100T转炉45#钢生产工艺要点
顶底复吹转炉冶炼45#硬线钢终点硫的控制

顶底复吹转炉冶炼45#硬线钢终点硫的控制邓南阳;王建军;吴坚;潘军【摘要】对马钢70 t顶底复吹转炉冶炼45#硬线钢硫的物料平衡及转炉脱硫的影响因素进行分析,在此基础上,依据原辅料条件,控制入炉硫含量且对转炉冶炼脱硫操作参数进行优化,实现终点硫的有效控制.应用结果表明,控制入炉总硫量≤10 kg,转炉炉渣碱度在3.5~4.0,渣中(FeO)质量分数在10%~20%,转炉终点温度在1630~1650℃,转炉终点回硫得到改善,终点平均回硫质量分数由之前的0.007%下降至0.004%,终点硫合格率由之前的70%提高到96%以上.【期刊名称】《安徽工业大学学报(自然科学版)》【年(卷),期】2018(035)002【总页数】5页(P99-103)【关键词】45#硬线钢;硫的物料平衡;转炉;脱硫;回硫控制【作者】邓南阳;王建军;吴坚;潘军【作者单位】安徽工业大学冶金工程学院,安徽马鞍山243032;马鞍山钢铁股份有限公司长材事业部,安徽马鞍山243000;安徽工业大学冶金工程学院,安徽马鞍山243032;马鞍山钢铁股份有限公司长材事业部,安徽马鞍山243000;马鞍山钢铁股份有限公司长材事业部,安徽马鞍山243000【正文语种】中文【中图分类】TF723.345#硬线钢具有较高的强度、良好的延伸及韧性等优点,被广泛用于加工钢丝绳、弹簧、胎圈等高强度钢丝,具有广阔的市场前景[1-3]。
硫在45#硬线钢中主要以硫化物(Mn,Fe)S的形式存在,其能显著降低钢材的热加工性能、焊接性能以及抗腐蚀性能[4-5],故硫含量控制是冶炼45#硬线钢的一个关键环节。
生产实践表明[6],45#硬线钢中硫的质量分数高于0.015%时,连铸坯易出现裂纹。
因此为生产高品质的45#硬线钢,钢中硫的质量分数应小于0.015%,甚至小于0.001%。
河南济钢为降低45#硬线钢终点硫含量,采用低拉碳增碳法来提高转炉脱硫能力,要求转炉终点w(S)≤0.030%,采用造还原性白渣脱硫工艺对钢水进行精炼,要求出站w(S)≤0.015%[7];江西新余转炉冶炼45#硬线钢时,在钢包精炼炉(Ladle Furnace,LF)采取造碱性白渣脱硫工艺控制终点硫含量,LF脱硫后硫的质量分数可稳定在0.015%以下[8]。
100 t转炉lf精炼工艺的生产实践

100 t转炉lf精炼工艺的生产实践摘要:1.100 t 转炉LF 精炼工艺简介2.生产实践中的技术优化3.实现高效生产的关键因素4.环保与经济效益的双重提升5.总结与展望正文:1.100 t 转炉LF 精炼工艺简介100 t 转炉LF 精炼工艺是一种钢铁冶炼技术,具有生产效率高、能耗低、产品质量好等优点。
近年来,随着钢铁行业的发展,该工艺在我国得到了广泛应用。
本文将结合生产实践,探讨100 t 转炉LF 精炼工艺的优化与应用。
2.生产实践中的技术优化在生产实践中,为了提高生产效率和产品质量,我们对100 t 转炉LF 精炼工艺进行了多方面的技术优化。
首先,优化了精炼过程的参数控制,包括精炼时间、精炼电流、电极间距等,使精炼过程更加稳定。
其次,采用了新型的炉衬材料和耐火材料,提高了炉衬的使用寿命。
此外,我们还对设备进行了自动化改造,实现了生产过程的智能化监控。
3.实现高效生产的关键因素高效生产的关键因素主要包括生产过程中的技术优化、操作人员的技能水平、设备的维护保养等。
在技术优化方面,我们采用了先进的控制策略,实现了精炼过程的实时监控和调整。
在操作人员的技能水平方面,我们定期组织培训,提高操作人员的专业技能。
在设备维护保养方面,我们建立了完善的设备维护制度,确保设备的正常运行。
4.环保与经济效益的双重提升通过采用100 t 转炉LF 精炼工艺,我们不仅在生产效率和产品质量方面取得了显著成果,还实现了环保与经济效益的双重提升。
该工艺具有较低的能耗和污染物排放,有助于减少对环境的影响。
