交换传动装置安装要求与调试
机床设计-传动系统

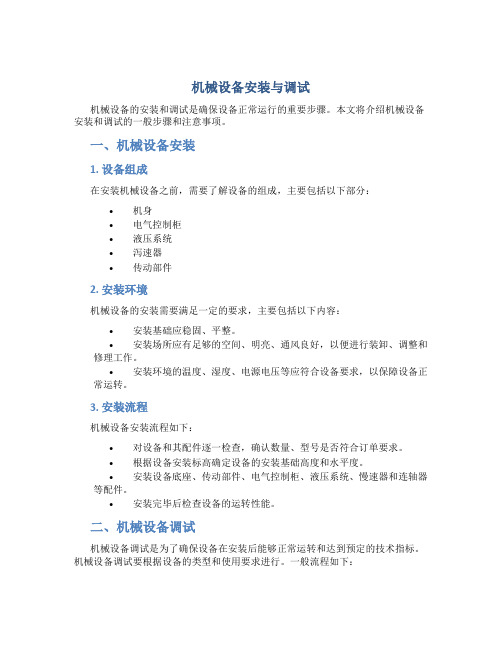
转速图的绘制
主传动系统的传动路线表达式:
36
1
主电机 440r / min
φ126 φ256
I
3306 4224
II
42
4222 62
III
60
1380 72
IV(主
轴)
48
主轴的转速计算:
126
n主轴
=
n电机
× 256
×uI-II
×uII-III
×uIII-IV
a
126
n主轴max
=
n电机
× 256
×uI
-II
max
×uII -III max
×uIII-IVmax
126
n主轴min
=
n电机
× 256
×uI
-II
min
×uII -III min
×uIII-IVmin
直接标出转速值 。 注意: 转速格线间距大小并不代表公比ф的
数值大小。
转速图一点三线 转速点——传动轴上的圆点,表示该轴具有的转速。
如轴Ⅳ(主轴)上有12个圆点,表示具有12级转速。
传动线——相邻两轴的相关两个 转速点之间的连线。
传传动比大于1其对数值为正,传 动线向右上倾斜;
应用: 普通机床应用最为广泛的一种变速方式。
变速方式的选择
主传动系统的变速方式分为无级变速和有级变速两种。
(1)有级变速 变速机构——是指在输入轴转速不变的条件下,使输出轴获得不 同转速的传动装置。 有级(或分级)变速机构
➢滑移齿轮变速机构 ➢交换齿轮变速机构 ➢多速电动机 ➢离合器变速机构 ➢摆移变速机构
安装调试作业指导手册

安装调试作业指导手册为了规范生产调试工作,提高产品服务质量和安装调试质量,特制定此安装调试作业指导书:一、总则1、行为规范1.1 、项目经理、项目主管及安装调试人员每周定期向主管的部门经理汇报,汇报形式可通过电话、传真或电邮等方式,内容包括工程进度、工作计划及存在的问题等。
遇紧急情况应及时反馈。
1.2 、外出服务的人员应着装整齐,言谈举止有理有节,时刻维护企业形象,并严格按照业主和安装公司的安全规程进行施工调试;1.3 、安装与调试的员工所面对的是用户和安装公司,因此在工作中应以用户为中心,努力配合安装公司,努力提高设备安装调试质量。
1.4 、安调人员不得向其他人员透露有关本所的商业机密和技术核心内容。
1.5 、安调人员在外工作过程中必须遵守国家法律法规和服务对象的企业规章制度和安全规定。
2、安装调试任务的接受:2.1 、安装调试任务由工程部分管经理或项目经理统一安排指定合适人选,执行人接受安装调试任务后应于第一时间了解任务的具体情况,包括系统配置、产品质量跟踪卡,行车路线及联系人,现场工程进度及施工方案。
2.2 、应尽快与用户项目负责人取得联系,准确了解现场施工进度。
确认现场是否具备安装调试条件。
2.3 、工程部人员出差前需要填写出差登记表3、现场服务的准备工作:3.1 、工具:根据所接受的任务携带相关工具、名片,应俱全携带,公用工具到文员处登记领用。
领用办法见工程部关于备件和公用工具的领用通知3.2 、配件:本所所涉及产品的接插件、专用螺丝螺栓、常用芯片、板卡、易损件等应俱全配备。
领用办法见工程部关于备件和公用工具的领用通知。
3.3 、资料:安装调试报告、回访表、质量跟踪卡、施工图纸、便签等。
3.4 、返修件:在文员处查询是否有相关的设备在公司维修,如果有就要随身携带或者同步发回使用厂家。
4、现场服务:4.1 、安全:本公司安装调试人员在施工现场应时刻牢记施工安全,另一方面方面要保全自身及财产安全,应注意保护系统设备的安全。
4.3m焦炉设备管道施工方案
