钢锚箱制造技术总结
港珠澳大桥索塔钢锚箱耐候钢厚板焊接技术研究
港珠澳大桥索塔钢锚箱耐候钢厚板焊接技术研究发布时间:2021-06-28T16:37:15.577Z 来源:《基层建设》2021年第6期作者:华兴[导读] 摘要:本文详细介绍了采用厚尺寸耐候钢板作为母材的索塔钢锚箱的焊接特点,在港珠澳大桥青州航道桥索塔钢锚箱制造中进行了焊接工艺评定试验,根据试验结果确定了焊接材料、焊接工艺,并成功运用。
中铁山桥集团有限公司河北秦皇岛 066205摘要:本文详细介绍了采用厚尺寸耐候钢板作为母材的索塔钢锚箱的焊接特点,在港珠澳大桥青州航道桥索塔钢锚箱制造中进行了焊接工艺评定试验,根据试验结果确定了焊接材料、焊接工艺,并成功运用。
由于厚板焊接变形较大,本文对防止焊接变形的措施进行了探讨,为今后类似桥梁工程提供参考。
关键词:耐候钢;索塔钢锚箱;焊接工艺评定试验;厚板;焊接材料;焊接变形引言港珠澳大桥是由广东省牵头,粤港澳三地共同建设的特大型交通基础设施,连接香港、澳门、珠海三地,有着规模大、节段大、标准高、健康、安全、环保要求高的特点,受到三地民众、媒体和社会高度关注。
港珠澳大桥全长35.6公里,其中主体桥梁工程长22.9km,总用钢量约40万吨,主要包括三座通航孔桥(九州航道桥、江海直达航道桥和青州航道桥)、浅水区非通航孔桥及深水区非通航孔桥三大部。
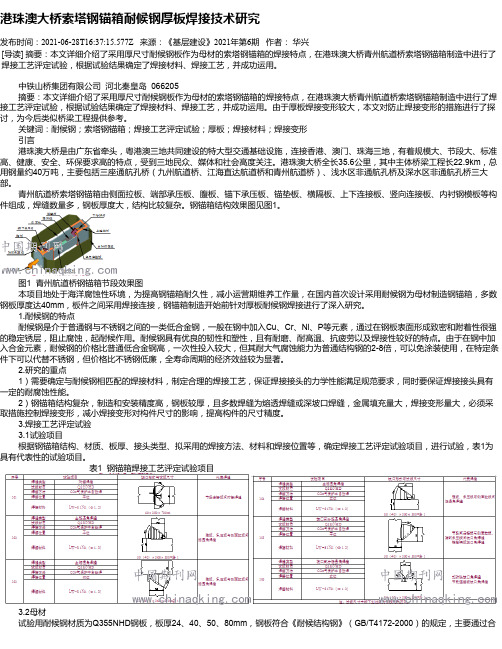
青州航道桥索塔钢锚箱由侧面拉板、端部承压板、腹板、锚下承压板、锚垫板、横隔板、上下连接板、竖向连接板、内衬钢模板等构件组成,焊缝数量多,钢板厚度大,结构比较复杂。
钢锚箱结构效果图见图1。
图1 青州航道桥钢锚箱节段效果图本项目地处于海洋腐蚀性环境,为提高钢锚箱耐久性,减小运营期维养工作量,在国内首次设计采用耐候钢为母材制造钢锚箱,多数钢板厚度达40mm,板件之间采用焊接连接,钢锚箱制造开始前针对厚板耐候钢焊接进行了深入研究。
1.耐候钢的特点耐候钢是介于普通钢与不锈钢之间的一类低合金钢,一般在钢中加入Cu、Cr、Ni、P等元素,通过在钢板表面形成致密和附着性很强的稳定锈层,阻止腐蚀,起耐候作用。
成都府河桥塔端钢锚箱制作技术(精)

ABSTRACT: Towerside steel anchor box of Fuhe Bridge in Chengdu was sectioned to specialshaped structures, as well as double anchor boxes and complicated structure form. The sections of steel tower were connected by fullsection high strength bolts. There are many manufacturing difficulties such as the quality control of the steel anchor box’ s penetration weld, precision control on anchor box’ s position and angle, and on connection with bolts between sections. According to manufacturing difficulties,the manufacturing plans for assembly line of anchor head,the steel anchor box sideassembled, optimization of penetration weld, machining on the edge of the whole sections connected by bolts were studied and determined. The plan was verfied and determined to be reasonable and feasible. KEY WORDS: steel anchor box; welding deformation; lineation; accuracy of holes
钢套箱施工技术总结
钢套箱围堰施工技术应用【摘要】本文主要讨论了钢套箱围堰技术的施工应用,利用沉井的原理,将钢套箱就位下沉到位,为承台、柱施工创造条件。
总结钢套箱制作、就位、纠偏等技术要点,并对其成本费用作出说明。
【关键词】钢套箱、沉井、纠偏、排水除土、封底砼我公司施工的二标段全部在海泊河道内,受潮汐影响较大。
施工初期现场采用型钢栈桥和型钢平台作桥梁上部结构施工支撑,由于桥梁承台基础尺寸较小且大体类似,拟采用钢套箱围堰辅助承台、立柱施工。
下面简单结合现场钢套箱使用施工情况做以总结。
一、钢套箱围堰应用情况:钢套箱围堰适用于小型结构物,水深较浅、流速小、覆盖层较薄、埋臵不深的水中基础,也可以用作修建桩基承台。
钢套箱围堰与土石围堰相比具有如下优点:1、节约填筑工程量,减少挖基数量;2、有效抵抗冲刷、减少对河流的污染;3、防洪、防冰凌,能有效抵抗上游漂浮物,安全可靠;4、相同结构型式墩台基础数目较多,钢套箱能周转使用,不失为一种工程费用低,工期短的施工方法。
二、钢套箱施工原理钢套箱施工借助沉井原理,它是以箱内挖土,清除刃脚正面阻力及内壁摩阻力后,依靠自身重力克服箱壁摩阻力后下沉到设计标高,然后经过混凝土封底,除土方式可以采分为排水开挖和不排水开挖。
三、钢套箱设计加工制作:1、制作尺寸及考虑因素1)承台大小决定钢套箱结构设计平面尺寸,考虑在本工程中主要使用于承台和立柱施工,同时满足承台模板支立;2)抽水设备和集水井设臵的需要。
3)钢套箱总高度根据施工各阶段的最高水位、抽水最高水位、渡洪最高水位及冲刷深度,钢套箱的高度应比最大水位高0.5~0.8米;4)基坑需要开挖的深度以及基底地基稳定程度(如涌水、翻砂、拱起的可能性)确定。
综合考虑以上因素,平面尺寸确定最大承台尺寸长宽边加1米制作。
现场钢套箱初拟采用高度5.5米,外缘平面尺寸采用7.2×5.6米。
2、材料选择根据施工的原理,必须具有足够的重量,使其能够克服土壤摩擦阻力下沉。
大跨径塔斜拉桥钢锚箱制造、安装关键技术
大跨径塔斜拉桥钢锚箱制造、安装关键技术摘要:钢锚箱制造、安装是大跨径塔斜拉桥施工的重要内容,其就有施工专业性强,施工难度高的特点。
规范化地开展钢锚箱制造、安装施工技术把控,能有效提升塔斜拉桥的施工质量,确保桥梁稳定与安全。
本文以佛山市富龙西江特大桥工程为例,在阐述大跨径塔斜拉桥钢锚箱制造、安装技术要点的基础上,就钢锚箱安装定位的精度控制措施展开分析,期望能进一步提升大跨径塔斜拉桥施工质量,促进桥梁工程的持续、稳定发展。
