第二节 工艺
大衣的缝制工艺
⑤锁眼:将过面朝上,在过面及上层嵌线上锁横向平眼四 个。
⑥固定嵌线:将过面与暗门襟嵌线摆正,掀起过面,在每 两个扣眼的中间,把两层嵌线车缝三道来回针加以固定。缝 线要紧靠嵌线根部,因此,车缝时略有不方便,缝线长度于 1cm,如图7-14 ( d)所示。
下一页 返回
第一节男风衣的缝制工艺
四、男风衣的主要部件
(1)面料:前片2片,后片2片,前袖片2片,后袖片2片, 过面2片,底领、翻领面各1片,底领、翻领里各1片,袖 牌面2片,斜插袋嵌线2片,斜插袋垫袋2片,里袋嵌线2片, 里袋垫袋2片。
(2)里料:前片2片,后片2片,前袖片2片,后袖片2片, 暗门襟嵌线1片,袖牌里2片。
上一页 下一页 返回
第一节男风衣的缝制工艺
⑦加固三角:摆平过面与暗门襟贴边,用手针将三层布料 攘在一起。然后用套结机在三角处打套结加固,如图7-14 (e)所示。
(3)合过面。将前片夹里与过面合缉,下端到距下摆净线 2cm处止。熨烫时上部缝份都倒向夹里,只在距缉线止点 2cm处以下劈缝烫,如图7-15所示再用珠边机沿前片夹里 边缘车缝一道装饰线,如图7-16所示。
(4)做里袋。做里袋的方法与做面上斜插袋的方法相同, 区别在以下方面。首先,里袋袋口的位置接近水平状态,后 袋角提高2cm;其次,在里袋垫袋的中央位置有一个纽撵, 要按图7-17所示做好,根据合适的长度剪断,先缉缝在垫 袋正面合适的位置;最后,里袋的单牙宽0. 8~1cm,袋口大 小为14cm左右,而斜插袋单牙宽为2. 5~3cm,袋口大小 为16~18 cm。二者都是采用“一片嵌线加一片垫袋”的 单牙挖袋工艺来制作。根据设计需要也可在袋口的周围缉缝 0. 1cm的明线。完成后如图7-18所示。
工艺流程

PEB回收塔从不可回收的双环化合物如二苯甲烷和二苯乙烷中,分离可回收利用的组分,主要是二乙苯、丁苯和三乙苯。PEB回收塔的操作要求是控制PEB在塔釜残油中含量最少,同时限制馏出物中双环化合物的量。
PEB回收塔在真空下操作。此塔的再沸器使用高压蒸汽,塔顶冷凝器TT-1114产生低低压蒸汽。PEB塔再沸器是用泵循环、抑制汽化的设计,目的是为了获得好的操作弹性和稳定的沸腾状态。从PEB塔回流罐MS-1112来的塔顶凝液用PEB回流泵PP-1112A/S既作为回流送至塔顶,又作为精制循环PEB送至转烷基化反应器。塔釜的出料作为吸收塔的贫油,被PEB塔釜泵PP-1113A/S送至苯乙烯单元的尾气吸收系统。在残油进储罐之前,其可以被PEB残油冷却器TP-1120冷却。一小股泵出口的塔釜物料经TP-1120冷却再经过PEB残油过滤器GF-1138A/S,用作PP-1113A/S的净化冲洗。PEB回收塔的尾气经PEB塔尾气冷凝器的冷却水进一步冷凝,同时PEB塔真空泵PV-1129提供了塔的真空。
转烷基化反应器的进料是苯和PEB的混合物,操作的比例是苯比PEB质量比2.0。循环PEB与苯混合并在转烷基化反应器TT-1102进料加热器中被高压蒸汽加热。当催化剂是新的时,转烷基化反应进料温度期望大约在190oC。渐渐地随着转烷基化反应催化剂活性下降,入口温度会提高到220oC,这是最高的循环温度。
在精馏单元,未反应的苯,PEB和重组分从烷基化和转烷基化反应器出料中分离出来以生产EB产品。EB单元内的精馏单元共有5个塔,其中4个可以由其塔顶馏出物冷凝(放热)而产生可用的蒸汽。
苯回收塔(AS-1101)从烷基化和转烷基化反应器出料中回收苯。经过苯回收塔精馏后的液苯将给烷基化和转烷基化反应器系统进料。苯回收塔的塔釜液给EB回收塔进料。在EB回收塔的塔顶可得到精馏后的高纯度乙苯。EB回收塔的塔釜液给PEB回收塔进料,PEB回收塔可以从重组分中分离出PEB和其他更高级的烷基苯。纯净的PEB馏出物给转烷基化反应器系统进料,PEB回收塔的塔釜液将作为苯乙烯单元的贫油吸收剂,最终作为燃料油焚烧。为了移除在反应器中产生的和进料带来的水和少量的烃(碳氢化合物)组分,还提供了一个轻组分塔。轻组分浓缩后和苯乙烯单元排放气一起通入苯乙烯单元的尾气吸收系统最终进入氢气压缩机或作为苯乙烯单元的蒸汽加热炉燃料。
生化工艺 第七章 典型产品生产工艺 第二节有机酸的生产工艺
第七章
典型产品生产工艺
第一节 抗生素生产工艺 第二节 有机酸生产工艺 第三节 氨基酸生产工艺 第四节 啤酒生产工艺 第五节 其他产品的生产工艺 第六节 发酵过程经济评价
第二节 有机酸的生产工艺
有机酸发酵工业是生物工程领域中的一个重要且较 为成熟的分支,在世界经济发展中,占有一定的地位。有 机酸在传统发酵食品中早已得到广泛应用,以微生物发酵 法生产且达到工业生产规模的产品已有十几种。
(2)柠檬酸的提取 从柠檬酸发酵液制备结晶柠檬酸一般 包括三个步骤:
①去除菌丝和其它固形物得到滤液; ②用各种物理和化学方法处理滤液,得到初步纯化的柠 檬酸溶液; ③初步纯化的柠檬酸溶液经精制后浓缩得到结晶柠檬酸。
第二节 有机酸的生产工艺
