)防止涂 布过程中浆料沉淀 2)提高搅拌机利用率
设备介绍
一、设备规格:
1、 基材厚度:铝箔:0.011~0.030mm 铜箔: 0.010~0.030mm 2、 基材宽度:铝箔:200~600mm 铜箔: 200~600mm 3、 最大涂布湿厚度:100~500μm(在浆料粘度允许条件下) 4、 涂布最大宽度: 550mm, 涂布辊最大宽度: 650mm 机械走带速度 : 0.5~10M (最大速度) 1M-10M 机器总长: (3×5)+5.7=21M(烘箱总长15M)
Viscosity (mPa.s)
工序介绍
浆料粘度随搅拌时间的变化曲线:随搅拌时间的延长, 浆料粘度趋向于一个稳定值而不再变化 (可以说浆料 已分散均匀
过程控制:
过程出货评估:
工序介绍
首件制作,涂布工艺参数:重量、厚度
Build wafer
Weight and record
Measure thickness and record
工序介绍
首件表格
工序介绍
浆料的温度降低则可以通热水升温,并保持稳定 下图为中转罐浆料固含量随时间变化曲线
The solid trend of one tank slurry 64.5%
双面间隙涂布
隔离膜浸泡式涂布
设备介绍
涂布机辅助设施
beta 射线测厚 X光射线测厚
蒸汽加热装置 管道输送 液位控制感应器, 其作用涂布一 致性
设备介绍
300L中转罐
中转罐作用:1)防止涂 布过程中浆料沉淀 2)提高搅拌机利用率
设备介绍
一、设备规格:
1、 基材厚度:铝箔:0.011~0.030mm 铜箔: 0.010~0.030mm 2、 基材宽度:铝箔:200~600mm 铜箔: 200~600mm 3、 最大涂布湿厚度:100~500μm(在浆料粘度允许条件下) 4、 涂布最大宽度: 550mm, 涂布辊最大宽度: 650mm 机械走带速度 : 0.5~10M (最大速度) 1M-10M 机器总长: (3×5)+5.7=21M(烘箱总长15M)
贴片胶涂布工艺技术 PPT大纲

THANK YOU
此外,贴片胶涂布工艺还可应用于通信、 医疗、军事等领域,满足各种电子元器件 的粘贴和固定需求。
02
贴片胶涂布工艺技术 与流程
贴片胶的选择与特性
粘性
贴片胶需要有足够的粘性,以确保电子元件在涂布后能牢 固地附着在基板上。
绝缘性
贴片胶需要具有良好的绝缘性能,以防止电子元件之间的 短路。
耐温性
由于电子元件在工作过程中可能会产生较高的温度,因此 贴片胶需要具有良好的耐温性,以确保其在高温环境下不 会失效。
某电子产品在贴片胶涂布工艺上面临挑战,需要进行工艺优化以 提高生产效率和产品质量。
优化措施
采用新型的涂布设备和技术,优化涂布参数和工艺流程,提高涂布 的均匀性和一致性。
结果展示
经过优化后,产品的生产效率和质量得到显著提高,降低了生产成 本和不良率,取得了良好的经济效益和市场口碑。
失败案例分析
原因分析
5. 检测与返工
对贴装完成的电子元件进行检 测,如有不合格品,需进行返 工处理。
工艺流程中的关键技术与操作要点
涂布设备选择
根据生产需求和产品特性,选择合适的涂 布设备,如滚涂机、喷涂机等。
品质检测与返工处理
建立完善的品质检测体系,对不合格品及 时进行返工处理,以减少生产损失。
涂布参数调整
根据贴片胶的特性和基板的要求,调整涂 布速度、涂布量等参数,以确保涂布质量 。
05
先进贴片胶涂布工艺 技术介绍
自动化涂布技术与设备
01
02
03
设备概述
自动化涂布设备能够显著 提高生产效率,降低人工 成本,并确保涂布质量的 稳定性。
技术特点
自动化涂布技术通过先进 的控制系统,实现涂布速 度、厚度、均匀度等关键 参数的实时监控和调整。
涂布技术简介PPT课件

Coating Introduction
Outline
• 塗液成分 • 塗布所需技術 • 塗布方式簡介 • 塗布方式選用指標 • 參考資料
Coating Components
• 塗液成分通常會包括: (a) Binder Curing 後提供塗層的基本強度 (b) 溶劑 溶解各種塗液成分 (c) 添加劑 例如流平劑 (Leveling Agent)、 抗氧化劑、阻燃劑、交聯劑等等 (d)填充物(Filler) 例如奈米粒子、碳纖維、 玻璃纖維、黏土等等
