回转窑瓦温高原因及处理方案
回转窑托轮轴瓦温度过高原因分析及处理
回转窑托轮轴瓦温度过高原因分析及处理鲁凤鸣;邵振鹏【摘要】1托轮的调整托轮的安装找正,是以由经纬仪在底座上打出的回转窑的中心线为基准进行的,找正时,要求同一侧三档托轮中心线在竖直平面内的直线度偏差不大于0.5mm;每档托轮的标高偏差不大于0.5mm.在烘完窑投料之后,Ⅲ档托轮的2号瓦温度过高,检查这个托轮的轴承座安装标记后,发现3号轴承座偏离了原来的位置.经过调整后,2号瓦的温度降了下来,但是Ⅱ档托轮的1号瓦温度开始上升并已接近报警温度(如图1).接下来又开始调整这个托轮,调整完之后,当窑的喂料量达到320t/h、转速为3r/min时,1号瓦的温度稳定在48℃附近.【期刊名称】《水泥技术》【年(卷),期】2011(000)005【总页数】2页(P43-44)【作者】鲁凤鸣;邵振鹏【作者单位】中材建设有限公司,北京100176;中材建设有限公司,北京100176【正文语种】中文【中图分类】TQ172.622.29托轮的安装找正,是以由经纬仪在底座上打出的回转窑的中心线为基准进行的,找正时,要求同一侧三档托轮中心线在竖直平面内的直线度偏差不大于0.5mm;每档托轮的标高偏差不大于0.5mm。
在烘完窑投料之后,Ⅲ档托轮的2号瓦温度过高,检查这个托轮的轴承座安装标记后,发现3号轴承座偏离了原来的位置。
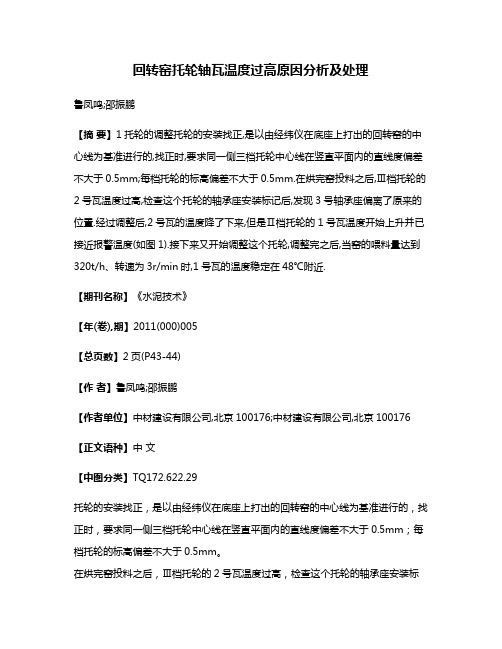
经过调整后,2号瓦的温度降了下来,但是Ⅱ档托轮的1号瓦温度开始上升并已接近报警温度(如图1)。
接下来又开始调整这个托轮,调整完之后,当窑的喂料量达到320t/h、转速为3r/min时,1号瓦的温度稳定在48℃附近。
当窑的转速为3.5r/min、喂料量达到360t/h时,Ⅱ档托轮1号瓦的温度急剧上升到56℃;Ⅲ档托轮的2号瓦温度上升了6℃;Ⅰ档托轮的1号瓦温度上升了7℃,3号瓦温度上升了9℃。
而此时窑的转速和产能都没有达到设计值,如果继续提产、提高窑的转速,上面几块瓦的温度有可能继续急剧升高,需要继续调整托轮,并且调整的方向与先前的一致。
回转窑防高温措施

回转窑防高温措施1.引言1.1 概述回转窑作为一种常用的工业设备,广泛用于水泥、冶金等行业中。
然而,在长时间高温的工作环境下,回转窑常常会受到一系列的高温影响,如高温腐蚀、高温热应力等问题,这些问题严重影响着回转窑的运行效率和寿命。
为了应对这些问题,需要采取一系列的防高温措施。
本文将重点讨论回转窑在高温环境下的特点以及对其影响,并提出一些有效的防高温措施。
首先,我们将探讨高温环境对回转窑的影响,包括高温腐蚀对设备材料的损害、高温热应力对设备结构的影响等。
接着,我们将说明回转窑防高温措施的重要性,包括提高设备的安全性和稳定性,延长设备的使用寿命等方面的优势。
最后,我们将总结回转窑防高温措施的有效性,并展望其未来的发展方向。
通过对回转窑防高温措施的研究,我们可以为相关行业提供一些建设性的建议和指导,进一步提高回转窑的工作效率和寿命,为行业的可持续发展做出贡献。
希望通过本文的研究,能够为解决回转窑在高温环境下面临的挑战提供一些有益的参考。
1.2 文章结构文章结构部分的内容如下:本文主要分为引言、正文和结论三个部分来讨论回转窑的防高温措施。
引言部分首先概述了回转窑在工业生产中的重要性,并指出了高温环境对于回转窑的影响。
接着介绍了本文的结构安排和目的。
