德国TRUTZSCHLER清梳联的特点及使用实践
Crosrol清梳联在精梳纺纱中的实践体会

一
、
合 理的 选配 原料
原 棉 内在 质量 指 标 如 : 杂 、 含 有害疵 点 数 、 熟 度 、 纤 强力 在 清梳 联 生产 中直 接影 响棉 结 , 绒 的 成 单 短
增长, 因此 原棉 的选 配非 常重 要 。 经过一 年 来 的大量试 验分 析得 出纺精 梳纱应 选择 A级 或 接近A 级 的原 棉; 原料 马 克 隆值 C 应控 制在 8 以 内, V 以保证 深 色成 衣面 料不 出现 隐条或 横 档 。另 外 每批 原 棉 的有
关键 词 : r so 清梳 联 清梳 生条控 制 C orl
随 着 纺织工 业 的发展 纱 质量 的要求 越来越 高 、 能化 越来越 细 。大 多纺织 企业 的 技改 、 建在 前纺 功 扩
设备 选 择 中 , 本上 都选 用 国 内外 当代 先进 的清 梳联设 备 ; 基 其原 因是 优质 的生 条是 生产 高 品质 纱线 的基 础 , 梳联 优 于清花 梳棉 两工 序 的除杂 效率 、 清 能最 大 限度 的降低 生条 不匀 率 , 制棉 结 、 绒 的增 张和 提 控 短
2 . 2 . 4 . 2 . 8 7 2 2 . 1 . 1 . 6 1 7 3 3 8 0 1 1 5 2 . 8 4 6 9 8 8 . 7 3 1 . 1 . . 5 5 2 9
精 细开 棉 机
增 长率 除 尘 塔 增 长 率
2 7 2 3 2 0 1 9 2 2 2 0 1 . 1 . 1 . 1 . 1 . 1 . 0 1 3 8 l 1 0 5 0 1 0 0 1 0 O 2 0 3
《 疆 纺织 》 新
・3 8・
20 0 8年第 2期
Cr s o or1
刘 延 俊
德国特吕茨勒TC03

德国特吕茨勒TC-03型梳棉机主要技术特点1、用提高锡林位置的方法,增加梳理面积以提高梳理质量(1)将梳棉机锡林中心位置提高约20cm,使锡林与道夫刺辊之间的相对几何位置得到调整,使活动盖板前后固定盖板梳理弧在DK903型梳棉机的基础上增加20%,使前区梳理面积增加63%,后区梳理面积增加48%,TC-03型梳棉机与DK903型梳棉机相比,在同样的生条质量水平条件下,产量可相应增加,而在产量相同的条件下生条质量TC-03型梳棉机比DK903型梳棉机显著提高。
(2)在同样产量条件下,TC-03型梳棉机比DK903型梳棉机的生条质量明显改善。
TC-03型梳棉机与DK903型梳棉机生产环锭纱时在同等产质条件下13.3tex 环锭混纺纱细节减少23%,粗节减少55%,棉结减少49%,10万m纱疵A1减少87%,总纱疵减少69%,19.4tex纯棉精纱产量均为55kg,粗节减少30%,棉结减少24%,其他得重不匀、细节、纱线强力伸长率均基本相同。
生产29.2tex转环杯纱,产量增加75%,棉结减少57%,UT4微尘每100m增加稍许,其他纱线强力伸长率、细节、粗节、重不匀均变化不大。
总之,提高锡林位置、加和长梳理弧的技术措施改进后,使新型梳棉机不论生条质量及产量提高等方面都取得显著进步,这是TC-03型高产梳棉机技术进步的最重要方面。
2.固定盖板梳理技术的改进(1)由于锡林中心位置提高,使TC-03型梳棉机固定盖板梳理区加长了梳理弧长度,增加了梳理面积,使固定盖板数量进一步增加,而且可根据需要增减固定盖板数量,从而提高新型梳棉机对纺纱原料的适应性。
(2)新型固定盖板梳理区,包括有四种无件,其中分别是梳理元件(两根固定盖板组成的梳理件),清洁无件(带有除尘刀的负压吸尘件),控制无件(通过负压调节控制棉网)及罩板件,在增减固定盖板时可发罩板的增减来调节,四种元件的设计具有平行互换性(见图2)(3)固定盖板梳理区的调节对不同的产品原料以及后工序不同纺纱方式对生条产质量的要求不同,可选配最佳的前后固定盖板等四种元件的配置。