关键词:桥梁工程;塔斜拉桥;钢锚箱;施工技术斜拉桥主塔拉索锚固是将一个斜拉索的局部集中力安全、均匀地传递到塔柱的重要受力构造。
拉索锚固部分的构造与拉索如何布置、拉索根数、塔形和构造等多种因素有关,目前锚固部分应用较多的有环向预应力、钢锚梁和钢锚箱。
环向预应力是国内拉索锚固应用的传统形式,其结构形式存在预应力钢束弯曲半径小,摩阻损失计算与实际受力偏差较大,施工质量难以保证,桥塔砼开裂较多等问题,需进行桥梁的足尺模型试验来验证摩阻损失;且环向预应力径向力较大,需设置较多防崩钢筋,造成混凝土施工困难,影响施工质量。
钢锚梁组合索塔锚固结构,由索塔内壁牛腿上的钢锚梁承担平衡水平索力,混凝土塔壁仅承担竖向索力及不平衡水平索力,其优点是无需施加环向预应力,用钢量较小;缺点是钢壁板与塔壁结合部承受弯剪作用,混凝土存在局部拉应力集中问题。
钢锚箱锚固系统是由钢索塔和钢锚梁延伸出来的一种全新斜拉索锚形式,结构上锚固区整体性好,受力计算明确;构造上可有效降低桥塔内壁的受力,确保主塔的长期使用性能;且钢锚箱采用工厂化整体制作,现场吊装,施工质量易于保证,同时具备桥塔钢筋设置简单,桥塔混凝土施工质量较高等优点。
一、项目概况佛山市富龙西江特大桥全长1770.6m,主桥长为1070m,结构设计为双塔双索面大跨径斜拉桥,跨径组合为69+176+580+176+69m。
在桥梁构成层面,本桥包含两个索塔、四个塔柱,在每个塔柱上布置斜拉索,斜拉索数目为26对;第 1对斜拉索由于竖向角度较大,直接锚固在混凝土底座上,其余 2~26 对斜拉索锚固在钢锚箱上。
宁波象山港公路大桥斜拉索索塔钢锚箱焊接技术
宁 波 象 山港公 路大 桥斜 拉 索 索塔 钢 锚 箱 焊 接 技术
胡 海清 阮家顺 徐
( 船 重 型 工程 有 限 公 司 , 汉 武 武
杨
401) 3 45
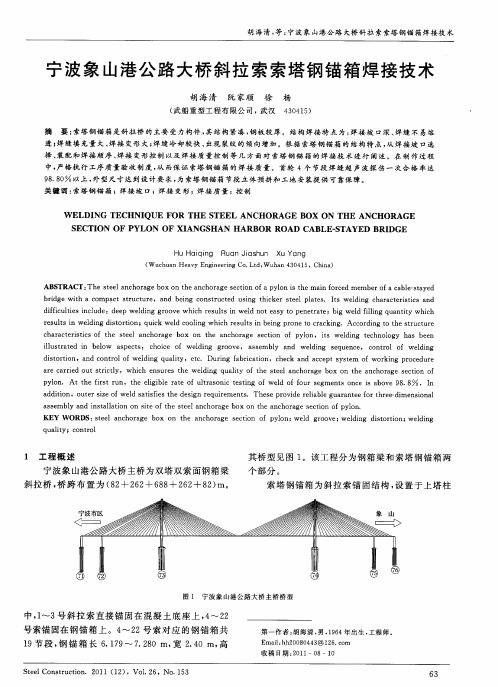
摘 要 : 索塔 钢 锚 箱是 斜 拉 桥 的 主要 受 力 构 件 , 结 构 紧 凑 , 板 较 厚 。结 构 焊 接 特 点 为 : 其 钢 焊接 坡 口 深 、 缝 不 易熔 焊 透 ; 缝 填 充 量 大 、 接 变形 大 ; 焊 焊 焊缝 冷 却 较 快 、 出现 裂纹 的倾 向增 加 。根 据 索塔 钢 锚 箱 的 结 构 特 点 , 焊 接 坡 口选 从 择 、 配 和 焊 接 顺 序 、 接 变 形 控 制 以及 焊 接 质 量控 制 等 几 方 面对 索 塔 钢 锚 箱 的焊 接 技 术进 行 阐述 。在 制 作 过 程 装 焊 中 , 格 执 行 工 序 质 量 验 收 制 度 , 而 保 证 索塔 钢 锚 箱 的 焊 接 质 量 。 首轮 4个 节段 焊 缝 超 声 波 探 伤 一 次 合 格 率 达 严 从 9 . O 以 上 , 型尺 寸 达 到 设 计要 求 , 索塔 钢 锚 箱 节段 立 体预 拼 和 工 地 安 装提 供 可 靠 保 障 。 8 8 外 为
关键词 : 索塔 钢 锚 箱 ;焊 接 坡 口 ; 接 变 形 ; 接 质 量 ; 制 焊 焊 控
WE LDI NG ECHNI T QUE F oR THE T L ANC S EE HoRAGE B oX ON HE ANCHoRAGE T
S ECTI N F o o PYLo N F XI o AN GS AN H HA RBo R RO AD CABLE— TAYED S BRI DGE
上海长江大桥索塔钢锚箱制造工艺技术

上海长江大桥索塔钢锚箱制造工艺技术上海长江大桥索塔钢锚箱制造工艺技术摘要:本文以上海崇明越江通道长江大桥工程为例,对索塔钢锚箱制造工艺技术性进行了分析。
关键词:上海长江大桥钢锚箱制造工艺中图分类号:TS104.2文献标识码:A文章编号:1 工程概况上海崇明越江通道长江大桥为双塔斜拉桥,钢锚箱作为斜拉索锚固结构,设置在上塔柱中,锚箱总高度55.787m,钢锚箱单塔共23个节段,锚箱长度(顺桥向)5.4m,宽度(横桥向)2.5 m,节段高度2.4m。
钢锚箱节段之间采用高强度螺栓连接。
钢锚箱为箱形结构,组成钢锚箱的主要构件有:侧拉板、端部承压板、锚头单元、横隔板单元、连接板、纵肋、斜套筒单元等。
上海崇明越江通道长江大桥钢锚箱标准节段效果图2钢锚箱制作工艺2.1零部件加工:2.1.1 侧面拉板工艺要点及质量要求1采用数控火焰精密切割,并用赶板机矫平。
下料后要在明显位置打写锚箱零件号BZxx-N1。
侧面拉板所用材料有抗层状撕裂要求。
2划线加工衬垫侧坡口。
3划线组装钢衬垫。
组装时要预留机加工量。
钢衬垫在坡口侧采用连续焊接,在非坡口侧上、下端及中间三点采用定位焊,焊接钢衬垫时要采取必要措施,保证衬垫密贴。
4质量要求:划线误差0.5mm,长度公差±1mm,高度±0.5,对角线差1mm。
2.1.2端部承压板工艺要点及质量要求1采用火焰精密切割,用赶板机矫平。
下料后要在明显位置打写锚箱零件号Bxx-N2(岸侧);ZXX-N2a(江侧)。
2在图示近侧(即锚箱外侧)精确划出加工边缘线、坡口线和锚箱椭圆孔中心线及连接孔定位线,并将椭圆孔长轴线延长到钢板边缘用样冲做好标记。
划线一定要保证对角线斜方尺寸和外侧椭圆中心线的位置和斜度。
卡样钻制下部连接孔后加工边缘及坡口,加工坡口时一定要注意坡口方向在图示近侧(即锚箱外侧)。
承压板上部连接孔待整体拼装时用连接板投制3 检验合格后焊接剪力钉。
注意焊接剪力钉时不要破坏椭圆孔中心线标记,必要时要做标记移植。
超重、扁形斜拉桥钢锚箱成套施工技术

超重、扁形斜拉桥钢锚箱成套施工技术作者:陈永华来源:《珠江水运》2016年第05期摘要:西江北街水道桥为(60+150+380+150+60)m半漂浮体系混凝土斜拉桥,桥宽40.8m。
索塔为独柱型索塔,塔高111m,单塔斜拉索共2×2×29=116条,斜拉索通过在塔顶设置的钢锚箱在塔顶进行集中锚固。
超重、扁形斜拉桥集中式钢锚箱存在焊缝多,精度要求高,安装空间小且安装高度高等特点,结合北街水道桥钢锚箱在加工及安装过程中的控制措施对此施工技术进行阐述。
关键词:超重扁形钢锚箱成套技术1.工程简介广中江高速公路项目第TJ11合同段北街水道桥为主跨380m的双塔中央索面半漂浮体系预应力混凝土斜拉桥,桥面宽度40.8m。
索塔总高度为111.188m,塔柱斜拉索锚固区采用钢锚箱-混凝土组合结构,索塔钢锚箱采用在底板张拉预应力钢束的方式与混凝土塔柱相连。
钢锚箱高为9.45m,顺桥向长度为5.98m,横桥向宽度为6.08m。
锚箱共分为8个锚室。
共四种,具体尺寸及重量见下表1。
2.钢锚箱加工2. 1钢锚箱结构特点索塔钢锚箱塔柱节段为主要受力构造,锚拉板、腹板、承压板板厚达48mm,厚板结构多,主要受力焊缝均为熔透焊缝,焊接质量要求高。
锚箱节段的两侧各设置7个锚箱,每对腹板之间有14-16个不同空间角度的锚箱。