同时,通过技术优化和设备改造,我们降低了生产成本,提高了企业的经济效益。
5.总结与展望综上所述,100 t 转炉LF 精炼工艺在我国的生产实践中取得了显著成果。
未来,我们将继续优化生产过程,提高生产效率和产品质量,为我国钢铁行业的发展做出更大贡献。
100 t转炉lf精炼工艺的生产实践
100 t转炉lf精炼工艺的生产实践随着现代科技的迅猛发展,各行各业都在不断地进行改革和创新,钢铁行业也不例外。
100t转炉LF精炼工艺作为一种先进的钢铁精炼工艺,已经在国内外得到了广泛的应用。
本文将结合生产实践,对100t转炉LF精炼工艺进行分析和探讨。
首先,要了解100t转炉LF精炼工艺的原理。
LF精炼技术是在转炉出钢后,将熔池转移到LF炼钢炉中进行精炼处理的工艺。
在这个过程中,通过加入各种合金元素和进行氧化还原反应,可以有效地去除钢液中的不良元素,并控制合金元素的含量,从而得到优质的钢材。
在生产实践中,100t转炉LF精炼工艺有以下几个关键环节需要重点关注和控制。
首先是原料的选择和控制。
LF精炼工艺需要使用优质的原料,包括铁水、废钢和合金添加剂等。
在选择原料的同时,还需要对原料进行严格的化验和质量控制,以确保原料的品质符合要求。
其次是转炉出钢的控制。
在转炉出钢的过程中,需要掌握好炉温、氧气流量和吹氧时间等参数,以确保钢液的化学成分和温度达到LF精炼的要求。
第三是LF炼钢炉的操作和控制。
LF炼钢炉是进行钢液精炼的关键设备,操作人员需要掌握LF炉的操作技巧和参数控制,以确保钢液的精炼效果和品质。
最后是钢液的取样和化验。
在LF精炼过程中,需要对钢液进行取样和化验,以确保钢液的化学成分和温度符合要求,从而保证最终产品的质量。
通过以上几个关键环节的控制,可以有效地提高100t转炉LF精炼工艺的生产效率和产品质量。
同时,还可以减少能耗和原料损耗,提高企业的经济效益。
在实际生产中,合理的工艺设计和操作技术是保证LF精炼工艺效果的关键。
通过科学合理的工艺设计,加强设备维护和管理,培训操作人员的技能,提高操作水平和质量意识,可以提高LF精炼设备的使用寿命,降低维修成本,确保生产的顺利进行。
同时,钢铁企业还需要加强对100t转炉LF精炼工艺的研究和开发,不断提高工艺的自动化程度和智能化水平。
通过引进先进的控制系统和生产设备,提高生产的自动化水平和智能化程度,可以提高生产效率,降低能耗,减少人为因素对生产过程的影响,提高产品质量和企业竞争力。
100t顶底复吹转炉炉型设计说明书

目录前言 (1)一、转炉炉型及其选择 (1)二、炉容比的确定 (3)三、熔池尺寸的确定 (3)四、炉帽尺寸的确定 (5)五、炉身尺寸的确定 (6)六、出钢口尺寸的确定 (6)七、炉底喷嘴数量及布置 (7)八、高径比 (9)九、炉衬材质选择 (9)十、炉衬组成及厚度确定 (9)十一、砖型选择 (12)十二、炉壳钢板材质与厚度的确定 (14)十三、校核 (15)参考文献 (16)专业班级学号姓名成绩前言:转炉是转炉炼钢车间的核心设备。
转炉炉型及其主要参数对转炉炼钢的生产率、金属收的率、炉龄等经济指标都有直接的影响,其设计是否合理也关系到冶炼工艺能否顺利进行,车间主厂房高度和与转炉配套的其他相关设备的选型。
所以,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提,而炉型设计又是整个转炉车间设计的关键。
设计内容:100吨顶底复吹转炉炉型的选择与计算;耐火材料的选择;相关参数的选择与计算。
一、转炉炉型及其选择转炉有炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球形、锥球型和截锥形等三种。
炉型的选择往往与转炉的容量有关。
(1)筒球形。
熔池由球缺体和圆柱体两部分组成。
炉型形状简单,砌砖方便,炉壳容易制造,被国内外大、中型转炉普遍采用。
(2)锥球型。
熔池由球缺体和倒截锥体两部分组成。