201103用户培训(清梳联工艺流程与特点、设备组成、管道排列与安装

2.2 严格贯彻“多包取用﹑精细抓取﹑均匀混合﹑渐进开松﹑早落少碎﹑高效 除杂﹑以梳代打﹑柔性梳理、自动控制、连续喂棉、自调匀整、高质高 产、节约用棉”的工艺路线。
JWF1012
FA113
JWF1124
JWF1012
FA113
FA109A
FA109A
FA109A
JWF1012
滚,降低棉结的增长。 2.9.2 FA028C的打手周围装有防缠绕毛刷,可以避免发生纤维缠绕打手的现象,降低棉
2.7.2 FA109A和JWF1124的打手周围配置有预分梳板、除尘刀和负压吸口,以梳代打,变被 动的除杂形式为主动除杂形式,除杂效率高且落棉量低,落棉含杂率高,提高了纤 维的制程率,降低了生产成本。
2.7.3 FA221E和JWF1204A型梳棉机的刺辊区配有2把除尘刀、2块铝型材骨架的预分梳板、2 个吸口。其中,第1把除尘刀落棉区长度可根据需要进行机外调节,方便工艺调整。 第二吸口处配有落棉量调节板,方便调整量落棉的多少。 JWF1206型梳棉机的刺辊 区也配置有落棉量调节板,方便调整落棉量的多少。
2.8.6 清梳联喂棉箱的开棉打手采用直径为250mm的梳针辊筒(四排螺旋角钉),并设置三档 转速,可根据需要进行调整,减少对纤维的损伤,降低短绒的增长率。
2.8.7 纺纯棉时,梳棉机可配置植针式(即梳针式)固定盖板,能够减少对纤维的损伤,降 低生条中的短绒含量。
ቤተ መጻሕፍቲ ባይዱ
2.9 采取多种措施,减少清花部分棉结的产生,提高梳棉机对棉结的去除率。 2.9.1 FA103A/B和FA113B/C采用凝棉器喂入工艺,优化打手室内底气流,减少纤维的翻
一机一仓一线流程配置示意图
一机两仓两线流程配置示意图
清梳联纺涤纶的应用体会

清梳联纺涤纶的应用体会1.前言涤纶是一种合成纤维,具有轻、柔软、易于维护、不易被虫咬、不吸湿等特点,已经成为了现代纺织工业的重要原材料之一。
其中清梳联纺涤纶更是具有应用广泛、品质稳定等优点,被广泛应用于各类服装、家居、汽车内饰等领域。
在本文中,我将分享我在涤纶清梳联纺方面的应用体会,从服装面料到家居布艺以及汽车内饰等多个领域,探讨涤纶清梳联纺的优缺点以及应用前景。
2.涤纶清梳联纺在服装面料中的应用在服装面料领域,涤纶清梳联纺的应用相对较为广泛。
首先,涤纶本身具有很好的弹性和抗皱性能,再加上清梳联纺工艺的加持,使得面料质感更加柔软、舒适,同时抗皱性也相对更好。
因此,涤纶清梳联纺面料更适用于那些要求高弹性、易打理、抗皱的服装上,比如春秋季的夹克、长裤、裙子等。
此外,涤纶清梳联纺还常用于制作高温瑜伽服、体育运动服等特殊场合服装。
其原因在于,涤纶在高温下具有优异的耐热性和耐候性,能够很好地保持材料的形状和质感,同时还不易产生电荷,可防止静电影响身体健康。
3.涤纶清梳联纺在家居布艺中的应用除了服装面料,涤纶清梳联纺还广泛应用于家居布艺领域。
它具有丝般光泽、柔软、易打理等特点,适合制作床上用品、窗帘、坐垫等家居饰品。
与其它纤维相比,涤纶清梳联纺的床上用品更透气、清爽,同时也更适合搭配各种风格的家居装饰,比如简约、现代、复古等。
值得一提的是,涤纶清梳联纺的防污性能也相对较好。
比如,在制作沙发套等易脏的家居饰品时,涤纶清梳联纺的表面经特殊处理后能有效防止污渍的附着,减少清洗时的麻烦和损失。
4.涤纶清梳联纺在汽车内饰中的应用除了服装和家居布艺,涤纶清梳联纺在汽车内饰中也有不少的应用。
车内座椅、地毯、天棚等多个部位都有可能使用到涤纶清梳联纺材料。
相比于其它材质,涤纶清梳联纺更具有阻燃性、防霉性、耐久性等特点,同时表面光泽度也更高。
这些特点使得涤纶清梳联纺在汽车内饰中得到广泛应用。