谢谢大家
荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
演讲人:XXXXXX 时 间:XX年XX月XX日
液,以及塗液的轉移比例決定了塗層的厚度 2. 適用的塗液黏度需大於5000 cps ,且表面
能要低 3. 塗液必須要能自行流平,否則在塗層上會顯現
設計的pit 紋路 4. 高精度(2%),適合低膜厚及長時間運轉使用
1.Metering Roll 與Coating Roll的Gap以及塗液
的流變性質決定了塗層厚度 2. 幾乎所有的塗液都會被轉印輪上的web 帶走
• 多層塗布法:
(a) Slide Coating (b) Curtain Coating
Dip Coating and Rod Coating
1. Web 的一面或兩面都可塗布 2. 塗液黏度及密度、塗布速度、Web
與滾輪的夾角決定了塗層的濕膜厚 3. 可另添加擠壓輪 來移除多餘的塗液
1. 塗層厚度 ~ 0.21 r (r = radius) 2. 容易造成塗布紋(streak),因此必須
選擇可自行流平的塗液 3. 影響塗層的因素包括: 塗液流變性、
Outline
• 塗液成分 • 塗布所需技術 • 塗布方式簡介 • 塗布方式選用指標 • 參考資料
Coating Components
• 塗液成分通常會包括: (a) Binder Curing 後提供塗層的基本強度 (b) 溶劑 溶解各種塗液成分 (c) 添加劑 例如流平劑 (Leveling Agent)、 抗氧化劑、阻燃劑、交聯劑等等 (d)填充物(Filler) 例如奈米粒子、碳纖維、 玻璃纖維、黏土等等
谢谢大家
荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
演讲人:XXXXXX 时 间:XX年XX月XX日
液,以及塗液的轉移比例決定了塗層的厚度 2. 適用的塗液黏度需大於5000 cps ,且表面
能要低 3. 塗液必須要能自行流平,否則在塗層上會顯現
設計的pit 紋路 4. 高精度(2%),適合低膜厚及長時間運轉使用
1.Metering Roll 與Coating Roll的Gap以及塗液
的流變性質決定了塗層厚度 2. 幾乎所有的塗液都會被轉印輪上的web 帶走
• 多層塗布法:
(a) Slide Coating (b) Curtain Coating
Dip Coating and Rod Coating
1. Web 的一面或兩面都可塗布 2. 塗液黏度及密度、塗布速度、Web
與滾輪的夾角決定了塗層的濕膜厚 3. 可另添加擠壓輪 來移除多餘的塗液
1. 塗層厚度 ~ 0.21 r (r = radius) 2. 容易造成塗布紋(streak),因此必須
選擇可自行流平的塗液 3. 影響塗層的因素包括: 塗液流變性、
涂布工艺PPT课件
-4辊
-5辊
cv
cv
.
10
压敏胶涂布方式
• 其他涂布方式
一. 刮刀涂布-气刀,金属/塑料刮刀 二. 逗号刮刀-与刮刀原理相似,但构造不同 三. 帘式涂布-压敏胶涂布领域新兴技术-高速
-罗门哈斯公司Robond PS-7650 -可达到1300米/分的涂布速度
.
11
各涂布方式的比较
涂布方式 涂布质量 涂布速率 设备造价 产品变更
网纹辊
**
**
﹩ ﹩ ﹩ 需要时间长
挤出喷涂
*
**
﹩ ﹩ 需要时间长
绕线棒
0
3辊涂布
***
*
﹩ 需时短/长
-
﹩ ﹩ ﹩ 需时短/长
帘式涂布
**
***
﹩ ﹩ 需时短/长
逗号刮刀
0
--
﹩ 需时短/长
刮刀
0
--
﹩ 需时短/长
对压敏胶流变性的要求
涂布方式 粘度范围(布氏粘度计)
网纹辊 挤出喷涂
150-400Cps 500-2000CPS
绕线棒 3辊涂布 帘式涂布
50-300CPS 500-5000CPS 300-1000CPS
逗号刮刀
700-5000CPS
刮刀
1500-2000CPS
流变类型
剪切变稀 剪切变稀 剪切变稀 牛顿体 剪切变稀 牛顿体
牛顿体
涂布缺陷分析
• 条纹 • 气泡 • 引入空气 • 润湿不良/缩边 • 线棒条痕 • 肋状条痕 • 涂布量不均
.