与相同容量的筒球型比较,锥球型熔池较深,有利于保护炉底。
在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去磷、硫。
我国中小型转炉普遍采用这种炉型,也用于大型炉。
(3)截锥形。
熔池为一个倒截锥体。
炉型构造较为简单,平的熔池底较球型底容易砌筑。
在装入量和熔池直径相同的情况下,其熔池最深,因此一般不适用于大容量炉,我国30t以下的转炉采用较多。
不过由于炉底是平的,便于安装底吹系统,往往被顶底复吹转炉所采用。
中冶京诚(营口)新建100吨转炉安装方案

中冶京诚(营口)新建100t转炉工程转炉本体设备安装方案编制:审核:审批:天津二十冶中冶京诚(营口)项目经理部2013年4月22日一、工程概况1.1工程概况:我单位承担中冶京诚(营口)新建100t转炉工程,是中冶京诚(营口)装备材料有限公司的扩能改造工程,设计形式为在原有电炉厂房南侧的车间内新增1座100t转炉设备。
转炉本体设备安装位于F列11-12线处,单台转炉重约424.717t,它包括炉壳重103.017t、托圈117.071t、倾动装置80.396t、炉体连接装置20.1t、驱动端轴承座31.747t、游动端轴承28.288t。
炉体尺寸为:炉体外径Φ6200㎜ ,高8300㎜、 托圈外径Φ7800㎜、内径Φ6400㎜、高度2000㎜。
转炉炉口设计标高为14.170m,耳轴设计标高9.970m,转炉倾动形式为全悬挂四点啮合性传动,倾动角度±360º,转炉倾动力矩250t.m,公称容量100t。
1.2工程特点:a) 工程量大,工艺技术复杂,建设工期短b) 施工平面与结构重合,主体交叉作业多,需要与结构配合施工。
对施工机械的布置,设备的进场必须进行周密的计划。
转炉本体安装时,其他配套设备(如烟道系统,汽化冷却系统)均在安装中,因此要确保整个施工平面,空间能合理、有效地利用。
c) 炼钢工艺复杂,安装精度高,单件设备重量大,无法采用常规吊装,需要采取钢包车上整体组装后,水平运输到位,整体下降安装。
为此要制作专用的组装、支撑运输支架。
d) 转炉安装工艺复杂,安装难度大。
转炉的转动轴承、切向键组重量大,外型尺寸大,安装时均应按专门的冷、热装工艺进行,每个环节都不能有丝毫的差错。
e) 转炉组装成整体后安装,因此安装过程中需要协调其他施工单位的配合。
二、编制依据a) 《中冶京诚(营口)新建100t转炉工程施工组织设计》b) 中冶京诚(营口)新建100t转炉工程施工现场实际施工条件c) 《炼钢机械设备工程安装验收规范》----- GB50403-2007d) 《机械设备安装工程施工及验收通用规范》----- GB50231-2009e) 《现场设备、工业管道焊接工程施工及验收规范》----- GB50236-98f) 施工合同g) 我单位以往同类工程的施工经验h) 中冶京诚工程技术有限公司设计的100t顶底复吹转炉安装图纸(DG8711)及其他相关图纸三、施工准备3.1施工组织机构为确保我单位施工任务顺利完成,在天津二十冶中冶京诚(营口)工程项目经理部领导下,成立天津二十冶机装营口中冶京诚项目经理部,其组织机构如下:3.2a) 转炉主体设备组对安装在加料跨(FG跨)炉前9-11线的地面进行,利用钢渣车和钢包车作转炉运输平移小车,其吊装采用200/70t桥式起重机配合b) 在出钢跨和加料跨设置1个电源箱配6台电焊机c) 转炉炉前8.8米平台一定范围暂不安装3.3劳动力组织钳工:5人 起重工:3人 气焊工:2人 电焊工:5人测量工:1人 电工:1人 天车工:2人 铆工:4人配管:3人 库管:1人 倒运力工 :10人管理人员:4人 专职安全员:1人3.4 施工工机具准备序号 名称 规格、型号 单位 数量 备注1 板车 12m低板 台班 15 用于设备倒运、卸车及安装2 汽车吊 25t 台班 303 汽车吊 70t 台班 104 千斤顶 100t 台 55 千斤顶 50t 台 46 千斤顶 20t 