轧制压力 轧制力矩 功率 计算模型
材料成型工程第五讲轧制压力及力矩计算1

• 学习本章目的: 制定合理工艺制度 进行设备强度校核 设计轧机的依据 选择电机容量,确定 电机功率。
4.1轧制压力的概念
• 4.1.1 轧制压力
用测压仪在压下螺丝下实测的总压力,即轧件给轧辊的总 压力的垂直分量。
压下螺丝
压下螺丝
简单轧制情况下,轧件对轧辊的合力方向才是垂直的 非简单轧制合力的方向不垂直,有一个水平分量,此时 轧件作用于轧辊的合力方向是偏向于出口侧 如有张力的轧制等,此时在压下螺丝下用测压仪实测的 力仅为合力的垂直分量Y。
•所以,为了确定轧件给轧辊的总压力,必须正确地确定平 均单位压力和接触面积。
4.1.4基础之上,用计算公式确定单位压力。 通常,首先确定变形区内单位压力分布形式及大小,然 后再确定平均单位压力。 (2)实测法 在轧钢机上放置压力传感器,将力信号转换成电信号记 录下来,获得实测的轧制压力资料。 由实测的轧制总压力除以接触面积求出平均单位压力。 (3)经验公式和图表方法 根据大量的实测统计资料进行一定的数学处理,抓住一 些主要影响因素,以建立起经验公式或图表。 下面重点介绍最常用的理论计算方法 —— T. Karman 方程及 其解
C——积分常数,取决于边界条件
2)积分常数确定
• 以弦代弧,如图
设通过轧件入口、出口 处直线AB的方程式为 y=a x+b 有下面直线方 程为
此式即为和轧制接触区对应的弦的方程式。该式微分 后有下面关系 将dx 代入方程 解有下式
将及代入左边式 子得积分常数如 下:
3)单位压力分 布结果
4.2.3影响单位压力分布的因素
存在张力 设变形抗力沿接触面为常数,如以qh q H分别代表前、后 张力,应力界条件 当 x=0 时,σx=-qh , ph=K- qh 当 x=l 时, σx =-qH,pH=K-qH 张力和变形抗力均有变化 出: 在x=0 时, ph=Kh- qh 进:在 x=l 时, pH=KH-Qh 显然,不同的边界条件,不同的接触弧方程不同的摩擦规 律代入微分方程,将会得出不同的解 下面先介绍其中的一种,即A .и. 采利柯夫解。
轧钢机械(第二章力能参数)(精)
©xuyong
20
§2 接触弧上的单位压力及影响因素
二、轧制时接触弧上px的微分方程式 1、T.Karman px的微分方程式(1925年)
L L
©xuyong
大压下量
小压下量
30
§3 轧制时接触弧上的平均单位压力
, pm= n’n”n”nB
这里介绍几种常用的计算公式
一、采利柯夫公式
三大步: 解Karman方程,求px表达式; 沿接触弧分段积分,求总压力P; 总压力除以面积得pm。
pm= n’K
31
©xuyong
©xuyong
§1 轧制力计算的基本思路与理论
四、金属塑性变形条件——塑性方程式 1、屈服准则 • 屈雷斯卡(H.Trasca)屈服准则 • 蜜赛斯(R.von.Misse)屈服准则
欲使处于应力状态的物体中的某一点进入 塑性状 态,必须使得该点的单位弹性形状变化位能达到材料 所允许的极限值,并且该极限数值与应力状态无关, 而是一个常值。
24
©xuyong
§2 接触弧上的单位压力及影响因素
三、影响单位压力的因素 2、变形阻力的确定 • 金尼克曲线; • 库克曲线; • 北京钢院曲线; • 其他曲线或经验公式。
25
©xuyong
§2 接触弧上的单位压力及影响因素
三、影响单位压力的因素 3、影响应力状态的因素
接触弧上单位摩擦力分布的影响 干摩擦理论 粘着摩擦理论 结论: μ↑则 p↑
轧制程序表计算流程及数学模型
轧制程序表计算流程及数学模型1轧制程序表计算流程a)设备参数录入输入轧机、减速机及主电机等和轧制程序表计算有关的设备参数。
b)孔型结构参数录入输入孔型结构的主要几何尺寸参数。
c)坯料及型铁数据录入输入坯料规格及各道次型铁几何尺寸、断面积等参数。
d)轧制表计算完成轧制表计算。
e)轧制力能校核及修改根据轧制力能计算结果进行校验及修改,直到满足要求。
2轧制程序表计算数学模型a)轧制温降模型轧件在轧制过程中的温度变化,是由辐射、传导、对流引起的温降和金属变形热所产生的温升合成的,可用下式表示:ΔT=ΔT f+ΔT z+ΔT d-ΔT b(2.1)以上四项起主要作用的是辐射损失和金属变形热所产生的温升。
各项温度变化的计算按下式进行:(1)由于辐射引起的温降计算ΔT f=0.0072(Ft/G)(T/100)4(2.2)式中ΔT f ——辐射引起的温降,℃;F ——轧件的散热表面积,m 2;t ——冷却时间,s ;G ——轧件质量大小,kg ;T ——轧件表面绝对温度,K 。
(2) 由于传导引起的温降计算ΔT Z =λF Z t Z /(1.8c 0Gh c ) (2.3)式中ΔT z ——传导引起的温降,℃;λ——钢材的导热系数,λ≈1.255kJ/(m h ℃);F Z ——轧件与导热体的接触面积,m 2,对于轧辊F Z =2l c b c ×10-6; l c ——轧件与轧辊的接触弧长,mm ;b c ——轧件轧前与轧后的平均宽度,mm ;c 0——钢材平均比热容,在热轧温度下取c 0=0.627kJ/(kg ℃); t z ——传导时间,s ;h c ——轧件轧前与轧后的平均高度,mm 。
(3) 由于对流引起的温降计算f r d T T T T t V T T T ∆⎪⎭⎫ ⎝⎛-⎭⎬⎫⎩⎨⎧+-=∆405.220301003.0ε (2.4) 式中ΔT d ——对流引起的温降,℃;T ——轧件表面绝对温度,K ;T 0——环境绝对温度,K ;V 0——轧件的移动速度,m/s ;t ——对流时间,s ;εr ——轧件表面的相对黑度,εr ≈0.8;ΔT f ——同时间内的辐射温降,℃。
[指南]轧制力矩及计算
![[指南]轧制力矩及计算](https://img.taocdn.com/s3/m/98a904c13086bceb19e8b8f67c1cfad6195fe9d5.png)
轧制力矩及计算轧制时垂直接触面水平投影的轧制总压力与其作用点到轧辊中心线的距离(即力臂)和乘积叫轧制力矩,如图1所示。
图1 简单轧制时作用在轧辊上的力轧制力矩是驱动轧辊完成轧制过程的力矩。
