乐泰SMT贴片红胶3609
Loctite 乐泰胶使用方法
Loctite 乐泰胶使用方法Loctite 乐泰胶乐泰工业胶黏剂螺纹锁固乐泰螺纹锁固剂是螺纹锁固及密封的一次革命,从精巧的电子零件到重型的结构设备,乐泰液态螺纹锁固胶和乐泰厌氧密封胶的用途十分广泛。
乐泰预涂螺纹锁固剂是一种触摸干燥的胶膜,由紧固件生产厂涂到螺纹紧固件上。
特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。
Loctite 220 螺纹锁固剂中强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
符合军标Mil-S-46163A。
Loctite 221 螺纹锁固剂低强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
Loctite 222 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 225 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为 1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 241 螺纹锁固剂中强度特别适合于应用程序不太活跃基体如不锈钢,镀面,其中手工工具拆卸,需要进行维修。
符合军标 Mil-S-46163A。
Loctite 242 螺纹锁固剂中强度通用型,触变性粘度。
用于M6-M20 螺纹的锁固于密封。
是一种可用普通工具拆卸的螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷Loctite 243 螺纹锁固剂耐机油/中强度快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重新时锁固。
SMT表面组装技术SMT贴片红胶的性能分析以及使用说明

SMT表面组装技术SMT贴片红胶的性能分析以及使用说明SMT贴片红胶的性能分析以及使用说明1.1常见的贴片胶涂布方法贴片胶的涂布是指将贴片胶从储存容器中(管式包装、胶槽)均匀地分配到PCB指定位置上。
常见的方法有针式转移、丝网/模板印刷和注射法。
1.针式转移针式转移方法是在金属板上安装若干个针头,每个针头对准要放贴片胶的位置,涂布前将针床浸入一个盛贴片胶的槽中,其深度约为1.2-2mm,然后将针床移到PCB上,轻轻用力下按,当针床再次被提起时,胶液就会因毛细管作用和表面张力效应转移到PCB上,胶量的多少则由针头直径和贴片胶的黏度来决定。
针床可以手工控制也可以自动控制。
这是早期应用方法之一,如图16所示。
优点:所有胶点能一次点完,速度快,适合大批量生产;设备投资少。
缺点:当PCB设计需要更改时,针头位置改动困难;胶量控制精度不够,不适用于精度要求高的场合使用;胶槽为敞开系统,易混入杂持,影响胶合质量;对环境要求高,如温度、湿度等。
评估:目前这种使用方法已不多见,一般用于试制生产,用针式转移法时,其贴片胶的黏度要求为70-90•s。
2.丝网/模板印刷丝网/模板印刷法涂布贴片胶,其原理、过程和设备同焊膏印刷类似。
它是通过镂空图形的丝网/模板,将贴片胶分配到PCB上,涂布时由胶的黏度及模板厚度来控制。
这种方法简单快捷,精度比针板转移高,早期应用较文(见图17),由于印刷后的胶滴高度不理想故未能广泛使用。
近几年,乐泰公司推出Varidot刮板印刷技术,采用特殊的塑料模板,可印刷不同高度的贴片胶。
此外清洗模板也较简单,并能显著地提高生产率和现有设备(印刷机)的利用率。
优点:一次印刷,完成所有胶点的分配,适合大批量生产;丝网/模板更换,相对比针床价廉;印刷机的利用率提高,无需添置点胶机。
缺点:对PCB更改的适应性差;胶液暴露在空气中,对外界环境要求高;只适合平面印刷。
评估:随着新模板技术的推广,使用场合会有所增加。
乐泰胶水-产品介绍
产品描述...乐泰胶水-产品介绍乐泰胶水200™直接还原铁锁定®高强度,preappliedthreadlocker乐泰胶水201™直接还原铁锁定®高强度,高温度,preappliedthreadlocker乐泰胶水2020™黄铜锁定®轻微至中等强度,preappliedthreadlocker设计为黄铜乐泰胶水202™直接还原铁锁定®中等强度,preappliedthreadlocker和密封剂乐泰胶水2033™threadlocker凝胶中等强度threadlocker凝胶,没有运行的公式乐泰胶水203™直接还原铁锁定®低强度,preappliedthreadlocker设计紧固件与磷酸盐和石油涂料乐泰胶水2045™直接还原铁锁定®高强度,高温度,preappliedthreadlocker设计的镀紧固件乐泰胶水204™直接还原铁锁定®高强度,preappliedthreadlocker紧固件设计与镀面乐泰胶水205™直接还原铁锁定®高强度,preappliedthreadlocker高润滑性乐泰胶水2060紫外线™直接还原铁锁定®中等至强度高,preappliedthreadlocker与自己的微型乐泰胶水220™threadlocker中等强度,芯吸级threadlocker小螺丝钉。
乐泰胶水222ms™threadlocker低强度threadlocker小螺丝与军事上的应用。
乐泰胶水222™threadlocker低强度threadlocker为小螺丝。
乐泰胶水232™保留复合介质强度保留复合重型干扰和高扭矩。
乐泰胶水242乐泰胶水threadlocker中等强度,一般用途threadlocker。
乐泰胶水2432™threadlo cker中等强度threadlocker为有效和无效的金属乐泰胶水243™threadlocker一般用途,中等强度,耐油threadlocker。
乐泰SMT贴片红胶3609
7.5rpm
75rpm
33.0000~38.0000
5.0000~65.000
触变指数
5~7
颗粒尺寸(um)
< 50
固化(板面温度150℃/S)
60~90
剪切强度(Mpa)
12~18
Tam-A器件(N)
62~64
Device SOT(N)
52
介电常数
3.2
介值损耗
≤102
绝缘电阻(Ωcm)
外观
红色膏状
密度(25℃,g/cm3)
1.2±0.03
粘度(25℃/mpa.s)
7.5rpm
75rpm
33.0000~38.0000
5.0000~65.000
触变指数
5~7
颗粒尺寸(um)
< 50
固化(板面温度150℃/S)
60~90
剪切强度(Mpa)
12~18
Tam-A器件(N)62~来自4Device SOT(N)
52
介电常数
3.2
介值损耗
≤102
绝缘电阻(Ωcm)
≥1015
贮存条件(℃)
2~8
贮存期
6个月
包装规格
300ml/筒500ml/罐
乐泰SMT贴片红胶3609、3611
型号
3611
.典型用途
化学基材
环氧树脂
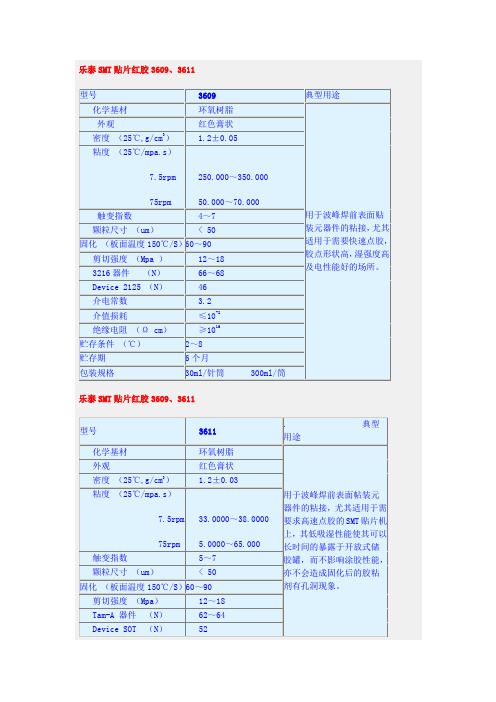