正文部分将详细探讨高温环境对回转窑的影响,并分析了回转窑防高温措施的重要性。
具体包括回转窑在高温环境下的性能损失和热应力的影响,以及防高温措施在提高回转窑工作效率和延长使用寿命方面的作用。
结论部分将总结回转窑防高温措施的有效性,总结这些措施对于减轻高温对回转窑的影响以及提高生产效率的重要性。
同时,展望回转窑防高温措施的发展方向,探讨可能的改进和创新。
通过这样的结构安排,本文将全面介绍回转窑防高温措施的重要性和有效性,帮助读者更好地理解并应用于实际生产中。
1.3 目的文章目的:本文旨在探讨回转窑在高温环境下所面临的问题,并提出相应的防高温措施。
通过分析高温环境对回转窑的影响以及在此背景下采取防高温措施的重要性,旨在帮助读者深入了解回转窑的防高温需求,并为相关行业提供有效的技术指导。
回转窑瓦温高原因及处理方案

回转窑瓦温高原因及处理方案一转眼,十年的方案写作经验就在指尖溜走了,今天咱们就来聊聊回转窑瓦温高这个让人头疼的问题。
先不说别的,咱们直接进入主题。
一、原因分析1.窑体结构不合理有些回转窑在设计之初,就没有充分考虑到瓦温过高的问题,导致窑体结构不合理。
比如说,窑体过长、直径过小,或者是窑衬材料选择不当,都会导致热量在窑内积聚,进而引发瓦温过高。
2.窑内物料分布不均物料在窑内分布不均匀,会导致热量在局部区域积聚,使得瓦温升高。
这主要是因为配料不当、窑速不稳定等原因造成的。
3.窑内气氛异常回转窑内的气氛异常,如氧气含量过高或过低,也会导致瓦温过高。
氧气含量过高,会使得燃烧速度加快,热量无法及时散出;氧气含量过低,则会导致燃烧不充分,热量在窑内积聚。
4.窑尾冷却效果不佳窑尾冷却效果不佳,会导致热量无法及时从窑尾排出,使得瓦温升高。
这可能是由于冷却水系统故障、冷却风系统故障等原因造成的。
5.窑内耐火材料老化随着使用时间的延长,窑内的耐火材料会逐渐老化,导致热量无法及时传导到窑体外,使得瓦温升高。
二、处理方案1.优化窑体结构针对窑体结构不合理的问题,需要对窑体进行改造,如缩短窑体长度、增大直径等。
同时,选用合适的窑衬材料,提高热量传导效率。
2.调整物料分布通过优化配料方案、调整窑速等手段,使得物料在窑内分布均匀,降低瓦温。
3.调整窑内气氛根据实际情况,调整氧气含量,使得燃烧充分,热量能够及时散出。
同时,注意控制窑内气氛的稳定性。
4.改善窑尾冷却效果修复冷却水系统、冷却风系统等故障,确保窑尾冷却效果良好。
可以考虑增加冷却装置,如增设冷却塔等。
5.更换窑内耐火材料定期检查窑内耐火材料的使用情况,发现老化、破损等问题及时更换,确保热量能够及时传导到窑体外。
三、实施与监控1.制定实施计划根据上述方案,制定详细的实施计划,明确责任人和完成时间。
2.监控瓦温变化在实施过程中,实时监控瓦温变化,发现问题及时调整方案。
4.持续改进根据实际情况,不断调整和优化方案,持续改进生产过程。
回转窑窑况的原因及处理

回转窑窑况的原因及处理大倾角皮带因预热器溢料而造成破损故障现象:预热器入口处溢料,导致皮带停止运转而电机正常运转,皮带与头、尾轮产生磨擦。
原因分析:1. 预热器料位计上限位故障。
2.设备保护系统失灵。
3. 岗位工与中控工责任心不强。
预防及解决措施:1. 岗位工与中控工要勤沟通,掌握当班生产计划及每次上料所需的时间。
2. 上料时岗位工要对所辖区域内的设备进行监护,防止预热器入口处溢料。
3. 上岗时,岗位工与中控工一旦发现皮带机不转时,要立即停机,并及时通知调度室,以防止皮带与头、尾轮磨擦产生损坏,造成重大生产事故。