由于汽车内饰材料的应用要求更加严苛,因此对涤纶清梳联纺的质量也提出较高的要求,包括其防火等级、抗霉性以及色牢度等。
特吕茨勒清梳联用于转杯纱生产的实践

Trützschler

本期特稿Special Feature纺织导报 China Textile Leader · 2018 No.10和更方便的车间管理;使用T -产率之外,1.28 m 宽的TC15行。
特吕茨勒还将在展台上展示不同的圈条系统。
特吕茨勒梳棉机TC10的 1 m 。
效率入,提高了梳棉机的效率。
T -也适用新型1 200 mm 的大尺寸条筒。
T-SCAN:5 作,实现最高分离率在异纤检测机T -SCAN TS 中,F 模块、G 模块、P 模块、块和LED 模块等 5 纤、荧光异纤以及最细小异纤。
前纺系统日本村田(MurataTrützschlerH2展馆C01展台Trützschler (特吕茨勒)四大业务板块创新成果将在上海齐亮相,其展台面积达600 m 2。
TD10:新一代特吕茨勒自调匀整并条机展会上,特吕茨勒将发布新一代并条机TD10。
TD10结构更加紧凑,并配有高度现代化的调节系统,这将显著提高机械传动控制性能,并改善棉条质量;其占地面积减少20%,还可以再次增加回花箱;智能SMART CREEL 和T -LED 为其带来了前所未有的功能可靠性以及更好的操作体验TC15梳棉机CS808E 棉花异纤清除机TD10并条机本期特稿Special Feature82纺织导报 China Textile Leader · 2018 No.10作开发了新型的棉条预处理技术。
该技术在加工粘胶纤维时,可把原来需要 3 道的并条工序减少两道,这意味着巨大的经济优势。
TWW-SD:半自动表面驱动卷绕机母卷卷绕机用于待售卷的生产,将其从非织造布生产线上分离。
后道配置退卷、分切和复卷工序,如此两步生产增加了生产的稳定性。
表面驱动卷绕机TWW -SD 为水刺生产线提供了合适的解决方案,也适用于各种产业用非织造布的热黏合生产线。
母卷最大卷径1 800 mm ,卷绕速度高达300 m /min 。
清梳联纺纯棉纱的应用实践

清梳联纺纯棉纱的应用实践汤水利1,刘灵敏1,邹永泽1,宋荷琴2(1.经纬纺机清梳机械事业部郑州开发部;2.无锡经纬纺织科技试验有限公司)摘要介绍了郑州纺机清梳联在纺纯棉精梳纱时的最新流程配置、各单元机和清梳联系统的主要工艺优化配置、使用情况等,并提出了用好清梳联的建议。
关键词清梳联:联程配置:新技术;新工艺;性能特点;工艺优化清梳联工艺及设备以其合理性和先进性在国内外得到了长足的发展,已被大部分纺织厂家所接受。
郑州纺机作为清梳联成套设备制造商,从20世纪60年代开始进行清梳联技术的研究与实践,后又与德国特吕茨公司进行合作生产成套清梳联设备,在引进技术的基础上结合中国的具体情况,并融合了世界其它4厂家的先进技术,形成了具有中国特色的清梳联技术。
十几年来,郑州纺机生产的清梳联设备运转稳定可靠、故障率低、操作调整使用方便,受到用户的一致好评。
郑州清梳联适纺性强,可纺制多种品种的纱,如CJ/T60/40 13.Otex、CJ/T55/45 1 3.Otex、CJ/T50/50 13.0tex,CJ 18.2tex、CJ l 4.5tex等,生条及成纱的各项指标一直处于USTER200 1统计公报5%水平。
为使用户更好的使用郑州清梳联设备,下面以CJ 14.5tex纱为例分析清梳联工艺与生条质量的关系。
1清梳联流程配置郑州纺机主推的纺纯棉清梳短流程,根据工艺需要符合国际潮流,配置“一抓、一开、一混、一清、多梳”的清梳联短流程,如国内某棉纺厂的流程如下。