6
压敏胶涂布方式
• 线棒涂布头
麦拽棒涂布头 线纹缠绕 容易变更 投资低
.
7
-5辊
cv
cv
.
10
压敏胶涂布方式
• 其他涂布方式
一. 刮刀涂布-气刀,金属/塑料刮刀 二. 逗号刮刀-与刮刀原理相似,但构造不同 三. 帘式涂布-压敏胶涂布领域新兴技术-高速
-罗门哈斯公司Robond PS-7650 -可达到1300米/分的涂布速度
.
11
各涂布方式的比较
涂布方式 涂布质量 涂布速率 设备造价 产品变更
网纹辊
**
**
﹩ ﹩ ﹩ 需要时间长
挤出喷涂
*
**
﹩ ﹩ 需要时间长
绕线棒
0
3辊涂布
***
*
﹩ 需时短/长
-
﹩ ﹩ ﹩ 需时短/长
帘式涂布
**
***
﹩ ﹩ 需时短/长
逗号刮刀
0
--
﹩ 需时短/长
刮刀
0
--
﹩ 需时短/长
对压敏胶流变性的要求
涂布方式 粘度范围(布氏粘度计)
网纹辊 挤出喷涂
150-400Cps 500-2000CPS
绕线棒 3辊涂布 帘式涂布
50-300CPS 500-5000CPS 300-1000CPS
逗号刮刀
700-5000CPS
刮刀
1500-2000CPS
流变类型
剪切变稀 剪切变稀 剪切变稀 牛顿体 剪切变稀 牛顿体
牛顿体
涂布缺陷分析
• 条纹 • 气泡 • 引入空气 • 润湿不良/缩边 • 线棒条痕 • 肋状条痕 • 涂布量不均
.
6
压敏胶涂布方式
• 线棒涂布头
麦拽棒涂布头 线纹缠绕 容易变更 投资低
.
7
最新造纸涂布技术 ppt课件
8
涂布上料和计量分类
ppt课件
9
上料系统
ppt课件
10
上料装置应该具备的特征
使涂料盘外形与上涂辊一致,消除死角, 浆系统内的涂料降低到最低限度
用水冷壁冷却表面促使结露水,以防止 溢出物与喷溅物结垢硬化,从而方便清 洗
支持刮刀架的横梁要有较大的截面以防 止下弯,用水循环控制温度
有一组空气管操纵的夹紧装置
ppt课件
11
辊式涂布 APLICATION ROLL
ppt课件
12
使用于大多数纸张涂布
从车速小于500米/分钟——1500米/分钟 都能适应
ppt课件
13
组成-上涂辊 背辊 涂料盘和刮刀片
由两个不同直径的辊子组成,辊子表面被橡胶 覆盖,均是主动
背辊(BACK ROLL)直径大,速度=纸机车速
ppt课件
19
在计量阶段,纸张上的涂料组成分两个 部分:
1、几微米厚的涂料滤饼 2、在滤饼表面的液体层
滤饼层的厚度为2-4微米,相当于3-5克/平方米 涂料;大约3-6层颜料积层!
ppt课件
20
所以,辊式上料也称为 ---长驻留上料涂布
ppt课件
21
随着纸机车速的增加,进入压区、通过压区或回流到涂料盘的 涂料增加,容易导致飞溅SPLASH和漏涂现象的发生!
短驻留回流压区与计量刮刀之间的距离 为30-50mm
当纸机车速为1000-1500m/min时,驻留时间为 1.2-3毫秒;与600mm长驻留相比,驻留时间只有 其1/10
ppt课件
29
短驻留原纸回湿现象少 在涂布头处纸张的强度损失少
ppt课件
30
涂布工艺应用与发展ppt课件
五 涂布常见问题解析
D 大连广播电视大学
玻璃、金属、塑料……
界面间的相互作用弱
胶粘剂
黏性分子
PET、BOPP、PE……
界面兼容性 化学作用 (羟基等….)