柠檬酸的提取方法有五种:钙盐法、溶剂萃取法、 电渗析法、液膜法和逆向渗透法。
表7-1 一些常用发酵法生产的有机酸的来源和用途
有机酸名称 柠檬酸 乳酸
来源
黑曲霉、酵母等 德氏乳杆菌、赖氏乳杆菌、米根菌等
用途
食品工业和化学工业的酸味剂、 增溶剂、缓冲剂、抗氧化剂、除 腥脱臭剂、鳌合剂、纤维媒染剂、 助染剂等 食品工业的酸味剂、防腐剂、还 原剂、制革辅料等
醋酸 葡萄糖酸
衣糠酸 苹果酸
用微生物发酵法生产有机酸,以代替从水果和蔬菜等 植物中提取有机酸,是近年来由于社会及市场的需要而开 发出的方法。由于食品、医药、化学合成等工业的发展, 有机酸需求骤增,发酵法生产有机酸逐渐发展成为近代 重要的工业领域。
第二节 有机酸的生产工艺
一、有机酸的来源与用途
柠檬酸、乳酸、醋酸、葡萄糖酸、衣糠酸和苹果酸等有 机酸是重要的工业原料,在食品工业、化学工业等领域有重 要的作用。在现代有机酸的生产过程中,发酵法生产有机酸 占有重要的地位,表7-1是一些常用发酵法生产的有机酸的 来源和用途。
3-2第二节 干制原料的涨发工艺

• • • • 一、干制原料涨发的概念 二、干制原料涨发的工艺流程 三、干制原料的涨发方法 四、干制原料涨发的基本要求
一、干制原料涨发的概念
• 1干制品---是指新鲜烹饪原料经过干制后的 产品。
• 干料具有的特点:干 硬 老 韧 • 2干制原料涨发也称干料泡发,就是 用不同的加工方法,使干制原料重新 吸收水分,最大限度地恢复其原有的 形态和质地,同时去除原料中的杂质 和异味,便于切配、烹调的原料加工 方法。
泡发还可以和其他发料方法配合使用,如猴 头蘑、莲子、海参、鱼翅等涨发需先泡, 以免干料煮、焖、蒸发后破裂。泡发时应 不断更换热水,以保持水温。夏天泡发水 温可适当低些。适用于冷水浸发的干料, 也可用热水泡发。 ②煮发。是将干料放在水中,在火上加热, 使水温保持在沸点状态下(这时水分子热 运动速度达到最大值,强力地向干料体内 渗透),促使原料加速吸水的一种涨发方 法。对体大厚重和特别坚韧的原料,如熊 掌、海参、牛蹄筋、大鱼翅等,还需适当 保持一段微沸状态。
• 燕窝因采集时间不同可分为三种: • 1、白燕:古代曾列为贡品,故又称宫燕; 2、毛燕; • 3、血燕。燕窝的营养较高,含50%蛋白质, 30%糖类和一些矿物质。是中国传统名贵 食品之一。 • 燕窝主要成分有:水溶性蛋白质、碳水化 合物;微量元素:钙、磷、铁、钠、钾及 对促进人体活力起重要作用的氨基酸(赖 氨酸、胱氨酸和精氨酸)。
例3 黄花菜
• 但鲜黄花菜中含有一种“秋水仙碱”的物 质,它本身虽无毒,但经过肠胃道的吸收, 在体内氧化为“二秋水仙碱”,则具有较 大的毒性。所以在食用鲜品时,每次不要 多吃。由于鲜黄花菜的有毒成份在高温60 度时可减弱或消失,因此食用时,应先将 鲜黄花菜用开水焯过,再用清水浸泡2个小 时以上,捞出用水洗净后再进行炒食,这 样秋水仙碱就能破坏掉,食用鲜黄花菜就 安全了。
聚酯生产工艺
聚酯生产工艺 (2)第一章聚酯生产概况 (2)第一节涤纶生产的历史 (2)第二节涤纶生产工艺路线 (3)第三节涤纶改性及聚酯新品种 (3)第二章聚酯合成基础知识 (4)第一节高聚物的基本概念 (4)第二节缩聚反应 (6)第三节高聚物的性质 (11)第四节聚合反应工程简介 (12)第三章聚酯生产的原料及辅助料 (13)第一节对苯二甲酸 (13)第二节乙二醇 (14)第三节二氧化钛 (15)第四节催化剂 (15)第四章聚酯合成原理 (16)第一节聚酯合成的主反应 (16)第二节聚酯合成的化学平衡 (17)第三节聚酯合成反应动力学 (20)第四节聚酯合成的副反应 (22)第五节聚酯合成的催化剂 (24)第五章聚酯生产原料的配制 (26)第一节PTA的卸料、贮存和输送 (26)第二节催化剂溶液的制备 (28)第三节PTA-EG浆料的配制 (29)第四节二氧化钛悬浮液的配制 (30)第六章聚酯生产工艺过程 (32)第一节聚酯生产的工艺方法 (32)第二节聚酯生产工艺条件的选择 (34)第三节聚酯生产工艺过程的控制和调节 (37)第四节聚酯生产工艺过程的计算 (39)第七章聚酯熔体的切片和包装 (41)第一节聚酯熔体的输送 (41)第二节聚酯熔体的挤出能力 (42)第三节聚酯切片生产的工艺过程 (43)第四节聚酯切片的输送与脱水分离 (43)第五节聚酯切片的贮存和包装 (45)第八章聚酯装置的操作方法 (46)第一节聚酯装置的开车准备 (46)第二节聚酯装置的开车 (50)第三节聚酯生产上学运行操作 (51)第四节聚酯装置的停车操作 (52)第九章 聚酯生产的副产物及其综合利用 (53)第一节 聚酯生产副产物概述 (53)第二节 乙二醇回收 (53)第三节 聚酯废料的回收和利用 (55)第十章 聚酯生产辅助装置 (56)第一节 热媒加热系统 (56)第二节 溴化锂制冷装置 (58)第三节 仪表压缩空气和过滤器清洗 (60)第十一章 聚酯生产公用工程及废水处理 (62)第一节 水 (62)第二节 电 (63)第三节 汽和气 (64)第四节 废水处理 (64)第十二章 聚酯生产中间产品及最终产品的测试分析 (66)第一节 中间控制主要项目的测试分析 (66)第二节 中间产品主要项目的测试分析 (67)第三节 成品项目的测试分析 (67)第十三章 安全生产知识 (69)聚酯生产工艺第一章 聚酯生产概况聚酯是由二元或多元醇和二元或多元酸缩聚而成,在大分子主链上含有酯键〔〕C O O --的一大类高聚物的总称。