窑体弯曲出现刮、卡现象原因:1. 在停窑初期,窑内温度较高未及时转窑。
2. 烘窑时,遇到雨天或雪天,造成窑体受热不均。
3. 停窑后长时间不转窑。
4. 因停电,设备故障或不按操作规程进行操作导致回转窑突然停转,石灰石集中在下部,局部高温。
影响:1. 窑位窜动,影响窑头、窑尾密封。
2. 窑体受力不均,震动大易损坏传动机构。
3. 易损坏托轮。
防止及处理方法:1. 停电时,及时启动备用电源转窑(15min以内),防止回转窑停转时间过长。
2. 烘窑时,如遇到雨天或雪天应立即启动辅传转窑,使窑筒体受热均匀。
3. 通常弯曲的凸向部分在下。
如弯曲不大,可将窑筒体弯曲部分向上,稍停片刻加热弯曲部分的筒体。
温度较高时,需慢转窑几周后,再使弯曲的凸向部分停在上方。
如此反复进行,直至基本复原为止。
4. 如果筒体弯曲较大,拖轮与轮带有较大间隙,电机无法启动,应考虑大修处理。
5. 严格按操作规程进行标准化操作。
结圈原因:1. 石灰石中小粒灰石比例大,杂质含量多(SiO2、FeO3、Ali2O3、粉尘)。
2. 操作不当,工艺参数不合理,致火点后移、煅烧带伸长使液相过早出现。
3. 高温状态下带料停窑。
4. 窑温、窑速、给料量不匹配,造成物料在高温区域内停留时间过长。
5. 煤气质量差、发热植低、压力波动大,煤气在窑内未充分燃烧,导致煤气在窑尾和预热仓室内继续燃烧。
回转窑托轮瓦温升处理及发热原因

回转窑托轮瓦温升处理及发热原因回转窑托轮瓦在工作中温升是一种常见的现象,引起的原因比较多,如果处理不及时,就可能造成严重的后果。
笔者在回转窑工作多年,成功处理了多次托轮瓦温升现象,总结出一些较为实用的经验。
处理托轮瓦温升的工器具回转窑托轮瓦温升,有时来得很突然。
要面对这种突发性的热工现象,临时找工器具是非常麻烦的,找的时间长了,可能会错过处理温升的最佳时期,造成严重的后果。
所以回转窑的窑中岗位要准备好处理托轮瓦温升的一些专用工器具,并单独放置在窑中主减机稀油站润滑室内。
所需专用工器具如下:①一桶与托轮瓦用油相符的润滑油,重量约170kg.现在托轮瓦润滑用油品种比较多,各厂家不尽相同。
有的用中负荷齿轮油N460、N680,有的用美孚636,还有的用HF托轮油,但不论用哪种油,要准备好一桶与托轮瓦用油相符的润滑油。
②两个干净的小空油桶,容量15kg.小油桶选择用0号锂基脂的空油桶。
篦式冷却机干油泵用的0号锂基脂油桶,现场非常多,选择两个带盖的,用柴油清洗干净。
③1个托轮瓦加完油的空油桶,容量170kg.④两个带嘴油桶,容量15kg.⑤12号铁丝5kg及1把钢丝钳。
⑥内径Ф20mm的胶皮管5m.处理托轮瓦温升的预案突然出现托轮瓦温升现象,现场处理不要慌张,要按照一定的程序来应对,这就需要有事先准备好的预案。
现场当班人员按照预案规定,来处理托轮瓦温升现象,就会有条不紊。
处理托轮瓦温升的预案如下:1.现场组织:①现场统一由当班班长组织。
②班长迅速组织人员,快速采取降温措施。
③班长要头脑冷静,保持与中控室联系。
④注意现场人员安全第一。
⑤如托轮瓦温升在短时间降不下来并有上升趋势,马上通知车间及设备管理人员。
⑥车间及设备管理人员不论在什么时间,接到现场通知,要迅速赶到现场,指导托轮瓦降温工作。
2.降温措施:当回转窑运行中某一托轮瓦的运行温度,在短时间内升幅较快且还有上升趋势时,快速采取以下应急措施:①打开排水量②各挡轮带与托轮接触面加强润滑。