备注:由上图可工作原理可以看出保护由于提供不了足够量的相应分子去与基 材相结合,它的分子间力(范德华力、氢键力)、化学键力、界面静电引力、机 械作用力……等都受到影响,导致产品掉胶
产品用途
产品在热压定型后可以覆盖在具有弧面 的电子产品上,保护电子产品外观屏幕、 抗刮伤防指纹、易贴合、排气性极佳等显 著特点。被贴物种类:LED、OLED液晶 显式屏和玻璃制品……
八 涂布行业未来发展……
小型化 精致化 桌面化 流水线化
离型面剪切力
• 覆盖性
抗老化能力
• 无掉硅、无消光、硅转移少
• 萃取率
四 保护膜关注要素及特殊性能
D 大连广播电视大学
基本要素 • 粘性 • 附着力 • 初粘力 • 贴合玻璃板无残留物出现 • 耐候性能(高低温测试)
特殊性能 胶面剪切力 润湿性能力
五 涂布常见问题解析
离型膜彩纹现象
六 国内外涂布设备(参数对比)
D 大连广播电视大学
设备 大陆(中国) 台湾(中国)
韩国
日本ห้องสมุดไป่ตู้
对比项 北X 华X 佑XX 嵘X PXX 希XXX 平X 井X
精度 良
良
良
良
优
优
精
精
光固化 优
优
优
优
优
优
精
精
热固化 优
优
优
优
优
优
精
精
性价比 优
涂布机贴合打皱的解决方案PPT课件
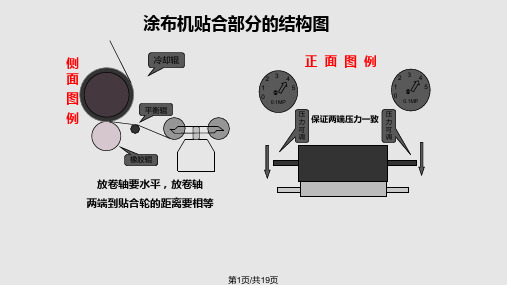
第7页/共19页
第一种调节方法
收卷
施压钢辊 橡胶辊
放卷
通过加大放卷刹车力度(增大张力)和增大收卷张力来调 节版型不好的铝箔
即把紧边拉伸,松边拉紧
第8页/共19页
第二种调节方法
通过手动 平衡轴来调节
第9页/共19页
第三种调节方法
23 4
压
1 0
◎
5 6
力 可
0.1MP
调
改变两端压力
左
右
压
23 4
第2页/共19页
涂布 头刮 刀处
涂布尾 贴合部
分
1 将前后对边机的位置找好 2 增大第一放卷的张力 3 调节贴合轮上方的平衡辊
第3页/共19页
后放卷到贴合轮处打皱的 现象原因和解决方案
第4页/共19页
1 不良现象的描述
半边打皱
第5页/共19页
半边打皱原因
A 机器的原因
机器本身的水平不好、轴的两边到贴合轮的距离不 等即不平行
原材料两端受潮膨胀变长
第12页/共19页
第一种调节方法
增大放卷张力
第二种调节方法
调节弯曲辊将凸面下调,调的低些
第13页/共19页
第三种调节方法
同时增大贴合轮两端的压力
23 4
1 0
◎
பைடு நூலகம்
5 6
0.1MP
改变两端压力
压 力 可 调
23 4
1 0
◎
5 6
0.1MP
压 力 可 调
第14页/共19页
3 不良现象的描述
中间打 皱的原因 中间打皱 的解决办法
第15页/共19页
A 机器的原因
橡皮辊中间细两端粗
第一种调节方法
收卷
施压钢辊 橡胶辊
放卷
通过加大放卷刹车力度(增大张力)和增大收卷张力来调 节版型不好的铝箔
即把紧边拉伸,松边拉紧
第8页/共19页
第二种调节方法
通过手动 平衡轴来调节
第9页/共19页
第三种调节方法
23 4
压
1 0
◎
5 6
力 可
0.1MP
调
改变两端压力
左
右
压
23 4
第2页/共19页
涂布 头刮 刀处
涂布尾 贴合部
分
1 将前后对边机的位置找好 2 增大第一放卷的张力 3 调节贴合轮上方的平衡辊
第3页/共19页
后放卷到贴合轮处打皱的 现象原因和解决方案
第4页/共19页
1 不良现象的描述
半边打皱
第5页/共19页
半边打皱原因
A 机器的原因
机器本身的水平不好、轴的两边到贴合轮的距离不 等即不平行
原材料两端受潮膨胀变长
第12页/共19页
第一种调节方法
增大放卷张力
第二种调节方法