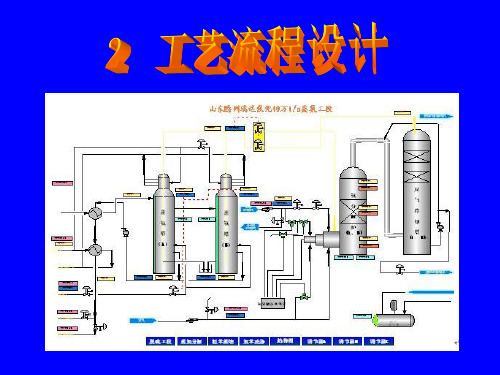
工艺流程设计
图幅:国家有关标准规定,一般采用A0、A1、A2、A3、A4 图幅,工程图一般为A2或A3,施工图一般为A0、A1、A2、 A3、A4图幅。A3幅面不允许单独竖放,A4幅面不允许横 放,A5幅面不允许单独存在。各种图纸幅面的短边和长边分 别用B和L表示,其幅面代号和相应尺寸见下表
幅面代号
A0
A1
A2
2、作工艺物料流程图(物料衡算图)
方法一、在原方框图上物料衡算一步算
100kg
原料
切碎
98kg 1000kg
浸煮
水
(×××kg) 900kg
渣
过滤
浓缩
85kg
干燥
成品
方法二、流程主体设备画出 3、作带控制点的工艺流程图(图2—4 )。 图样包括四部分内容:
A.图形 将各设备的简单形状按工艺流程次序,展示在
A3
A4
B×L a c e
841×1189 594×841
10 20
420×594 25
297×420 210×297
5 10
图幅代号 A0 尺寸代号 B×L(宽×长)=841mm×1189mm 不留装订边时 e(图幅边线与图框边线的距离)=20mm,留装订边时装订边a(图幅边线与 图框边线的距离)=25mm,其余三边c(图幅边线与图框边线的距离) =10mm;
例:图2—4
P —1
01 a、b
混合液泵
④其它代号符号及标注说明(设计院有标准,国家没有统一标准)
PL — 工艺液体
T—温度
PG — 工艺气体
P—压力
LS — 低压蒸汽
F—流量
SC — 蒸汽冷凝水
L—液体
CW— 循环上水
I —指示
工艺物料流程图
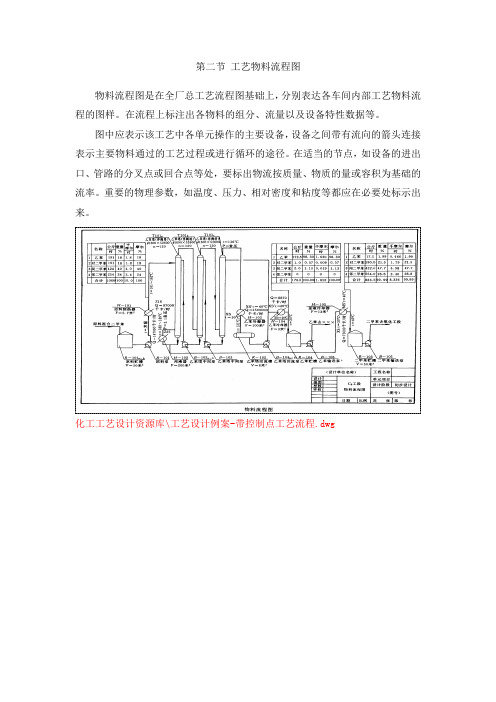
程的图样。在流程上标注出各物料的组分、流量以及设备特性数据等。
图中应表示该工艺中各单元操作的主要设备,设备之间带有流向的箭头连接表示主要物料通过的工艺过程或进行循环的途径。在适当的节点,如设备的进出口、管路的分叉点或回合点等处,要标出物流按质量、物质的量或容积为基础的流率。重要的物理参数,如温度、压力、相对密度和粘度等都应在必要处标示出来。
化工工艺设计资源库\工艺设计例案-带控制点工艺流程.dwg
第二节 钢管施工工艺

第二节钢管施工工艺一、钢管安装工艺流程原水管线部分和设计点以后钢管单管部分施工采用单工作面流水推进作业,在设计点之间区段,两根管道前后错开一根钢管的长度同时施工。
测量放线→沟槽开挖→运输、铺筑轨道→钢管材料及内外防腐涂装→吊装设备就位→钢管管吊装入槽→待装管顶升对中→清口套胶圈涂润滑油→钢管焊接→内拉法安装→接头试压→进行下一节管道安装→测量复核→接头→沟槽回填→钢管砂浆内防腐层。
二、沟槽开挖及施工准备监理控制要点1、设计点位以后单管线钢管部分,采用机械开挖人工清底。
沟槽开挖按下图所示。
确定管沟上口宽,下底宽,焊接部位的工作坑(1.0m×1.2m)机械开挖,人工修整如图示。
钢管双管道施工征地范围内,管沟开挖下底设计宽度,上口设计宽度。
沟槽开挖前,由现场技术员进行测量放线,然后由工程部组织人员进行复核合格后方可进行土方开挖。
管沟开挖时采取分层开挖,开挖范围内的上层地表耕作土单独堆放在最外侧,管道施工完毕后再恢复到原地表位置。
下层土壤开挖时分层厚度一般不超过2米,在农田中开挖遇坑壁稳定性较差时,采取钢板桩等支撑等方式保持沟槽的稳定。
2、管道基础的处理在原水管道部分地层基础较好,原管沟表层平整后可直接作为管道基础。
钢管双管道部分设计段,原土层为粘土层,开挖时不扰动原状土情况下可不做垫层;在设计段点段,和D点以后段管道基本在农田中,主要是淤泥质粘土段,在原土上铺200mm厚粗砂垫层。
部分靠近溪流小河等地段管线,地下水比较丰富地层主要主要是含水率较高的淤泥质粘土,或其他土质条件较差地段,采用先铺一层竹排,再铺200mm厚粗砂垫层。
三、钢管材料及内外防腐涂装监理控制要点钢管材料为Q235B级热轧钢板,同一牌号、同一炉号、同一等级、同一品种、同一尺寸、同一交货状态,组成一个验收批次,每批重量不超过60T。
质保资料齐全、合格证,熔练分析表及力学性能试验表均达到GB 700-88《碳素结构钢》要求,锈蚀程度达到要求。
《化工设计》工艺流程设计
德士古(GE)水煤浆气化概略流程
煤
磨煤机
气化炉
混合器 旋 风 分 离 器
煤浆泵
锁斗
废渣
第二节 工艺流程设计
水洗塔
合成气
酸气
蒸 发 热 水 塔
渣水