台 47 千斤顶 16t 台 48 倒链 10t 台 129 倒链 5t 台 1610 倒链 3t、2t、1t 台 各611 滑轮组 30t、4×4 组 412 滑轮组 20t、3×3 组 413 双筒卷扬机 5t 台 214 卡环 40t 个 415 卡环 10t 个 816 卡环 5~2t 个 817 力矩扳手 2800~3100N.m 把 318 内径千分尺 100~1250㎜ 套 119 内径千分尺 50~600㎜ 套 120 外径千分尺 1000~1200㎜ 套 121 外径千分尺 1200~1500㎜ 套 122 粗水平 0.05/1000 把 4 L=15023 框式水平 0.02/1000 把 2 L=25024 全站仪 GTS-721 台 125 水准仪 N2 台 126 交流电焊机 BX3-500 台 627 直流电焊机 ZX-630 台 228 氩弧焊机 台 229 同步液压千斤顶 150t×4 套 1 配电动油泵装置 3.5施工材料准备序号 名称 规格 单位 数量 备注1 钢板 δ=8㎜ ㎏ 628 做加热油槽用2 钢板 δ=10㎜ ㎏ 350 工装平台用3 钢板 δ=20㎜ ㎏ 4950 工装平台用4 钢板 δ=30㎜ ㎏ 600 工装平台用5 H型钢 HW588×300×12×20 ㎏ 17499 工装平台用6 H型钢 HW500×200×10×16 ㎏ 5894 工装平台用7 H型钢 HW200×200×8×12 ㎏ 6147 工装平台用8 角钢 125*10 ㎏ 3142 工装平台用9 槽钢 【20 ㎏ 3093 工装平台用10 无缝管 426×14 ㎏ 8673 工装平台用11 木跳板 δ=50mm 块 100 作支架及搭脚手架用12 机油 N46# L 6000 加热用13 钢丝绳 Ф60 -6×37+1m 50 吊转炉用14 钢丝绳 26㎜ m 100 吊轴承座用15 钢丝绳 8㎜ m 100 吊小件用四、质量技术保证措施a) 施工前认真熟悉图纸、资料,制定出合理的施工方案,并进行详细的技术交底。
100 t转炉lf精炼工艺的生产实践
100 t转炉lf精炼工艺的生产实践
100吨转炉LF精炼工艺是一种常用于钢铁行业的冶炼工艺,
下面是一些与该工艺相关的生产实践:
1. 原料准备:确保供应的原料质量稳定,包括铁水、废钢、铁合金等。
同时,要合理配比,控制各种原料的比例,以达到所需的冶炼目标。
2. 转炉操作:进行转炉吹炼操作,通过吹炼氧气、碱、渣料等,调整炉内氧气含量、碱量和渣料成分,控制冶炼反应的进行和调整炉温。
3. 加料:根据炉内的冶炼情况,适时加入废钢、铁合金等辅料,以调整合金成分和冶炼工艺。
4. 取样分析:定期取样分析炉内冶炼过程中的钢汤成分,包括
C、Si、Mn、P、S等元素的含量,以及温度、氧含量等指标,以检查冶炼的效果。
5. 控制冶炼参数:根据实际情况,调整各种冶炼参数,如吹氧量、碱量、渣料用量等,以保证炉内合金成分、温度等目标指标的达到。
6. 渣化处理:冶炼结束后,进行渣化处理,即将炉渣与钢水分离,以获得纯净的钢水。
7. 连续浇铸:将冶炼好的钢水通过连铸机进行连续浇铸,制成
连铸坯,进一步制造成型钢材。
8. 质量控制:通过定期检验和随机抽查等手段,对生产的钢材进行质量检查,确保符合相关标准。
9. 故障处理:遇到转炉操作故障或其他问题时,及时采取相应的措施解决,并确保生产的连续进行。
10. 数据记录和分析:对生产过程的各项参数进行记录和分析,以便及时发现问题和做出调整。
以上是100吨转炉LF精炼工艺的一些生产实践,通过科学合
理的操作和质量控制措施,能够实现高效冶炼,生产出优质的钢材。
转炉45号钢冶炼工艺优化

比大于 2 5来控 制 , . 保证 钢 水 中的硅 酸 盐夹 杂 在钢