节段之间现场连接为端面金属接触加摩擦型高强度螺栓连接,制造精度要求高。
2.2总体制造思路及流程(1)零件采用精密切割下料,下料尺寸补偿焊接、矫正收缩量和机加切削量。
零件主要受力方向与板材轧制方向一致,并保证所有零件不用接料,尽可能减少焊接工作量。
(2)锚下承压板主要受力构件下料并开制坡口、贴钢衬垫机加贴钢衬边缘,确保零件的外形几何精度,为后续组装精度提供保证。
(3)锚箱部件采用立装法组装,以锚下承压板为底板,以隔板为内胎顺序组装,形成整体后采用小规范分散对称焊接,控制焊接变形。
(4)锚箱节段组装采用卧装法组装,锚箱节段焊接采用小规范分散对称焊接,防止扭曲变形,焊后对焊趾进行锤击处理,减少应力集中。
钢箱梁制造加工技术总结
目录第一章编制说明 (1)一、编制说明 (1)二、编制依据 (1)三、参考文献 (1)第二章绪论 (3)一、钢箱梁桥发展概况 (3)二、钢箱梁桥的结构特点 (3)三、钢箱梁桥应用范围 (4)四、钢箱梁组成构件及结构体系 (5)第三章施工总体部署 (6)一、组织机构及人员计划 (6)五、设备投入 (10)第四章钢箱梁制造工艺流程 (12)一、技术准备 (12)二、主要材料 (12)三、板单元制造 (20)四、板单元制造工艺说明 (32)五、梁段制造方法 (42)六、钢箱梁制造允许偏差、梁段验收条件 (54)七、焊接 (58)八、涂装 (68)九存放与转运 (75)十运输 (80)第五章钢箱梁制造加工关键技术 (82)5.1总拼胎架及测量控制网 (82)5.1.1 总拼胎架基本要求 (82)5.1.2 测量控制网 (82)5.1.3 胎架牙板 (84)5.1.4 总拼胎架检验 (84)5.2钢箱梁整体组拼测量 (85)5.2.1 底板、斜底板组装定位测量 (85)5.2.2 中腹板、横隔板横肋组装定位测量 (91)5.2.3顶板单元组装定位测量 (91)5.2.4 挑臂块体单元定位测量 (94)5.2.5 梁段成形后的测量及预拼装检测 (95)5.2.6 梁段间焊接间隙匹配测量 (96)第六章工程质量管理 (98)一、质量管理目标 (98)二、质量保证措施 (98)第七章安全生产管理 (103)一、安全管理方针及目标 (103)二、安全生产保证体系 (103)三、安全应急预案 (113)第一章编制说明一、编制说明本技术总结详细介绍钢箱梁的加工制造方法,并结合海秀快速路、沱江二桥、梅汕客专三个工程实例,描述了钢箱梁的制造过程,并重点论述了钢箱梁制造关键技术。
说明了钢箱梁制造过程中各细节工序的具体要求和实施方法。
阐述了制造技术应用于生产效率高、易操作,且质量容易保证,为同类钢箱梁提供了有利的借鉴。
钢-砼组合梁钢结构部分(上翼缘板设置栓钉)加工方法与钢箱梁基本相同,现按照钢箱梁制造加工工艺总结,不再对钢-砼组合梁单独进行叙述。
杭州湾跨海大桥钢箱梁、钢锚箱制造施工技术方案
第三章钢箱梁制作工艺3.1 南、北航道桥钢箱梁制作工艺3.1.1 钢箱梁制作重点及对策钢箱梁制作难点:●梁段组装预拼线型与全桥成桥线型一致性;●梁段锚固耳板制造、安装;●相邻梁段端口与U型肋组装的一致性;●相邻梁段端口顶板U型肋制孔、安装;●梁段端口外形尺寸;●梁段组装焊接质量;工艺保证措施:●制定合理的焊接工艺,减少结构变形造成的误差;●推广应用先进的焊接方法,保证钢箱梁的焊接质量;●设计合理的胎架和工装,保证结构尺寸的一致性;●制定合理的装配工艺,保证结构的安装精度;●制定准确的机加工工艺,确保栓接孔群间的精度;根据杭州湾跨海大桥南、北航道桥钢箱梁设计特点,结合其它大型钢箱梁桥制作经验,该桥钢箱梁制作分为以下三个工艺阶段●单元件制作●梁段组装预拼●钢箱梁工地吊装栓接、焊接1)钢材预处理所有钢材经复验合格后才能投入预处理工序。
(1)钢板校平钢板在下料前,根据不同的板厚分别采用九辊和十一辊校平机进行校平保证钢板平面度,消除钢板轧制内应力。
(2)钢材预处理钢板、各种型材在钢材预处理流水线上完成抛丸处理和喷涂车间底漆工作,图3-3图3-2图3-1放样流程图喷涂车间底漆一度,漆膜厚度30μm 。
2)放样、下料 (1)放样①采用计算机三维放样技术,对钢箱梁各构件进行准确放样,绘制各构件零件详图,作为绘制下料套料图及数控编程的依据。
②放样时按工艺要求预留制作和安装焊接收缩补偿量、加工余量及线形调整量。
③放样流程见图3-1:(2)下料①下料前核对钢材的牌号、规格、材质等相关资料,检查钢材表面质量。
②下料严格按工艺套料图进行,保证主要构件受力方向与钢材轧制方向一致。
钢板及大型零件的起吊转运采用磁力吊具,U 型肋、扁钢加劲板等采用专用吊具起吊,保证钢板及下料后零件的平整度。
③钢板采用等离子或火焰切割下料,主要设备有澳大利亚FABRICATOR 3500型门式数控钻割机图-2、德国梅塞尔6500数控等离子—氧乙炔多头切割机图-3、CNC-4A 门式数控切割机、LC-3.0-8门式自动多头切割机、华联DS2-700D 数控火焰切割机、半自动切割机等。
钢锚箱的制作与安装
钢锚箱的制作与安装塔柱施工垂直度精度要求高,为保证钢锚箱安装后精度达到设计要求,必须大幅提高钢锚箱的制造精度.由于钢锚箱是由多个单体部件组焊构成,侧面拉板、端部承压板、腹板、锚板之间焊缝均为熔透角焊缝,焊接变形量大,箱形断面大,且钢锚箱为多节段连续拼接箱形结构,对扭曲、翘曲、平面度、光洁度要求极高.因此,钢锚箱施工和安装的重点在于较高精度.二、钢锚箱制作几何尺寸精度控制1、钢锚箱单元件精度控制侧面拉板工艺要点及尺寸精度工艺要点:侧面拉板采用数控火焰精密切割,并用赶平机矫平.划线加工衬垫侧坡口,划线组装钢衬垫,精确划线加工焊接边缘,划线时以中轴线为基准,将加工边缘线、锚垫板和腹板定位线一并划出.尺寸精度:划线误差0.5mm,长度公差±1mm,对角线差1mm.端部承压板工艺要点及尺寸精度工艺要点:端部承压板采用数控火焰精密切割,并用赶平机矫平.精确划出加工边缘线、坡口线和锚箱椭圆孔中线及连接孔定位线,并将椭圆孔长轴延长到钢板边缘用样冲做好标记.承压板上不连接孔待整体拼装式用连接板投制.检验合格后焊接剪力钉.尺寸精度:划线误差0.5mm,长度公差±1mm,高度0~0.5mm,对角线差2mm,椭圆孔长、短轴长度偏差﹣1~3mm,椭圆孔孔壁倾角±1°.腹板工艺要点及尺寸精度工艺要点:腹板采用数控火焰精密切割,并用赶平机矫平.划线加工周边坡口,上边缘坡口机加工困难可采用火焰切割后修磨,划加工线时要将定位中心线一并划出并作样冲标记,边缘及坡口机加工一定要保证各部尺寸准确,并特别注意坡口方向.划线组装钢衬垫是要预留机加工量5mm待整体组焊后机加工.尺寸精度:划线误差0.5mm;长度公差0~0.5mm、宽度﹣~0mm,对角线差1mm,上边缘角度±°.锚板工艺要点及尺寸精度工艺要点:锚板采用数控火焰精密切割,并用赶平机矫平,此部件要求不平度0.5mm.