例3-4 苯乙烯制取过程:反应器之间穿插着分离单元操作, 未反应完的物料重新回到反应器。
乙烯 苯
乙烯:苯=1:5
①
烷
苯乙
① 国内外生产方法及工艺流程; ② 原料来源及产品应用情况; ③ 试验研究报告; ④综合利用及三废处理; ⑤生产技术的先进水平; ⑥安全技术及劳动保护措施; ⑦ 设备的大型化及制造、运输情况; ⑧ 基本建设投资、产品成本、占地面积; ⑨ 水、电、汽、燃料及主要基建材料的用量及供应; ⑩ 厂址、地质、水文、气象等资料;工厂环境与周围的情况。
H
0 298
41.19kJ
/
mol
温度的影响:
压力对平衡无影响,但 加压变换比常压变换有以下优点:
(1)可以加快反应速率和提高催化剂的生产能力,加压下变换催化剂 的空速比常压下大一倍以上。采用加压流程的催化剂用量少,可降低 成本。
(2)由于干原料煤气的摩尔数小于干变换气摩尔数,加压比常压变换 后再压缩变换气的能耗低15~30%。
(3)湿变换气中的蒸汽冷凝温度高,有利于能量的回收利用。
加压变换缺点:
对设备腐蚀加重,且必须使用中压蒸汽。
2、变换工艺流程设计
变换反应分段进行,段间降温以达到高转化率
变换反应是剧烈的放热反应,随着反应的进行气体温度不断升高, 但最适宜反应温度则是随着变换率的增高而逐步降低的。因此,为 了提高变换率,使反应能在最适宜温度下进行,必须不断移走反应 热,使温度随反应进行不断降低以提高转化率。 其次,催化剂本身耐热性有一定限度(活性温度上限),为防止 催化剂层超温也必须及时移走反应热。 因此在两段反应器之间冷却降温,然后进行下一段反应。
工艺流程图
反应热 溶解热 4470 6116
某硫酸厂能量流程图
三、工艺流程图
1 、方案流程图的作用及内容
方案流程图用于初步设计时的方案讨论;也是物料 流程图、施工流程图设计的基础。 内容: 表达从化工原料到目标产品的工艺过程及该过程中 使用的设备。 (1)设备— 用示意图表示生产过程中所使用的机器、设 备;标注设备位号、名称。 (2)工艺流程—用带箭头的图线及文字(用代号)表示 从工艺原料到目标产品的工艺过程。
相同设备序号 :只画出一台时,应全部标出如:V408AB 标注位置:设备正上方(下方),水平排列整齐。 设备内或近旁。 2艺管道的画法和标注
1、管道的图示 一般只画工艺物料管道和与工艺有关的一段辅助物料 管道。 管道用粗实线表示,箭头表示物料流向,并在物料线的 起点或终点标注物料名称及来源、去向。 管道流程线要用水平和垂线画,不允许用斜线,转弯时, 一律画成直角;管线交叉处,其中一条线断开画。
图形符号
细实线,直径10 检测点 水平管道 垂直管道 设备
仪表安装位置不同,所用图形符号也不同。
仪表安装位置的图形符号
安装位置
就地安装 集中盘面 安装 就地盘面安装
图形符号
安装位置 就地安装 (嵌在管道中)
集中仪表盘 背面安装 就地仪表盘 背面安装
图形符号
仪表号
烟气610
热损610 原料矿 98 空气16 电1293
排楂322 排水 13108
排水 9697
排水 热损410 20646
尾气 466 热损98 成品240
热损447
热损5349 热损16
原料 车间
熔烧 车间
净化 车间
干燥 车间
转化 车间
成品 车间
印刷工艺流程
印刷工艺流程目录第一节印刷工艺流程图 (2)第二节印刷工艺流程 (2)一、印刷流程 (2)二、印刷工艺 (9)三、印刷要素 (13)四、印刷品制作过程 (13)第三节印刷过程控制标准化 (15)一、印前信息流、数据流的标准化 (15)二、显示器、扫描仪标准化 (16)三、打样的标准化 (18)四、版房控制标准化 (22)五、印刷环境标准化 (23)六、印刷耗材(纸张、油墨)标准化 (23)七、水墨平衡(润版液)标准化 (24)八、印刷介质标准化 (26)九、专色油墨标准化 (30)第一节印刷工艺流程图第二节印刷工艺流程一、印刷流程印刷分为三个阶段:印前→指印刷前期的工作,一般指摄影、设计、制作、排版、输出菲林打样等;印中→指印刷中期的工作,通过印刷机印刷出成品的过程;印后→指印刷后期的工作,一般指印刷品的后加工包括过胶(覆膜)、过UV、过油、啤、烫金、击凸、装裱、装订、裁切等,多用于宣传类和包装类印刷品。
印刷是一种对原稿图文信息的复制技术,它的最大特点是,能够把原稿上的图文信息大量、经济地再现在各种各样的承印物上,可以说,而其成品还可以广泛的流传和永久的保存,这是电影、电视、照相等其它复制技术无法与之相比的。
印刷品的生产,一般要经过原稿的选择或设计、原版制作、印版晒制、印刷、印后加工等五个工艺过程。
也就是说,首先选择或设计适合印刷的原稿,然后对原稿的图文信息进行处理,制作出供晒版或雕刻印版的原版(一般叫阳图或阴图底片),再用原版制出供印刷用的印版,最后把印版安装在印刷机上,利用输墨系统将油墨涂敷在印版表面,由压力机械加压,油墨便从印版转移到承印物上,如此复制的大量印张,经印后加工,便成了适应各种使用目的成品。