轧制力矩的计算方法如下:1)按轧件给轧辊的压力计算M 1=P总a (1)式中 M1——传动一个轧辊需要的力矩,N•m;P总——垂直接触面水平投影的轧制总压力,N;a——P总的作用点到轧辊中心线的距离,m。
根据轧制压力和接触面积的计算公式可知,P总=p平均S接触=p平均(RΔh)1/2[(B+b)/2]式中 p平均——平均单位轧制压力,MPa;B、b——轧件轧前与轧后的宽度,mmR——轧辊半径,mm△h——压下量,mm。
力臂a可按下式计算:a=Ψ(R△h)1/2×10-3,m (2)式中Ψ一轧制压力的力臂系数。
将(2)代入(1)可得M 1=p平均R△hΨ[(B+b)/2]×10-3,N•m (3)热轧时力臂系数取值如下:方形断面轧件Ψ=0.5圆形断面轧件Ψ=0.6在简单轧制情况下,即两个轧辊的直径相同,转速相等,双辊驱动,轧件作匀速运动,当轧件性质相同时,在上下两辊的作用下,轧件两面产生的变形一样,这时驱动两个轧辊的轧制力矩为:M=M1+M2因 M1=M2故M=2P总a或M=p平均R△hΨ(B+b)X10-3,N•m 2)按能量消耗计算M 1=A变R/l式中A变——变形功,J;R——轧辊半径,mm;l——轧件轧后长度,mm。
这种方法适用于计算轧制非矩形对称断面轧件的轧制力矩。
轧制参数计算模型及其应用(一)

轧制参数计算模型及其应用(一)轧制参数计算模型及其应用概述轧制参数计算模型是一种用于计算轧机工艺参数的数学模型,通过模拟折弯、伸拉和扭转等过程,计算出轧制板材的几何形状和力学性能。
该模型在轧机设计、质量控制和工艺优化等方面具有广泛应用。
模型构建材料模型轧制板材的力学性能由材料性能决定,因此必须首先确定材料模型。
常用的材料模型有等效应力模型和本构模型。
轧制力学模型轧制力学模型可分为几何模型和力学模型。
几何模型是指轧制板材的形状和尺寸模型,力学模型是指轧制板材的应力、应变和塑性变形模型。
数值模拟方法常用的数值模拟方法有有限元法、边界元法和有限差分法。
其中,有限元法是最常用的方法,具有高精度、高效率和高稳定性等优点。
应用轧机设计轧机设计中需要确定轧制力学参数,以控制轧制板材的形状和力学性能。
轧制参数计算模型可以提供合理的轧制参数,以满足不同尺寸、材质和工艺需求。
质量控制轧制板材的质量受多种因素影响,如轧制力、轧制速度和冷却方式等。
轧制参数计算模型可以提供轧制板材的几何形状和力学性能参数,以确定轧制质量是否符合要求。
工艺优化轧制工艺中的轧制参数可以影响轧制板材的形状、尺寸和力学性能。
轧制参数计算模型可以提供不同轧制参数对轧制板材性能的影响程度,以优化轧制工艺,提高生产效率和产品质量。
结论轧制参数计算模型是一种重要的数学模型,可以为轧机设计、质量控制和工艺优化等方面提供重要参考,促进轧制生产技术的发展和进步。
发展方向随着轧制技术的不断发展和进步,轧制参数计算模型也在不断完善和提高。
未来,轧制参数计算模型的发展方向主要包括以下几个方面:•更精确的材料模型,使得轧制参数计算模型能够更好地预测轧制板材的性能特征;•更高效的数值计算方法,以提高计算效率并降低计算成本;•精细化的轧制力学模型,以更真实地模拟轧制板材的变形和应力分布;•基于机器学习和人工智能的轧制参数计算模型,使得模型能够“自学习”,更好地适应复杂的轧制工艺。
轧制力与功率的计算

4轧制力和功率的计算轧制代表了很多关系分析的特殊问题,它也是一个重要的工业流程。
其中板的轧制已经被广泛的研究了。
4.1通过局部应力分析的轧制力计算x x x h dh h d σσσ-++横向应力ααsin cos 2⎪⎭⎫ ⎝⎛dx p r 2个轧辊上的径向压力 图4.1带钢轧制的变形区域的剖视图,展示了带钢中性面两边的2个单元体的受力图。
虚线表示在载荷作用下轧辊的变形,轧辊半径变为R ’。
ααμcos cos 2⎪⎭⎫ ⎝⎛dx p r 2个轧辊上的摩擦力因为稳定轧制,所以单元体处于平衡状态:02tan 2=+++dx p dx p dh hd r r x x μασσ(4.1)在中性点入口一侧的单元体B 也处于平衡状态,摩擦力的方向与其相反,我们得到一个类似的方程:为方便起见,将2个方程统一表达:02tan 2=±++dx p dx p dh hd r r x x μασσ(4.2)这里,上面的符号“-”表示前滑区,下面的符号“+”表示后滑区。
带入公式αtan 2dx dh =得:常需要考虑S 的增加,因此方程4.3变为:()()()dh p hp hS d h d x αμσcot 1±-=-=(4.6)由于假设轧辊的半径是恒定的,所以能方便的用极坐标(R,α)替换dh: 又因为()()αμαcot 1sin 2±-=-Rp hp hS d根据量纲比S p /,()αμαααcot sin 2)(11±-=⎪⎭⎫ ⎝⎛-+⎪⎭⎫ ⎝⎛-Rp d hS d S p S p d d hS(4.7) 由Bland 和Ford 于1948年提出的简化,让这个方程更直接的积分。
在大多数情况下,轧制压力随辊缝里角度位置的变化比屈服应力随之的变化要大的多。
此外,hS 的乘积的变化将更小,因为S 随h 的减小而增加。
因此,与式子⎪⎭⎫ ⎝⎛-S p d d hS 1α比较,式子()hS d d S p α⎪⎭⎫ ⎝⎛-1通常被忽略。
第五章 轧制压力及力矩的计算
1
2 h h r ' r n 1 h 1 h
2 fl h
5
轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式
1.采里柯夫公式 采里柯夫公式比较适合于冷轧轧制压力的计算。
对于热轧,当
0.4
l h 1 时,采里柯夫给出经验公式
b
Bb 2
5
轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式
根据不同的摩擦规律进行不同假设可以得出不同的平均单位压力计算公式
1.采里柯夫公式-全滑动条件下的轧制力计算公式
p 1.15 n
'
H 2 1 1 1 hr h h 1
5
5.1.3
轧制压及力矩的计算
5.1 轧制压力的工程计算
金属变形抗力的确定方法 (2)变形抗力 的确定方法 ① 冷轧变形抗力的确定 示例 冷轧过程中主要考虑变形程度的影响,通常采用平均变形程度 来确定变形抗力的大小。可查加工硬化曲线或者用数学模型进 行计算。