护炉铁件施工方案一、概述焦炉护炉铁件安装是在炉休砌筑之后烘炉前进行的,它是焦炉施工及其重要的一道工序,施工工艺复杂,技术标准要求严格,又是高空交叉作业,为使护炉铁件安装顺利进行,满足工艺要求,达到技术标准,特编制本施工方案。
二、护炉铁件安装施工项目护炉铁件包括炉柱、保护板、纵横拉条,炉门框和炉门。
工程量见下表(以一座焦炉为单位)。
表一护炉铁件工程量表三、前期准备1、搭设预组装平台在施工现场选择平整场地铺设预组装平台10×10。
2、备件清点检查由甲方将备件运至安装点50m内,进行备件清点,并按图纸要求和技术标准进行验收检查,如实填写检查记录,不合格备件,不予接收。
3、备件预组装施工前将保护板和炉门框,炉门框和炉门进行预装,预装完毕,进行编号(同时要求制作厂家提供制作排版图)。
4、制作两组施工用活动操作台架(附图一)。
5、制作安装保护板用临时拉条36根,∩型卡36个,见附图二、附图三。
6、制作紧固上下横拉条和临时拉条用M30、M48扳手8把,见附图五。
7、按施工机具计划准备机具。
8、复测炉体纵向中心线和两端炭化室横向中心线;要检查相仿炭化室、燃烧室的中心距;检查炭化室底和炉柱基础标高等。
按施工需要由测量组的投放中心线和标高线,并用红漆涂上醒目标志。
9、在炉子纵向架设二根钢索,用来在安装时临时固定保护板和护柱。
10、安装通道以焦炉大棚机焦侧为进料口,用运输车将备件分别送至机焦两侧。
施工前,将大棚正面的挡雨板拆掉,待安装完毕后回复。
11、施工机具有:大棚内两25T液压吊车负责安装护炉铁件。
大棚内一台16T液压吊车负责吊装备件。
两台8T解放车负责向大棚内运输备件。
四、护炉铁件安装工艺护炉铁件安装主要吊装工具在机焦侧各停一台25T吊车,安装顺序如下:A、先把保护板吊在安装位置,临时用8#铁线固定在钢索上,安装时机焦两侧同时对称进行。
B、把炉柱吊上,压紧保护板,将两个M30地脚螺栓稍拧紧,上端用8#铁线固定在钢索上。
自动化生产线安装与调试(西门子 S7-200 SMART系列)课件项目八 输送单元的安装与调试(O
准备知识
二、认知松下MINAS A5系列交流伺服电动机和驱动器
伺服电动机常作为执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。伺服电 动机分为直流和交流两大类,交流伺服电动机又分为同步和异步电动机。
1.永磁式同步伺服电动机的基本结构 永磁同步型交流伺服电动机在结构上由定子和转子两部分组成。其定子为硅钢片叠成的铁芯和 三相绕组,转子是由高矫顽力稀土磁性材料(例如钕铁錋)制成的磁极。为了检测转子磁极的位置, 在电动机非负载端的端盖外面还安装上光电编码器。
本项目设置了2个工作任务:①装置侧机械部件的安装、气路连接和调整,以及 电气接线。②PLC侧电气接线、伺服参数设定,以及PLC程序的编写,最终通过机电 联调,实现输送单元总任务要求。
项目八
目录
CONTENTS
01
准备知识
任务一 输送单元装置侧的安装和调试
02
任务二 输送单元的PLC控制实训
03
1
统是否准备就绪,以及就绪下系统启停等操作。系统复位,准备就绪条件检查,及启停部分编程要点详细
见表8-5所示。
SM0.1
(2)主顺序控制过程
工步0 等待运行
运行 往供料单元出
工步1 料台抓取工件 抓料完成 机械手移动
工步2 到装配单元 到达 在装配台
工步3 放下工件 放料完成
工步5 机械手取回工件
取料完成
2
任务一 输送单元装置侧的安装和调试
工作任务 机械部件安装步骤和方法 装置侧电气设备的安装、拖链配线敷设、
气路连接和装置侧电气接线 装置侧机械部件和气路调试
任务一、输送单元装置侧的安装和调试
一、工作任务
本实训任务要求在YL-335B的工作台面上,完成输送单元的机械、气动部件的安装,气管和电气配 线的敷设和连接。在机械、气动系统装配完成后接通气源,完成气动元件的动作调整。