水 以液态存 在 , 钢水 吹氩过程 中上 浮排 出。 在 钢 中的 A2 1 夹杂 是控制 的关键 。在生 产过程 0 中采 用 出钢 渣洗工 艺来 去除 钢 中的脱 氧夹 杂物 , 即 在 出钢过程 中加入 一定量 的 渣洗料 , 用渣 洗 料 的 利 吸 附夹 杂能 力 , 使得 A2 脱 氧 产物 快 速上 浮排 出 l
以下 几 方 面 采 取 措 施 : 高 转 炉 终 点碳 含量 , 低 提 降
出钢 钢水 氧 含 量 , 少 脱 氧 夹 杂 物 含 量 ; 化 脱 氧 减 优
一般 在 10 pm 以上 。过 高 的终 点 氧 将 严 重 影 响 00 p
出钢 脱 氧 任 务 , 加 钢 中脱 氧产 物 的 排 除难 度 , 增 恶
时间处 理 的 关键 , 我们 通 过加 大 钢 水脱 氧 力 度 , 规 范精炼过 程操作 , 精炼 渣循 环利 用等 措施 来实 现 精
炼过 程快 速 造 渣 。同 时在 浇 注 过 程 中采 用 连 铸平 台钢包 自动 弱吹 氩 , 延 长钢 水 吹 氩 时问 , 夹 杂 来 为 物上 浮创造 条件 , 补钢 水 I 弥 J F炉处 理 时 间 短 造成 的不 利影 响 。
表示 钢 的洁净度 , 就 是 钢 中夹 杂物 水平 。钢 中 T 也
[ 越低 , 钢就 越“ O] 来自 干净 ” 。由于 [ ] E ] C 、o 浓度 积是 常数 , 内终 点碳 越 高 , 炉 则钢 中的[ ] O 含量 越低 , 入 的脱 氧 合金 越 少 , 加 钢水 中的脱氧 产物 也越少 , 水 比较 干 净 。 因此选 择 合 钢 适 的终点 碳含 量是 控制 转炉 终点 氧含 量 的关键 。
100t转炉氧枪喷头参数优化实践

100t转炉氧枪喷头参数优化实践梁祥远;王兴;金龙【摘要】For such problems as long time for supplying oxygen, large consumption of oxygen and high consumption of steels occurred in steelmaking by the 100 t converter in General Steelmaking Plant of Angang Steel Co., Ltd., the old parameters for oxygen lance nozzles were optimized, including the nozzle throat diameter, outlet diameter, dip angle of center and height control of lances. The optimized results show that the oxygen supply time was shortened by about 100 s, the consumption of oxygen was reduced by 1.81 m3 per tone molten steel and the content of phosphorus in molten steel at the end point of converter was reduced by 0.01%, spot blowing times was reduced so that iron and steel materials consumption was reduced.%针对鞍钢股份有限公司炼钢总厂100 t转炉冶炼供氧时间长、耗氧量大、钢铁料消耗高等问题,对原氧枪喷头参数进行了优化,包括喷头喉口直径、出口直径、中心倾角及氧枪枪位控制等.结果表明,氧枪喷头优化后,转炉冶炼供氧时间缩短约100 s,耗氧量降低1.81 m3/t,转炉终点钢水磷含量降低了0.01%,减少了点吹,降低了钢铁料的消耗.【期刊名称】《鞍钢技术》【年(卷),期】2018(000)003【总页数】4页(P53-56)【关键词】转炉;氧枪喷头;供氧时间;脱磷【作者】梁祥远;王兴;金龙【作者单位】鞍钢股份有限公司炼钢总厂,辽宁鞍山 114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山 114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山 114021【正文语种】中文【中图分类】TF724供氧是氧气转炉炼钢整个吹炼过程的中心环节,影响吹炼熔时和钢水成分,对去除钢中有害杂质和有害元素非常关键。