FA006C-230型往复抓棉机(附TF27型桥式吸铁)→AMP3000型金属、火星、重杂物三合一探除器→TF45型重物分离器→FA051A型凝棉器(附TF2407型凝棉器支架)+FAl 03A型双轴流开棉机→FA028B- 160型多仓混棉机(附TV425C型输棉风机)+FA 109A-160型三辊筒清棉机(附TF34A型吸铁装置) →JWF 1051A型异纤微尘分离机→(JWF1204型梳棉机+TF25 11型圈条器)×2+(FA177B型喂棉箱+FA221D型梳棉机+TF2511型圈条器)×6(JWF1204型梳棉机为试验机型,在此不做工艺分析)。
纺织纤维与产品课件——清梳联和自调匀整
梳
FA009型自动抓棉机→FA105型单轴流开棉机→FA029型多
联 和
仓混棉机→FAl79型喂棉箱+FA116型主除杂机 →FA178型
自 喂棉箱+FA203型梳棉机(6~8台)
调
匀
整
1
9
第三单元 清梳联工艺配置要点
1、精细抓棉(调整小车往复速度、抓取辊速度(变频调速)、抓取刀片伸出
清
肋条距离和抓棉臂每次下降动程)
清梳联是清梳生产技术的发展方向之一,是纺 纱技术水平的一个重要标志。
二、清梳联的发展
1
3
第二单元 清梳联的工艺流程及主要设备
清
梳
发展逐渐趋向:短流程、宽幅化,提高单机性能和自动控制技术。
联
纺棉:“一抓、一开、一混、一清”
和
纺化纤:“一抓、一混、一清”
自
一、目前清梳联三大基本模式
调
1、柔和清除型:
匀
二、自调匀整装置的组成
清 梳
1、检测部分 利用机械或气压等方式检测喂入品或输出品在输入或 输出过程中质量或厚度的波动量。检测部位可选在输出方的大压辊 或小压辊处,也可选在喂入方的给棉罗拉处。
联 2、控制部分 控制部分由转换机构和调节机构组成。转换机构将检
和
测所得的质量或厚度波动的机械量,转换成相应的电信号;调节机
和
自 第三单元 清梳联工艺配置
调
匀 第四单元 清梳联生条质量
整
第五单元 自调匀整
思考题
1
2
第一单元 清梳联概述
清 一、清梳联的意义 梳 1、没有落卷、储卷、运卷和换卷等操作,减轻了工 联 人劳动强度,提高了劳动生产率。 和 2、彻底改变了“开松─压紧─再开松”的传统工艺, 自 避免了压辊压碎棉层内杂质,消除了退卷粘层以及 调 接头不良等弊病, 匀 3、清除了清棉的回卷,减少了梳棉的回花,使清梳 整 总制成率提高;
清梳联开清工艺优化实践

度 1 / i , 棉 打 手 刀 片 深 入 肋 条 一 i, 6m m n 抓 3 ml 出 l
参 数 : 棉 风 机 叶 轮 速 度 16 0 rmi, 棉 风 机 进 0 / n 输 叶 轮 速 度 ( 0 H ) 0 / i , 尘 口 处 静 压 3 z 1 7 0 rm n 排
F 1 3型 双 轴 流 开棉 机 有 双 角钉 辊 筒 , A0 自由 打击纤维 损伤 小 , 维 沿 打手 切 线 方 向 喂人 和 输 纤 出, 增加 除杂 面积 , 除杂效 果好 。F 1 3型 双轴 流 A0
开 棉 机 工 艺 参 数 : 一 打 手 速 度 4 2 rri, 二 第 1 / n 第 a
一
3 。 00 Pa
棉 口静 压一 7 a 抓 棉机 运转效 率> 0 。 90P , 9%
2 2 TF 0 型 重 物 分 离 器 . 3
2 7 F 1 7 型 喂 棉 箱 . A 7 A
F 7 A型喂 棉 箱 是 梳 棉 梳 理 的 准 备设 备 , A17
其 主 要 工 艺 参 数 : 手 速 度 5 8 rm n 循 环 风 机 打 5 / i, 叶 轮 速 度 28 0rmi, 棉 箱 压 力 2 0P , 棉 机 0 / n 下 5 a 给
T 3 型 重 物 分 离 F0 F 0 6型 往 复 抓 棉 机 一 A0
先进清梳联流程
由于单机性能好,并应用了PLC可编程序控 制器、自调匀整器、压力传感器等微电子 技术,实现了“一抓、一开、一混、一清、 一梳”的短流程工艺,实现了无回花、无 级连续供棉和生条定量在线检测和调整, 整个系统稳定可靠。