0.4 0 0.61 0 -本道次轧前的预变形量 1 -本道次的轧后总变形量
l ' n h
适于热连轧的粗轧机组轧制力计算,也适用于其他轧 制较厚轧件的情况。
5
轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式 2.计算平均单位压力的斯通公式
考虑外摩擦、张力和轧辊弹性压扁影响 1)由于轧辊的弹性压扁,轧件相当于在两个 基 平板间压缩;
5 1.025 1.078 1.137 1.196 1.263 1.333 1.409 1.491 1.577 1.67 1.77 1.876 1.99 2.113 2.25 2.395 2.553
轧制力数学模型与在线计算模型

轧制力数学模型与在线计算模型轧制力的计算是轧钢过程控制的核心,其计算精度直接影响着整个轧制过程,是板形板厚设定及其控制的基础。
因此,国内外以轧制力的计算为核心开展了大量的研究,主要采用以下几种方法来进行轧制力计算的研究。
根据塑性力学原理分析轧制过程变形区内的应力状态与变形规律,确定接触弧上单位压力P 的分布规律及大小;由于单位轧制压力在接触弧上的分布是不均匀的,为便于计算,一般接着求解单位轧制压.力的平均值——平均单位轧制压力;最后以确定的平均单位轧制压力和接触面积的乘积来计算轧制压力P的数值。
T.Karman(卡尔曼)和E.Orowan(奥罗万)通过对轧制变形区内的带钢变形所受水平应力的不同假设,推导'出了单位压力的基本方程,即卡尔曼方程和奥罗万方程。
卡尔曼微分方程是,在带材轧制情况下,在变形区内取一单元体doi(宽度为1),使该单元体的坐标方向与主变形的方向相重合,如图2-37所示,研究单元体上力的平衡条件,可得卡尔曼单位压力微分方程式:奥罗万则认为轧件与轧辊之间是否产生相对滑动,决定于单位摩擦力的大小,当单位摩擦力小于材料剪切屈服极限时,产生相对滑动;而单位摩擦力大于或等于材料剪切屈服极限r,时,不产生相对滑动而出现粘着,并认为热轧时存在粘着现象。
由于粘着现象的存在,奥罗万在变形区内取一个圆弧形小条作为微分体来分析(图2-38),可得奥罗万单位压力平衡微分方程式:通过对卡尔曼和奥罗万单位压力微分方程作不同的假设与简化(主要是单位摩擦力的大小及分布与接触弧曲线方程的性质),可以得到不同的平均单位轧制压力计算式。
常用的方法有采利柯夫方法、Bland-Ford方法、Sims方法、Stone方法、Ekehmd方法等,以及利用该原理进行改进的方法。
中国冶金行业网在大多数情况下,外摩擦对应力状态的影响是主要的,而大部分计算平均单位压力的理论公式主要是计算的公式。
根据不同的轧制情况,如热轧、冷轧、轧件厚度等,需要采用不同的平均单位压力计算方法。
轧制压力轧制力矩功率计算模型

轧制压⼒轧制⼒矩功率计算模型1.1.5轧制压⼒模型⼯程计算中经常采⽤如下简化的专⽤于孔型轧制的轧制压⼒公式计算轧制压⼒:Q F K P d m =(1.25)式中:m K ——平均变形抗⼒;d F ——接触投影⾯积;确定轧件与轧辊的接触⾯积,经常采⽤如下公式:⽤矩形-箱形孔,⽅-六⾓,六⾓-⽅,⽅-平椭圆,平椭圆-⽅以及矩形-平辊系统轧制时-+=1122101ηA B B H S (1.26)按⽅-椭轧制⽅案时 75.0)1(121-+=A H S ηξη(1.27)()++ -++ -++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ按椭-椭,椭-圆,圆-椭,椭-⽴椭和⽴椭-椭轧制时-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ(1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30)Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=+=其中:10,F F 分别1.1.6轧制⼒矩及功率模型轧制⼒矩计算公式为:ψm z PL M =(1.31)式中:P ——轧制压⼒m L ——平均接触弧长度ψ——⼒臂系数⼒臂系数ψ也采⽤对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34)轧制功率是单位时间所做的功,即:tAN =(1.35)式中:A ——变形功,KJ ; t ——轧制时间,s 。
⼜由轧制所消耗的功与轧制⼒矩之间的关系为:VtAR t A AM ===ωθ(1.36)式中:θ——⾓度,rad ;ω——⾓速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
得:ωM N =将上式⽤⼯程上常⽤的参数和质量单位表⽰为:Mn N 013.1=(KW )(1.37)式中 M ——轧制⼒矩,t·m ;n ——轧辊转速,r/m 。
精轧连轧机各轧机之间轧制力计算模型

精轧连轧机各轧机之间轧制力计算模型
精轧连轧机各轧机之间的轧制力计算模型可以基于布格斯方程和通用轧制力方程来进行建模。
布格斯方程是描述金属塑性变形力学的经典方程之一,可以描述金属在轧制过程中的塑性变形行为。
布格斯方程可以表示为:
σ = Kε^n
其中,σ是应力,ε是塑性应变,K和n是材料的常数。
该方程描述了应力和塑性应变之间的
关系,可以通过实验得到材料的K和n值。
通用轧制力方程用于计算轧机的轧制力,可以表示为:
F = Keff × A × σ × L
其中,F是轧制力,Keff是有效系数,A是金属的横截面积,σ是应力,L是轧制区域的长度。
轧制力的大小与材料的塑性应变、金属横截面积以及轧制区域的长度有关。
在精轧连轧机中,可以将不同轧机之间的轧制力模型进行串联,即将各个轧机的轧制力相加,得到总的轧制力。
具体计算方法可以采用布格斯方程和通用轧制力方程,并结合轧机的参数和工艺条件进行计算。
需要确定的参数包括材料的K和n值、金属横截面积、轧制区域的长度以及轧机的工艺条件等。
通过合理选取参数和进行计算,可以得到精轧连轧机各轧机之间的轧制力计算模型。
材料成型工程第五讲轧制压力及力矩计算

3 实际应用时需要哪
些考虑?