100 t转炉lf精炼工艺的生产实践

100 t转炉lf精炼工艺的生产实践【原创版】目录一、引言二、100t 转炉 LF 精炼工艺概述三、生产实践过程1.前期准备2.精炼过程3.精炼结果四、生产实践中的问题及解决方法五、总结与展望正文一、引言随着钢铁工业的快速发展,钢铁生产工艺也在不断进行优化和改进。
100t 转炉 LF 精炼工艺作为钢铁冶炼的一种先进技术,已经在我国的钢铁企业中得到了广泛的应用。
本文旨在通过对 100t 转炉 LF 精炼工艺的生产实践进行探讨,分析该工艺在生产过程中的优势和存在的问题,并对其未来的发展进行展望。
二、100t 转炉 LF 精炼工艺概述100t 转炉 LF 精炼工艺是一种高效的钢铁冶炼技术,其主要特点是采用氧气作为氧化剂,通过炉内喷吹氧气,使铁水中的杂质得以迅速氧化,从而达到精炼的目的。
该工艺具有生产效率高、产品质量好、环境污染少等优点,因此在我国钢铁工业中具有广泛的应用前景。
三、生产实践过程1.前期准备在生产实践过程中,首先需要对转炉进行预热,以确保炉内温度达到精炼的要求。
同时,还需要对氧气的喷吹量、精炼时间等参数进行精确控制,以保证精炼效果。
2.精炼过程在精炼过程中,将铁水倒入转炉中,并通过炉内喷吹氧气,使铁水中的杂质得以迅速氧化。
在精炼过程中,需要密切关注炉内温度、压力等参数的变化,以便及时调整氧气喷吹量,确保精炼效果。
3.精炼结果经过一定时间的精炼,铁水中的杂质得以有效去除,得到的钢水质量达到预期要求。
通过对精炼后的钢水进行检测,可以发现其成分均匀、杂质含量低,表明 100t 转炉 LF 精炼工艺具有较高的精炼效果。
四、生产实践中的问题及解决方法在生产实践中,100t 转炉 LF 精炼工艺也存在一些问题,如氧气喷吹量的控制、炉内温度的稳定性等。
为了解决这些问题,可以采取以下措施:1.优化氧气喷吹系统,提高喷吹量的精确控制能力;2.完善炉内温度监测系统,确保温度的稳定性;3.加强操作人员的培训,提高生产过程中的操作技能。
炼钢厂100t转炉工程炉壳及托圈安装方案

这4套滑轮组在作业中是相互配合使用的,其中两套8*8滑轮组作为主起重滑车组来吊装和调整托圈和炉壳的,其余2套4*4滑轮组形成二力平衡力系,控制设备的水平位移和在移动过程中所产生的旋转。
6.3.3.28M框架梁的加固
2套8*8滑轮组挂设在28M框架梁上,作为主要的承力结构28 M框架梁经计算不能承担这样大的力,需加固后方能承担,加固方法如下图7所示,钢板与梁开坡口焊透,型钢与钢板瘩接处满焊焊脚高度15mm。22m平台正对28m框架梁的梁及周围次梁需拆除,以8*8滑轮组绳子能自由下垂为准。
图10
8炉壳的安装
8.1安装前的准备工作。
炉壳组装完成后经验收方可安装,并且要把安装前的准备工作做好。炉壳调整后极限偏差,公差和检验方法如下表(六)
项次
检验项目
极限偏差(公差)mm
检验方法
1
炉口纵横中心线
±2
挂线,量尺检查
2
炉口平面至耳轴轴线距离
+1 , -2
用水准仪,刚盘尺
3
炉壳轴线对托圈支撑面的垂直度
105/1000
吊线,尺量
4
炉口水冷装置中心线于炉壳的炉口中心应在同一铅垂线上
5
分中对线检查
准备工作时,首先在炉壳上焊接上3个吊耳。吊耳的布置如图11所示。其中处于耳轴中心线上的二个吊耳必须尽量接近炉口焊接,其间距约4m,另一个吊耳则必须尽量靠近最大直径处,以便实现炉壳的倾斜。吊耳开双面45度坡口焊透,焊脚余高10mm。另外在托圈上提前焊接两个水平定位档块如图9所示。