回转窑托轮轴瓦温升的原因和快速处理
回转窑托轮轴瓦温升的原因和快速处理回转窑托轮轴瓦温升的原因和快速处理一、回转窑托轮轴瓦温升的原因1.摩擦磨损回转窑托轮与轴瓦之间的接触面积大,且长时间高速旋转,容易产生摩擦磨损,导致托轮和轴瓦表面产生高温。
2.润滑不良回转窑托轮与轴瓦之间需要涂抹润滑油脂,以减少摩擦和磨损。
但如果润滑不良,或者使用的润滑油脂质量不好,也会导致托轮和轴瓦表面过度摩擦,从而产生高温。
3.过度负荷如果回转窑托轮所受负荷过大,也容易导致其表面温度升高。
这可能是由于回转窑生产过程中出现了异常情况或者设备维护不当等原因所导致的。
4.环境温度高环境温度对回转窑托轮和轴瓦的表面温度也有影响。
如果环境温度过高,将会导致托轮和轴瓦表面温度升高,从而产生高温。
二、快速处理1.检查润滑系统润滑不良是回转窑托轮和轴瓦温升的主要原因之一。
因此,在发现托轮和轴瓦表面温度升高时,应首先检查润滑系统是否正常运行。
如果发现问题,应及时更换润滑油脂或维修设备。
2.减少负荷如果回转窑托轮所受负荷过大,应立即停机检查设备,并尽可能减少负荷。
这可以通过调整生产计划、更换设备或者增加设备数量等方式实现。
3.降低环境温度如果环境温度过高,可以通过增加通风量、使用降温设备等方式来降低环境温度。
这将有助于降低回转窑托轮和轴瓦的表面温度。
4.更换材料在某些情况下,可能需要更换材料来解决回转窑托轮和轴瓦的温升问题。
例如,可以选择耐高温、耐磨损的材料来制造托轮和轴瓦,以提高其耐用性和稳定性。
5.定期维护定期维护是保持回转窑托轮和轴瓦正常运行的重要措施。
在生产过程中,应按照设备使用说明书的要求进行维护和保养,及时更换易损件,并对设备进行检查和调整。
总之,回转窑托轮和轴瓦的温升问题需要及时处理,以确保设备正常运行。
在处理过程中,应根据具体情况采取相应措施,同时加强设备维护和保养工作。
回转窑托轮轴瓦温度过高原因及处理方法

摘 要 :回转窑托轮轴 瓦发热是一种常见问题 , 会影响到回转窑的运转 率。论述 了托轮轴瓦发热原因及处理措施。
关 键 词 :托瓦发热 ; 处理措施 ;回转窑
中图分 类号 :T Q 1 7 5 . 6 5 3
文献标 识 码 :A
文 章编 号 :1 6 7 3 — 7 7 9 2( 2 0 1 4 )0 3 — 0 0 2 4 — 0 2
处 理措施 : 检 查液 压轮 的调速 阀 、 节流 阀 开度 和 油 缸 的密封 圈 。
2 常 见 的托 轮 轴 瓦 发 热 案例 及 处 理 措 施
1 )因润滑 油 引起 的托轮 轴瓦 发热 托 轮 轴瓦润 滑 油 达 到换 油 标 准 而 未换 油 , 引起
润滑 油黏 度降低 、 或 油质 乳化 、 或 油 内含 有 粉 尘 杂 质
托 轮轴 瓦长 时 问使 用 , 瓦 和轴 的接 触 角 度 越 来
第3 9 卷 第3 期
2 0 1 4年 6月
硪
与 不 度
8 )托 轮轴 瓦刮 研 引起 的轴 瓦发热
・ 2 5・
越大 , 同时 瓦 口与轴 的接触 间隙 也越来 越 小 , 小 到一
原 因及 处理 措施 进行 了论 述 。
当液压挡 轮上行速 度慢且不均匀 , 而下行 速度 偏
快时 , 形 成了 向下 的轴 向推 力 , 此 推 力也 可使 托 轮 轴 与 瓦之 间产生 相对 挫 动和 摩擦 。当 一个 托 轮止 推 盘
和轴 瓦端部接触 间隙小时 , 便会 出现轴瓦 发热现象 。