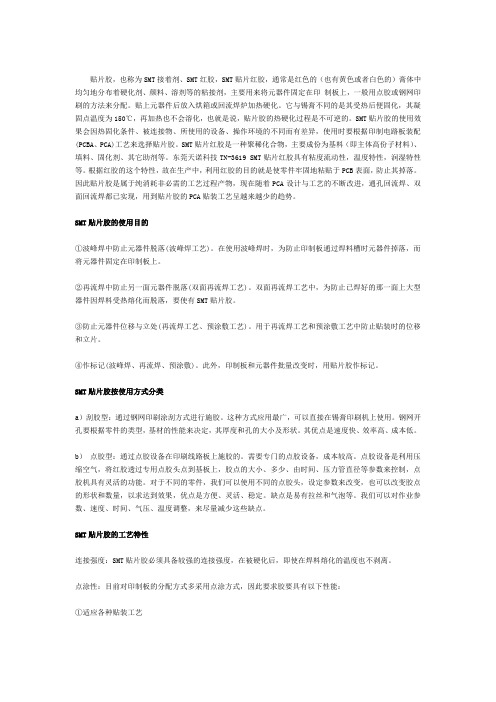
用于波峰焊前表面帖装元器件的粘接,尤其适用于需要求高速点胶的SMT贴片机上,其低吸湿性能使其可以长时间的暴露于开放式储胶罐,而不影响涂胶性能,亦不会造成固化后的胶粘剂有孔洞现象。
外观
红色膏状
密度(25℃,g/cm3)
乐泰使用说明

LOCTITE 577管螺纹密封剂粗螺纹触变性,高粘度,快速固化,高强度。
用于M80以下不锈钢高压锥/直螺纹。
允许用于饮用水系统.loctite416 乐泰胶416,用于间隙填充,适用于塑料粘接,高粘度,适合于在塑料,弹性体和金属间隙填充应用。
粘接粗糙或不规则的表面。
Loctite® 444—中粘度瞬干胶中粘度,用于电器元件跳线固定。
超强快干跳线胶。
高粘度,耐高温,用于跳线固定,大部件应力释放,IC粘接。
正品乐泰603容油性一种具有容油性及其他污染物的通用型高强度固持胶。
密封并固持圆柱形零件总成,其最大填充径向间隙为0.13mm在30分钟内初固化,它能防止微振磨损及金属配合件的腐蚀乐泰620--耐高温◎高粘度,高强度,不流淌。
固持气门套管、注塑机芯套、阀套、缸套、键槽等。
◎可耐高温到200℃,对钢提供19.0N/mm2以上的剪切强度。
锁固及固持圆柱形配合件至0.4mm直径间隙。
能防止金属微振磨损及腐蚀。
密封防止泄漏。
loctite7452乐泰胶7452粘附性能促进剂。
用于聚烯烃或其它低能表面材料的表面上,与乐泰瞬干胶配合使用。
其特点是干燥时间短,及在零件寿命长正宗乐泰270厌氧密封胶Loctite270螺纹锁固剂高强度,是一种永久锁固的螺纹锁固剂,在极端的化学/环境条件下有优良的防锈及耐腐蚀性能乐泰518:厌氧型平面密封剂通用型,柔韧性好,耐流体性能优良,无腐蚀性。
特别适用于铝表面。
它能形成一个柔性,耐溶剂的密封层,不会撕裂或老化。
可以用于柔性金属装配包括铝的表面。
方便折卸及清除243耐机油,中强度,快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重装时锁固。
用于M20以下螺纹的锁固与密封。
乐泰262螺纹锁固剂中高强度●适用于大多数金属表面。
触变性粘度,耐化学性好。
●用于M20以下螺纹的永久性锁固与密封。
●是一种永久锁固的螺纹锁固剂,在极端的化学/环境条件下有优异的防锈及耐腐蚀性能。
SMT贴片红胶技术参数与应用

SMT贴片红胶是一种单组份、快速固化的环氧粘合剂,用于印刷线路板上SMD元件粘接。
贴片胶能满足高速组装工艺的要求,同时兼容现代无铅工艺,确保客户的高生产效率得以实现。
天诺新材料科技贴片胶具有优良的触变性,涵盖低温固化,印刷工艺和点胶工艺。
东莞天诺科技SMT红胶是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
贴片红胶的性质
红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
贴片红胶的应用
使用
1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;
2、从冰箱中取出使用前,应放在室温下回温;
3、可以使用醋酸乙酯来清洗胶管。
点胶
1、在点胶管中加入后塞,可以获得更稳定的点胶量;
2、推荐的点胶温度为30-35℃;
3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
SMT辅助材料介绍

第四章SMT辅助材料介紹在SMT生产中,通常我们贴片胶、锡膏、钢网称之为SMT辅助材料。
这些辅助材料在SMT整个过程中,对SMT的品质、生产效率起着致关重要的作用。
因此,作为SMT工作人员必须了解它们的某些性能和学会正确使用它们。
一、常用术语1.贮存期(shelflife)在规定条件下,材料或产品仍能满足技术要求并保持适当使作性能的存放时间。
2.放置时间(workingtime)贴片胶、焊膏在使用前暴露于规定环境中仍能保持规定化学、物理性能的最长时间。
3.粘度(viscosity)贴片胶、焊膏在自然滴落时的滴延性的胶粘性质。
4.触变性(thixotropicratio)贴片胶与锡膏在施压挤出时具有流体的特性与挤出后迅速恢复为具有固塑性的特性。
5.塌落(slump)焊膏印刷后在重力和表面张力的作用及温度升高或停放时间过长等原因而引起的高度降低、底面积超出规定边界的坍流现象。
6.扩散(spread)贴片胶在点胶后在室温条件下展开的距离。
7.粘附性(tack)焊膏对元器件粘附力的大小及其随焊膏印刷后存放时间变化其粘附力所发生的变化8.润湿(wetting)熔融的焊料在铜表面形成均匀、平滑和不断裂的焊料薄层的状态。
9.免清洗焊膏(no-clean solder paste)焊后只含微量无害焊剂残留物而无需清洗PCB的焊膏10.低温焊膏(low temperature paste)熔化温度比183℃低20℃以上的焊膏。
二、贴片胶(红胶)SMT中使用的贴片胶其作用是固定片式元件、SOT、SOIC等表面安装器件在PCB上,以使其在插件、过波峰焊过程避免元器件的脱落或移位。
贴片胶可分为两大类型:环氧树脂类型和丙稀酸类型。
一般生产中采用环氧树脂热固化类胶水(如乐泰3609红胶),其特点是:●热固化速度快●接连强度高●电特性较佳而不采用丙稀酸胶水(需紫外线照射固化)。
SMT对贴片胶水的基本要求:●包装内无杂质及气泡●贮存期限长●可用于高速/或超高速点胶机●胶点形状及体积一致●点断面高,无拉丝●颜色易识别,便于人工及自动化机器检查胶点的质量●初粘力高●高速固化,胶水的固化温度低,固化时间短●热固化时,胶点不会下塌●高强度及弹性以抵挡波峰焊时之温度突变●固化后有优良的电特性●无毒性●具有良好的返修特性贴片胶引起的生产品质问题●失件(有、无贴片胶痕迹)●元件偏斜●接触不良(拉丝、太多贴片胶)贴片胶使用规范:●贮存胶水领取后应登记到达时间、失效期、型号,并为每瓶胶水编号。
胶水知识

胶粘剂各项参数详解(逐项增加中)!特开此贴对胶粘剂各项参数进行解析,了解的朋友可跟贴详解。
各项参数我会查证相关资料一一道来,如果错漏请各位专家指正,或者你需要了解哪项参数也可在此提出,希望借此让大家对胶粘剂有更全面的认识!暂时以SMT贴片红胶的各项参数开始解释:化学类型一般指此种胶水的主体成分,有环氧树脂、硅树脂、聚胺酯、聚丙烯酸等等,而且像环氧树脂等又分了很多种。
有时有些胶水是介于几种之间的混合体。
对于使用者来讲不需要过多了解这些,对于生产厂商来说也许是很重要的!例如SMT贴片红胶的化学类型一般写成:环氧树脂;当然好像也有聚丙烯酸类的SMT贴片红胶。
外观,顾名思义就是胶水的外在表观,一般会说明其颜色以及状态等;例如SMT贴片红胶外观一般写成:红色膏状物;还有很多其它的胶水的外观写成:黄色液体、灰色膏状物、黑色浆糊状等等;外观一般采取目测的方法,故同样的胶水不同厂家给出的外观描述可能略有差异的!比重,又称为密度,等于质量跟体积的比值密度=质量/体积ρ=m/V;由于质量单位有多种,加之体积的单位也有多种,所以密度的单位也有多种表示方法。