孔内壁在单元件组焊后加工,下料时孔壁留5mm加工量,划线加工周边及两头坡口.再紧缺划线组装钢衬垫,组装式要预留机加工量5mm.压弯成型,成型后再平台上检测平面度及扭曲.比部件的成形角度至关重要,一定要严格控制.尺寸精度:划线误差0.5mm,长度公差±1mm,对角线差1mm,成型角度±°隔板工艺要点及尺寸精度工艺要点:隔板单元下料时长度方向预留焊接收缩量、宽度方向以及加劲肋长度方向预留机加工量.焊接时将两块横隔板平面对靠用卡具紧固后焊接,以减小焊接变形,在平台上修整合格后整体划线机加工两边缘,以保证整体尺寸精度.尺寸精度:长度公差±2mm,宽度公差﹣1~0mm.2、钢锚箱组装几何尺寸精度控制划线组装锚头单元,采用CO2气体保护焊以减少变形,拼装过程中使用一遍施焊一遍火焰修正的工艺,确保锚头单元不会因焊接变形过大而无法修正.火焰修正过程中加热温度控制在600~800℃内.修正后再平台上检测成形角度.根据侧拉板上的拉索中心线、腹板、锚垫板定位线,组装锚头单元.组装时使侧拉板边缘与胎型挡角密贴,用平尺检测并调整使锚垫板平面延长线与侧拉板上的毛头定位线重合,其误差控制在±0.5mm.用锚孔定心工具配合角尺、钢卷尺检测锚孔中心距,误差控制在+2~+4mm,锚孔对角线差不大于3mm.划线组装横隔板.组装上部侧面拉板,首先使侧拉板与胎型挡脚密贴,同时用平尺检查锚垫板平面延长线与擦拉板上的锚头定位线重合情况,微调使其误差控制在1mm范围内.保证两块侧面拉板的相对位置准确,再次测量锚孔中心距和对角线差,在经专检确认合格后用CO2气体保护焊以对称焊法完成侧拉板与锚头单元、隔板单元的焊缝焊接,为控制焊接变形要严格执行焊接工艺规程采用边焊接边进行反变形的工艺方法.焊缝检验合格并对规定焊缝锤击后转入修整工序.在平台上划线组装端部承压板,组装时以端部承压板的中心线为基准,分别向两侧返出侧拉板的组装边缘线.公差要求:箱口对角线差≤4mm,错边量≤1mm,并经专检确认合格后在焊接平台上采用CO2气体保护焊以对称施焊的方法完成相关焊缝焊接和检验,转入修整工序.3、钢锚箱整体机加工尺寸精度控制钢锚箱端面机械加工质量直接关系到钢锚箱的轴心垂直度及标高的控制,是至关重要的关键控制点,必须引起高度重视.划线及加工前的检测在划线平台精度得到确认的情况下,划出精确的平台横纵基准线.将钢锚箱构件三点支撑平放在平台上,调整支撑,使钢锚箱垂直并平行于平台后,划出钢锚箱二个方向上的垂直基础线,并使钢锚箱上的垂直基准线与平台上的横纵基准线重合,然后即如加工前的检查工作.将全站仪架设在钢锚箱内部,以平台横纵基准线交点为已知点,检查锚垫板与垂直方向的夹角γ、锚垫板与水平方向的夹角α、锚垫板坐标X、Y、Z和斜套筒出口中心坐标X、Y、Z,以上测量结果确认合格后,划出加工端面线.端面机加工控制端面加工质量的影响因素很多,主要采取以下措施保证加工质量:①密切观察设备的加工性能及精度变化,时刻注意噪音、温升、压力是否异常,出现问题及时处理.②装夹工作台侧面,铣出一条与机床纵向导轨平行的基准表面,便于准确、快捷的测量、避免机床往返次数过多.③将机床主轴伸出距离缩至最短、增强主轴支撑的刚度.④加工前,对于制定的钢锚箱温度监测点用红外测温仪进行检测,保证钢锚箱内外的温差小于2℃.⑤用于钢锚箱的监视、测量设备必须经计量单位检定合格后方能使用.⑥选择合理的切削三要素进行加工,刀具在精铣时必须保证刀片的数量齐全、锋利.4、钢锚箱节段预拼测量控制预拼装为锚箱现场安装精度的决定性环节,在出厂前由厂家完成.钢锚箱构件在预拼装场地进行预拼装时,当发现构件尺寸误差不符合要求时,应进行尺寸修正和调整,避免高空调整,降低高空作业难度和加快安装速度,确保索塔顺利施工.预拼装采用竖向预拼即可.竖向预拼节段数每组为5节.预拼装在拼装场地的专用胎架上进行,并采用专用起重设备.①在节段拼装过程中,注意锚箱端面保护.防止由于锚箱碰撞影响锚箱端面精度.②选择合适的环境温度进行测量.由于温差对钢结构外形影响巨大,造成测量数据失真.所以预拼装必须在日出或者阴天,并且锚箱上下温差在1度左右的环境才能进行.③每轮次锚箱预拼装后,如顶端锚箱平整度点间相对高差超过30μm超差,就需要对顶端钢锚箱上部接触端面进行手工打磨.将其平整度控制在30μm以内.打磨完成后再次测量,将数据留待下轮复位使用.④每一轮次预拼装开始,其首节钢锚箱复位精度≤0.2mm.三、钢锚箱安装精度控制1、首节钢锚箱安装首节锚箱是所有锚箱安装的基准,其安装精度对锚箱整体安装精度影响较大.首节钢锚箱安装精度控制钢锚箱安装精度要求:倾斜度偏差小于1/3000,顶面高程:±5mm.首节钢锚箱安装基准确定受施工阶段塔柱压缩量、基础沉降影响,成桥后塔端斜拉索锚固点位置与理论计算必然存在一定差异,为减小这部分影响,在钢锚箱安装前,应予以修正.同时,受温度和风等因素影响,塔柱平面和高程始终处于变化状态.准确确定首节钢锚箱安装基准是保证钢锚箱整体安装精度的关键.首节钢锚箱精度控制为轴线偏位1mm,顶面四角高差±0.4mm,这样才能保证锚箱整体安装精度,钢锚箱安装线形偏差见下图,钢锚箱倾斜率为1/3000,首节钢锚箱短边方向横桥向高差为±0.4mm.首节钢锚箱安装过程中,采取了以下措施:①修正钢锚箱底座安装标高钢锚箱的理想目标几何线形由钢锚箱截面中心点给出.钢锚箱中心线与上塔柱混凝土截面中心线重叠.理想目标值的Z值高程方向考虑了如下修正值:补偿中下塔柱成桥时产生的压缩量,在首节钢锚箱安装时已采用的超高值;补偿钢锚箱到成桥时的超长值;预期桩基沉降量;施工阶段的预期钢锚箱压缩量.②通过连续监测确定塔柱中性位置对塔柱高程和平面位置进行了连续监测,其中高程采用全站仪竖直传高技术,结合塔柱温度场监测数据,确定首节钢锚箱安装的平面和高程基准.首节钢锚箱安装首节钢锚箱安装工艺为:首先在锚箱底座四角预埋承重板,并且将全部预埋钢板精确调平.然后在承重板上精确放出首节钢锚箱的平面位置,待底座混凝土强度满足要求后吊装首节钢锚箱.钢锚箱起吊到位后,先进行锚箱对线,再利用三向千斤顶精确调整锚箱标高和平面位置,然后将锚箱与承重板之间焊接固定,最后浇注四角垫块混凝土,即完成首节锚箱定位安装.2、钢锚箱安装线形控制为保证钢锚箱整体线形,消除单节段制造累计误差.钢锚箱在厂内制造完成后,每轮5~6节段会进行竖向滚动预拼装.每轮预拼装测量的数据将电传至安装现场.钢锚箱现场安装时,根据预拼装测量数据将钢锚箱尽量恢复至制造线形.每轮次钢锚箱现场安装完成后,将现场实测数据传回加工厂,指导后续锚箱加工.钢锚箱安装线形测量准确测量钢锚箱安装线形是确定钢锚箱安装线形偏差的关键.由于塔高、环境条件恶劣,给精确测量带来较大困难.施工中采取了以下主要措施:①单点转点棱镜在钢锚箱壁体一侧安装一个转点棱镜,在布置于辅助墩承台上的控制点采用一台全站仪精确测量转点棱镜坐标.能较大消除人手持棱镜造成的测量误差.②全站仪自由设站将转点棱镜置换为另一台全站仪,利用全站仪自由设站功能,测量钢锚箱顶面4个控制点坐标.