干燥机记录表
《干燥箱使用及维护记录表》

仪器型号:仪器编号:所在房间:负责人:年月
□
□正常
23
□
□正常
24
□
□正常
25
□
□正常
26
□
□正常
27
□
□正常
28
□
□正常
29
□
□正常
30
□
□正常
31
□
□正常
日期
开始时间
结束时间
使用温度(℃)
使用内容
清洁
使用人
使用情况
备注1□ຫໍສະໝຸດ □正常2□
□正常
3
□
□正常
4
□
□正常
5
□
□正常
6
□
□正常
7
□
□正常
8
□
□正常
9
□
□正常
10
□
□正常
11
□
□正常
12
□
□正常
13
□
□正常
14
□
□正常
15
□
□正常
16
□
□正常
17
□
□正常
18
□
□正常
19
□
□正常
20
□
□正常
21
□
□正常
22
干燥失重检测原始记录表

干燥失重检测原始记录
检品名称
批号
规格
批量
检测日期
检品来源
检验依据
环境
室温/℃
相对湿度/%
仪器设备及试剂试液
烘箱型号
烘箱编号
天平型号
天平编号
检验操作要求
操作方法:取经过筛处理的待测物1g 左右,置于105℃条件下干燥至恒重的称量瓶中,将称量瓶中待测物平铺成厚度不超过5mm 的薄层,疏松物质铺成不超过10mm 的薄层,精密称定。
将称量瓶置于预先升温至105℃的烘箱中,瓶盖半盖于瓶上,烘干2h 后取出置于干燥器中30min ,放冷后精密称定。
按照需要确定是否进行平行试验。
称量瓶恒重
恒重时间
供试品1#
供试品2#
称量瓶首次恒重时间 称量瓶重量/ g 称量瓶重量/ g 恒重时间
称量瓶重量/ g
称量瓶重量/ g
加样称量
称重时间
称量瓶+样品重量
/ g
称量瓶+样品重量/
g
样品干燥恒重
样品首次 恒重时间 恒重后总重量 恒重后总重量 恒重时间
恒重后总重量
恒重后总重量
结果计算与判定
计算公式:干燥失重% =
12
1M M M M --×100%。
式中: M0—恒重的称量瓶重量,g ;M1—干燥前样品+称量瓶重量,g ;M2—干燥后样品+称量瓶重量,g 。
标准要求:干燥失重限度值:
供试品1#干燥
失重供试品2#干
燥失重
结果判
定
□符合规定□不符合
规定。
颗粒干燥生产记录