8.2安装
首先把140t吊车的主钩拆掉,改用软连接线。在这之前要求转炉倾动机构安装试车完成。并将托圈摇至于地面成45度夹角,利用140吊车的主副钩将炉壳起吊成45度角后(为确保炉壳达到45度角,可在18m平台A线梁上再设置一套4*4滑轮组,穿过托圈孔挂于炉壳底部),用140t吊车将炉壳插入托圈中。当炉壳进入1/4时,将炉壳缓缓摇起,同时140t天车配合继续回放,使炉壳滑入托圈中,到底部时利用上下水平卡座定位。将炉子摇正,进行调整,将各定位销安装上完成整个安装过程。同时开始安装下部的定位结构,焊接。
45t转炉炉壳改造后倾动力矩计算

45t转炉炉壳改造后倾动力矩计算钢铁行业是人类经济发展的重要产业之一,其中转炉炼钢则是常用的钢铁生产方式之一。
转炉炉壳是转炉的重要部分之一,其结构能够确保钢水在炉内的加热、冶炼和出钢过程中的安全性和稳定性。
然而,随着产业的不断发展和技术的不断进步,原有的转炉炉壳逐渐不能满足发展需求,因此需要进行改造和升级。
本文旨在对一台45t转炉进行炉壳改造后的倾动力矩进行计算探讨。
一、改造设计本次炉壳改造的设计目的是为了提高转炉炼钢生产线的生产效率和生产质量,并降低生产成本。
具体设计方案如下:1.增加倾斜调整机构:为了方便对转炉进行调整和修理,增加了倾斜调整机构。
2.增加伺服机构:增加伺服机构,提高了炉壳的稳定性和精度。
3.增加炉壳刚度:增加炉壳的刚度,提高了炉壳的抗振效果,降低了炉壳的变形。
二、倾动力矩计算:本次改造后,需要对炉壳的倾动力矩进行计算,以确保其能够满足生产的需求。
计算过程如下:1.先计算出炉壳重心:首先,需要计算出炉壳的重心位置,其公式如下:Gx=(S1x*W1+S2x*W2+…Snx*Wn)/WGy=(S1y*W1+S2y*W2+…Sny*Wn)/W其中,Gx和Gy分别为炉壳重心的x和y坐标;S1x,S2x,…,Snx为每一部件中心的横坐标;S1y,S2y,…,Sny 为每一部件中心的纵坐标;W1,W2,…,Wn为每一部件的重量;W为炉壳总重量。
2.计算出倾动力矩的大小:计算倾动力矩的大小,可以通过以下公式进行计算:M=Gx*W*sinθ其中M为倾动力矩的大小;Gx为炉壳重心的x坐标;W为炉壳总重量;θ为炉壳的倾角。
3.计算出倾动力矩的方向:计算倾动力矩的方向,可以通过以下公式进行计算:F=M/l其中F为倾动力矩的方向;l为倾动力矩的杠杆臂长度。
三、结论通过以上计算,可以得出45t转炉改造后的倾动力矩大小和方向。
在生产过程中,需要根据转炉的实际情况进行调节,确保生产线的生产效率和生产质量。
炉壳改造能够明显提升生产效率,增强炉壳的刚度和稳定性,同时能够降低生产成本,从而提高公司的整体竞争力。
杭钢转炉45钢质量状况分析与建议

2 5
E 5
n 1
5
】 29 J 6 {f {)l ) f I J _ . I 广 8 9
< [f 1 _15 『 ( ()~ }) 5 ( 000 1 f(I - ))I { 01 ) 5 { 0“ 一 } (【 I )】 1 2 0| 一 1 21 o( 5 ) 2 {【 6 }1 2 [0 0 1 3 ) l{ J)
P 量 范 围/ 舍 %
图 4 P元 素含 量 分布
图 1 C元 素含 量 分布
: 0
-
J
} 4r
— —
} 5
__— —
0
_
l 4{
— —
s
_
j { 3)
2 5
2 f 5 1
_厂『 “l 1 ] I {i l ■ ¨ )
1 32
S
。f ●) _{ ) I 3 0
<f 0 0 5 0( 5 ) ~ 0 【O 0 】 l fO ] l1 oo 5 1
.
f0 ^ J 1 一 (0 0 ) 2
{1 1 1) 一 2 {0 5 】 2
(f 6 )) ~ 2 【0 0 l 3
一
对矛盾。为了找出存在 的问题 , 提升该产 品实物
1
质量水平 , 本文对市场公认 的优质 4 5钢连铸坯与
. 3 5 . .