优点一览:
• 带触摸屏的计算机控制 • 一体化喂棉盘SENSOFEED 实现对纤维的良好握持以及短片断不匀
德国特吕茨尔
——TC 07型清梳联合机简介
新型高产梳棉机TC 7
• 特吕茨勒超过30000台梳棉机的生产经验是 研发新型梳棉机TC 7的坚实基础。它完全 针对棉纤维的高产加工而优化设计,重点 集中在加强操作安全性、可靠性和耐用性 方面为了更好的适应不同客户的特别需求, 特吕茨勒开创配合性设备和可选件的理念, 使机器具有高度灵活性,根据不同需求而 实现不同配置。
• 性能卓越的梳棉机,适用所有高产领 域
• 该梳棉机特别针对高产应用而设计。产量在不低 于200kg/h时,机器依然安全可靠。因此,它也适 用于搭配一体化并条机IDF,通常是加工OE纱的 最佳选择。新研发的设定优化工具T-Con属于该 梳棉机的标准配置。同样属于标准配置的还有超 耐磨针布和WEBFEED的耐用性是金属针布十倍 的针辊
• 梳棉机被当作是纺纱厂的心脏——也被认 为是整个生产过程中的“质量控制”。梳 棉机将棉簇开松成单纤维并平行排列,原 先的松散棉簇在此处变成连续棉条。同时, 棉结和杂质被除去。
• TC系列梳棉机在生产中表现出独一无二的 超能力。其梳理区域长度远远大于传统梳 棉机。纤维被平行排列——成薄刀片状的 连续纤维网——在梳棉机输出端形成棉条。 棉条接着被送进条筒,在下道并条工序中 被拉直均匀。
• 对整个盖板区域的测量
FLATCONTROL测量盖板占据三根常规盖板的位 置,其传感器通过在整个工作区域内的移动,探 测到锡林针布的距离。测量盖板内的微处理器存 储所有的测量值。这些数据被无线传输到笔记本 电脑,制成图表。
清梳联技术
CLEANMAT清棉机 清棉机CL-C配备了 清棉机 配备了 一个全角钉罗拉和三个锯齿精度 不同的罗拉。纤维从一个罗拉轻 不同的罗拉。 柔的传送到另一个罗拉, 柔的传送到另一个罗拉,不会产 生任何纤维断裂的情形。 生任何纤维断裂的情形。
CLEANMAT清 清 棉机CL-C 棉机
SECUROMAT SP-F异物分离器 异物分离器
清梳联技术
清梳联流程优点之一
与传统流程相比,清梳联流程短占地少, 与传统流程相比,清梳联流程短占地少,能源消 耗小,基本无大气污染,生产效率高。 耗小,基本无大气污染,生产效率高。
清梳联流程优点之二
具有流程短占地面积少, 具有流程短占地面积少,设备先进自动化程度高能 耗低,零部件精度高装配质量好, 耗低,零部件精度高装配质量好,工艺调整方便等优 点。在配棉和落棉率相同或相近时,若单机产量相近, 在配棉和落棉率相同或相近时,若单机产量相近, 我们的生条及成纱的质量最好;若要求相同的质量, 我们的生条及成纱的质量最好;若要求相同的质量, 我们的单机产量最高,落棉率最低, 我们的单机产量最高,落棉率最低,节约用棉降低生 产成本。 产成本。 与进口高档清梳联相比较, 与进口高档清梳联相比较,配相同纱锭达到相同质 量指标的情况下, 量指标的情况下,购买我公司清梳联的设备投资仅为 进口设备的50%~70%,能为用户节约大量的设备投资。 进口设备的50%~70%,能为用户节约大量的设备投资。 50%
特吕茨勒开清棉流程
自动开包机BLENDOMAT BO-A 自动开包机
自动开包机BLENDOMAT BO-A 自动开包机
自动开包机 BLENDOMAT BO-A
多功能分离器SP-MF 多功能分离器
SP-H重物分离器 重物分离器
清梳联合机中梳棉机自调匀整的运用
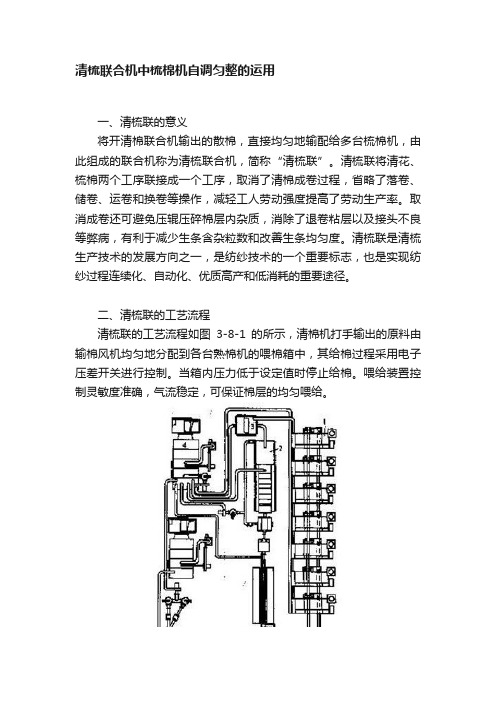
清梳联合机中梳棉机自调匀整的运用一、清梳联的意义将开清棉联合机输出的散棉,直接均匀地输配给多台梳棉机,由此组成的联合机称为清梳联合机,简称“清梳联”。