o p e r a t i o n r a t e.Th i s pa pe r i n t r o d u c e s t he c a us e s o f o v e r — t e mp e r a t ur e a nd c o r r e s p o nd i n g t r e a t me nt
回转窑托轮瓦高温应急预案01

预案制造分厂重海制[2010] 01号回转窑托轮瓦高温应急处理预案回转窑托轮瓦温度受窑工况影响较大,在窑内窑皮不均匀的情况下,个别托轮受力增大,造成温度急剧上升,严重影响窑系统的稳定运行。
当出现此类托轮瓦高温情况时,通过工艺调整来改善是一个缓慢的过程,为此,必须紧急对托轮进行调整以速度改善托轮的受力,降低托轮瓦温度,确保设备安全。
为此,制定托轮高温应急处理措施如下:托轮瓦出现高温时,必须采取相应措施来延缓温度上升的速度,为托轮的调整赢得时间。
相关岗位应做如下工作:一、中控操作人员:1、当托轮瓦温度55度上升速度快时(1分钟上升1-2度,并且还在上升),应降低窑速3rpm以下,并密切关注托轮温度变化情况做窑速调整;2、立即通知分厂调度、维修人员、润滑人员、电气人员,并要求现场确认,汇报流程见附件1;3、若经现场确认为推力板发热,则根据情况开启或停止液压挡轮油站;4、结合现场情况,紧急情况下有权立即停车;5、在技术人员进行调窑过程中,密切监控托轮瓦温度及液压挡轮压力变化情况。
二、现场巡检人员:1、现场确认托轮温度与中控显示值是否吻合,确认托轮发热位置;2、检查确认托轮油位、淋油状况是否正常,冷却水是否正常;3、填写托轮瓦温度监测表格(附2);4、架设轴流风机进行强制冷却。
三、润滑人员:根据现场情况准备润滑油品(CKD-460),对托轮瓦进行淋油强制冷却。
四、维修人员:1、将调窑所需工具送到现场(发热托轮瓦处)(工具列表见附3);2、松开发热托轮座地脚螺栓;3、夜间需架设照明灯具;4、根据专业技术人员的指令进行窑的调整。
五、分厂调度:1、督促和协调各工段按照分工进行各项准备工作;2、通知相关技术人员现场确认和调窑。
原则上处理此类托轮瓦高温问题时仅为应急处理,在保证安全的前提下不确保液压挡轮压力。
调整过程中严密注意各托轮瓦温度及液压挡轮压力的变化情况,若问题严重则必须停机处理。
二〇一〇年七月二十六日附件1汇报流程1、当托轮油池温度达55度、托轮瓦达50度,通知分厂值班长和维修值班人员;2、当托轮油池温度达57度、托轮瓦达52度,汇报分厂设备分管领导;3、托轮油池温度达58度、托轮瓦达54度,汇报设备保全处领导;4、托轮油池温度达60度、托轮瓦达55度,汇报公司设备分管领导.附件2工具及材料表序号名称规格单位数量备注1 手持测温仪把 12 手电筒把 13 分体式千斤顶100t 台 24 顶座件 25 大锤18磅把 26 六角冲击扳手85、75 把各27 开口冲击扳手75 把 28 百分表0-5mm 块 29 白平布米 110 破布Kg 511 润滑油L-CKD460 L 10012 油石块 213 油盆只 114 长嘴油桶只 215 汽油Kg 1016 记号笔或石笔支 217 钳工工具套 1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回转窑瓦温高原因及处理方案回转窑瓦温升高原因及处理方法回转窑托轮瓦在工作中温升是一种常见的现象,引起的原因比较多,如果处理不及时,就可能造成严重的后果。