当然最常见的是克/立方厘米,也就是克/毫升;或者是千克/立方分米,也就是千克/升。
例如SMT贴片红胶密度一般为: 1.17@25°C, 也就是1.17克/毫升。
另由于不同物质的密度随温度和压力等外界因素的不同会有差异,有些差异甚至十分明显,所以一般而言密度是指在25°C,一个标准大气压的条件下测得的。
比重与密度的物理概念不同,但俩者在数值上是相同的,所反映的物料性质也是一样的,物料的比重越大,其密度也越大,故比重又叫做相对密度粘度:粘度对胶粘剂来说是一个比较重要的参数,它与胶粘剂的可操作性密切相关。
但是由于不同的物质分属不同体系,另测试粘度的仪器有许多种,加之测试粘度的方法和原理也较多,所以此数据在不同条件下所得结果可比性不强。
关于粘度的一些知识如下:复制内容到剪贴板以SMT贴片红胶为例,其粘度(25°C 5rpm)一般为300,000mPa.S(300,000cps;300Pa.S;300,000厘泊),此处所指粘度为动力粘度。
3619红胶特性

NOT FOR PRODUCT SPECIFICATIONS.THE TECHNICAL DATA CONTAINED HEREIN ARE INTENDED AS REFERENCE ONLY.PLEASE CONTACT LOCTITE CORPORATION QUALITY DEPARTMENT FOR ASSISTANCE AND RECOMMENDATIONS ON SPECIFICATIONS FOR THIS PRODUCT.ROCKY HILL, CT FAX: +1 (860)-571-5473 DUBLIN, IRELAND FAX: +353-(1)-451 - 9959PRODUCT DESCRIPTIONLOCTITE ® Product 3619 is a one component, epoxy adhesive that cures rapidly on exposure to low levels of heat. It’s viscosity characteristics and de-aerated condition makes it suitable for syringe dispensing with excellent drop shape control. Product 3619 has excellent high speed dispensing characteristics, good dot profile and good on-board electrical characteristics.TYPICAL APPLICATIONSBonding of surface mounted devices to printed circuit boards prior to wave soldering. Particularly suited where low curing temperatures are required for heat sensitive components, or short curing times are required.PROPERTIES OF UNCURED MATERIALTypicalValue Range Chemical Type Epoxy AppearanceDark Red GelSpecific Gravity @ 25°C1.22 1.18-1.26Viscosity @ 25°C, mPa.s(cP) D = 20s -1 after t=180secs 30,00020,000 to 40,000Yield value @ 23°C, Pa:350150 to 550(Haake PK100, M10/PK1 2°Cone Casson Model over 0.4-30 1/s)%Spread IPC SM-87054-6%Slump IPC SM-87043-5Particle Size, microns< 80Temperature-Viscosity VariationThe graph above shows a typical temperature-viscosity curveas measured using a Haake rotoviscometer PK100, M10/PK12° Cone system at 2 secs -1.TYPICAL CURING PERFORMANCEProduct 3619 has been specifically developed to cure at lower temperatures and/or shorter times than standard products.Recommended conditions for curing are exposure to heat around 100°C, (typically 90-120 sec. @ 100°C). Rate of cure and final strength will depend on the residence time at the cure temperature.Cure Speed vs. temperatureThe following graph shows the rate of torque strength developed with time at different temperatures. These times are defined from the moment the adhesive reaches cure temperature. In practice, total oven time will be longer to allow for heat up period. Torque strength is measured on 1206capacitors at 22°C, tested according to IPC SM817, (2.4.42).6090120180Time at Cure Temperature (seconds)0255075100% o f F u l l C u r e d S t r e n g t h100°C 30150°C 80°C300240TYPICAL PROPERTIES OF CURED MATERIAL (samples cured for 30 min @ 100°C)Physical PropertiesDensity, g/cm 31.3Glass Transition temperature. Tg. °C 50Coefficient of Thermal Expansion (µm/m/°C)Temperature range –30°C to +30°C 60Temperature range 70°C to +150°C120Electrical PropertiesVolume resistivity, ASTM D257,Ω.cm1.2 x 1015Surface resistivity, ASTM D257, Ω 1.9 x 1016Dielectric Breakdown Strength (ASTM D149) kV/mm 30Surface Insulation Resistance, ohms:IPC TM 650-2.6.3.1 “B” comb pattern, 50V bias, 100V test Initial 1012 4 days @ 40°C, 95% RH 1012 7 days @ 40°C, 95% RH 8.9x1011Dielectric constant & loss, 25°C, ASTM D150: Constant Loss measured at 1kHz: 3.240.02100kHz: 3.050.031MHz: 2.890.0410MHz: 2.750.05Electrolytic Corrosion, DIN 53489 A - 1303540Temperature, C0100000200000300000V i s c o s i t y , m P a s2520ºPDS 3619 February, 1999Loctite is a Trademark of Loctite Corporation U.S.A.PERFORMANCE OF CURED MATERIALTypicalValueRangeShear strength on grit blasted mild steel, (GBMS)(cured 30 mins @ 100°C) ASTM D 1002, N/mm²3022 to 38 (psi)(4350)(3200 to 5500)Torque Strength of C-1206 to bare FR4 board,according to IPC SM817(cured for 5 mins @ 100°C) Torque Strength, N.mm:5030 to 70 (in.oz)(7)( 4 to 10) Pull-off Strength, N:50 30 to 70 (lb)(13)(6.5 to 15.5)Bond strength achieved in practice will vary considerably depending on the SMD component type, adhesive dot size and the type, grade and degree of cure of solder mask/resist.TYPICAL ENVIRONMENTAL RESISTANCE Test procedure :ASTM D1002 Shear Substrate:GBMS lapshears Cure procedure:30 mins @ 100°C Hot StrengthTested at temperature.Resistance to Hot Solder DipProduct 3619 passes the hot solder dip test, IPC SM817(2.4.42.1). R-1206 bonded to FR4 PCB were held for 60seconds above a solder bath at 260°C, and then dipped for 10seconds. No chip displacement or loss occurred.GENERAL INFORMATIONThis product is not recommended for use in pure oxygen and/or oxygen rich systems and should not be selected as a sealant for chlorine or other strong oxidizing materials.For safe handling information on this product, consult the Material Safety Data Sheet, (MSDS).Directions for UseThis product is supplied de-aerated in a range of ready-to-use syringes which fit straight into a variety of air pressure/time dispensing machines commonly available.After storage in a refrigerator the adhesive must be allowed to equilibrate to room temperature before use, (typically 24hours). Avoid cross contamination with other epoxy or acrylic adhesives by ensuring dispense nozzles, adopters, etc., are thoroughly cleaned. Do not leave dirty nozzles or adopter barrels on machine for more than 24 hours while machine not in use. Do not leave dirty nozzles to soak in solvents for long periods.The quantity of adhesive dispensed will depend on the dispense pressure, time, nozzle size and temperature. These parameters will vary depending on machine type and should be optimised accordingly. Dispense temperature should ideally be controlled at a value between 30°-35°C for optimum results. Higher dispense temperatures are not recommended.This product can also be dispensed using Archemedes Pump systems. For use on Piston Pump systems, contact your Loctite Technical Services unit. This product is not recommended for dispensing