并用精密水准仪,配合铟瓦钢尺精确测量4个控制点标高. 钢锚箱定位及连接控制①钢锚箱平面位置:依靠定位冲钉实现精确定位.每次钢锚箱连接时,分散打入不低于接缝螺栓总数20%数量的冲钉;②高程及轴线精度:严格控制首节钢锚箱安装高程,及时向制造厂反馈每轮次钢锚箱轴线及高程精度;③端面接触率:严格控制安装温度.用0.04mm的塞尺插入检查接触率,深度不超过板厚的1/3为密贴,插入深度超过1/3为不密贴;同时在任何部位0.2mm 塞尺的插入深度不得超过5mm,测量点按设计规定执行并记录检查位置.要求每侧端面接触率≥30%;④高强螺栓施拧,必须保证在锚箱内外温差不大时进行.螺栓施拧先保证对称施拧施工锚箱四角区域内高强螺栓,然后施拧其余高强螺栓.钢锚箱倾斜度控制因钢锚箱加工、制作精度小于安装精度要求,原则上只要控制首节钢锚箱精度,其它钢锚箱直接拼装便可以满足施工精度要求.但由于钢锚箱制造及安装误差存在的必然性,随着锚箱的不断接高,偏差将逐渐加大,必须控制锚箱安装累计偏差,为防止出现较大累计偏差,将钢锚箱的中间节段设置为可调整节段.在调整节段与上一节段间增加16mm厚的钢垫片.通过调整钢垫片的厚度,达到对钢锚箱倾斜度进行调整.。
大跨径斜拉桥混凝土索塔钢锚箱的设计与制造

大跨径斜拉桥混凝土索塔钢锚箱的设计与制造作者:张伟张茜梅晓亮来源:《城市建设理论研究》2013年第15期摘要:索塔锚固区是斜拉桥中的关键部位,受力较为复杂,直接影响斜拉桥的传力性能与耐久性,故斜拉桥的锚固区设计一直是重点;随着钢混组合结构研究的进展,混凝土索塔钢锚箱由于其受力较为明确、施工方便、耐久性好等特点在大跨度斜拉桥混凝土索塔中得到广泛应用。
本文以某斜拉桥索塔钢锚箱为例,对钢锚箱设计、有限元分析及制造情况进行了阐述,说明了其设计与制造特点。
关键词:大跨径斜拉桥;索塔钢锚箱;设计;有限元分析;制造中图分类号:U448.27文献标识码: A 文章编号:0 前言近年来,超大跨径的斜拉桥在我国的建设方兴未艾,索塔锚固区是斜拉桥中的关键部位,受力较为复杂,直接影响斜拉桥的传力与耐久性,故索塔锚固区设计一直是斜拉桥设计中的重点;近年来,国内多座大跨径斜拉桥索塔锚固区均采用了钢-混凝土组合结构,如苏通长江公路大桥、鄂东长江公路大桥、杭州湾跨海大桥、嘉绍大桥、象山港公路大桥等均采用钢锚箱锚固型式。
钢与混凝土组合结构充分发挥了钢材的抗拉性和混凝土的抗压性,组合后的性能超过了两种材料各自力学性能的简单叠加,有效改善索塔锚固区混凝土的受力环境,防止塔壁裂纹产生。
同时采用钢锚箱可以大大提高施工速度、缩短施工周期、增强结构的耐久性、经济性显著。
由于以上特性,钢锚箱在大跨度斜拉桥索塔中已被广泛应用。
1 钢锚箱的设计钢锚箱作为斜拉索锚固结构,一般设置在上塔柱中。
节段高度根据吊装设备能力及斜拉索锚固点间距确定,长度根据索塔顺桥向宽度变化。
单、双索面斜拉桥钢锚箱一般为单箱室,四索面斜拉桥钢锚箱一般为单箱双室结构。
首节段钢锚箱底面一般设置在预埋钢底座上,节段之间为端面金属接触传力,并采用高强螺栓连接。
通常每4段钢锚箱,设置一道调整接口,用来调整安装过程中的偏差,确保锚固点位置达到设计要求。
1.1 构造设计钢锚箱的传力途径为:斜拉索→锚头→锚腹板单元→侧板→端板→混凝土塔壁。
钢箱梁锚腹板及锚箱制造技术研究

设计与研究47钢箱梁锚腹板及锚箱制造技术研究戴睿居健(上海振华重工(集团)股份有限公司,上海201913)摘要:本文介绍桥梁的锚腹板及锚箱的结构特点,创新地采用锚箱与锚腹板预制组件法,通过锚箱与锚腹 板在平胎架上的装配焊接,降低了锚箱各个角度控制的难度。
在箱梁成型时,通过锚腹板组件的整体装配,大幅 降低了安装成本,缩短了项目制造周期,对后续的桥梁锚箱制作装配有一定的参考、借鉴作用。
关键词:锚箱锚腹板角度控制平整度引言斜拉索桥通过斜拉钢缆将钢箱梁与塔柱进行锚固。
因位置不同,每个钢箱梁上的锚箱组件,角度各有不同。
锚 箱在与钢箱梁的锚腹板装配时,有锚腹板的长度方向、宽度方向和锚箱自身三个方向的角度需要控制,且每个角度 的偏差要求都为0.25°。
因此,锚箱制作精度的控制是钢 结构桥梁钢箱梁制作的难点和重点。
锚箱装配在锚腹板上,锚腹板由多块厚、薄不同的外壳板拼接后装配U肋焊接而成。
锚腹板拼接制作的平整度及尺寸控制、锚腹板同锚箱组件 的精确装配,也都是需要克服的难点。
1总体思路针对锚腹板和锚箱的重要性和制作难点制定制作方案。
锚腹板结构由多块不同板厚拼接成的外壳板(装配锚箱处 的外壳板板厚65〜100mm)、U肋、锚顶板、锚箱组件组成。
根据锚腹板的厚、薄板对接特点,外壳板下料时,四周适 当放置修割余量,并采用门式焊机进行U肋焊接;锚箱制 作时,为保证锚箱自身的角度控制,对锚箱零件进行机加 工处理,保证锚箱的尺寸和各个角度的精度;将锚腹板单元、锚箱分别做成组件,然后进行整体划线装配及检验。
总体 工艺流程,如图1所示。
1.1技术方案1.1.1外壳板拼接制作锚腹板外壳板采用数控火焰切割下料,外壳板拼接前 进行基准线划线。
根据厚、薄板的情况,规定外壳板拼接 顺序。
先进行薄板拼接,再外壳板整体拼接。
焊接时,通 过预放反变形,控制焊接变形。
在每个拼装制作节点进行数据测量和收集,及时调整 反变形数据值。
以厚板的中心线为基准线,确定拼接的纵横向控制线,以保证外壳板装配满足整体外形尺寸。
钢锚梁制造技术综述

钢锚梁制造技术综述作者:孙晓龙来源:《建筑与装饰》2019年第20期摘要斜拉桥索塔上塔柱锚固区采用的钢锚梁由受拉锚梁和锚固构造组成,即“钢锚梁+钢牛腿”的全钢结构组合。
锚梁作为斜拉索锚固结构,承受斜拉索的平衡水平力,不平衡力由索塔承受,竖向分力全部通过牛腿传到塔身;空间索在面外的水平分力由钢锚梁自身平衡,使得结构受力更明确。
钢锚梁具有安装速度快、定位精确的特点,从而保证了斜拉索的安装精度。
同时钢锚梁为焊接箱型结构,熔透焊缝较多,制造精度要求高。
本文以此为例详细介绍了钢锚梁制造的技术难点和工艺要点及措施。
关键词钢锚梁;组装焊接;机加工;试拼装1 钢锚梁结构特点及工艺难点钢锚梁作为斜拉索锚固结构,设置于上塔柱,承受斜拉索的平衡水平分力,钢锚梁共20节,分为两类,两端各锚固一根斜拉索。
钢锚梁由钢锚梁和钢牛腿两部分组成,钢锚梁竖向间距分为2.5m和3m两种形式,钢锚梁和钢牛腿之间采用高强螺栓连接,牛腿和塔柱采用剪力钉连接。
每对斜拉索平面内的平衡水平分力由钢锚梁承受,部分不平衡分力通过梁端顶支座传递一预埋钢板,由索塔承受,竖向分力通过牛腿传递到塔身后,由索塔承受。
本桥钢锚梁为焊接箱型结构,熔透焊缝较多,如何控制该结构的焊接变形,保证结构焊后锚点的精度及钢锚梁与钢牛腿相匹配是该结构制造中的重点和难点。
钢锚梁加工精度方面:保证结构焊后锚点的位置精度及钢锚梁与钢牛腿相匹配是该结构制造中的重点。