颗粒干燥生产记录
编号:
生产日期: 年 月 日
产品名称
代码
规格
批号
理论量
生产指令单号
操作要求
执行情况
操作人
QA
生 1、 个人卫生、工衣着装符合要求 产 2、 是否有生产指令、岗位 SOP 前 3、 清场合格证是否在效期内 检 4、 设备、工具、用具、容器应完好洁净 查 5、 状态标志符合要求
清场结果
清场人
干燥后颗粒 清 工器具
置整粒间 置工器具洗涤间
符合[ ]不符合[ ] 符合[ ]不符合[ ]
设备 场 现场
清洁 SOP 岗位清洁 SOP
符合[ ]不符合[ ] 符合[ ]不符合[ ]
设备及现场状态标志
更换
符合[ ]不符合[ ]
清场时间
年 月 日 时 分 清场结论:合格[ ] 不合格[ ]
6、 计量器具校验合格证是否在效期内
1、是□ 否□ 2、是□ 否□ 3、是□ 否□ 4、是□ 否□ 5、是□ 否□ 6、是□ 否□
7、 核对物料名称、批号、数量、合格标志
7、是□ 否□
设备名称
设备编号
设备型号
生产能力
热风循环烘箱
度
实际温度
结束时间
设备名称
设备编号
设备型号
生产能力
沸腾干燥制粒机
生
锅次
干 开始时间 产 燥 进风温度
操
物料温度 沸腾状态
作
结束时间
编号
干 皮重(kg) 颗 毛重(kg) 粒 净重(kg)
称 收得量(kg) 共
桶,
kg。
量 记 颗粒收率=
烘箱烘干能力验证记录表格
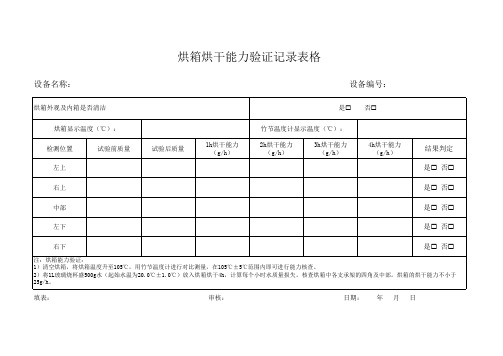
注:烘箱能力验证: 1)清空烘箱,将烘箱温度升至105℃,用竹节温度计进行对比测量,在105℃±5℃范围内即可进行能力核查。 2)将1L玻璃烧杯盛500g水(起始水温为20.0℃±1.0℃)放入烘箱烘干4h,计算每个小时水质量损失。核查烘箱中各支承架的四角及中部。烘箱的烘干能力不小于 25g/h。
填表:
审核:
日期: 年:
设备编号:
烘箱外观及内箱是否清洁
是 否
烘箱显示温度(℃):
检测位置
试验前质量
左上
试验后质量
1h烘干能力 (g/h)
竹节温度计显示温度(℃):
2h烘干能力 (g/h)
3h烘干能力 (g/h)
4h烘干能力 (g/h)
结果判定 是 否
右上
是 否
中部
是 否
左下
是 否
右下
是 否
干燥机日常点检表

年
月
日
永刚塑料制品有限公司
ቤተ መጻሕፍቲ ባይዱ点检项目 名称
点检内容
点检规则 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
实际温度是否有偏差
设定温度± 10°C
电扇转动有无杂音
无
烘 是否有静电
无
料
斗 电源开关是否灵敏
灵敏
过虑器有没清理
热风回收是否有连接 上
每次换料时 必须清理
连接
点检人签名
审核人签名 表单编号:FM-T-012 V1 备注:1、以上点检项目中第三区(点检内容)必须对照第四区(点检规则)点检,如有:超出规范内的必须立即停机修理。
2、正常状态的用(OK)表示,异常情况的用(×)表示,如有异常但已修复OK的用(√)表示。
确 认:
审 核:
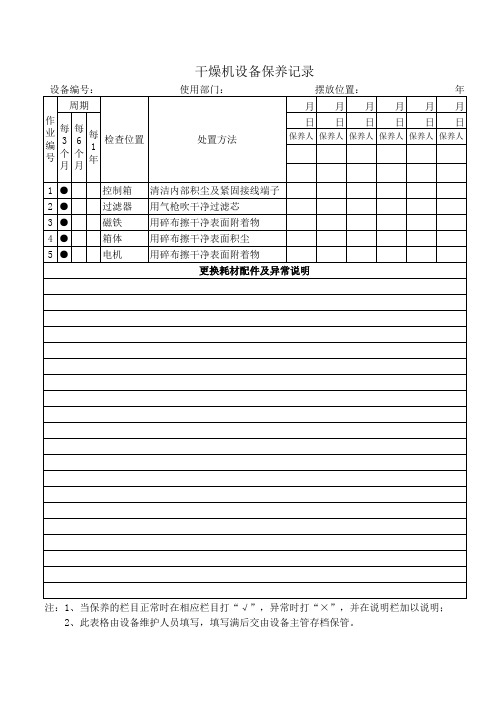
干燥机设备保养记录
周期
作
业 编 号
每 3 个 月
每 6 个 月
每 1 年
检查位置
干燥机设备保养记录
使用部门:
摆放位置:
年
处置方法
月月月月月月 日日日日日日
保养人 保养人 保养人 保养人 保养人 保养人
1● 2● 3● 4● 5●
控制箱 过滤器 磁铁 箱体 电机
清洁内部积尘及紧固接线端子 用气枪吹干净过滤芯 用碎布擦干净表面附着物 用碎布擦干净表面积尘 用碎布擦干净表面附着物
更换耗材配件及异常说明
பைடு நூலகம்
注:1、当保养的栏目正常时在相应栏目打“√”,异常时打“×”,并在说明栏加以说明; 2、此表格由设备维护人员填写,填写满后交由设备主管存档保管。
第八章红木干燥过程中数据记录表