在实际应用中,轧制压 力和力矩的计算需要考 虑材料的硬度、厚度、 轧辊与材料之间的摩擦 系数等因素。
3 轧制压力有哪些影响因素?
轧制压力会受到材料的硬度、厚度、轧辊与材料之间的摩擦系数等因素的影响。
轧制力矩的概念
什么是轧制力矩?
如何计算力矩?
轧制力矩指施力在力臂上产生 的力矩,它与轧制力直接相关。
力矩计算公式为:M=F x L, 其中F为施力,L为力臂长度。
控制力矩的重要性?
精确计算力矩可提高轧制精度, 并延长轧辊和设备的使用寿命。
轧制压力的计算方法
计算轧制压力方法
可以使用冯卡门压力公式,也可以使用史密斯公式。
史密斯公式
史密斯公式由轧制力学家史密斯提出,适用于计算轧机的高度降低(虚变形)和辊材中心的 弯曲变形。
公式示例
例如,可以使用史密斯公式(P=0.5 x E x b x v / h)来计算轧制压力,其中E为杨氏模量,b 为轧制宽度,v为轧制速度,h为厚度。
石油钻井行业实例
在石油钻井行业中,需要钻机 钻头的高强度和抗磨损能力, 同时也需要考虑钻机的功率和 扭矩。
案例分析
1
案例一
一家工厂生产高品质的轧制板材,他们之前遇到了轧制板材成型不彻底的问题。通过 研究轧制压力和力矩的计算公式,他们成功提高了轧制板材的成型度。
2
案例二
一位工程师希望提高钢材的硬度和厚度,以便将其应用于重载设备中。通过仔细计算 轧制压力和力矩,并加入先进的钢材轧制方法,他取得了成功。
轧制压力及力矩计算
在材料成型工程中,轧制是一种重要的成型方式,正确计算轧制压力及力矩 对于加工优质的轧制板材非常重要。
轧制压力的定义
热轧轧制力计算与校核
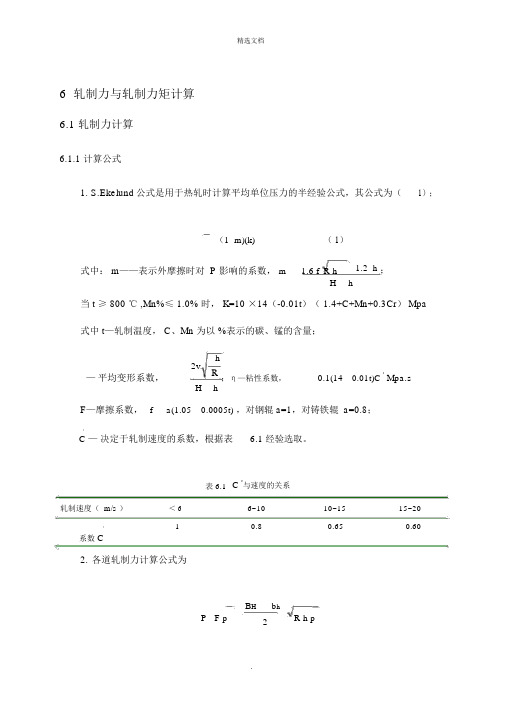
精选文档6轧制力与轧制力矩计算6.1 轧制力计算6.1.1 计算公式1. S.Ekelund公式是用于热轧时计算平均单位压力的半经验公式,其公式为(1);(1 m)(k) ( 1)式中: m——表示外摩擦时对 P 影响的系数,m 1.6 f R h 1.2 h ;H h当 t ≥ 800 ℃ ,Mn%≤ 1.0% 时, K=10 ×14(-0.01t)( 1.4+C+Mn+0.3Cr) Mpa 式中 t—轧制温度, C、Mn 为以 %表示的碳、锰的含量;h2v —平均变形系数,R;η—粘性系数,0.1(140.01t)C 'Mpa.sH hF—摩擦系数,f a(1.05 0.0005t) ,对钢辊a=1,对铸铁辊a=0.8;‘C —决定于轧制速度的系数,根据表 6.1 经验选取。
表 6.1 C ’与速度的关系轧制速度( m/s )< 6 6~10 10~15 15~20 ‘ 1 0.8 0.65 0.60 系数 C2.各道轧制力计算公式为B H b hR h pP F p 26.1.2 轧制力计算结果表 6.2 粗轧轧制力计算结果道次 1 2 3 4 5 T(℃)1148.68 1142.76 1133.93 1117.15 1099.45H ( mm)200 160 112 67 43h(mm) 160 112 67 43 30 h(mm) 40 48 45 24 13 Ri(mm) 600 600 600 600 600f 0.476 0.479 0.483 0.491 0.500m 0.194 0.266 0.408 0.596 0.755 K(Mpa) 64.3 65.9 68.1 72.4 76.9 ‘ 1 1 1 1 1 Cη0.251 0.257 0.266 0.283 0.301 v(mm/s) 3770 3770 3770 3770 37705.408 7.841 11.536 13.709 15.204P (Mpa) 78.5 85.9 100.2 121.8 143.0B H(mm) 1624 1621 1635.4 1623.9 1631.1b h(mm) 1621 1635.4 1623.9 1631.1 1615P(KN) 19720 23743 26834 23778 20501表 6.3 精轧轧制力计算结果道次 1 2 3 4 5 6 7T( ℃)1043.65 1022.38 996.34 967.35 928.58 901.31 880 H(mm) 30.00 18 11.7 8.19 6.14 4.6 3.91 h(mm) 18 11.7 8.19 6.14 4.6 3.91 3.5 h(mm) 12 6.30 3.51 2.05 1.54 0.69 0.41 Ri(mm) 400 400 400 350 350 350 350f 0.528 0.539 0.552 0.566 0.586 0.599 0.61m 0.920 1.203 1.452 1.522 1.854 1.654 1.511 K(Mpa) 91.23 96.67 103.34 110.76 120.68 127.66C‘ 1 1 0.8 0.8 0.65 0.6 0.6 η0.356 0.378 0.323 0.346 0.306 0.299 0.312 v(mm/s) 3310 5080 7260 9690 12930 15220 1700023.89 42.93 68.38 103.50 159.72 158.82 157.04 P (Mpa) 191.47 248.63 307.47 369.69 484.06 464.92 457.37B H bh(mm) 1606.16 1606.16 1606.16 1606.16 1606.16 1606.16 1606.162P(KN) 21307 20047 18505 15905 18050 11604 8800 6.2 轧制力矩的计算6.2.1 轧制力矩计算公式传动两个轧辊所需的轧制力矩为(2);( 2)式中: P—轧制力;x—力臂系数;l—咬入区的长度。
棒材轧制过程数学模型
0.2220
-0.1697
0.3792
1.384
30CrSiMo
159.9
-2.833
3.670
0.1627
-0.0945
0.3454
1.337
12Mn
160.9
-2.744
3.493
0.2270