2 钢锚梁主要工艺要点及控制措施焊接的工艺原则是:采用小间隙、小坡口焊接,选择焊接线能量小的焊接方法,保证焊缝的力学性能,控制焊接顺序,减少整体焊接量,减少焊缝的拘束度,减少热矫正工作量,以减少由收缩累计产生的内应力。
对钢锚梁底板与牛腿顶板的接触面进行机加工,保证钢锚梁平面度。
为了保证钢锚梁和钢牛腿的制造质量,钢锚梁及钢牛腿进行侧躺(锚梁腹板贴胎)试拼。
2.1 锚箱单元制作在钢锚梁整体组装前将承压板、锚腹板、加劲作为一个单独块体的进行制作,在块体制作过程中,通过翻转块体,避免仰位焊接。
铸钢锚锭制作与安装技术
铸钢锚锭制作与安装技术【摘要】本文主要论述了锚箱梁上的大型铸钢锚锭及其附件的制作和拼接安装的一种方法。
【关键词】大型锚锭、制作、安装、方法THE TECHNIQUES OF FABRICATE ASSEMBLING FOR CAST ANCHORWANG Guangzhi, HOU Huanhuan CAO Qingguo(CRTB Tycoon Industrial Development Co.,Ltd., Baoji 721001 shanxi )Abstract:This paper focuses on measures of fabricate and assembling for box girder large cast anchor and other accessory.Key words:Large cast anchor;fabricate ;assembling;measure我公司为山东省某客户生产的20m×5.8(∽2)m×4.2(∽3.1)m 锚箱梁主要由顶板单元、底板单元、腹板单元、锚锭、锚锭垫块、连接板、加劲板等构成,如图1 所示。
其中铸钢锚锭是箱梁上的关键部件,单重16.3 吨、材料牌号为ZG270-480H,制作质量控制要求高,属于大型铸件范畴;锚锭垫块重要件单重57kg、材料牌号为Q370qD,与锚锭组焊在一起调节索塔主缆张紧程度和角度。
本文主要论述了大型铸钢锚锭及锚锭垫块的研制过程及拼接安装的一种方法。
图 1.锚固钢箱梁结构示意图1.铸钢锚锭结构与制作流程铸钢锚锭结构如图2 所示,轮廓尺寸为3m×3m×0.7m。
铸件技术要求如下:⑴铸件外观品质、尺寸公差、重量在图样标准规定的±5%范围。
⑵铸件经过机械加工后表面无缩孔、缩松、冷隔、气孔、裂纹等铸造缺陷。
⑶成品铸件化学成分和力学性能应符合表1 和表2 的规定。
BIM技术斜拉桥钢锚箱施工技术分析
关键词:斜拉桥;钢锚箱梁;BIM技术;施工应用1工程概况明光市嘉山大道上跨高速公路桥为大跨独塔斜拉桥,项目位于滁州市明光境内。
桥梁全长715.9m,主跨径布置为(135+135)m,全长270m,,主梁为预应力混凝土双边箱梁断面,主塔采用人字型桥塔,主塔高108m,桩基24根,直径2.2m,承台尺寸31.1m×20.1m×5m。
嘉山大桥锚固区共计12对钢锚箱,30对斜拉索。
斜拉桥主塔钢锚箱施工为复杂结构施工的重难点,塔柱外表面及索导管均与水平面及纵平面皆存在夹角,且越往塔柱顶部每节索导管与水平X向空间角α递增、纵平面Y向β角递减,空间动态关系十分复杂。
常规CAD的二维设计方法较难控制其空间位置关系及锚箱结构形式,施工形势相当严峻。
为较好解决此项重难点技术难题,项目采用BIM技术辅助斜拉桥钢锚箱制作安装技术施工。
2技术特点①依据BIM技术进行三维空间动态设计,将二维平面结构设计转化为三维可视化设计研究,合理解决多结构、多角度交互形式的精确施工设计、控制索导管外端口找平,保证生产施工准确性及质量。
②可在BIM深化设计后自动化出具三维结构图、构件详图并给出准确构件材料清单,依据模型数据进行数字化下料加工,加快出图及加工效率并节约材料。
③对锚箱加工、施工过程进行空间验证及施工模拟,预先掌握空间需求及资源配置情况,合理安排作业空间形式,并用于可视化技术交底,便于现场理解和操作,提高效率并节约资源。
④通过BIM信息模型的协同应用,以信息录入共享施工动态的方式使施工、材料设备、加工等各方参与协同施工,消除信息孤岛。
并对工程各工序进行可视化进度管控,合理优化各工序及各参与方工作衔接,保证施工稳步进行并保证施工质量及成本。
3工艺原理基于BIM技术的斜拉桥钢锚箱制作安装施工技术是通过对钢锚箱结构进行三维深化设计,更为直观地表达复杂结构空间布置形式;并以自动化出图、数据交互的方式来传递结构信息以用于加工厂数字化加工,提高加工效率;在加工及施工前进行作业空间验证及施工模拟,预先发现作业中存在的问题,合理优化工艺工序;利用BIM技术集动态信息于一身的特点,进行施工协同管理及进度可视化管控,有效提高施工效率,节约成本。
0316钢锚箱技术要求

杭州湾跨海大桥钢锚箱技术要求中交公路规划设计院2004.3目录1、通则2、材料3、制造4、焊接5、预拼装6、防护处理7、成品的验收、存放及运输8、钢锚箱节的工地焊接及高强螺栓连接9、工地焊接后的防护处理10、竣工文件11、计量与支付1. 通则1.1 适用范围本要求适用于杭州湾跨海大桥南、北航道桥索塔钢锚箱的工厂制造全工艺过程并作为业主及监理工程师对钢锚箱及其零部件进行验收和工程评价基本依据。
本合同段的工作主要内容包括:材料的采购、运输、验收、下料,钢锚箱制造加工,钢锚箱节段试拼装、节段保管以及负责将钢锚箱节段运送至指定地点交付钢锚箱安装单位。
其后在钢锚箱起吊安装时逐节连接成整体和钢锚箱的防腐涂装(工厂涂装及最终涂装)等。
1.2 引用标准JIJ 041-89 公路桥涵施工技术规范。
TBJ 212-86 铁路钢桥制造规则。
GB/ T700-1988 碳素结构钢。
YB (T) 10-81 桥梁用结构钢。
GB/T 3077-1988 合金结构钢技术条件。
GB/T 1591-1994 低合金高强度结构钢。
GB 6654-1986 压力容器用碳素钢和低合金钢厚钢板。
GB/T 14977-1994 热扎钢板表面质量的一般要求。
GB/T 5117-1995 碳钢焊条。
GB/T 5118-1995 低合金钢焊条。
GB/T 14957-1994 熔化焊用钢丝。
GB/T 14958-1994 气体保护焊用钢丝。
GB/T 8110-1995 气体保护电弧焊用碳钢、低合金钢焊丝。
GB/T 5293-1985 碳素钢埋弧焊用焊剂。
TB 1558-84 对接焊缝超声波探伤。
GB/T 11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级。
GB/T 3323-1987 钢熔化焊对接接头射线照像和质量分级。
GB 50205-95 钢结构工程施工及验收规范。
GB/T 8923-1988 涂装前钢材表面锈蚀等级和除锈等级。
BG/T 985-1988 气焊、手工电弧焊及气体保护焊坡口的基本形式和尺寸。