现在,人们常常把原稿的设计、图文信息处理、制版统称为印前处理,而把印版上的油墨向承印物上转移的过程叫做印刷,这样一件印刷品的完成需要经过印前处理、印刷、印后加工等过程。
(一)原稿的选择与分析(或设计)原稿是印刷完成图像复制过程的原始依据,一般为实物或载体上的图文信息,若原稿种类不同,必须用不同的制版和印刷方法,以使印刷品忠于原稿,将原稿的文字,图像色调,能迅速而忠实的大量复制。
化工设计概论第二章
第二节 工艺流程的设计
工艺流程设计是工艺设计的核心,它 通过工艺流程图的形式,形象地反映化 工生产由原料输入到产品输出的过程, 其中包括物料和能量发生的变化,物料 的流向以及生产中所经历的工艺过程和 使用的设备仪表等。
第二节 工艺流程的设计
工艺流程设计的主要任务
( 1)确定生产流程中各个过程的具体内容, 顺序和组织方式,操作条件,控制方案,确定 “三废”治理方案,确定安全生产措施,达到 加工原料以制得所需产品的目的。 (2)在工艺流程设计的不同阶段,绘制不 同的工艺流程图。
wt% kgmol/h mol%
1 2 合 计 1 温 度
2
3 4
压 力
密 度 黏 度
二、工艺物料流程图的绘制
(5)物流变化和物流表 对于物料发生变化的设备,要从物 料管线上画一个引出线,并于引出线端用 列表的形式表示物料的组成、名称、质量 流量(kg/h)、质量百分数、摩尔流量 (kmol/h)。 物料的某些工艺参数,例如物料温 度、压力等可在流程线旁注明。
一、方框流程图(Block Flowsheet)
绘制要求:矩形框用细实线,用粗实线加箭头表示出主要物 流方向,并加上必要的文字注释。
硫酸 氧化铜 滤液
反应
过滤
母液
结晶
离心
产品
生产硫酸铜的方框流程图
生产聚甲醛的方框流程图
一、方框流程图和工艺流程草图
2、工艺流程草图
在方框图流程图的基础上,将各个工序过 程换成设备示意图,进一步修改、完善可得到 工艺流程草图。
三、管道及仪表流程图
(PID)
piping and instrument diagram
作用:为设备布置、管道布置设计提供依 据;为设备布置、管道布置及仪表控制等 施工安装提供依据;它是施工安装的指导 性文件。 要求:表示出全部工艺设备、物料管路、 阀件、设备的辅助管路以及工艺和自控仪 表的图例、符号等。
第一章-织造工艺设计与质量控制的内容与依据

证在贮存、销售过程中的实际匹长不小于公称匹长。 • 规定匹长=公称匹长+加放布长 = 公称匹长×(1+加放率) • 加放率(又称放码率、自然缩率及放码损失率) • 加放率通常包括:折幅加放率、布端加放率、开剪拼件加放等
• 二、幅宽 公称幅宽是指工艺设计的织物标准幅宽。单位为厘米。 织物幅宽常根据织物用途、客户要求及设备条件来确定。 • 三、经纬纱密度 公制密度(根/10cm)=3.937×英制密度(根/英寸) 英制密度(根/英寸)=0.254×公制密度(根/10cm)
ቤተ መጻሕፍቲ ባይዱ
四、经纬纱细度
• (一)细度指标
• 1、特数Tt(tex)——在公定回潮率时,每1000米长纱线的重量克 数。
股线特数的表示:14tex×2,13tex×3,16tex18tex
• 2千、米公数制。支数N股m线—支—数在的公表定示回:潮2率8/时2公,支每,103090/3克公重支量纱线的长度的
• 3、英制支数Ne——在公定回潮率时,每1磅重纱线的长度有多少个 840码,纱线即为几英支。
织机、片梭织机生产工艺
第二节 工艺设计的主要依据
• 工艺设计的主要依据是原纱条件、织物规格。 • 原纱条件包括原料名称、纤维混纺比例、原料等级、纱线特数、
纺出标准干重、纱线捻向、捻系数、单纱强度等。 • 织物规格主要包括幅宽、匹长、经纬纱细度、经纬纱密度。 • 一、匹长 • 公称匹长——是指工艺设计的织物标准匹长。 • 规定匹长——即折布成包后的实际匹长,其中包括加放布长,保
股线的英制支数表示和计算方法同公制支数。
• 4、旦尼尔D——在公定回潮率时,9000米长纱线的重量克数。
• (二)特数、英制支数的换算
• 1、纯棉纱线:
生产工艺流程设计

才能产生。 进行方案比较首先要明确判据。 进行方案比较的基本前提是保持原始信息不变
。设计者只能采用各种工程手段和方法,保证 实现工艺规定的操作参数。
[例2-1] 用混酸硝化氯苯制 备混合硝基氯苯
第三节 工艺流程图
把各个生产单元按照一定的目的要求有机地组合 在一起,形成一个完整的生产工艺过程,并用图 形描绘出来,即是工艺流程图。
第二节 工艺流程设计
一、工艺流程设计的任务 工艺流程设计的主要任务包括两个方面: 一是确定生产流程中各个生产过程的具体内容、
顺序和组合方式,到达由原料制得所需产品的目 的; 二是绘制工艺流程图,要求以图解的形式表示生 产过程中,当原料经过各个单元操作过程制得产 品时,物料和能量发生的变化及其流向,以及采 用了哪些化工过程和设备,再进一步通过图解形 式表示出化工管道流程和计量控制流程。
资料搜集与整理的内容?