by pin transfer. Alternative Loctite products are available for pin transfer and stencil printing.Uncured adhesive should only be cleaned from the board with solvents compatible with epoxy adhesives, such as Loctite 7360. Contact Loctite for detailed cleaning recommendations.StorageProduct shall be ideally stored in refrigerated, dry location in unopened containers at a temperature between 2° - 8°C (36°-46°F) unless otherwise labelled. Refrigerated packages shall be allowed to return to room temperature prior to use. To prevent contamination of unused product, do not return any material to its original container. For further specific shelf life information, contact your local Technical Service Centre.Data RangesThe data contained herein may be reported as a typical value and/or range. Values are based on actual test data and are verified on a periodic basis.NoteThe data contained herein are furnished for information only and are believed to be reliable. We cannot assume responsibility for the results obtained by others over whose methods we have no control. It is the user's responsibility to determine suitability for the user's purpose of any production methods mentioned herein and to adopt such precautions as may be advisable for the protection of property and of persons against any hazards that may be involved in the handling and use thereof. In light of the foregoing, Loctite Corporation specifically disclaims all warranties expressed or implied, including warranties of merchantability or fitness for a particular purpose, arising from sale or use of Loctite Corporation’s products. Loctite Corporation specifically disclaims any liability for consequential or incidental damages of any kind, including lost profits. The discussion herein of various processes or compositions is not to be interpreted as representation that they are free from domination of patents owned by others or as a license under any Loctite Corporation patents which may cover such processes or compositions. We recommend that each prospective user test his proposed application before repetitive use, using this data as a guide. This product may be covered by one or more United States or foreign patents or patent applications.Temperature025*******% o f R T S t r e n g t h22ºC50ºC 125ºC100ºC。
SMT培训资料(全)

SMT培训资料(全)SMT基础知识⼀、 SMT简介⼆、 SMT⼯艺介绍三、元器件知识四、 SMT辅助材料五、 SMT质量标准六、安全及防静电常识第⼀章SMT简介SMT的特点采⽤表⾯贴装技术(SMT)是电⼦产品业的趋势SMT有关的技术组成第⼆章SMT⼯艺介绍SMT⼯艺名词术语1、表⾯贴装组件(SMA)(surface mount assemblys)。
2、回流焊(reflow soldering)3、波峰焊(wave soldering)4、细间距(fine pitch)5、引脚共⾯性(lead coplanarity )6、焊膏( solder paste )7、固化(curing )8、贴⽚胶或称红胶(adhesives)(SMA)9、点胶 ( dispensing )10、点胶机 ( dispenser )11、贴装( pick and place )12、贴⽚机( placement equipment )13、⾼速贴⽚机 ( high placement equipment )14、多功能贴⽚机 ( multi-function placement equipment )15、热风回流焊 ( hot air reflow soldering )16、贴⽚检验 ( placement inspection )17、钢⽹印刷 ( metal stencil printing )18、印刷机 ( printer)19、炉后检验 ( inspection after soldering )20、炉前检验 (inspection before soldering )21、返修 ( reworking )22、返修⼯作台 ( rework station )表⾯贴装⽅法分类第⼀类只采⽤表⾯贴装元件的装配第⼆类⼀⾯采⽤表⾯贴装元件和另⼀⾯采⽤表⾯贴元件与穿孔元件混合的装配第三类顶⾯采⽤穿孔元件, 底⾯采⽤表⾯贴装元件的装配SMT的⼯艺流程领PCB、贴⽚元件? 贴⽚程式录⼊、道轨调节、炉温调节 ? 上料 ? 上PCB ? 点胶(印刷)? 贴⽚? 检查 ? 固化? 检查 ? 包装 ?保管各⼯序的⼯艺要求与特点:1.⽣产前准备z清楚产品的型号、PCB的版本号、⽣产数量与批号。