有底钢套箱施工总结

中塔承台钢套箱施工总结一、工程概况 1.1 工程简介马鞍山长江公路大桥及接线工程位于安徽省东部,连接马鞍山和巢湖两市, 工程起于安徽和县姥桥镇附近 S206 省道,在马鞍山江心洲位置处跨越长江,通 过马鞍山市城区的西南侧,在超山附近接马芜高速后向东,路线终于皖苏两省交 界处牛路口,于江苏省拟建的溧水—马鞍山高速公路江苏段相接,工程全长 36.274km.和县马鞍山图 1.1-1 主桥总体布置图 1.1.2 中塔基础结构形式中塔基础采用哑铃式圆形承台及群桩形式,单个圆形承台直径为 16.1m, 两承台之间采用宽 7.5m 矩形系梁连接,整体式承台外形尺寸为 50.765m(横桥 向)×16.10m(纵桥向)×5.0m(高度)。
桩基采用 19 根φ2.5m 钻孔灌注桩(钢护筒 直径 2.7m),在圆形承台内按圆环形布置,圆环直径为 11.6m,系梁内桩基成 单行布置。
承台采用 C35 混凝土,封底混凝土采用水下 C25 混凝土,钻孔桩采 用 C30 水下砼。
1 / 15图 1.1.2-1 中塔基础平面图1.2 水文条件大通站距离工程区上游约 180km,其间,较大的入江支流有安徽的青弋江、水阳江、裕溪河等水系,入汇流量约占长江总流量的 1.2%左右。
马鞍山站月平均水位统计表(m)表 1.2-1月123456789 10 11 12水 1.52 1.91 3.21 4.28 4.73 6.5 7.48 6.98 6.60 5.93 4.55 3.12位统计年份:2011 年二、施工进度情况从基桩施工结束后即开始开展承台的施工进程,具体施工进度如下表:工序施工时间小计(天)合计套箱加工 2011.02.20-2011.04.2556桩头破除 2011.04.10-2011.04.2616承台封底 2011.05.05-2011.05.072100第一层钢筋绑扎 2011.05.15-2011.05.228第一层混凝土浇 2011.05.22-2011.05.242筑2 / 15第二层承台绑扎 2011.05.26-2011.06.1014第二层混凝土浇 2011.06.10-2011.06.122筑三、投入的人员、材料及设备进场计划为了能按时完成承台施工,人员和设备投入如下表 2.1-1、表 2.1-2 所示:施工人员配备表表 2.1-1序号工种人数备注1现场技术员8人技术交底、现场管理2现场安全员4人施工现场安全管理4吊装工8人5电焊工12 人6电工3人7砼工18 人8钢筋工30 人9普工42 人序号 1 2机械设备计划表名称额定功率或型号平板运输车10T浮吊500T表 2.1-2数量 1台 1台3 / 153履带吊50T2台4拌和站60 型2套5交通船500hp1艘6平板驳600T1艘7装载机ZL403台8钢筋加工设备2套9发电机300KVA2台10砼罐车8m34台11砼输送泵HBT80C2台12测量设备全站仪、水准仪、GPS1套四、施工方案 1、施工方案概述 右汊主桥中塔承台设置了永久性的防撞钢套箱,防撞钢套箱在施工期间作为水中施工的围水结构物,成桥后作为中塔承台防撞设施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二章 钢锚箱制作苏通大桥C3标由中交二航局总承包,其中索塔钢锚箱经过招投标后,分包给中铁山桥集团进行制造加工。
中铁山桥集团成立了钢锚箱项目分部,先后组织完成了钢锚箱技术准备、设备技术改造、工装准备、钢锚箱试验段的制造、钢锚箱正式节段的生产等工作。
钢锚箱正式节段生产从2005年12月1日开始,已于2006年8月14日完成了全部钢锚箱节段的厂内制造工作,及南、北两塔钢锚箱厂内预拼装工作。
现对钢锚箱的制造及整体拼装技术总结如下: 一 工程概况苏通长江大桥为双塔斜拉桥,钢锚箱作为斜拉索锚固结构,设置在上塔柱中,第4~34对斜拉索锚固在钢锚箱上,钢锚箱南北塔各30节段,锚箱长度为7.12m~8.52 m ,宽度2.4 m ,高度2.3~3.55 m , 钢锚箱节段之间采用高强度螺栓连接。
组成钢锚箱的主要构件有:侧面拉板、端部承压板、腹板、锚板、锚垫板、横隔板、连接板、肋板、斜套筒等构件组成(见图2.1)。
图2.1.苏通大桥索塔钢锚箱节段构造图端部承压板 肋板侧面拉板 隔板锚垫板连接板锚板腹板斜套筒竖肋二施工准备1施工图转化施工图转化以设计院原版设计图、新日铁的“梁段安装临时结构和局部加固设计”、西南交大的“主桥施工控制结构几何控制要素主要结果”以及由此引起钢锚箱结构设计变更为依据,利用CAD三维立体放样与电子表格对各种参数的计算结果进行比对,从而保证了各部尺寸准确无误。
2工艺文件编制为了指导和控制钢锚箱制造的全过程,控制施工质量,并使钢锚箱制造和验收有可靠的依据,按照招标文件的要求编制了《苏通大桥索塔钢锚箱制造验收规则》、《苏通大桥索塔钢锚箱制造工艺方案》,并以此进行分解细化,编制各种工艺文件共22个,工艺文件清单见表3.1。
苏通大桥索塔钢锚箱制造工艺文件清单表3.1钢锚箱试验段3 焊接工艺评定试验及审查焊接工艺评定试验共进行了18组,其中对接3组、熔透角接3组、坡口角接5组、T 型角接5组、剪力钉焊接2组。
试板按照评定标准进行检验,力学性能、金相断面、化学成分等检验项目全部合格。
试验结束后,编制了焊接工艺评定报告,并顺利通过了监理和专家的审查。
4 工装设计为了保证钢锚箱制造质量的稳定性,提高生产效率,设计制造了一系列工艺装备, 其中主要有:钢锚箱整体组装胎、钢锚箱整体焊接平台、钢锚箱整体修整平台、大型专用钢锚箱整体划线平台、钢锚箱整体预拼装平台、钢锚箱整体钻孔覆盖式样板、锚孔定心装置、套筒法兰定心装置、各种装卡工具等。
5 钢锚箱试验段制造由于钢锚箱结构新颖又是首次制作,难度较大,根据招标文件的要求,为了全面验证钢锚箱的各种力学性能是否满足设计要求,检验整个制造工艺是否合理,生产措施是否恰当, 在正式箱段批量生产之前,进行了钢锚箱试验段的生产。
通过钢锚箱试验段的制造初步验证了制造工艺方案的可行性,为钢锚箱正式节段的制造生产、积累了宝贵的经验。
在试验段的生产过程中,我们对钢衬垫接头形式的焊接收缩量进行了跟踪测量,统计结果表明:对于坡口角度40°,焊接间隙6mm ,板厚30~48mm 的背面钢衬垫熔透焊缝每条焊缝的横向收缩量为3mm ,纵向收图3.2.钢锚箱试验段制造缩量约为2mm/m 。
其它条件不变。
当板厚为25mm 时其横向收缩量为2mm 。
并把这一结果应用在正式钢锚箱节段的生产中。
钢锚箱试验段制造见图3.2。
三、钢锚箱制造方案 1 主要零部件加工:1.1 侧面拉板(N1)(见图3.3)侧面拉板是锚箱的关键部件,采用了EXA-6000数控火焰精密切割(见图3.4)后焊接钢衬垫,再精确划线加工边缘的工艺方法,侧面拉板划线的准确度和加工精度对锚箱整体组装精度有着直接的影响,由于用于整体组焊的定位线与边缘加工线同时划下料矫正 坡口加工钢衬垫组焊 划线钢衬垫中轴线钢衬垫钢衬垫大样钢衬垫工艺流程 边缘加工图3.3 .侧面拉板加工图出,减小了二次划线误差,对提高组装精度和缩短制造周期具有十分重要的意义。