第八章红木干燥过程中数据记录表格
干燥窑操作记录表(全自动)
干燥窑序号:开始时间:结束时间:树种:
此表用于红木干燥窑窑内环境参数的跟踪,一般每隔1小时记录一次数据。
必须观察判断设定的理想温度、平衡含水率与窑体内实际的偏差值。
注意:1、窑体内的实际温度可以比设定的理想温度低3-5℃,亦可超过理想温度1-2℃。
如果超过以上的两种偏差,必须及时检查加热管的阀门和电动阀是否正常工作。
2、窑内的实际EMC可以比设定的理想EMC高3-5%,亦可低于理想EMC低1-2%。
如果超过以上的两种偏差,必须及时检查喷蒸管的阀门和电磁阀是否正常工作。
(经验所知:红木干燥的执行过程中,实际温度一般情况下都比理想设定的低或稍微高一点点。
而实际的EMC比理想的设定值都高,除了中间处理、终了处理以外)。
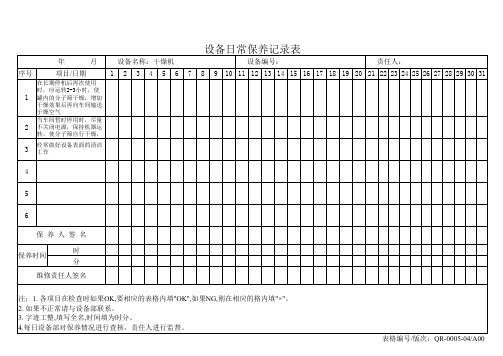
干燥机设备日常保养记录表
年
月
设备名称:干燥机
设备编号:
责任人:
ห้องสมุดไป่ตู้
序号
项目/日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
在长期停机后再次使用
时,应运转2-3小时,使
1 罐内的分子筛干燥,增加
表格编号/版次:QR-0005-04/A00
干燥效果后再向车间输送
干燥空气
当车间暂时停用时,尽量
2 不关闭电源,保持机器运
转,使分子筛自行干燥,
3
经常做好设备表面的清洁 工作
4
5
6
保养人签名 时
保养时间 分
维修责任人签名
注:1. 各项目在检查时如果OK,要相应的表格内填"OK",如果NG,则在相应的格内填"×"。 2. 如果不正常请与设备部联系。 3. 字迹工整,填写全名,时间填为时分。 4.每日设备部对保养情况进行查核,责任人进行监督。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备名 称:
项目
真空干燥机
序 号
部位
设备型号:CGGZ
设备编号:GZJ-XL-001
负责人:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 设备表面及内部
清
2 电控箱
扫
3 电子管箱
4 变压器箱
1 液压油箱
注 油
3 气动三联件
Байду номын сангаас
4 减速机
1
罐体门盖,观察 窗盖
2 铜带
3
加热回路连接螺 丝
点
检
4 电子管冷却系统
5 气压表
6 气动管路
备注:
相应人员进行维护后均应在相应格内打“√”,每月维护保养做好记录.月初交办公室备案.并领用下月设备维护保养点检记录单. 办公室对维护保养记录情况进行抽查核实.若未能按要求填写或者虚假填写.相应维护人员将被考核.(考核罚款视情况而定)当月生效.