SMT贴片红胶的特性与使用
贴片胶,也称为SMT接着剂、SMT红胶,SMT贴片红胶,通常是红色的(也有黄色或者白色的)膏体中均匀地分布着硬化剂、颜料、溶剂等的粘接剂,主要用来将元器件固定在印制板上,一般用点胶或钢网印刷的方法来分配。
贴上元器件后放入烘箱或回流焊炉加热硬化。
它与锡膏不同的是其受热后便固化,其凝固点温度为150℃,再加热也不会溶化,也就是说,贴片胶的热硬化过程是不可逆的。
SMT贴片胶的使用效果会因热固化条件、被连接物、所使用的设备、操作环境的不同而有差异,使用时要根据印制电路板装配(PCBA、PCA)工艺来选择贴片胶。
SMT贴片红胶是一种聚稀化合物,主要成份为基料(即主体高份子材料)、填料、固化剂、其它助剂等。
东莞天诺科技TN-3619 SMT贴片红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
因此贴片胶是属于纯消耗非必需的工艺过程产物,现在随着PCA设计与工艺的不断改进,通孔回流焊、双面回流焊都已实现,用到贴片胶的PCA贴装工艺呈越来越少的趋势。
SMT贴片胶的使用目的①波峰焊中防止元器件脱落(波峰焊工艺)。
在使用波峰焊时,为防止印制板通过焊料槽时元器件掉落,而将元器件固定在印制板上。
②再流焊中防止另一面元器件脱落(双面再流焊工艺)。
双面再流焊工艺中,为防止已焊好的那一面上大型器件因焊料受热熔化而脱落,要使有SMT贴片胶。
③防止元器件位移与立处(再流焊工艺、预涂敷工艺)。
用于再流焊工艺和预涂敷工艺中防止贴装时的位移和立片。
④作标记(波峰焊、再流焊、预涂敷)。
此外,印制板和元器件批量改变时,用贴片胶作标记。
SMT贴片胶按使用方式分类a)刮胶型:通过钢网印刷涂刮方式进行施胶。
这种方式应用最广,可以直接在锡膏印刷机上使用。
钢网开孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高、成本低。
b)点胶型:通过点胶设备在印刷线路板上施胶的。
乐泰胶水型号规格表

乐泰胶水:A\瞬干胶:通用型:401:粘度100CP,5秒/24H,强度2900PSI,透明耐121度406:粘度20CP,30秒/24H,强度2250PSI,透明耐121度454:凝胶、45秒/24H,强度3030Psi,透明121度495:低粘40CP,5秒/24H,强度2060PSI,透明121度增韧型:435:表面敏感,200CP,40/24H,2700PSI,100度480:黑色200CP,90秒/24H,3800PSI,100度低白化、气味:403:1200CP,30秒/24H,2950PSI,80度460:40CP,20秒/24H,3200PSI.80度耐高温:4204:4000CP 120秒/24H,2400PSI,121度光固胶:4311:1000CP 30秒 100度B\螺纹锁固:243:通用蓝色螺纹胶,粘度2150CP 10分/24H,耐180度,可拆230 lb/in 290:螺纹胶、粘度40CP 20分/24H,耐150度,可拆90 lb/in222:螺纹胶、粘度1200CP 20分/24H,耐150度,可拆50 lb/in263:通用红色螺纹胶,粘度500CP 10分/24H,耐180度,加热拆290 lb/in 268: 螺纹胶、半固体 5分/24H,耐150度,加热拆355 lb/in277:螺纹胶、粘度7000CP 45分/24H,耐150度,加热拆280 lb/inC\管螺纹密封:567:粘金属基材,通用型耐200度粘度540000CP膏体545:粘金属基材,耐150度,细牙螺纹粘度15000CP液体542:粘金属基材,耐150度,细牙螺纹粘度600CP液体577:粘金属基材,耐150度,粗牙螺纹粘度25000CP膏体55:密封绳,粘金属和塑胶各种螺纹,耐150度D\平面密封:518/510/515:红粉紫,耐150-200厌氧膏体SI 5***: 灰黑色湿气固化硅胶,耐200~316度E\锁配固持:间隙最大到0.06"609:耐温150,10分/24H固化,强度2300psi641:耐温150,20分/24H固化,强度1700psi648:耐温180,3分/24H固化,强度3900psi间隙0.01~0.02"620:耐温230,60分/24H固化, 强度3800psi638:耐温180,4分/24H固化, 强度4500psi间隙0.01~0.02"660: ,耐150度,强度3335psiF\通用型基材胶:HY4090 1:1 AB 胶 180秒 2420PSIG\结构胶AA330:4分钟 120度间隙0.5mmEA 3423:45分钟 150度间隙3mmEA E-20HP 20分 120度EA 9464 20分 120度EA 9483 60分钟 120度间隙0.25 显示器用EA 9492 15分钟 170度白色AA332:磁铁专用,促进剂SF7387 3分钟 200度。
乐泰SMT贴片红胶3609

型号
3611
.典型用途
化学基材
环氧树脂
用于波峰焊前表面帖装元器件的粘接,尤其适用于需要求高速点胶的SMT贴片机上,其低吸湿性能使其可以长时间的暴露于开放式储胶罐,而不影响涂胶性能,亦不会造成固化后的胶粘剂有孔洞现象。
外观
红色膏状
密度(25℃,g/cm3)
1.2±0.03
≥1015
贮存条件(℃)
2~8
贮存期
6个月
包装规格
300ml/筒500ml/罐
乐泰SMT贴片红胶3609、3611
型号
3611
.典型用途
化学基材
环氧树脂
用于波峰焊前表面帖装元器件的粘接,尤其适用于需要求高速点胶的SMT贴片机上,其低吸湿性能使其可以长时间的暴露于开放式储胶罐,而不影响涂胶性能,亦不会造成固化后的胶粘剂有孔洞现象。
50.000~70.000
触变指数
4~7
颗粒尺寸(um)
< 50
固化(板面温度150℃/S)
60~90
剪切强度(Mpa)
12~18
3216器件(N)
66~68
Device 2125(N)
46
介电常数
3.2
介值损耗
≤10-2
绝缘电阻(Ωcm)
≥1016
贮存条件(℃)
2~8
贮存期
6个月
包装规格
30ml/针筒300ml/筒
乐泰SMT贴片红胶3609、3611
型号
3609
典型用途
化学基材
环氧树脂
用于波峰焊前表面贴装元器件的粘接,尤其适用于需要快速点胶,胶点形状高,湿强度高及电性能好的场所。
SMT培训资料(全)