清梳联将清花、梳棉两个工序联接成一个工序,取消了清棉成卷过程,省略了落卷、储卷、运卷和换卷等操作,减轻工人劳动强度提高了劳动生产率。
取消成卷还可避免压辊压碎棉层内杂质,消除了退卷粘层以及接头不良等弊病,有利于减少生条含杂粒数和改善生条均匀度。
清梳联是清梳生产技术的发展方向之一,是纺纱技术的一个重要标志,也是实现纺纱过程连续化、自动化、优质高产和低消耗的重要途径。
二、清梳联的工艺流程清梳联的工艺流程如图3-8-1的所示,清棉机打手输出的原料由输棉风机均匀地分配到各台熟棉机的喂棉箱中,其给棉过程采用电子压差开关进行控制。
当箱内压力低于设定值时停止给棉。
喂给装置控制灵敏度准确,气流稳定,可保证棉层的均匀喂给。
图3-8-1清梳联的工艺流程1. 梳棉机2. 输棉风机3. 清棉机一套开清棉联合机可以与多台梳棉机连接,所组合的梳棉机台数可以根据开清棉联合机的产量及梳棉机的产量来计算即:M〔梳棉机配套台数〕= Q〔开清棉联合机的台时产量kg/台.h〕/G〔梳棉机的台时产量(kg/台.h〕三、清棉联的连接装置采用清梳联后,清棉机的机构大为简化,从清棉机打手部分输出的原料,由输棉风机经管道送入梳棉机机后的喂棉箱。
⒈配棉头输棉管与梳棉机后部喂棉箱连接处起分配原棉作用的部分称配棉头,配棉头有高流速迫降式和低流速沉降式两种,如图3-8-2所示,图中(1)为高流速迫降式配棉头,内有挡棉板2(俗称羊角)、调节板1和插入板3,三者相配合,迫使输棉管内水平运行的棉块向下落入喂棉箱内,挡棉板的高度,调节板的角度和插入板的深度经适当调整,可控制落入棉箱中的棉量。
(1)高流速迫降式(2)低流速沉降式图3-8-2图中(2)为低流速沉降式配棉头,其上方的输棉管在临近配棉头处,有一扩散角为α的斜面,使输棉管截面扩大,气流扩散,棉流速度降低,在挡棉板的配合下,使棉块落入喂棉箱内,改变挡棉板倾斜角度和扩散角的大小,可调节落入喂棉箱的棉量,扩散角α一般在30°~45°范围内调节。
国外纺纱设备

瑞士立达公司
4、 并条机
公司名称
型号
突出特点
采用单眼并条技术,提高了输出速度。采用 智能化的自调匀整装置,能在喂入条子多或 缺 1 根的情况下(差异± 12.5% )自动调整 前后罗拉速度,使输出条子重量差异达到设 RSB计要求。由于末道并条机输出的条子差异很 瑞士立达 D45型 小,故成纱的长片段重量差异(又称线密度 差异)显著改善 设计速度为 1100m/min ,实际运行速度可达 700~800m/min
5、粗纱机
公司名称 型号 突出特点
丰田
FL200
三电动机驱动锭翼、筒管、升降,有摆动机构,全变频控制,已 实现粗细联。外置式自动落纱,3.5分钟完成自动落纱,有断电自 停保护。工艺转速1500
意 大 利 四电动机全变频控制,有摆动机构,外置式自动落纱,落纱时间4 FT2DN MARZOLI 分钟,每锭装有断纱检测装置,齿条升降
2、梳棉机
公司名称 瑞 士 Rieter(立 达) 型号 突出特点
将机幅从 1m加宽到 1.5m,缩小了锡林直径, 适应锡林高速运转 。采用 集成自动磨针系统,该机加大了活动盖板梳理区的面积,活动盖板由 27/79 根增加到 32/99 根;一体化的铝合金双联固定盖板与棉网清洁器,棉网清洁 器吸口可通过更换不同厚度的插件方便达到选择性排杂。
6、细纱机
公司 名 型号 称
突出特点
细纱机长度可达1440锭,占地面积较进一步的减小;变频器控制主轴 ( 4锭皮带)驱动最大限度减小摩擦,从而达到节能效果;牵伸系统 和钢领板升降系统均采用变频控制的节能电机,可进一步实现节能; 半电子牵伸系统可节省工艺设置的时间,提高生产效率; G32配备先 进的控制面板,可快速、灵活地进行参数设置。另外, G32细纱机还 可配备拥有良好口碑的自动落纱系统 ROBOdoff和无管底卷绕落纱装置 SERVOgrip,具有较高性价比的细纱机,投资成本低,技术成熟可靠