通过精确划线手段,把锚垫板的角度α和锚固点中心坐标锁定在公差范围内。
为了进一步加强质量控制,对侧面拉板半成品工序制定了严格的检验工艺,要求逐块检验记录,并作为一项监理停止点检查报验。
加工后的侧面拉板见图3.5。
程序切割侧面拉板图3.4.侧面拉板数控精密切割图3.5.划线加工后的侧面拉板1.2 端部承压板(N2)(见图3.6)和侧面拉板一样端部承压板也是锚箱中重要的零部件之一,该部件主要控制的是两个椭圆孔的相对位置尺寸,由于EXA-6000不能实现带有倾角的两个椭圆孔同时切割,为此我们采用了精确划线后分别编程切割的方法,切割时将钢板水平的放置在切割台架上,仔细调整椭圆孔长轴中心线与小车轨道平行,椭圆孔短轴中心线与大车轨道平行其误差值不得大于1mm ,将割具风嘴倾斜α角完成椭圆孔的切割。
并要求用样冲标记保留基准中心线和椭圆孔长、短轴线,椭圆孔长、短轴线的存在为组装斜套筒单元提供了基准,组装斜套筒单元时以该线为基准,使斜套筒的椭圆长、短轴线与端部承压板的椭圆孔长、短轴线重合,消除了由于椭圆孔切割误差对斜套筒单元组装精度的影响。
加工完成的端部承压板见图3.7。
端部承压板加工完成后,按要求用螺柱焊机焊接剪力钉,剪力钉的焊接见图3.8。
下料矫正 边缘加工程切椭圆孔焊接剪力钉工艺流程 划线图3.6.端部承压板加工图程切后的端部承压板图3.7. 加工后的端部承压板专用螺柱焊机焊接剪力图3.8. 剪力钉焊接1.3腹板(N3、N4)(见图3.9)下料矫正制孔钢衬垫组装边缘加工工艺流程钢衬垫留加工量钢衬垫留加工量钢衬垫钢衬垫图3.9. 腹板加工图腹板主要控制参数是上边缘角度γ的精度,考虑到EXA-6000的切割精度能够满足±0.1°的公差要求,加之曲线机加工难度大,加工一致性较差。
为此我们采用上边缘焰切坡口的工艺方案,由于坡口钝边仅4mm,与锚板的焊缝基本上熔透,满足了磨光顶紧的要求。
钢衬垫的边缘单件不加工,待锚头单元组焊后整体机加工,确保了单元件的精度。
考虑到组装时对位准确,我们在划边缘加工线的同时增加了划腹板中心线的工序,作为组装锚腹板单元的基准线。
加工完成的腹板见图3.10图3.10. 加工完成的腹板1.4锚板(N8)(见图3.11)锚板主要控制参数是板件的平面度和压弯成型角度,平面度是为了能够与锚垫板密贴和避免压弯后扭曲,成型角度用整体内卡样板检测,内卡样板长度以不小于锚板长度为宜,不得采用1/2样板分别检测,这样误差会很大。
5) 斜拉索套筒(见图3.12)下料矫正边缘加工 压弯成型钢衬垫组装 工艺流程 钢衬垫 留加工量折弯线图3.11.锚板(N8)加工图 中心线钢衬垫 留加工量图3.12.斜拉索套筒加工图斜拉索套筒重点控制的项点是倾斜角度,对于5#~12#钢锚箱由于套筒倾角小于45°,采用焰切后机加工斜端面的工艺方法,13#~34#钢锚箱的斜套筒采用HK700数控带锯切割机切割。
斜套筒的长、短轴线是组装的基准线,在平台上精确划出。
2 锚头单元件组焊锚头组装程序见图3.13。
锚头单元重点控制锚垫板的平面度和两块锚垫板的夹角γ。
锚头单元整体组焊后机加工,确保了锚垫板的平面度和成型角度,同时锚索孔机加工保证了孔径和中心尺寸,腹板边缘整体机加工确保了两块腹板的宽度尺寸和现对位置以及腹板与锚板平N8N7N7N6N6N3N4N5N6圆心标记图3.13. 锚头组装程序图面的垂直度。
由于上述加工其尺寸精度是靠日产130AFB-4卧式镗床本身的精度控制的,其加工尺寸精度是可靠的。
锚头加工过程及半成品见图3.14。
锚头组装锚头划线锚头机加工机加工后的锚头单元图3.14. 锚头组装过程及半成品图3钢锚箱整体组焊Jxx组焊程序见图3.15。
Axx图3.15. 钢锚箱整体组焊程序图整体组装是钢锚箱制作的关键工序,重点控制的项点是:锚头单元的锚垫板与侧面拉板轴线夹角即腹板角度α、锚垫板锚孔坐标即锚固点坐标值和箱体斜方尺寸。
为此采取了以下工艺措施:1)保证侧面拉板边缘与胎型定位挡角密贴,其间隙控制在不大于1mm。
2)组装时用平尺检测锚垫板边缘与侧面拉板上的腹板角度标记线使其重合,其误差控制在不大于0.5mm。
3)辅以专用定心工具和钢卷尺检测锚孔坐标即锚固点坐标值和斜方尺寸,组装公差控制在±2mm。
4)由于定位焊后的锚箱整体刚度较小,需要对其加固,即将腹板与侧面拉板的8条焊缝用CO2保护焊对称施焊3~4道打底焊后翻身出胎,在焊接平台上完成焊缝的焊接。
合理的组装和焊接顺序能够最大程度的减小焊接变形和焊接残余应力的产生,为此制定了详细的焊接工艺规程,由于锚箱焊缝均采用坡口较大的熔透焊接,焊接变形和焊后残余应力是不可忽视的,因此在焊接过程中采用变形较小的CO2保护焊对称施焊外,还要边焊接边修整,即每焊接3~4道焊缝以后进行一次火焰修整以减小焊接变形和焊后残余应力的产生。
钢锚箱整体组装过程见图3.16组装锚头组装锚头锚箱一次组装锚头焊接组装端部承压板组装斜套筒单元图3.16. 钢锚箱整体组装过程图4钢锚箱修整4.1.锚垫板组件修整(见图3.17)将锚垫板朝下摆放在平台上,修整锚板N8下边缘与平台之间的距离h,公差控制在±2mm范围内。
矫正锚垫板N7外边缘使其与平台密贴,保证三角与平台接触,一角与平台的间隙应不大于2mm。
4.2.锚头腹板修整(见图3.18)将锚头锚垫板朝下摆放在平台上,矫正锚头单元平面扭曲使其不大于2mm。
矫正腹板的垂直度,用直角尺检测腹板的间距a其差值不大于3mm,平面度控制在1mm/m。
N8 N74.3.锚头单元整体修整(见图3.19)将锚头单元三点支撑在平台上,调整支撑高度使锚垫板中心线、内隔板中心线处于同一平面内,检测并调整中心线至平台的距离h使其差值≤3mm,用直角尺检测锚垫板平面与平台的垂直度误差应≤2mm。
不能满足公差要求时采用火焰校正。
图3.17. 锚垫板修整示意图图3.18. 锚头腹板修整示意图图3.19. 锚头单元修整示意图4.4.钢锚箱侧拉板与锚头单元的修整(见图3.20)为了保证侧拉板的平面度,防止出现焊后不可修复的永久变形,在焊接过程中需要边焊接边进行反变形修整。
即每填充3~4道焊缝后进行一次反变形矫正,反变形频次和程度应视焊接变形程度而定,以满足侧拉板平面度不大于5mm为宜,注意反变形矫正一定要对称实施。
端部承压板组装前需要对锚箱整体进行一次系统的修整,保证箱体的外形尺寸、对角线斜方、箱体扭曲满足规范要求。
首先将锚箱置于修整平台上,矫正锚箱扭曲,将锚箱中心线分别返至平台上和锚箱上平面,矫正锚箱上、下平面半中心距为B/2(B为锚箱宽度)。
公差要求:锚箱扭曲1mm,半中心距B/2±1mm,锚箱对角线差3mm,侧拉板平面度5mm。