电梯系统安装与调试的步骤和方法

电梯系统安装与调试的步骤和方法电梯系统安装与调试的步骤和方法引言:电梯系统在现代社会中扮演着非常重要的角色,为人们提供了便捷的交通方式。
然而,要确保电梯系统的顺利运行,安装和调试是必不可少的环节。
本文将介绍电梯系统安装与调试的具体步骤和方法,以帮助读者更好地了解这一过程。
一、前期准备工作1.确定安装区域:在进行电梯系统安装之前,首先需要确定合适的安装区域。
考虑区域的结构强度、通行需求以及使用人群等因素,选择最佳的安装位置。
2.准备安装设备和材料:安装电梯系统所需的设备和材料包括电梯轿厢、轿厢门、悬挂装置、电动机、控制盘、钢丝绳等。
确保这些设备和材料的质量和规格符合相关标准和要求。
3.获取必要的许可和文件:在进行电梯系统安装时,需要获得相关的许可和文件,包括施工许可证、安装合同以及相关的技术规范和要求。
确保符合法律法规和行业标准。
二、电梯系统安装步骤1.安装电梯轿厢和轿厢门:安装电梯轿厢和轿厢门。
将轿厢和轿厢门固定在指定的位置,并确保稳固和垂直。
安装轿厢门时,需要进行门体与门架的固定和调整。
2.安装悬挂系统:接下来,安装悬挂系统,包括钢丝绳和悬挂装置。
通过将钢丝绳连接到轿厢和悬挂装置,并加以调整,确保电梯轿厢的平稳上下运动。
3.安装电动机和传动装置:安装电梯系统的关键部分是电动机和传动装置。
将电动机与传动装置连接,并根据需要进行调整和校准,以确保电梯运行平稳和高效。
4.安装控制盘和按钮:电梯系统的操作和控制通过控制盘和按钮进行。
将控制盘安装在指定位置,并将按钮连接到适当的地方。
确保控制盘和按钮能够正常工作,方便乘客使用。
5.连接电路和供电:完成电梯系统的组装后,将各个部分的电路连接好,并进行供电。
确保电路连接正确,供电稳定和可靠。
三、电梯系统调试步骤1.检查电梯运行:在进行正式调试之前,首先进行电梯的基本检查。
检查轿厢运行是否平稳,是否有异常噪音或震动等。
如果出现问题,及时进行排查和修复。
2.调试电梯的楼层显示和开关门功能:调试电梯系统时,需要检查楼层显示和开关门功能。
T400硬件、编程、调试及故障诊断
T400硬件、编程、调试及故障诊断目录第一章T400硬件组成 (3)第一节接口与连接 (3)第二章编程与调试 (5)第一节组态功能 (5)第二节数据交换 (5)第三节T400工艺板的PROFIBUS-DP通讯 (9)第三章T400工艺板的优缺点 (10)第四章故障及报警信息 (11)T400简介:T400工艺板是西门子SMADYN-D全数字控制系统的新一代的工艺类产品。
它是为西门子交流传动装置(SIMOVERT MASTERDRIVES converter)和直流传动装置(SIMOREG D C-MASTER converter)设计的标准选件板,可以插到这些传动装置的电子箱中,扩展其功能,进行高级工艺控制。
从硬件来看,T400工艺板只是一块单板计算机,西门子公司为其设计了三套标准软件包(剪切控制,角同步控制和卷取控制),这三种软件可以满足所在领域的广泛应用。
如果有需要,还可以用CFC软件对这些软件进行修改以满足特殊应用。
T400工艺板采用的是32位的SMADYN-D处理器,具有强大的计算能力和极高的运算速度,它最快的执行周期小于0.8ms ,运算数据类型为浮点小数。
T400通过双口RAM和传动装置交换数据,比其他方式效率更高,所以它适合于对驱动器进行高精度运算和高速控制的场合。