《清梳联合机使用手册(第2版)》读书笔记模板

第一节安装前的准备 第二节主要单元机的安装 第三节清梳联输送管道的安装要求 第四节梳棉机工艺参数简介 第五节梳棉机上机工艺推荐
第一节清梳联设备开车前的准备与调试 第二节清梳联风量风压调试 第三节清梳联工艺调试
第一节安全规范 第二节清梳联使用过程中注意事项 第三节清梳联主要单元机的常见故障分析
第一节岗位职责 第二节质量管理 第三节工艺管理 第四节交接班制度 第五节巡回工作 第六节清洁工作 第七节安全管理
目录分析
编写组成员名单 第2版前言
第1版前言
第一章清梳联技术的 形成和发展
第二章常用纤维的基 本知识
第三章清梳联工序的 任务和工艺流程
第四章清梳联主要设 备结构及特点
第五章清梳联主要单 元机的安装与梳棉机 工艺
第七章清梳联合机 的使用与维护
第六章清梳联主要 设备的运转调试
第八章清梳联合机 的运转操作
一、国内清梳联的发展历程 二、清梳联的发展现状 三、小结
第一节纺织纤维的分类 第二节纺织纤维的基本指标 第三节棉花的基本知识 第四节常见化学纤维的特性
第一节清梳联工序的任务 第二节清梳联工艺流程推荐
第一节抓棉设备 第二节分离设备 第三节开棉设备 第四节混棉设备 第五节清棉设备 第六节除微尘设备 第七节清梳联喂棉箱及梳棉设备 第八节清梳联流程中的辅助设备
清梳联合机使用手册(第2版)
读书笔记模板
01 思维导图
03 目录分析 05 精彩摘录
目录
02 内容摘要 04 读书笔记 06 作者介绍
思维导图
本书关键字分析思维导图
清梳
设备
基本知识
服装
流程
教材
纤维
展
使用手册
设备
清梳联实用实用工艺与设备

第一节清梳联工艺与设备一、导言近30年来,清梳联合机的应用和推广是纺纱加工实现自动化,连续化的重要进程。
清梳联技术是使传统开清棉和梳棉两工序直接连接,取消成卷并以逐步开松工艺取代“开松―压紧-再开松”的不合理工艺,有利于发挥梳理、除杂等效能,有利于提高生条质量,降低生条短绒率;避免了退卷时粘层(特别是化纤)和换卷时接头不良引起的梳棉喂棉不匀问题;消除了破卷与换卷撕头的回花,减少了开清棉的回花量,避免了对原料的重复处理;取消落卷,运卷,上卷,换卷等操作,提高了劳动生产率,降低了劳动强度;有利于提高生条制成率,缩短了工艺流程,有利于实现自动化,连续化。
采用清梳联是棉纺织行业有劳动力密集型向技术密集型转化的需要,也是实现连续化,自动化生产和提高产品质量的需要。
二、实习目的1.了解清梳联工艺过程;2.了解抓棉机,混棉机,开棉机,清棉机和梳理机的主要结构和工艺流程;3.了解清梳联传动系统和控制系统三、实习设备与用具瑞士立达(Rieter) A11-B11青岛纺织机械厂清梳联合机组四、实习内容清梳联由开清联合机与多台梳棉机通过中间连接装置组成。
最后一台清棉机输出的棉丛直接通过由一台直叶型风机和输送管道组成的气力输送装置,分送给各台梳棉机上的喂棉箱,完成开清棉与梳棉生产连接,图1-1为无回棉形式清梳联系统。
1. 梳棉风机2.输送管道3.气压传感器4.喂棉箱5.梳棉机图1-1 清梳棉无回棉给棉系统(一)清梳联流程配置与工艺过程1.瑞士立达 A11-B11工艺流程如下:A11 型自动抓棉机→金属探测器→B11单轴流开棉机→B70多仓混棉机→B60精细清棉机→(A70 喂棉箱+ C60梳棉机)该流程开清棉采用“两级” (B11 + B60) 组合设计,同时开清棉流程做到在线“清棉工艺调节”,即在不停机的状态下,就可以在操作面板上直接改变开棉强度及落物多少。
1)A11 往复抓棉机A11 往复抓棉机采用单打手结构,两侧装有压棉罗拉,打手刀片为双刃锯片形式,呈螺旋形排列,打手抓棉方式为正反转抓取。
各国清梳联设备的流程和特点(中)