这个月因为窑生产出现设备事故,新换了凸轮和两片瓦,在生产磨合阶段又碰到了瓦轴温度高并出现凸轮轴发出异响的现象,请教了江西玉山南方水泥,湖州南方水泥的同仁,感谢你们的不吝赐教。
特将这段时间学习的资料整理了一下。
让需要的同事一块学习,共同提高!照片名称:IMG1019111001照片名称:IMG1019124500处理托轮瓦温升的工器具:回转窑托轮瓦温升,有时来得很突然。
要面对这种突发性的热工现象,临时找工器具是非常麻烦的,找的时间长了,可能会错过处理温升的最佳时期,造成严重的后果。
所以回转窑的窑中岗位要准备好处理托轮瓦温升的一些专用工器具,并单独放置在窑中主减机稀油站润滑室内。
所需专用工器具如下:①一桶与托轮瓦用油相符的润滑油,重量约170kg.现在托轮瓦润滑用油品种比较多,各厂家不尽相同。
有的用中负荷齿轮油N460、N680,有的用美孚636,还有的用HF托轮油,但不论用哪种油,要准备好一桶与托轮瓦用油相符的润滑油。
②两个干净的小空油桶,容量15kg.小油桶选择用0号锂基脂的空油桶。
篦式冷却机干油泵用的0号锂基脂油桶,现场非常多,选择两个带盖的,用柴油清洗干净。
③1个托轮瓦加完油的空油桶,容量170kg.④两个带嘴油桶,容量15kg.⑤12号铁丝5kg及1把钢丝钳。
⑥内径Ф20mm的胶皮管5m.处理托轮瓦温升的预案突然出现托轮瓦温升现象,现场处理不要慌张,要按照一定的程序来应对,这就需要有事先准备好的预案。
现场当班人员按照预案规定,来处理托轮瓦温升现象,就会有条不紊。
处理托轮瓦温升的预案如下:降温措施:当回转窑运行中某一托轮瓦的运行温度,在短时间内升幅较快且还有上升趋势时,快速采取以下应急措施:①打开排水量②各挡轮带与托轮接触面加强润滑。
③浇油,换油降温。
④用测温枪测量轴面,看轴瓦的温度和表面油膜情况。
如有突出发热点,且轴温在70℃以下,还有较完整的油膜,则继续浇淋新油,排出旧油。
同时吹压缩空气或轴流风机降温。
⑤如整个托轮温度较高,可向托轮下面的水槽内加水降温,水面浸托轮边缘100mm为宜。
⑥如果是轴肩或止推圈相贴且温度高,可改变液压挡轮运行状态、方向;或停掉液压挡轮。
⑦整个降温过程轮带与托轮的接触面要保持润滑,托轮表面均匀涂抹3号锂基脂。
⑧托轮轴面淋注新油不能长时间停顿,要求冷却循环水量充足,不断地用压缩空气降温,水槽内注水并循环,直至轴面温度和油温都恢复正常。
⑨降温过程中可维持窑速和喂料量。
照片名称:IMG1019111001照片名称:IMG1019111002照片名称:IMG1019111003照片名称:IMG1019124400照片名称:IMG1019130300照片名称:IMG1019125800照片名称:IMG1019124500照片名称:IMG1019111001照片名称:IMG1019111002照片名称:IMG1019111003照片名称:IMG1019124400照片名称:IMG1019124500照片名称:IMG1019125800照片名称:IMG1019130300当某一托轮轴面温度超过70℃,或轴面有干涩发热点,已丧失正常完整的油膜,或长时间降温轴瓦温度却有上升趋势时,应采取以下应急措施:①立即止料、降低窑速。
②继续采取上述降温措施,并加大浇淋新油力度及循环水外排力度。
③降温过程严禁停窑。
④逐渐减少窑头喂煤量。
问题严重时,停止窑头喂煤。
⑤通知车间及设备管理人员快速赶到现场,及时查找引起托轮瓦温升的原因,进行降温处理。