第一章T400硬件组成第一节接口与连接1.1外围接口通讯接口:包括 PROFIBUS、peer-to-peer、USS-BUS和PC接口I/O接口: T400有8个开关量输入口,2个继电器输出口,4个开关量输出口(可设置成4个开关量输入口),5个12位模拟量输入口,2个12位模拟量输出口编码器接口:两个用于HTL 或TTL信号的增量编码器, 为增量编码器和绝对式编码器,两个编码器接口所准备的位置和速度功能块可有效地应用于位置定位和速度检测。
使用T400工艺板的交流传动装置和直流传动装置应包含以下组件:(1)基本模块(CU):•安装在SIMOVERT MASTERDRIVES VC/MC中的CUVC模块/CUMC模块。
《数控机床装置调试与维修》课程教案
《数控机床安装调试与维修》教案目录教案1--------概述教案2--------数控机床的安装调试教案3--------数控机床的验收教案4--------数控机床的调整、主轴部件教案5--------进给传动部件的调整教案6--------回转部件、自动换刀装置的调整教案7--------位置检测装置、床身导轨的调整教案8--------数控系统发展简介、FANUC-0ib功能介绍教案9--------FANUC-0ib系统构成、硬件连接教案10------系统参数与设定教案11------I/O接口及PMC编程教案12------ SINU MERIC 840C特点介绍主要功能教案13----- SINUMERIC 840C系统的结构及各部分的功能教案14------ fanuc-0ib系统报警分类及常见故障分析教案15-----FANUC-0ib常见报警及处理方法教案16----数控机床的故障诊断及维修技术概述教案17----利用PLC进行数控机床的故障检测教案18-----数控系统系统故障的诊断教案19-----伺服系统的故障及维修技术教案20-----检测装置的故障及诊断教师教案教案专用纸第一章概述1.数控机床的优点:数控机床集机械制造、计算机、气动、传感检测、液压、光机电技术等一体,其优点:⑴能够进行复杂型面零件的加工,解决工艺难题。
⑵提高生产率⑶具有柔性⑷减轻工人的劳动强度2.我国数控机床的发展现状起步年代:1958开始研制目前生产能力:2001年国内数控机床产量已达1.8万台国产数控系统:⑴华中理工大学华中一型、华中二型⑵北京航天机床数控集团航天一型⑶中科院沈阳计算机所蓝天一型⑷中国珠峰数控公司中华一型3.加强数控维修的意义⑴技术需要⑵市场需要⑶企业的效益需要4.对数控维修人员的要求⑴知识面广⑵良好的系统的培训⑶良好的英语阅读能力⑷敢于实践,通过实践不断总结经验⑸敬业精神⑹持续的学习精神5.本课程的学习任务、要求⑴掌握数控机床安装调试验收的的知识、验收机床精度的方法。
机械设备安装与调试
机械设备安装与调试机械设备的安装和调试是确保设备正常运行的重要步骤。
本文将介绍机械设备安装和调试的一般步骤和注意事项。
一、机械设备安装1. 设备组成在安装机械设备之前,需要了解设备的组成,主要包括以下部分:•机身•电气控制柜•液压系统•泻速器•传动部件2. 安装环境机械设备的安装需要满足一定的要求,主要包括以下内容:•安装基础应稳固、平整。
•安装场所应有足够的空间、明亮、通风良好,以便进行装卸、调整和修理工作。
•安装环境的温度、湿度、电源电压等应符合设备要求,以保障设备正常运转。
3. 安装流程机械设备安装流程如下:•对设备和其配件逐一检查,确认数量、型号是否符合订单要求。
•根据设备安装标高确定设备的安装基础高度和水平度。
•安装设备底座、传动部件、电气控制柜、液压系统、慢速器和连轴器等配件。
•安装完毕后检查设备的运转性能。
二、机械设备调试机械设备调试是为了确保设备在安装后能够正常运转和达到预定的技术指标。
机械设备调试要根据设备的类型和使用要求进行。