第一节 生产方法和工艺流 程的选择
2.生产设备类型与制造厂商调研 设备是完成生产过程的重要条件,是确定技术
路线和工艺流程时必然要涉及到的因素。
在搜集资料过程中,必须对设备予以足够重视 。对各种生产方法中所用的设备,分清国内已 有定型产品的、需要进口的及国内需重新设计 制造的三种类型,并对设计制造单位的技术力 量、加工条件、材料供给及设计、制造的进度 加以了解。
施工流程图
作用
表达化工工艺流程和所需的设备、机器、管道、 仪表、阀门等管件。
是在方案流程图的基础上绘制的,是设备布置图 、管道布置图的设计依据,也是施工安装的依据 ,并指导工艺操作。
〔一〕比例与图幅 方向:由左向右 图幅:多用A0图纸,常横放;A1用在画简单
的小流程中。不宜加长加宽。 比例:不按比例,设备按1:100〔或1:50〕
机械制造工艺学第1章1

原有基准、附加基准
工件的定位应解决两方面的问题 :
1) “定与不定”
2) “准与不准”
1、自由度 一个在空间处于自由状态的物体具有六个自由度:
移动自由度 转动自由度 沿X、Y、Z轴的移动: X、、 Y Z 绕X、Y、Z轴的转动
工件的六个自由度
2、六点定位原理 定位,即限制自由度。用合理设置的6个支承点,限制工件 的6个自由度,使工件在夹具中的位置完全确定,即工件定 位的“六点定位原理”。
一个
图1–1 阶梯轴
工序号
表1-2 大批大量生产的工艺过程
工 序 内 容 铣两端面,钻两端中心孔* 车大外圆及倒角 设备 铣端面钻中 心孔机床 车床 I 车床II 专用铣床 钳工台
工步是为分解 复杂工序和计 算机加工时间 而划分的
1 2 3 4 5
两个(复合工步)
两个 车小外圆、切槽及倒角 三个 一个 铣键槽
例:
工序号 1 2 3
表1-1 单件小批生产的工艺过程 工 序 内 容 车一端面,钻中心孔*; 调头,车另一端面,钻中心孔 车大外圆及倒角;调头,车 小外圆、切槽及倒角 铣键槽、去毛刺 设备 车床I 车床II 铣床
图1–1 阶梯轴
工序号
表1-2 大批大量生产的工艺过程
工 序 内 容 铣两端面,钻两端中心孔* 车大外圆及倒角 车小外圆、切槽及倒角 铣键槽 去毛刺 设备 铣端面钻中 心孔机床 车床 I 车床II 专用铣床 钳工台
3、工件定位中的几种情况
工件各自由度的限定与否是相对定位元件而言的,限定越多 越复杂。
1)完全定位 指工件的六个自由度全部被限制。
考虑工件形状、加工方法、加工要求,并不是所有情况下都需 要限制工件的全部自由度。 2)不完全定位(部分定位):约束点数=所需限定的自由度数
工艺流程的确定、操作说明及工艺论证
一般主车间工艺设计程序
工艺流程示意图(需工艺论证) →物料衡算等工艺计算 →设备选型,工艺流程草图 →车间布置设计 →生产工艺流程流程图
P39
⒈生产工艺示意图 定性表明原料变产品路线、顺 序、应用过程及设备。 用简单设备流程图或工艺流程 图表示。
第二节 工艺流程的确定、操作说明及工艺论证 一.确定工艺流程注意事项:
⒈原料性质 ⒉国家标准、产品规格 ⒊工艺流程最好采用自动化、机械化、连续化 ⒋非标准流程须经中试批准后,才能确定: 新技术: 小试→中试→投产鉴定→设计 ⒌对生产工艺进行论证,说明工艺流程、工艺条件是 最合理、最科学的。
二.工艺流程设计步骤
③ 管道上取样口、放空口、排液管、液封管等应全部
画出。
④管道标注:每段管道上都有相应标注。 横向管道 :标注管线上方; 竖向管道 :标注管道左方; 标注位置不够:引线标注。
标注位置
管路标注
物料代号 管段序号 50-AM-0103 → 车间(工段)号
AM-0103-57×3.5 →
管径 /公称直径 壁厚 介质流向
物料代号以大写英文词头表示
空气 水 饮用水 软水 AR W DW SW
生活污水 蒸气 高压蒸汽 WW S HS
标注内容及方式:
管号 设备号 工段号 管材代号 外径尺寸 壁厚尺寸
3212-B108×4
物料代号
管道公称直径
管道序号
100GW-2003
简便:管道标注用W-φ89×4或φ89×4即可。 B-DN32
发酵罐