几种引起托轮瓦温升的原因及处理措施:1.常见的轴瓦温升原因及处理措施:①因润滑油引起的托轮瓦温升。
托轮瓦润滑油长时间不换或保养不到,引起润滑油黏度降低、或油质乳化、或油内含有粉尘杂质等,都能引起轴瓦发热。
处理的最好办法就是定期更换新油,并加强托轮轴瓦的保养力度。
②托轮漏油及润滑装置脱落引起的轴瓦温升。
因托轮轴密封不好,漏油严重,使油位降低,或润滑油勺脱落引起轴瓦温度升高。
处理的措施是:搞好托轮密封,更换密封圈,紧固润滑勺。
③因循环水不畅、量少或内部循环水管积垢或渗水造成的轴瓦温升。
循环水不畅或量少容易引起轴瓦发热。
当托轮内部循环水管老化产生漏水时,破坏了润滑油的黏度,使油质恶化。
轴瓦温升。
处理的措施为:酸洗循环水管,去除内部油污杂质;更换损坏的内部水管。
目前水泥厂常用的酸洗方法为槽式酸洗法,一般操作顺序为:脱脂-水冲洗-酸洗-水冲洗-中和-钝化-水冲洗等。
④因瓦口间隙小引起的轴瓦温升。
托轮轴瓦长时间使用,瓦与轴的接触角度越来越大,同时瓦口与轴的接触间隙也越来越小,小到一定程度,润滑油不能进入轴瓦的底部进行润滑,引起轴瓦温升。
处理措施是:发现瓦口间隙较小,应及时修理,重新开瓦口,一般瓦口的间隙为。
2.轮带引起的轴瓦温升及处理措施:①轮带与托轮表面受力集中引起的轴瓦温升。
托轮与轮带在正常受力的情况下,其接触面光亮色泽程度应是一致的,轮带上无明显的纵向明暗条纹。
若出现明暗条纹,光亮的一侧则表明轴承座的轴瓦受力偏大,反之另一侧偏小。
若在轮带暗条纹处出现与托轮脱离接触缝隙,且暗条纹面积较大时,则托轮瓦将出现温升现象。
处理措施是:将托轮慢慢调整,使轮带与托轮的接触面达到规定要求,一般60%以上。
②轮带与筒体垫板的间隙大引起的轴瓦温升。
根据轮带的受力分析显示,回转窑筒体在350~380℃工作温度下,轮带受高温的影响,在轮带的垂直方向变形位移量最大。
即在载荷的作用下,轮带的最高点向下移,轮带的最低点向上移,轮带被压变形,类似于一个平放的椭圆。
当轮带与筒体垫板磨损严重,轮带与垫板之间的间隙过大时,轮带的变形椭圆度加大。
当轮带的椭圆度超过2D‰时,就容易引起托轮轴瓦温升。
同时,当轮带与筒体垫板的间隙过大时,若轮带两侧筒体出现较大的温差,温度高的一边筒体刚度下降,挠度增加,与轮带的接触面随之增大,而轮带另一端的接触面则变小,轮带两端与托轮的接触面发生变化,造成托轮两边轴瓦受力不匀,也引起轴瓦温升。
处理的措施从3方面着手:一是预防。
注重筒体垫板与轮带的润滑,采用喷射专用高温润滑油,减少垫板与轮带的磨损。
二是降温。
利用窑中的筒流风机,对轮带及筒体高温处进行风冷降温,使窑体表面运行温度控制在300℃以内,轮带表面温度控制在150℃以内。
三是调整。
如果降温措施效果不好,就进行检修调整,将较大的间隙调整到最初的安装间隙。
轮带与筒体垫板的间隙,于受回转窑温度的影响,处在高温区的轮带与处在低温区的轮带间隙不一样。
如果轮带与筒体垫板的间隙没有特殊要求,一般按下列公式进行计算得出并调整。
S=aDS——间隙量,mm;a——热膨胀系数; D——窑筒体的外径,mm;t1——窑筒体热窑时的温度,℃; t2——窑筒体冷窑时的温度,℃。
3.其他原因引起的轴瓦温升及处理:①液压挡轮的运行时间引起的轴瓦温升。
回转窑液压挡轮是否正常运行,与托轮受力有很大关系。
当液压挡轮上行速度慢且不均匀,而下行速度偏快时,形成了向下的轴向推力,此推力可使托轮轴与瓦之间产生相对挫动和摩擦。