-0.1865
0.4433
1.543
12MnNb①
164.5
-2.682
3.414
0.1216
当静力变形时(102s-1)为0.9%~2.6%;
当动力变形时(102s-1)为19%~21%;
σb——强度极限,MPa;
ty0——钢材的熔点温度,K。
取钢材的密度γ=7.8,则得:
(1.10)
由于传导和对流引起的温降很小,甚至可以忽略不计。此时可以采用А.И.采利柯夫方法计算在孔型中轧制和移送到下一孔型时间内,轧件温度得变化:
Sf=V1/VR-1(1.1)
其中:
V1,VR——轧件出口速度及孔型槽底处的轧辊线速度。
在孔型中轧制时,前滑值取平均值 ,其计算式为
式中 ——变形区中性角的平均值;
——咬入角的平均值;
——摩擦角,一般为21~27度;
——轧辊工作直径的平均值;
——轧件轧前、轧后高度的平均值;
1.1.3轧件温降模型
轧件在轧制过程中的温度变化,是由辐射、传导、对流引起的温降和金属变形所产生的温升合成的,可用下式表示:
=ln
=
(1.19)
其中:
F0,FH——轧件入口断面面积和轧件被孔型压掉部分的断面面积;
F——轧辊平均工作半径;
N——轧辊转数,r/min;
板带轧制力与力矩的计算

5 轧制力能参数计算与强度效核5.1 计算各道次轧制压力、力矩、功率5.1.1 各道次的压力单位压力:爱克隆德公式p=(1+m)(K+ηu )(Mpa) (5-1)式中m----表示外摩擦对单位压力影响的系数;f----轧件与轧辊间的摩擦系数;对于钢轧辊,f=1.05-0.0005t;R----轧辊工作半径(mm),四辊轧机取450mm;----压下量,= - (mm);, ----轧制前后的轧件高度(mm);t----轧制温度(℃);K----静压力下单位变形抗力;K=9.8(14-0.01t)(1.4+C%+Mn%)Mpa,C%取0.2%,Mn%取1.4%。
η----被轧钢材的粘度系数η=9.8×0.01(14-0.01t)C Mpa•sC----关于轧制速度系数,V(m/s)<6时,C取1 ;v=6~10m/s时,C=0.8v----线速度,=3.14×0.9×60/60=2.826m/s,所以C=1。
u----变形速率为(s-1)轧制时金属对轧辊产生的总压力为:P=plB (5-2)式中p----平均单位压力(Mpa)B----轧件宽度,----变形区长度,例如,第一道次,f=1.05-0.0005t=1.05-0.0005×1150=0.475= =0.095K=9.8(14-0.01t)(1.4+C%+Mn%)=9.8×(14-0.01×1150)(1.4+0.2+1.4)=73.5η=9.8×0.01(14-0.01t)C=0.098×(14-0.01×1150)=0.245=3.14×900×29.28/60=1379.088mm/s= =1.0028= =67.08则平均单位压力p=(1+m)(K+ηu )=(1+0.095)(73.5+0.245×1.0028)=80.75Mpa轧制时金属对轧辊产生的总压力:P=plB=80.75×67.08×2320=12566767.2kg=12.57MN其他道次的计算结果列于表5-1。
轧制力的计算

轧制力的计算1.校核咬入条件第一道次:△h = 2 ( R-Rcos 0)又••• △h = F H?B - F h?b = ( 150*150 )/150 - [ ( 150-5+165.75 )*105?2 ]/165.75=51.2mm△ h•••0 = arc cos (1 - 灵)=arc cos (1 - 51.2/ 500 ) = 25.8 °•/ tan 0 即tan 25 .8 ° v ? = 0.48故可以顺利自然咬入。
2.轧制力的计算轧制压力:P= ??F??—平均单位压力 F —接触面积B+ b /F = -- v △h R2??? = (1 + m ) (K+ n £ )B、b ――轧件轧制前与轧制后宽度△h ---- 压下量R——轧辊半径m——外摩擦对单位轧制压力影响系数粘性系数K――化学成分修正系数?£ ――平均变形速度第一道次计算:B+b 150 + 165.75 ------------F = 2^Ah R = ——2v5l .2 ? 250 = 17861.52 mm取a = 0.8f = a (1.05 —0.0005t ): =0.8* (1.05-0.0005*1150 °)= 0.38查资料取v = 8 m ?s 故C C=0.8n= 0.1 (14 —0.01t )C Z=0.1 (14-0.01 ) *0.8 =1.12 Mpa s= 2V vAh?R / (H+h )£=2*8* “A 512?250 / (150+105 ) = 0.028K = 9.8 ( 14-0.01T ) (1.4+C+Mn )=9.8* (14-0.01*1150 ) * (1.4+0.2 %) = 34.35 Mpam = [ ( 1.6 ?vR -Ah ) - 1.2 A h ] /(H+h)=[(1.6 *0.36 v51 .2 -250 ) - 1.251.2] / (150+105) = 0.015 ??? = (1 + m ) (K+ n £ )=(1 + 0.015 ) (34.35+ 1.12*0.028 ) = 34.90P= ??F=34.90 * 17861.52 = 623.37同理第二道次计算:B+ b 105 + 115.07 2F =〒VA h R = ―2—必.14?250= 3082.94 mm取a = 0.8f = a (1.05 —0.0005t ) = 0.8* (1.05-0.0005*1150 ° )= 0.38查资料取v = 8 m?s 故C = 0.8n= 0.1 (14 —O.OIt )C=0.1 (14-0.01 ) *0.8 = 1.12 Mpa •? -----------= 2V VAh?R / (H+h )£=2*8* V3.14?250/ (105+115.4 ) = 0.01K = 9.8 ( 14-0.01T ) (1.4+C+Mn )=9.8* (14 - 0.01*1150 ) * (1.4+0.2 %) = 34.35 Mpam = [ ( 1.6 ?VR -Ah ) - 1.2 A h ] / (H+h)=[(1.6 *0.36 V3.14 -250 ) - 1.251.2] / (105+115.4) = 0.056 ??? = (1 + m ) (K+ n £ )=(1 + 0.056 ) (34.35+ 1.12*0.01 ) = 36.28P= ??F = 111.85 k N其他道次如上,故可得:P1 = =623.37 k N P2 : =111.85 k N P3 =418.1 k NP4 = =333.03 k N P5 : =528.62 k N P6 =210.82 k NP7 = =360.45 k N P8 : =152.64 k N P9 =172.96 k NP10 =69.54 k N P11 =81.79 k N P12 = :44.77 k NP13 =78.56 k N P14 =20.39 k N P15 =59.05 k N P16 = 34.28 k N学习课件等等THANKS !!!致力为企业和个人提供合同协议, 策划案计划书,打造全网一站式需求欢迎您的下载,资料仅供参考。
中厚板轧制过程中的轧制力和轧制力矩数学模型

(2)
式中: P ——轧制力;
K ——轧件材料的变形抗力;
Q ——应力状态系数;
b0, b1—辊缝入口侧和出口侧轧件的宽
度;
第 11 卷
l——接触弧长, l= R ∃ h; R ——轧辊半径; ∃ h ——压下量, ∃ h= h0- h1 h0, h1—辊缝入口侧和出口侧轧件的厚 度; M ——轧制力矩; a ——力臂系数
5 结论 在 3 000 mm 中厚板轧机上利用实测数据所
作的回归分析表明, 与应力状态系数和力臂系数 模型相比, 采用轧制力功系数和轧制力矩功系数 模型预报轧制力和轧制力矩具有更高的精度。
参考文献 1 赵志业. 金属塑性变形与轧制理论. 北京: 冶金工业出版社,
1980 2 周纪华, 管克智. 金属塑性变形阻力. 北京: 机械工业出版社,
矩功系数散点图见图3, 从散点图可以看出轧制力
功系数和轧制力矩功系数不仅重现精度高, 而且
很好地反映了轧制力和轧制力矩随道次的变化规
律。
图 3 轧制力功系数和轧制力矩功系数散点图
4 回归分析
根据实测数据用多元线性回归分析方法建立 的轧制力功系数和轧制力矩功系数模型见表2。作 为对照, 表中也列入了应力状态系数模型的回归 结果。 力臂系数模型的回归尝试未能取得令人满
第 11 卷第 5 期 2005 年 10 月
宽厚板
W ID E AND H EAV Y PLA T E
V o l. O ctob
e1r1 . N2o0.055 ·7·
中厚板轧制过程中的轧制力和 轧制力矩数学模型
徐 申
(酒泉钢铁集团公司)
摘 要 本文提出了两个新的无量纲参数轧制力功系数和轧制力矩功系数, 并通过对这两个参数的回归 分析, 建立了高精度的轧制压力和轧制力矩数学模型。
热连轧机轧制力和轧制力矩模型研究

lc hm
=
R′ · Δ h ( H + h)/2
=
2
r · (1 - 2-r
r) ·
R′ h·
(7 )
其中 :H 为入口厚度 ;Δ h 为压下量 ;r 为压下率 ;
hm 为出口厚度·
因此外摩擦应力状态系数与力臂系数共同的
影响因子可转化为 :压下率 、压扁半径与出口厚度
比·式 (2 )建立了轧制力功系数与外摩擦应力状态 系数的关系 ,式(5)建立了轧制力矩功系数与力臂
Abstract : A new model for a type of rolling force and rolling torque for finishing stands of a hot strip mill w as investigated .A new formula unifying rolling force and rolling torque coefficients was used to simultaneously model rolling force and rolling torque .Its physical meaning is readily understood ,and it involves only two impacting factors , namely reduction rate and the ratio of flattening radius to exit thickness .A method is provided for obtaining unknow n parameters in the new formula .The parameter values obtained are universal for different steel grades and different finishing stands . Simulation and experimental results show that the new model improves prediction accuracy of rolling force and rolling torque and can be used in online control in a hot mill strip rolling process . Key words : hot strip ;rolling force ;rolling torque ;rolling force work factor ;rolling torque work factor
材料成型工程轧制压力与力矩计算

斯通平均单位压力公式
• 上式经积分后,得出斯通平均单位压力公式:
斯通平均单位压力公式计算图表
• 利用弹性压扁接触弧长 公式经数学变换,可得 下式:
•按上式可作出图表,根据具体
轧制条件计算出y ,z,值,两点 连成一条直线,直线与S形曲 线的交点即为所求x.