F-301L
发酵罐
设备上管口一般不画,若画用单线表示。 某些设备可适当缩小或放大比例,如离心泵。
工艺流程设计
C6H6:Tb=353.1k
C6H12 : Tb=353.9k
苯与环己烷很难分离,因此采取氢气过量,苯完全反应。
c 反应的浓度效应(浓度对主付反应速率的影响) d 分离循环费用
4)反应的转化率
a 转化率和所需反应时间的关系
b 各种转化率下的产品分布
c 反应系统和分离系统的设备价格
ⅱ)精馏塔工艺参数的确定
(7) 最后还要设法将混酸贮存于贮槽中供硝化用。
盐
实验室溶盐过程
冷水计量罐 盐
蒸汽
化盐罐
中间储罐
冷凝水 排污
盐液泵
生产车间
工业化生产流程
2. 根据生产方法,确定主要以及辅助化工过程及设备 (以蒸馏过程为例)
(1) 进料方式,泵送还是靠位压; (2) 进料是否需要预热,涉及设 置预热器问题; (3) 塔底蒸馏釜的考虑; (4) 塔底残液的排除与贮存问题; (5) 塔顶蒸汽的冷凝及回流分布; (6) 塔顶蒸汽冷凝液的冷却和贮 存。
一、工艺流程设计的原则
1、保证产品的质量要求; 2、尽量采用成熟的、先进的技术和设备; 3、尽量减少三废排放量,有完善的三废治理措施,
减少或消除对环境的污染,并做好三废的回收和
综合利用;
4、确保安全生产,以保证人身和设备的安全;
5、尽量采用机械化和自动化,实现稳产,高产。
二、工艺流程设计的任务
1、确定由原料到成品的各个生产过程及顺序。 即说明生产过程中物料和能量发生的变化及流
水洗
碱洗
变换反应: CO + H2O
CO2 + H2
水洗
碱洗
CO2 + H2O
CO2 + NaOH
第二节 工艺美术运动
工艺美术运动不是一种特定的风格,而是多种风格并存,从本质上来说,它
是通过艺术和设计来改造社会,并建立起以手工艺为主导的生产模式的试验。
工艺美术运动的主要人物大都受过建筑师的训练,但他们以莫里斯为楷模, 转向了室内、家具、染织和小装饰品设计。
马克穆多本人是建筑师出身,他的组建的“世纪行会”集合了一批设
第三章 现代艺术设计前奏
第二节 工艺美术运动
水晶宫-1851年国际博览会
作为工业革命的发源地,英国在1851年,由维多利亚女王和他的丈
夫阿尔伯特亲王发起组织了世界上第一次工业产品博览会。会上展出
了各种工业产品(包括传统手工业产品)一万余件,会场便是著名的 “水晶宫”。 当时由于时间关系,博览会的主办者被迫接受了来自皇家园艺总监 约瑟夫· 伯科斯顿的救急方案——由钢铁骨架和平板玻璃组装而成的花 房式大厅。
莫里斯公司的印染工作室
莫里斯公司的彩绘玻璃工作室
典型的工艺美术运动风格的室内设计
莫里斯1865年的可 调节靠背椅,套以他 1878年的缀锦设计 “鸟”
扶手椅 莫里斯公司生 产 1865年
扶手椅
莫里斯公司生产
1890年 简化了的18世纪椅子造 型
镶嵌花砖图案 1876年 莫里斯
刺绣挂毯
莫里斯设计
红屋
红屋的室内设计
红屋内的红木 桌子和地毯 莫里斯设计
莫里斯与菲利普· 韦珀合作设计建造了“红屋成功后,他
开设了十几个工厂并于1861年成立了独立的设计事务所,
把包括建筑、家具、灯具、室内织物、器皿、园林、雕塑
等等构成居住环境的所有项目纳入业务之中,并以典雅的
色调,精美自然的图案备受青睐。
1875年,“莫里斯-马歇尔-福克纳公司”解体,一些合 伙人撤出公司,莫里斯开始独立接管业务,并将公司 更名为“莫里斯公司。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酱油的种类:酿造酱油、配制酱油和化学酱油三类。 这三类酱油有本质上的区别,制作方法不同,口味也不同。
酿造酱油——是指以大豆或脱脂大豆、小麦或麸皮为 原料,经微生物天然发酵制成的液体调味品;
配制酱油——是指以酿造酱油为主体,与酸水解植物 蛋白调味液、食品添加剂等配制而成的液体调味品。
化学酱油——也叫酸水解植物蛋白调味液。以含有 食用植物蛋白的脱脂大豆、花生粕、小麦蛋白或玉米蛋 白为原料,经盐酸水解,碱中和制成液体鲜味调味品。
提问:划线时划针为什么要紧贴导向工具?