SMT 基础知识一、 SMT 简介二、 SMT 工艺介绍三、元器件知识四、 SMT 辅助材料五、 SMT 质量标准六、安全及防静电常识SMT 简介第一章SMT 的特点采用表面贴装技术(SMT)是电子产品业的趋势SMT 有关的技术组成第二章SMT 工艺介绍SMT 工艺名词术语1、表面贴装组件(SMA) (surface mount assemblys) 。
2、回流焊(reflow soldering)3、波峰焊(wave soldering)4、细间距 (fine pitch)5、引脚共面性 (lead coplanarity )6、焊膏 ( solder paste )7、固化 (curing )8、贴片胶或称红胶(adhesives) (SMA)9、点胶 ( dispensing )10、点胶机 ( dispenser )11、贴装( pick and place )12、贴片机 ( placement equipment )13、高速贴片机 ( high placement equipment )14、多功能贴片机 ( multi-function placement equipment )15、热风回流焊 ( hot air reflow soldering )16、贴片检验 ( placement inspection )17、钢网印刷 ( metal stencil printing )18、印刷机 ( printer)19、炉后检验 ( inspection after soldering )20、炉前检验 (inspection before soldering )21、返修 ( reworking )22、返修工作台 ( rework station )表面贴装方法分类第一类第二类第三类只采用表面贴装元件的装配一面采用表面贴装元件和另一面采用表面贴元件与穿孔元件混合的装配顶面采用穿孔元件, 底面采用表面贴装元件的装配SMT 的工艺流程领 PCB、贴片元件Æ 贴片程式录入、道轨调节、炉温调节Æ 上料Æ 上 PCB Æ点胶(印刷) Æ 贴片Æ 检查Æ 固化Æ 检查Æ 包装Æ 保管各工序的工艺要求与特点:1. 生产前准备z 清楚产品的型号、PCB 的版本号、生产数量与批号。
乐泰红胶详细参数

型号
3609
典型用途
化学基材
环氧树脂
用于波峰焊前表面贴装元器件的粘接,尤其适用于需要快速点胶,胶点形状高,湿强度高及电性能好的场所。
外观
红色膏状
密度 (25℃,g/cm3)
触变指数
5~7
颗粒尺寸 (um)
< 50
固化 (板面温度150℃/S)
60~90
剪切强度 (Mpa)
12~18
Tam-A 器件 (N)
62~64
Device SOT (N)
固化 (板面温度150℃/S)
60~90
剪切强度 (Mpa )
12~18
3216器件 (N)
66~68
Device 2125 (N)
46
介电常数
3.2
介值损耗
52
介电常数
3.2
介值损耗
≤102
绝缘电阻 (Ω cm)
≥1015
贮存条件 (℃)
2~8
贮存期
6个月
包装规格
30ml/针筒 300ml/筒 500ml/罐
外观
红色膏状
密度 (25℃,g/cm3)
1.2±0.03
粘度 (25℃/mpa.s)
7.5rpm
75rpm
33.0000~38.0000
5.0000~65.000
≤10-2
绝缘电阻 (Ω cm)
≥1016
贮存条件 (℃)
2~8
贮存期
6个月
包装规格
30ml/针筒 300ml/筒 500ml/罐
电路板常用的几种胶:红胶、黄胶、导热胶、硅酮胶、热熔胶

一、红胶红胶是一种聚烯化合物,受热后容易发生固化,当它所受的温度达到150℃凝固点时候,红胶就开始由膏状体变成固体,利用这一特性,可以用点胶或者印刷的方式对贴片元器件进行固定,线路板元件使用贴片红胶可以通过烤箱或者回流焊进行加热固化。
线路板上的元件,特别是双面贴装的线路板,过波峰焊的时候使用贴片红胶固定,可以让背面的小型贴片元件不会掉落到锡炉中。
红胶有几大特点:①对各种芯片元件均可获得稳定的黏着强度;②具有适合网板印刷制成需求的粘度和摇变性,下胶量稳定而不会出现漏刷或塔边;③具有很好的保存稳定性能;④具有高黏着强度,可以避免高速贴片时发生元器件偏位。
主要作用:红胶的主要作用是使线路板贴片元件固定,主要有粘接作用,或者和锡膏一起使用作为补强固定的作用。
二、黄胶电路板所用的黄胶是一种水剂型粘合剂,有一种刺激性气味,是一种柔软性自粘结的凝胶状物,有优良的绝缘,防潮,防震和导热性能,使电子元器件在苛刻条件下安全运行。
它容易发生固化,固化的速度与环境温度、湿度和风速关:温度越高,湿度越低,风速越大,固化速度则越快,反之则减慢。
将涂装好的部件置于空气中会有慢慢结皮的现象发生,注意操作应该在表面结皮之前完成。
主要作用:电感、线圈、变压器、电解电容、接收头等电子产品固定,具有保护密封电子元器件作用,可用于电气元件灌封、高压部件的灌封、电路板的防潮涂覆等。
三、导热硅胶导热硅胶又称导热膏、散热膏,是一种高导热绝缘有机硅材料,不像导热硅脂那样几乎永远不固化,还可在-50℃—+250℃的温度下长期保持使用时的脂膏状态。
既具有优异的电绝缘性,又有优异的导热性,同时具有低油离度(趋向于零),耐高低温、耐水、臭氧、耐气候老化。
它的特点是无毒无味无腐蚀性,符合ROHS标准及相关环保要求,化学物理性能稳定。
主要作用:用于填充发热体与散热装置之间的缝隙,增大它们的接触面积,从而达到的导热效果,使电子元器件工作时候的热量有效地散发出传递出去。
SMT点胶介绍
一.L3609/L3619(红胶)/3515(黑胶)/3703(UV 胶)简介目前厂目前厂内内SMT 使用的固定使用的固定胶为热胶胶为热胶,有遇有遇热热硬化和遇光线硬化硬化两两种.1. 遇热硬化所硬化所应应用的原理用的原理为为:在锡(锡膏)熔化之前或熔化之后(视具体的Process 需求而定)就固化,将零件与PCB 牢牢粘在一起.常见种类有:L3609红胶,L3619红胶,3515黑胶三种.厂商为美国LOCTITE(乐泰)公司.这三种三种红胶红胶(黑胶)之硬化硬化数数度与度与温温度/加温时间关温时间关系分系分系分别别如下所示:下图为L3609红胶”Cure Speed VS Temperature”(Profile)表示加表示加热时间热时间;Y 方向(纵向)表示表示红胶红胶红胶固化程度固化程度(以%的方式表示).以150 ℃这一根曲一根曲线为线为例,只要在不低于150 ℃的温度环境下境下经过经过1minutes 以上时间时间就可以就可以就可以达达到100%的硬度.下图为L3619红胶”Cure Speed VS Temperature”(Profile)图中曲线涵义与L3609相同.下图为3515黑胶ProfileProfile 中,X 方向(横向)表示加表示加热温热温热温度度;Y 方向(纵向)表示黑表示黑胶胶遇热后回到23 ℃室温时温时固化程度固化程度(以%的方式表示).从上表中可以看到,在150 ℃温度下30 minutes 后可以到可以到达达硬化要求,在200 ℃温度下30 seconds 可以到可以到达达硬化要求.2. 遇光遇光线线硬化所硬化所应应用的原理用的原理为为:在零件焊接完成后遇到光线就固化,将零件与PCB 牢牢粘在一起.