• 再根据x值可解出压扁弧长度,代入斯通平均单位压 力公式解出平均单位压力值。
• 变形程度影响系数可以分 冷轧和热轧两种情况
冷轧
产生加工硬化现象,变形抗 力提高。所以在冷轧时只要 考虑变形程度对变形抗力的 影响。
用金属屈服极限与压缩率关系 曲线来判断的其变化,如上图
热轧时,存在硬化和软化两种 机制
4)变形速度的影响
冷轧 ✓ 变形速度影响小,变形速
度影响系数nu可取为l。
存在剪应力。பைடு நூலகம்
公式导出
• 根据假设在圆弧小条上水平合力为零得:
4.3.2 R·B·西姆斯单位压力公式
• 西姆斯在奥罗万单位压力微分方程式的基础上又做了 两点假定:
• (1)把轧制看成是在粗糙的斜锤头间的镦粗,利 用奥罗万对水平力Q分布规律的结论
• (2)沿整个接触面都有粘着现象。
• 同时以抛物线来代替接触弧。得下式
✓ 把张力考虑到K值中去的方法是建立在中 性面位置不变的基础上,在单位张力相等 时,或差别不大,应用才成立。
分析结论: 采里柯夫公式用于热轧薄板和冷轧薄板计算
2)计算平均单位压力的斯通公式
• 斯通公式考虑了外摩擦、张力和轧辊弹性压扁 的影响
• 假设:
轧辊的弹性压扁,轧件相当于在两个平板间压缩
忽略宽展的影响 接触表面摩擦规律按全滑动考虑, • 根据上述条件,导出斯通单位压力公式如下
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1.5轧制压力模型工程计算中经常采用如下简化的专用于孔型轧制的轧制压力公式计算轧制压力:Q F K P d m =(1.25) 式中:m K ——平均变形抗力;d F ——接触投影面积;确定轧件与轧辊的接触面积,经常采用如下公式:用矩形-箱形孔,方-六角,六角-方,方-平椭圆,平椭圆-方以及矩形-平辊系统轧制时⎪⎪⎭⎫ ⎝⎛-+=1122101ηA B B H S (1.26) 按方-椭轧制方案时 75.0)1(121-+=A H S ηξη(1.27)()⎪⎪⎭⎫ ⎝⎛++⎪⎪⎭⎫ ⎝⎛-++⎪⎪⎭⎫ ⎝⎛-++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ 按椭-椭,椭-圆,圆-椭,椭-立椭和立椭-椭轧制时⎪⎪⎭⎫ ⎝⎛-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ (1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30) Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=式中:W ——考虑不同轧制条件的无量纲参数; 102F F F W d+=其中:10,F F 分别为轧件入出口断面面积。
1.1.6轧制力矩及功率模型轧制力矩计算公式为:ψm z PL M =(1.31) 式中:P ——轧制压力m L ——平均接触弧长度ψ——力臂系数力臂系数ψ也采用对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34) 轧制功率是单位时间所做的功,即:tAN =(1.35) 式中:A ——变形功,KJ ; t ——轧制时间,s 。
又由轧制所消耗的功与轧制力矩之间的关系为:VtARt A AM ===ωθ(1.36) 式中:θ——角度,rad ; ω——角速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
得:ωM N =将上式用工程上常用的参数和质量单位表示为:MnN 013.1=(KW ) (1.37) 式中 M ——轧制力矩,t·m ;n ——轧辊转速,r/m 。
轧制压力计算520 (1)轧机轧制压力计算型钢轧制压力一般采用艾克隆德公式计算,其公式为:))(1(εη++=K m p ; 式中m —表示外摩擦对单位轧制压力的影响系数;η—黏性系数;ε—平均变形系数;其中)()2.16.1('c c h h h h R m +∆-∆=μ;)(2'c c h h R h v +∆=ε,其中v —表示轧制速度;) 0005.005.1(t a -=μ;对于铸钢辊1=a ,铸铁轧辊8.0=a ; 2/)01.014(1.0mm s N t ⋅-=η;MPa Mn C t K )4.1)(01.014(8.9++-=;计算可得轧件轧前平均厚度为:2150c k h F B mm ==;轧件轧后平均厚度为:'117527.527170103.1031c k h F B mm === 则平均压下量:'150103.103146.8969c c h h h mm ∆=-=-=; 轧辊转速14.3658/min n r =, 0.32486823m/s v =;令520轧机轧制温度为1000O C ,有2/5.0mm s N ⋅=η,6.0=μ,s m v /37.3=;将轧辊轧槽半径R=358.1mm 及已求数据带入公式有:405.0=m ;1 57.8-=s ε ; 本文采用的轧件材质为Q235B ,其含碳量2.022.0~14.0%==C ,Mn%=0.3~0.65=0.5,则计算得:MPa K 9.102=;将以上计算数据带入艾克德隆公式有:MPa p 6.150=; 则轧制压力:KN p h R B B P k k 2.1150)(5.021=∆+=。
3.3.2 800Ⅱ轧机轧制压力计算在800Ⅱ轧机上轧制压力计算与850轧机计算相同,我们仅计算切槽最深孔型,即K2孔。
计算可得轧件轧前平均厚度为:mm B F h k c 86.256.92303=== 轧件轧后平均厚度为:mm B F h k c 87.233606.85922'===则平均压下量:mm h h h c c 99.1'=-=∆;令800Ⅱ轧机轧制温度为950O C ,轧辊转速取min /90r n =;则同上计算有2/45.0mm s N ⋅=η,575.0=μ,s m v /29.3=;将轧辊轧槽半径R=348.8mm 及以求数据带入公式有:44.0=m ;199.9-=s ε ;本文采用的轧件材质为Q235B ,其含碳量2.022.0~14.0%==C ,Mn%=0.3~0.65=0.5,则计算得:MPa K 9.102=;将以上计算数据带入艾克德隆公式有:MPa p 7.154=; 则轧制压力:KN p h R B B P k k 1.1462)(5.032=∆+=。