各国清梳联设备的流程和特点(中)
石庚尧
【期刊名称】《北京纺织》
【年(卷),期】2004(025)004
【摘要】DK903梳棉机是德国特吕茨勒公司最新产品,该机最高出条速度为400m/min。
该机的棉箱是由上下两部分组成,上棉箱装有给棉罗拉、簧式加压给棉板和开松打手。
弹簧式加压给棉板采用5片独立的结构,每片都有一个弹簧支持,在任何情况下都可对整个横向分布的棉筵进行均匀握持,保证最
【总页数】4页(P43-46)
【作者】石庚尧
【作者单位】北京京棉集团一公司,北京,100025
【正文语种】中文
【中图分类】TS103.22
【相关文献】
1.各国清梳联设备的流程和特点(上) [J], 石庚尧
2.各国清梳联设备的流程和特点(下) [J], 石庚尧
3.国产短流程清梳联的性能及特点 [J], 石庚尧
4.清梳联短流程特点及应用效果分析 [J], 王屏翰;张健
5.清梳联设备创新应用于普通清花流程的效果 [J], 刘建忠;陈洪奎;封玉蓉
因版权原因,仅展示原文概要,查看原文内容请购买。
Trützschler:梳棉机的新型换筒设备
Trützschler:梳棉机的新型换筒设备
王利平
【期刊名称】《国际纺织导报》
【年(卷),期】2017(045)008
【总页数】1页(P38)
【作者】王利平
【作者单位】
【正文语种】中文
德国特吕茨勒公司(Trützschler)研发的全新移动式自动圈条系统T-Move颠覆了传统旋转式圈条系统,为一种创新型梳棉机条筒设备。
近几年,梳棉机的产量得到了显著的提高。
圈条系统种类较多但缺乏创新,其性能未得到相应的调整和提高。
使用传统圈条系统换筒时,棉条出条速度需先降低再提升,不仅降低了生产效率,对棉条质量也产生一定影响。
T-Move移动式自动圈条系统具有受控性,能在出棉速度达300 m/min的梳棉机上完成换筒,且条筒保持不动,在圈条头移动的同时,棉条会在精确的定位点被拉断。
随着出棉端的前移,装满纱的筒子停止运行,水平移动的圈条头会瞬时换筒,空筒随即开始运作。
传统旋转式圈条系统在更换条筒时,所有的条筒更换器都需降低速度,运行相对不稳定的筒子不适合增速或减速。
只有配备T-Move移动式自动圈条系统的梳棉机才可能采用更大直径的条筒。
与直径为1 000 mm的普通条筒相比,直径为1 200 mm的大尺寸条筒可增加43%
的棉条容量,不仅提高了经济效益,还减少了棉条筒运输次数和下一道并条机的接头次数,棉条质量得以提高。
梳棉机上传统旋转式圈条系统和T-Move移动式圈条系统的参数比较见表1。
Trützschler:并条机的后牵伸最优设定方案

Trützschler:并条机的后牵伸最优设定方案
刘薇(译);孟粉叶(校)
【期刊名称】《国际纺织导报》
【年(卷),期】2022(50)9
【摘要】现代的并条机有各种设置参数可以调整,以满足每种纺纱操作的独特需求。
然而,调整并条机仍然是一个比较困难和缓慢的过程。
德国Trützschler的自动牵伸功能是TD 10型并条机自调匀整的一部分,它采用创新的测量方法,自动优化生产条件下的后牵伸,耗时不到2 min。
长期以来,纺纱工序一直在为如何调整并条机的后
牵伸而苦恼。
这在一定程度上是因为调整后牵伸涉及牵伸架上大范围内的设置,而
每个设置都需要与其他设置保持一致。
【总页数】1页(P5-5)
【作者】刘薇(译);孟粉叶(校)
【作者单位】不详
【正文语种】中文
【中图分类】TS1
【相关文献】
1.FA322B并条机牵伸机构主牵伸区部分参数的优化设计
2.并条机牵伸工艺的配置及牵伸机构缺陷的探讨
3.并条机主牵伸区牵伸力在线测量系统的研制
4.无针板并
条机──BR221型双皮圈牵伸并条机5.VOITH和Trütz schler使环保非织造布的高效生产成为可能
因版权原因,仅展示原文概要,查看原文内容请购买。