2.切削加工(wasting techniques)是用切削 工具把坯料或工件上多余的材料去除,从而 获得所要的几何形状、尺寸和表面质量的加 工方法。(粤教)
切削注意: 第一,要有恰当的切削工具。金属材料进行切削加工,常 用手锯,台虎钳、钢锉等工具,以及车床,钻床等设备。对 木材,塑料,橡胶,玻璃,大理石,花岗岩等非金属材料的 切削加工,虽与金属材料的切削类似,但所用的刀具,设备 等也有各有特点。例如,木质的材料进行切削加工通常要用 锯子、锉刀、凿子、钌、刨和钻等工具。 第二,切削工具与材料之间要有相对运动。例如使用钻床 时,钻头旋转但材料不动。 第三,切削工具与材料要稳定或夹持妥当。例如锯条安装 于手锯上,材料夹紧在台虎钳上。 (粤教)
无论从色、香、味还是营养价值来讲,依次排列为:酿 造酱油、配制酱油、化学酱油。国家标准规定,酱油中一 个主要的营养指标——氨基酸态氮不能低于0.8克/100毫 升。而且氨基酸态氮含量越高表示蛋白质分解得越好,营 养成分也越高,味道也就越鲜。
Байду номын сангаас
• “生抽”和“老抽”
• 它们都属酿造酱油,“抽”就是提取的意思。
第七章 模型或原型的制作 第二节 工艺
长安一中 蒋建波
一、认识工艺
1.工艺的含义:
工艺是指利用工具和设备对原材料、半成品 进行技术处理,使之成为产品的方法。
我们把技术活动中的加工程序和方法称为工艺。
材料加工的目的: 就是要改变其大小、形状、外观或性质,以符合产
品所需要的设计规格。
红茶:
红茶的加工分为萎调,揉捻,发酵,干燥四个工序。萎调是 指鲜叶经过一段时间失水,使一定硬脆的梗叶成萎蔫凋谢状 态的过程,这一过程使青草味消失,茶叶清香欲现,是形成 红茶香气的重要加工阶段。发酵是红茶制作的独特工序,经 过发酵,叶中所含的茶多酚氧化成为茶红素,叶色由绿变红, 形成红茶所特有暗红色茶叶、红色茶汤。
通过分析知道同样的原材料,工艺不 同,制作出来的产品会有很大的差别。
即:同样的材料,不同的工艺,产品会不同。
2.工艺的分类 因目的和功能不通,工艺有很多种,常
见的工艺有:加工工艺、装配工艺、检测工 艺、铸造、表面处理工艺等。
常用的产品制作工艺,包括零部件加工,产品装配和 表面涂饰(表面涂饰的作用包括功能和艺术两个方面; 在功能上是保护产品,防止产品表面生锈、变色等, 在艺术上可以增加视觉效果的美感)等。
3.工艺的意义:
(1)工艺对保证产品质量,提高生产效率具有非 常重要的作用。 (2)工艺影响产品的功能,强度以及外观等方面。
二、材料的加工工艺
材料世界是一个丰富的世界,木质材料 、金属材料、塑料材料、电子材料、纸质材 料都是常见的材料。不同的材料有不同的加 工工艺。
金属材料的加工工艺
金属材料的种类也很繁多,常见的金属材料可分 为黑色金属、有色金属和特殊金属材料。不同的金属 材料具有不同的性能。
划线的一般步骤为: (1)划出基准 (2)划尺寸线 (3)划轮廓线 (4)冲眼
(1)画针:用于划出直线线痕。
操作要领:划针的头要保持锐利,划线要紧 贴导向工具(钢直尺),划线尽量一次性划 完。 (2)钢直尺:用做划直线的导向工具;用于量取材 料的尺寸、测量工具工件等。
操作要领:划线时要压紧直尺,防止发生移动。
绿茶:
绿茶的加工,简单分为杀青,揉捻和干燥三个步骤,其中关键在初 制的第一道工序,即杀青。鲜叶通过杀青,是梅的活性钝化,内含 的各种化学成分基本上是在没有梅影响的条件下,由热力作用产生 物理,化学变化,从而形成了绿茶的品质特征:滋味清新鲜醇,清 爽宜人。因工法不同,又可分为以锅炒而成的炒菁绿茶,比方龙井 、碧螺春,以及以高温蒸汽蒸煮的蒸菁绿茶,比方日本的煎茶、玉 露,前者香气浓、后者有新鲜新绿感。
• 黑色金属:黑色金属只有三种:铁、锰与 铬。而它们三个都不是黑色的!纯铁是银 白色的;锰是银白色的;铬是灰白色的。
• 有色金属:常见金属中除了黑色金属都可 称为有色金属。
• 特殊金属:包括不同用途的结构金属材料 和功能金属材料。如分别具有超导、形状 记忆、耐磨等功能的合金。
一般说来,金属材料的加工包括划线、锯割、 切削、钻孔、攻内螺纹、套外螺纹等工序。
(3)角尺:用于划出平行线或垂直线的导向工具;用于 检查挫削平面的垂直度。
操作要领:使用时要紧贴工件的一个基准面。
(4)划规:用于划出圆或者圆弧的线痕; 用于划出弧的线痕。
操作要领:划规的脚尖保持尖锐,划线 时保持中心不发生滑移。
(5)样冲:用于钻孔中心处冲出冲眼,防止钻 孔中心滑移。
操作要领:应斜看靠近冲眼部位,冲眼时冲尖对准 划线的交点或划线,敲击前要扶直样冲。
• 生抽——是以优质的黄豆和面粉为原料,经发酵成熟后 提取而成,并按提取次数的多少分为一级、二级和三级。
• 老抽——是在生抽中加入焦糖,经特别工艺制成的浓色 酱油,适合肉类增色之用。
• 相比之下,生抽的营养品质略胜老抽一筹。这样看来, 并不是颜色越深的酱油就一定越好,而是要依自己的口 味和用酱油的目的选择。
1)划线(工具:划针、钢直尺、角尺 、画规、样冲。)
划线就是在待加工的材 料上用相应的工具划出加工 部件的轮廓线或基准点和基 准线。(苏教)
画线是根据设计图纸 尺寸在待加工的材料上用 相应的工具画出要加工部 件的轮廓线或基准点。
常用的画线工具有钢 直尺、角尺、木工铅笔、 木工圆规、画针、画规、 样冲等。(粤教)
锯割(工具:铁锯、台虎 钳 材料:金属管)
对于金属材料,通常以 锯割的方式进行割断。手锯 是人工锯割的常用工具,利 用它可分割金属材料、木料 和硬塑料等。