调节弯曲辊将凸面下调,调的低些
第13页/共19页
第三种调节方法
同时增大贴合轮两端的压力
23 4
1 0
◎
பைடு நூலகம்
5 6
0.1MP
改变两端压力
压 力 可 调
23 4
1 0
◎
5 6
0.1MP
压 力 可 调
第14页/共19页
3 不良现象的描述
中间打 皱的原因 中间打皱 的解决办法
第15页/共19页
A 机器的原因
橡皮辊中间细两端粗
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
15
一.塗佈貼合基本材料-樹脂
塗佈用樹脂之特性(二)
聚合物
性能或優點
缺點
典型產品
聚氯乙 烯(PVC)
其塑性溶膠和水性化合物有 廣泛的用途和性能 阻燃性高 耐油性、耐溶劑性和耐磨性 佳 可熱接合
低溫下會龜裂 防水防油布、覆蓋物、大
增塑劑遷移
型帳棚及建築布膜
耐熱及抗老化性 家具裝飾(人造皮革)
能一般
防護服裝
一致
3. 織物定型不佳,水洗後易造
(尤其水洗后、回潮、低溫乾燥)
成皺縮
4.性量(幅寬、織物密度)確認(尤其 4.織物伸縮率需經過測試與調
四面彈性布)
整,避免捲縮
5.耳吊、斜紗
5. 耳吊、斜紗易造成貼合不良
及印花布變形
2019/11/2
可编辑
13
一.塗佈貼合基本材料-樹脂
塗佈用樹脂之用途
項目 亞克力係樹酯
塗佈貼合技術與應用
2019/11/2
可编辑
1
課程重點說明
。一.塗佈貼合基本材料 。二.塗佈貼合加工技術 。三.防水透濕織物加工 。四.塗佈貼合加工管理
2019/11/2
2
前言
◎廣義塗佈貼合:
在一種物質表面塗上另一種物質,改變原物質物性、外觀、提高原物 質功能
◎紡織業塗佈貼合定義:
改變紗與布料物性、外觀、提高原織物功能附加價值,如Fiber塗 佈 ,織物塗佈。
2. 撥水度過低易造成手感不佳 3. 四面彈織物張力控制不佳易
造成捲邊
2019/11/2
可编辑
12
一.塗佈貼合基本材料-基材
織物前處理
塗佈貼合產生之問題
定型
1. 基布平整與縮率穩定
1. 基布不平整與縮率不穩易造
2.熱定型溫度必須高於塗佈貼合溫 成塗層與貼合皺捲
度
2. 熱定型溫度必須高於塗佈貼
3.基布(伸)縮率/塗層、膜(伸)縮率 合溫度,否則織物易縮
批發商、銷售商
2019/11/2
可编辑
8
2019/11/2
可ቤተ መጻሕፍቲ ባይዱ辑
9
一.塗佈貼合基本材料-基材
織物性質
外觀和美感
改善尺寸安定性
增加手感
光澤外觀
提高硬挺性
增加厚度
不透明性
增加懸墜性
親、疏水性 高能見度(螢光)
織物
提高摩擦力 抗皺防護
控制
金屬效果
賦予特殊性 表面觸感(光滑、粗糙)
塗佈 透濕、透氣、透液控制
混合
之黏合劑
防水油步的塗層
2019/11/2
可编辑
16
一.塗佈貼合基本材料-樹脂
纖維塗層用樹脂的種類
高分子塑性體樹脂如PVC樹脂、Rubber樹脂。 溶劑型樹脂如Acrylic及PU樹脂、Rubber系列。 水性樹脂(水分散型或乳化型)如A/C及PU。 100%固成份樹脂如PU樹脂或其他熱熔膠。
染色 染料牢度、固色劑、浴中柔軟劑
1. 染料牢度不佳易遷移及變色 2. 固色劑及浴中柔軟劑易造成
接著性不佳
預整 理加 工
撥水加工:dipping/padding 單面撥水-foam加工、rotary印 花(降低接著風險) 壓光、起磨毛、等離子加工 驗布接布問題(不良率禍源) 織物張力與表面張力
1. 撥水度過高易造成剝離強度 過低(可由撥水度、ATR檢測)
單面撥水-foam加工、rotary印花(降低接著風險)
壓光、起磨毛、等離子加工等
驗布接布問題(不良率禍源)
織物張力與表面張力?