常见种类有:L3703 UV 胶厂商厂商为为美国LOCTITE(乐泰)公司.这种UV 胶之硬化与光之硬化与光线强线强线强度度关系如下红胶红胶与黑与黑与黑胶胶及UV 胶特性比特性比较较:(1) 红黑胶遇热固化,UV 胶遇光遇光线线硬化(2) 红胶红胶的固化的固化的固化点温点温点温度比度比度比锡锡的熔融的熔融点温点温点温度度(183℃)低,黑胶的固化的固化点温点温点温度比度比度比锡锡的熔融的熔融点点温度高.二.红胶红胶与黑与黑与黑胶胶及UV 胶在SMT 的应用1.防止防止零件偏移零件偏移(Shift).2.防止零件防止零件掉落掉落(Missing).3.防止零件空焊(Open Solder).4.BGA 四角(四边)点胶(封胶),固定BGA.5.其它一些其它一些应应用.具体的具体的应应用实例如下:膏的黏性膏的黏性还还不足以固定住零件.在板子移在板子移动动的过程中零件易偏移,甚至脱落,造成缺件.由于由于锡锡膏厚度有限, PCB PAD 上的上的锡锡膏无法完全固定圆柱型的二极管(Diode),易滚动.加点红胶点红胶后后,二极管(Diode)与PCB 上的上的红胶红胶红胶面接触面接触,且沾黏在一起,起到固定作用.实例二:大电感类材料PCB PAD 过大,且零件PAD 过小.在锡膏的熔融膏的熔融过过程中所程中所产产生的拉力(力矩),过炉过炉后造成偏移后造成偏移.加点红胶点红胶后后,在锡膏熔融之前膏熔融之前红胶红胶红胶就已就已就已经经固化,将电将电感固定感固定.若电感是在第一面,在板子第二次在板子第二次过炉时红胶过炉时红胶过炉时红胶可以起到防可以起到防止电感因感因为为自重造成掉件(缺件).PCB 的PAD 设计过设计过大大零件的PAD 设计过设计过小小实例三:有些第一面的零件由于自重有些第一面的零件由于自重较较大,在PCB 翻过来过来后第后第二次二次过炉时过炉时过炉时形成一定的下垂形成一定的下垂,最终造成零件Floating,甚至掉件(缺件).在零件本体下加在零件本体下加红胶红胶, 在过炉时红胶过炉时红胶先固定先固定PCB 与零件,起到防止零件下垂/下掉的作用.点较点较在零在零件本体下,防止掉件实例四:有些第一面的零件由于自重有些第一面的零件由于自重较较大且于PCB 干涉干涉较较小,在PCB 翻过来过来后第二次后第二次后第二次过炉时过炉时过炉时形成一定的下垂形成一定的下垂,最终造成零件Floating,甚至掉件(缺件).可在C/S 面零件的BOSS 孔加红胶, 在过炉时红胶过炉时红胶先固定先固定PCB 与零件,起到防止零件下垂/下掉的作用.点零件的BOSS柱防止零件掉件,点到零件BOSS并连到PCB 板孔实例五:在BGA 四角(四边)加点黑胶(红胶),用以加固BGA.可以起到一定的防止BGA 锡裂的作用.BGA 四角的四角的红胶红胶SMT 人员正在手工正在手工点红胶点红胶(封胶).实例六:在BGA 的四的四个个角落角落点点黑胶过炉过炉后的黑后的黑后的黑胶胶(在BGA 下面)PCB 上自上自动点胶动点胶动点胶机机点的黑的黑胶胶点封UV胶实例七:在BGA的四角落点的四个个角落将UV胶封在零件的四角,来固定零件红黑胶检查规范目视主要目的: 检查自动点胶质量之问题 检验站别:点胶机之后.常见不良:1.红胶拉丝----点完红胶后收尾时红胶被拉离点胶点.点胶点胶拉拉丝良品三.点胶目视常见不良2.胶量太多3.溢胶溢胶胶量太多良品UV胶检查规范目视主要目的: 检查封胶质量之问题 检验站别:UV炉后.点胶规范四.点胶点胶后可能造成之后可能造成之后可能造成之质质量问题问题探探讨1.因为点胶胶为点胶胶量偏多量偏多,造成零件Floating,甚至甚至从从而引起Open Solder.2.手工封手工封胶时胶时,注在BGA 下的下的红胶过红胶过红胶过多多,过炉时红胶过炉时红胶受受热膨胀,积压锡压锡球球,造成相造成相邻邻的两颗锡两颗锡球球Short Solder.3.UV 胶盖胶盖到到测试点将ATE 将无将无法法测试五.红胶与黑胶的存储与使用注意事项 红胶红胶与黑与黑与黑胶胶冰箱冰箱温温度规定为:5℃±3℃,回温时间为8H. UV 胶保存保存温温度为8-28 ℃储存期限红胶储红胶储存存为6个月(未开罐) 黑胶储胶储存存为1个月(未开罐)UV 胶无胶无特殊要求特殊要求开罐后的使用期限红胶72小时内时内必必须使用完使用完毕毕黑胶1周内必须使用完使用完毕毕UV 胶无胶无特殊要求特殊要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.5rpm
75rpm
33.0000~38.0000
5.0000~65.000
触变指数
5~7
颗粒尺寸(um)
< 50
固化(板面温度150℃/S)
60~90
剪切强度(Mpa)
12~18
Tam-A器件(N)
62~64
Device SOT(N)
52
介电常数
3.2
介值损耗
≤102
绝缘电阻(Ωcm)
≥1015
贮存条件(℃)
2~8
贮存期
6个月
包装规格
300ml/筒500ml/罐
乐泰SMT贴片红胶3609、3611
型号
3611
.典型用途
化学基材
环氧树脂
用于波峰焊前表面帖装元器件的粘接,尤其适用于需要求高速点胶的SMT贴片机上,其低吸湿性能使其可以长时间的暴露于开放式储胶罐,而不影响涂胶性能,亦不会造成固化后的胶粘剂有孔洞现象。
52
介电常数
3.2
介值损耗
≤102
绝缘电阻(Ωcm)
≥1015
贮存条件(℃)
2~8
贮存期
6个月
包装规格
300ml/筒500ml/罐
乐泰SMT贴片红胶3609、3611
型号
3611
.典型用途
化学基材
环氧树脂
用于波峰焊前表面帖装元器件的粘接,尤其适用于需要求高速点胶的SMT贴片机上,其低吸湿性能使其可以长时间的暴露于开放式储胶罐,而不影响涂胶性能,亦不会造成固化后的胶粘剂有孔洞现象。
外观
红色膏状
密度(25℃,g/cm3)
1.2±0.03
乐泰SMT贴片红胶3609、3611
型号
3609
典型用途
化学基材
环氧树脂
用于波峰焊前表面贴装元器件的粘接,尤其适用于需要快速点胶,胶点形状高,湿强度高及电性能好的场所。
外观
红色膏状
密度(25℃,g/cm3)
1.2±0.05
粘度(25℃/.s)
7.5rpm
75rpm
250.000~350.000
50.000~70.000
触变指数
4~7
颗粒尺寸(um)
< 50
固化(板面温度150℃/S)
60~90
剪切强度(Mpa)
12~18
3216器件(N)
66~68
Device 2125(N)
46
介电常数
3.2
介值损耗
≤10-2
绝缘电阻(Ωcm)
≥1016
贮存条件(℃)
2~8
贮存期
6个月
包装规格
30ml/针筒300ml/筒
外观
红色膏状
密度(25℃,g/cm3)
1.2±0.03
粘度(25℃/mpa.s)
7.5rpm
75rpm
33.0000~38.0000
5.0000~65.000
触变指数
5~7
颗粒尺寸(um)
< 50
固化(板面温度150℃/S)
60~90
剪切强度(Mpa)
12~18
Tam-A器件(N)
62~64
Device SOT(N)