3.3.3 800Ⅰ轧机轧制压力计算在800Ⅰ轧机上轧制压力计算与800Ⅱ轧机计算相同,我们仅计算切槽最深孔型,即K5孔。
计算可得轧件轧前平均厚度为:mm B F h k c 76.355.8.123206=== 轧件轧后平均厚度为:mm B F h k c 81.315.3498.111165'=== 则平均压下量:mm h h h c c 95.3'=-=∆;令800Ⅰ轧机轧制温度为1000O C ,轧辊转速取min /90r n =;则同上计算有2/4.0mm s N ⋅=η,55.0=μ,s m v /37.3=;将轧辊轧槽半径R=348.85mm 及以求数据带入公式有:41.0=m ;16.10-=s ε ;本文采用的轧件材质为Q235B ,其含碳量2.022.0~14.0%==C ,Mn%=0.3~0.65=0.5,则计算得:MPa K 9.102=;将以上计算数据带入艾克德隆公式有:MPa p 1.151=; 则轧制压力:KN p h R B B P k k 3.1945)(5.065=∆+=。
3.3.4 950轧机轧制压力计算在950轧机上轧制压力计算我们仅计算切槽最深孔型,即K9孔。
计算可得轧件轧前平均厚度为:mm B F h k c 26.1003271.327869=== 轧件轧后平均厚度为:mm B F h k c 26.653271.213419'=== 则平均压下量:mm h h h c c 35'=-=∆;令950轧机轧制温度为1100O C ,轧辊转速取min /70r n =;则同上计算有2/3.0mm s N ⋅=η,5.0=μ,s m v /89.2=;将轧辊轧槽半径R=394.5mm 及以求数据带入公式有:314.0=m ;140.10-=s ε ;本文采用的轧件材质为Q235B ,其含碳量2.022.0~14.0%==C ,Mn%=0.3~0.65=0.5,则计算得:MPa K 9.102=;将以上计算数据带入艾克德隆公式有:MPa p 3.139=; 则轧制压力:KN p h R B B P k k 9.5679)(5.065=∆+=。
3.4 电机校核3.4.1 850轧机电机校核1) 轧制力矩:由上可知平均压下量:mm h h h c c 25.1'=-=∆;又mm R 1.358=;则咬入角:039.3180=÷⨯∆≈παR h ,由轧制力臂系数[11]:αβψ=,其中β—合压力作用角;α—咬入角;则可得:0080.139.353.0=⨯==ψαβ;则轧制力矩:M KN PR M ⋅=⨯⨯⨯==79.2580.1sin 1.3582.11502sin 20β 2) 附加摩擦力矩:由轧辊轴承中的附加摩擦力矩公式有:M KN Pd M f ⋅=⨯⨯==9.1503.04602.1150111μ,其中1d —轧辊辊颈直径,1μ—轧辊轴承摩擦系数;则总的附加摩擦力矩:M KN i M i M M f f ⋅=-+=16.17)11(111ηη,其中1η—传动机械效率,一般取0.96~0.98,i —轧辊与主电机间的传动比,取为1; 3) 空转力矩:根据轨梁厂的850轧机电机功率:KW N 1800=;n —电机转速,一般为0~min /180r ;则850轧机电动机的额定转矩:M KN M H ⋅=⨯=1919018009550,取min /90r n =;则空转力矩:M KN M KN M M H k ⋅=⋅==846.11~73.5)06.0~03.0(,则静力矩:H k f j M M KN M M i M M <<⋅=++=++=95.50816.1779.25,因此电机功率足够。
3.4.2 800Ⅱ轧机电机校核1) 轧制力矩由上可知平均压下量:mm h h h c c 99.1'=-=∆;又mm R 8.348=;则咬入角:033.4180=÷⨯∆≈παR h ,则可得:0029.233.453.0=⨯==ψαβ;则轧制压力:M KN PR M ⋅=⨯⨯⨯==82.4029.2sin 8.3481.14622sin 20β;2) 附加摩擦力矩:由轧辊轴承中的附加摩擦力矩公式有:M KN Pd M f ⋅=⨯⨯==5.1803.04201.1462111μ则总的附加摩擦力矩:M KN i M i M M f f ⋅=-+=33.20)11(111ηη,其中97.01=η,1=i ; 3) 空转力矩根据轨梁厂800轧机电机功率:KW N 5300=;则电动机的额定转矩:M KN M H ⋅=⨯=4.5629053009550,取min /90r n =;则空转力矩:M KN M KN M M H k ⋅=⋅==2074.33~87.16)06.0~03.0(;则静力矩:H k f j M M KN M M i M M <<⋅=++=++=15.812033.2082.40,因此800Ⅱ轧机功率足够。
3.4.3 800Ⅰ轧机电机校核1) 轧制力矩由上可知平均压下量:mm h h h c c 95.3'=-=∆;又mm R 85.348=;则咬入角:01.6180=÷⨯∆≈παR h ,则可得:0023.31.653.0=⨯==ψαβ;则轧制力矩:M KN PR M ⋅=⨯⨯⨯==21.7623.3sin 85.3483.19452sin 20β;2) 附加摩擦力矩 由轧辊轴承的附加摩擦力矩公式有:M KN Pd M f ⋅=⨯⨯==51.2403.04203.1945111μ;则总的附加摩擦力矩:M KN i M i M M f f ⋅=-+=63.27)11(111ηη,其中97.01=η,1=i ;空转力矩:M KN M KN M M H k ⋅=⋅==2074.33~87.16)06.0~03.0(;则静力矩:H k f j M M KN M M i M M <<⋅=++=++=84.1232063.2721.76,因此800Ⅰ轧机功率足够。