2019/11/2
可编辑
11
一.塗佈貼合基本材料-基材
織物前處理
塗佈貼合產生之問題
精練
1. 織物雜質:機械污物、漿料、蜡、1.影響剝離強度 油、有機矽類
2. 精練藥劑:精練劑、鹼、濕潤劑、 消泡劑(SI系)殘留
PU樹酯
PU樹酯(濕式)
天然橡膠
◎
PVC樹酯
◎
Chloroprene( 氯丁二烯)
Nylon(濕式)
柔透接密乾彈阻耐耐耐耐耐耐
軟明著合洗性燃熱光候寒磨油
性性性性性回性性性性性耗性
復
性
◎◎○○
○◎◎X ○
◎
◎○
◎◎○
◎
○
◎△
○
○
◎○
○
◎
○○
○
◎○
○○○
◎
2019/11/2
◎佳, ○可, △尚可, X不行
加工條件-機台條件設定
2019/11/2
可编辑
3
產業用紡織品之範疇
2019/11/2
可编辑
4
運動、防風、保暖
流行舒適
2019/11/2
可编辑
5
2019/11/2
可编辑
6
工安、軍警消防防護性
2019/11/2
可编辑
7
塗層工業垂直供應鏈
紡織業
塗層劑及化工原料 製造商
塗層工業
塗層設備製造商
服裝、製鞋、家俱、戶外用品等 製造業
能
珠光效果
貼合
提高隔音性
遮光
能獲
功能性
塗層使用之特殊原料
得的 性質
2019/11/2
防雨、防水性 耐化學性 防風 防塵 隔氣 熱遮蔽
電磁波遮蔽
可编辑
顏料
金屬粉體
相變化材
濕潤劑
反光/螢光/發光材料
導電材料
抗菌劑
防火劑
10
一.塗佈貼合基本材料-基材
織物準備(塗層/貼合成敗先決條件) 1.精練:
代工廠最大 困擾
PU樹酯 PU樹酯(濕式)
天然橡膠 PVC樹酯 Chloroprene(氯丁二烯) Nylon(濕式)
用途 傘布、帳篷、輕雨衣
雪衣、衣料 合皮、內裝材
橡膠布 PVC皮、壁材 防寒物、阻燃薄膜 鞋內底材、皮包類
2019/11/2
可编辑
14
一.塗佈貼合基本材料-樹脂
塗佈用樹脂之特性(一)
成 本
亞克力係樹酯 ○
2019/11/2
可编辑
17
一.塗佈貼合基本材料-樹脂
纖維塗層用樹脂的種類
Polyisocyanate的種類
Polyisocyanate有脂肪族系、脂環族系、芳香族系此類,其 中又以芳香族的MDI和TDI使用最廣泛。芳香族Polyisocyanate為 有優良的機械性、耐熱性,但是Isocyanate有芳香環連繫之故, 易受紫外線的影響,易變黃之缺點。此變黃化改良Type為脂肪族 系、脂環族系之Polyisocyanate,雖高價格,但是為要避免於黃 變之故,在於纖維加工上,已有很多人在使用了。
休閒產品
聚氨酯 (PU)
有溶劑型或水溶性,韌性、 延伸性、耐候性和耐磨性好
易褪色、耐水解 防水透濕防護服裝
性差
飛行救生衣
阻燃性一般
黏合劑
價格較高
人造皮革
丙烯酸 樹脂(壓 克力樹 脂)
性能廣泛,可與其他膠料混 合使用,抗紫外線性和透明 性佳
不具阻燃性,需 用於汽車座椅的背面塗層
與具阻燃性物質 可作為非織物或玻璃纖維
紗線方面著重:短纖、長纖、混紡紗、防火高強力紗(kevlar、 Nomex)等
織物方面著重:梭織、針織布、非織物等加工,從
塗佈貼合-以物理(機械)、化學(樹脂)方法提高織物附加價值
布種特性 設備特殊功能設計 樹脂開發適於塗佈貼合機械
製程管理 加上商企.開發.銷售能力
嚴密結合的產業
樹脂混合摻配技術
淨除織物雜質,機械污物、漿料、蜡、油、有機矽類;