一般流程如下:1. 电气系统调试电气系统调试是指对电源线路、电机电源线路、开关电源线路以及其他控制电路进行检查、调整和测试。
主要包括以下内容:•检查电器装置及其接线是否按照电气图纸进行,各线路是否正确接通。
•检查各控制接点、开关的联系是否正确、畅通。
•检查电动机、仪表和其他设备的接线是否正确。
•检查设备接地、漏电情况。
2. 机械传动系统调试机械传动系统调试是指对机械传动系统的每个部分进行定位、调整、检查其运转情况和性能指标是否符合要求。
主要包括以下内容:•检查齿轮、联轴器、减速器等齿轮传动装置的安装位置是否符合要求。
•调整传动装置的中心距及轴线误差。
•检查各轴承的润滑及轴承间隙是否符合要求。
•确定设备的运转速度、转向及转速稳定性等。
3. 液压及气动系统调试液压及气动系统调试是指对液压和气动传动系统的各部分进行试验,检查系统的工作性能及流量是否符合要求,并进行相应调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
交换传动装置安装要求与调试
交换传动装置安装包括焦炉煤气传动装置、高炉煤气传动装置、废气传动装置3部分。
采用砣式进行高炉煤气交换,是指通过废气传动拉杆带动交换开闭器杠杆进行交换,不设有单独高炉煤气传动装置,目前焦炉多采用此种形式。
1、交换传动装置安装要求
在安装交换传动装置时最主要的是保持交换机油缸中心线位置(公差为
±3mm)、标高(公差为±5mm),交换拉杆(板)的托轮(辊)转向链(绳)轮中心线位置(公差为±3mm)、标高(公差为±5mm)以及(辊)的水平度或铅垂度(1‰)。
轮(辊)应转动灵活,油杯充满润滑脂。
在安装轮架时,应注意轮槽中心在一条直线上,轮架在试装后要检查其位置,合格后才能予以固定,以免造成托轮或转向链轮与拉杆或拉链产生别劲现象。
拉杆上的滑块在扳把上的长口中应滑动灵活,不允许有卡住和磨损现象。
安装交换旋塞扳把时,应对照加热系统图检查旋塞开关位置是否正确,绝不能搞错。
扳把安装结束后应逐个检查焦炉煤气旋塞芯子的状态,因为旋塞芯子是三通的,所以单从除炭孔进行检查,不能得知其他两通的状态。
因此应除炭孔位置,用手电筒检查两通的状态,并且检查旋塞芯子的顶端开关刻印是否对正,以确保旋塞芯子位置正确。
扳把方孔与旋塞方头应配合良好,可以有
0.5mm左右的间隙,以适应扳把在交换过程中摆动的需要。
连接交换开闭器主动扳把时,应参照加热系统图和交换开闭器动作示意图检查扳把方向和扇形轮(与废气砣、煤气砣相连),检查空气门传动杠杆状态。
对于链条式交换开闭器的拉板横托架,其连接螺栓暂不拧紧,待转为正常加热重新调整后再拧紧,其拉链滑轮应按实际情况进行安装。
对废气砣杆,应保证砣杆起落垂直度,砣杆上下运行自由,无别劲现象。
2、交换传动装置调试
交换传动装置各零部件安装好后,应调整各交换拉条的行程,以靠近油缸一端的行程为准。
调整拉杆上的松紧器,使煤气拉条行程偏差在±10mm以内,废气拉条行程偏差在±15mm以内,直到反复测量时交换行程不变为止。
调试工作分两步进行,首先是手动交换调试,合格后进行电动交换调试,经两昼夜连续运行无异常情况后为合格。
调试时应注意以下几点:
(1)各交换拉杆的行程不变。
(2)交换过程中拉杆运行平稳,无跳动现象。
(3)各连接点和滑动点无别劲和磨损现象。
(4)检查交换旋塞在交换过程中是否开正和关正,当开与关的要求不能同时满足时,应保证全开状态正确。
(5)在煤气砣、废气砣拉杆顶部链条处进行调整,使其提升高度达到设计值,公差为±5mm。
当砣落下时其链条能放松
0.5~1环,以保证砣落严。
(6)当手动交换调试合格后,进行电动交换调试,按上述要求进行检查,当确认无故障时,按生产状态连续运转两昼夜。