当一个托轮止推盘与轴瓦端部接触间隙较小时,便出现轴瓦温升现象。
处理的措施:迅速改变液压挡轮的运动方向。
可通过触动接触开关,强制改变液压挡轮的运动方向。
检查液压挡轮的调速阀、节流阀的开度和油缸密封圈。
正常运行的回转窑液压挡的上下行程总时间一般为8~10小时,其上下行程时间比为≤1.若下行时间较短或不足3小时,应调整调速阀或节流阀的开度,或更换损坏的油缸密封圈。
②窑筒体表面径向温差大引起的轴瓦温升。
窑筒体径向温差过大,超过100℃时,筒体发生变形。
有资料显示,Ф4m的回转窑,在350℃时,径向膨胀量为若筒体径向180°的温差超过100℃时,筒体两半圆的直径则相差,周长相差26mm,此时筒体的截面近似于鸡蛋纵截面状。
若这种现象发生在轮带附近的筒体上,则引起托轮瓦温升。
引起筒体径向温差大的原因可能是该处的耐火砖磨损量有差异,燃烧器的位置或窑皮突然脱落造成。
处理措施:及时调整窑头燃烧器的位置,并在该处用筒流风机进行降温,等挂上新窑皮后,径向温差自然消失。
③窑中心线与托轮轴线的相对偏差引起的轴瓦温升。
如果窑中心线与某一挡托轮存在偏差,出现正“八”字或倒“八”字时,回转窑筒体在上行或下行时,轮带对存在偏差的托轮,便产生了较大的轴向力。
这种轴向力作用在轴瓦上,便出现两种情况:一种是托轮止推盘与轴瓦端部紧密接触;一种是托轮轴相对于瓦产生轴向位移,使轴的运动出现了径向旋转和轴向移动,破坏了轴瓦原来的接触面,引起托轮轴瓦表面产生拉丝并温升。
出现这种现象的原因,主要是不正确的调整托轮造成的。
处理措施是将托轮慢慢调整到原来的位置,并严格遵循调整托轮的原则:托轮调整一定要成对调整,不可一对托轮只调其中的一个;托轮调整应该掌握所调整的对数是最少的对数,调整角度也应是最小的角度;以托轮顶丝的旋转角度控制托轮的移动量,每次调整顶丝只许旋转45°~90°;严禁将一对托轮调成“八”字形。
凸轮的受力分析:筒体中心线斜度4:100;冷端筒体L<;热端L<;其余L<8D;L<32D称为短窑;(1#窑382t)防止束颈现象采用轮带、垫板结构;垫板滑移量/2π=垫板厚度齿圈啮合顶隙=+(2~3)mm;转速0~/min 1#窑4360 L总膨胀量=177mm;冷端148;热端29 2#窑3650 L总膨胀量=148mm;冷端127;热端21 膨胀系数≈米/米δT 运转后于驱动,产生轮带表面切线方向圆周力,使轮带与托轮接触表面处产生弹性变形而引起的弹性滑动,从而减小一部分摩擦力。
回转窑托轮调整法则:仰手法则面对窑筒体所要调整的方向,握手,手心向上,大拇指与窑体中心线一致,并指向窑体所需要调整的方向,使四指的方向与窑体回转方向一致,然后根据窑的转向选用左手或右手,在选定的手上沿着四指的中间关节连成一条直线,即是托轮中心线所需调整的歪斜方向。
运转中调整托轮注意事项:1.力求保持窑筒体中心线为一直线,即吃力大的托轮要远离中心线,各托轮受力均匀的原则。
2.为保护齿轮啮合,不轻易调整3号托轮,首选2#墩托轮,其次1#墩托轮,再次是3#;3.向外退油壶时,可先退油壶定位调节螺栓,再松开地脚螺栓。
运转5~10分钟后,检查调整螺栓与油壶底座间隙是否贴紧。
注意地脚螺栓松开程度不宜过大。
调整时要保持托轮歪斜方向一致,不允许八字型、S型等;且每次调整量不宜过大,一般在450~900,最多不超过1800为宜,;调节螺栓节距4mm调整时,尽量保持两侧托轮中心线总距不变,以免筒体中心线抬高或降低。