但精練引起:精練劑、鹼、濕潤劑、消泡劑(SI系)殘留
(完全乾淨織物不易取得,合成纖維太乾淨靜電產生加工困難與安全)
2.染色:
染料牢度、固色劑、浴中柔軟劑等
3.後整理加工:
依需要表面物化性付與;並考慮加工成品手感、接著強度、功能性等
撥水加工:dipping/padding,
一.塗佈貼合基本材料-樹脂
塗佈用樹脂之特性(二)
聚合物
性能或優點
缺點
典型產品
聚氯乙 烯(PVC)
其塑性溶膠和水性化合物有 廣泛的用途和性能 阻燃性高 耐油性、耐溶劑性和耐磨性 佳 可熱接合
低溫下會龜裂 防水防油布、覆蓋物、大
增塑劑遷移
型帳棚及建築布膜
耐熱及抗老化性 家具裝飾(人造皮革)
能一般
防護服裝
一致
3. 織物定型不佳,水洗後易造
(尤其水洗后、回潮、低溫乾燥)
成皺縮
4.性量(幅寬、織物密度)確認(尤其 4.織物伸縮率需經過測試與調
四面彈性布)
整,避免捲縮
5.耳吊、斜紗
5. 耳吊、斜紗易造成貼合不良
及印花布變形
2019/11/2
可编辑
13
一.塗佈貼合基本材料-樹脂
塗佈用樹脂之用途
項目 亞克力係樹酯
塗佈貼合技術與應用
2019/11/2
可编辑
1
課程重點說明
。一.塗佈貼合基本材料 。二.塗佈貼合加工技術 。三.防水透濕織物加工 。四.塗佈貼合加工管理
2019/11/2
2
前言
◎廣義塗佈貼合:
在一種物質表面塗上另一種物質,改變原物質物性、外觀、提高原物 質功能
◎紡織業塗佈貼合定義:
改變紗與布料物性、外觀、提高原織物功能附加價值,如Fiber塗 佈 ,織物塗佈。
2. 撥水度過低易造成手感不佳 3. 四面彈織物張力控制不佳易
造成捲邊
2019/11/2
可编辑
12
一.塗佈貼合基本材料-基材
織物前處理
塗佈貼合產生之問題
定型
1. 基布平整與縮率穩定
1. 基布不平整與縮率不穩易造
2.熱定型溫度必須高於塗佈貼合溫 成塗層與貼合皺捲
度
2. 熱定型溫度必須高於塗佈貼
3.基布(伸)縮率/塗層、膜(伸)縮率 合溫度,否則織物易縮
批發商、銷售商
2019/11/2
可编辑
8
2019/11/2
可ቤተ መጻሕፍቲ ባይዱ辑
9
一.塗佈貼合基本材料-基材
織物性質
外觀和美感
改善尺寸安定性
增加手感
光澤外觀
提高硬挺性
增加厚度
不透明性
增加懸墜性
親、疏水性 高能見度(螢光)
織物
提高摩擦力 抗皺防護
控制
金屬效果
賦予特殊性 表面觸感(光滑、粗糙)
塗佈 透濕、透氣、透液控制
混合
之黏合劑
防水油步的塗層
2019/11/2
可编辑
16
一.塗佈貼合基本材料-樹脂
纖維塗層用樹脂的種類
高分子塑性體樹脂如PVC樹脂、Rubber樹脂。 溶劑型樹脂如Acrylic及PU樹脂、Rubber系列。 水性樹脂(水分散型或乳化型)如A/C及PU。 100%固成份樹脂如PU樹脂或其他熱熔膠。
染色 染料牢度、固色劑、浴中柔軟劑
1. 染料牢度不佳易遷移及變色 2. 固色劑及浴中柔軟劑易造成
接著性不佳
預整 理加 工
撥水加工:dipping/padding 單面撥水-foam加工、rotary印 花(降低接著風險) 壓光、起磨毛、等離子加工 驗布接布問題(不良率禍源) 織物張力與表面張力
1. 撥水度過高易造成剝離強度 過低(可由撥水度、ATR檢測)
單面撥水-foam加工、rotary印花(降低接著風險)
壓光、起磨毛、等離子加工等
驗布接布問題(不良率禍源)
織物張力與表面張力?
2019/11/2
可编辑
11
一.塗佈貼合基本材料-基材
織物前處理
塗佈貼合產生之問題
精練
1. 織物雜質:機械污物、漿料、蜡、1.影響剝離強度 油、有機矽類
2. 精練藥劑:精練劑、鹼、濕潤劑、 消泡劑(SI系)殘留
PU樹酯
PU樹酯(濕式)
天然橡膠
◎
PVC樹酯
◎
Chloroprene( 氯丁二烯)
Nylon(濕式)
柔透接密乾彈阻耐耐耐耐耐耐
軟明著合洗性燃熱光候寒磨油
性性性性性回性性性性性耗性
復
性
◎◎○○
○◎◎X ○
◎
◎○
◎◎○
◎
○
◎△
○
○
◎○
○
◎
○○
○
◎○
○○○
◎
2019/11/2
◎佳, ○可, △尚可, X不行
加工條件-機台條件設定
2019/11/2
可编辑
3
產業用紡織品之範疇
2019/11/2
可编辑
4
運動、防風、保暖
流行舒適
2019/11/2
可编辑
5
2019/11/2
可编辑
6
工安、軍警消防防護性
2019/11/2
可编辑
7
塗層工業垂直供應鏈
紡織業
塗層劑及化工原料 製造商
塗層工業
塗層設備製造商
服裝、製鞋、家俱、戶外用品等 製造業
能
珠光效果
貼合
提高隔音性
遮光
能獲
功能性
塗層使用之特殊原料
得的 性質
2019/11/2
防雨、防水性 耐化學性 防風 防塵 隔氣 熱遮蔽
電磁波遮蔽
可编辑
顏料
金屬粉體
相變化材
濕潤劑
反光/螢光/發光材料
導電材料
抗菌劑
防火劑
10
一.塗佈貼合基本材料-基材
織物準備(塗層/貼合成敗先決條件) 1.精練:
代工廠最大 困擾
PU樹酯 PU樹酯(濕式)
天然橡膠 PVC樹酯 Chloroprene(氯丁二烯) Nylon(濕式)
用途 傘布、帳篷、輕雨衣
雪衣、衣料 合皮、內裝材
橡膠布 PVC皮、壁材 防寒物、阻燃薄膜 鞋內底材、皮包類
2019/11/2
可编辑
14
一.塗佈貼合基本材料-樹脂
塗佈用樹脂之特性(一)
成 本
亞克力係樹酯 ○
2019/11/2
可编辑
17
一.塗佈貼合基本材料-樹脂
纖維塗層用樹脂的種類
Polyisocyanate的種類
Polyisocyanate有脂肪族系、脂環族系、芳香族系此類,其 中又以芳香族的MDI和TDI使用最廣泛。芳香族Polyisocyanate為 有優良的機械性、耐熱性,但是Isocyanate有芳香環連繫之故, 易受紫外線的影響,易變黃之缺點。此變黃化改良Type為脂肪族 系、脂環族系之Polyisocyanate,雖高價格,但是為要避免於黃 變之故,在於纖維加工上,已有很多人在使用了。
休閒產品
聚氨酯 (PU)
有溶劑型或水溶性,韌性、 延伸性、耐候性和耐磨性好
易褪色、耐水解 防水透濕防護服裝
性差
飛行救生衣
阻燃性一般
黏合劑
價格較高
人造皮革
丙烯酸 樹脂(壓 克力樹 脂)
性能廣泛,可與其他膠料混 合使用,抗紫外線性和透明 性佳
不具阻燃性,需 用於汽車座椅的背面塗層
與具阻燃性物質 可作為非織物或玻璃纖維
紗線方面著重:短纖、長纖、混紡紗、防火高強力紗(kevlar、 Nomex)等
織物方面著重:梭織、針織布、非織物等加工,從
塗佈貼合-以物理(機械)、化學(樹脂)方法提高織物附加價值
布種特性 設備特殊功能設計 樹脂開發適於塗佈貼合機械
製程管理 加上商企.開發.銷售能力
嚴密結合的產業
樹脂混合摻配技術
淨除織物雜質,機械污物、漿料、蜡、油、有機矽類;
但精練引起:精練劑、鹼、濕潤劑、消泡劑(SI系)殘留
(完全乾淨織物不易取得,合成纖維太乾淨靜電產生加工困難與安全)
2.染色:
染料牢度、固色劑、浴中柔軟劑等
3.後整理加工:
依需要表面物化性付與;並考慮加工成品手感、接著強度、功能性等
撥水加工:dipping/padding,