I 2i fn 1) n 1【 _0 1 . 9 ) 1
公司转炉生产的 4 钢在相 同轧制条件下的产品进 5
行了较为全面的对 比与分析。
图 3 Mn元 素含 量 分布
J
> 【0 0 】 3
S 量 范围/ 含 %
图 5 S元 素含 量 分布 图 2 S 元 素含 量分 布 i
100 t转炉-LF(VD)工艺冶炼轴承钢的氧含量控制

表 3 中间包钢水及 VD 离站炉渣成分 Table 3 Compositions of steel in tundish and ingredient of slag at finishing VD treatment
炉次
[Als] /%
TO /10 - 6
414952 0 . 003 16 414953 0 . 005 15 414954 0 . 007 14 414955 0 . 005 15 414956 0 . 004 9 15
· 48 ·
特殊钢
第 26 卷
═════════════════════════════════════════════════════════════
钢中的铝-氧远未达到平衡。因此,要降低 Ar 站
钢水中氧含量,要强化钢包钢水的动力学条件,加
强钢包底吹搅拌强度和保证一定的底吹时间。
从图 2 还可以看出,在铝、氧接近平衡时,钢
出钢过程钢水的脱氧主要用铝脱氧。图 2 给 出 Ar 站测定的钢水的活度氧含量,图中的1 600 ℃ 钢中铝-氧平衡线由铝的脱氧反应[2]计算得出。
从图 2 可知,对于 Ar 站钢水中氧含量距所计 算 的1 600 ℃ 时钢中铝-氧的平衡线[2]相差较多,
表 1 给出一些冶炼轴承钢炉次转炉终点、出 钢后钢水成分。从理论分析可得,转炉冶炼终点 碳含量高的炉次,出钢时钢中氧含量较低,出钢时 加入的铝块和氩站喂铝线量是相同的,出钢后钢 水酸溶铝含量应该是相同的。但从表中可知,对 于 414952 和 414953 炉次,冶炼终点钢水碳含量差 不多,出钢时钢水氧含量基本相同,出钢时加铝块 和氩站喂铝线量是相同的,但出钢后钢水中酸溶 铝含量相差较多。这说明出钢时转炉下渣量对于 钢水氧含量影响较大。因此,对于转炉的冶炼操 作应尽量降低冶炼终点炉渣(FeO)含量和减少转 炉下渣量,控制转炉下渣量小于 5 kg/t 钢。 2 . 3 LF 精炼过程钢水氧含量的控制
100t转炉留渣操作工艺的研究与实践

设: 。 = 0 . 9 x l O l ( K P a ) ( 炉气 中 9 0 %为 c 0气体 ) ( F e 0 ) = 0 . 1 7 将上列数据代入得 : <1 1 2 0 0 K= 8 4 7 o C 由此可 以看 出在兑铁时不 发生大喷 的必要条件是温度低 于 8 4 7 ℃ 即可 , 同时降低渣中 F e O的浓度也是抑制此反应最直 接有效 的办法 。 在生 产操作 上 . 可以延长溅渣护 炉的时间 . 在溅渣 过程中加入 白云石
的研 究, 优化 了留渣冶炼的吹 炼制度 、 造渣制度、 温度 制度等 , 使 冶炼过程平稳顺行 , 减少了因大渣量导致大喷 的发 生。 实践证 明, 实施 留渣操 作 对转 炉冶炼时的初 期化 渣和脱磷 十分有利 , 不仅 大大增强 了脱磷 效果 , 还可 以 提 高出钢碳 , 从 而降低 了石灰消耗 、 脱 氧剂消耗、 降低钢铁料 消 耗、 提 高炉龄和 出钢 口 龄, 取得 了显著的经济效益。
中( c a 0 ) 含量提高。这样 3 ( F e o ) ・ ( P 2 0 5 ) 不稳定 。有如下反应 : 4 ( C a O ) + 3 ( F e O ) ・ ( P 2 05 ) = 4 ( C a 0 ) ・ ( P 2 O s ) + 3 ( F e O ) 综合上述两个 反应方程式得到 :
2 0 1 3 年2 3 期
科技 一向导
◇ 科技论坛◇
l O O t 转炉留渣操作工艺的研究与实践
时伟伟 ( 福建省三钢< 集团> 有限责任公司 福建 三明 3 6 5 0 0 0 )
【 摘 要】 本文介 绍了福建三钢一炼钢厂 1 0 0 Байду номын сангаас 复吹转炉的 留渣双渣操作 工艺。 针 对留渣操作 台 炼 中的喷溅, 氧枪结冷钢等 问题进行 了深入
很好的100t炼钢电弧炉及电炉工艺(最新整理)
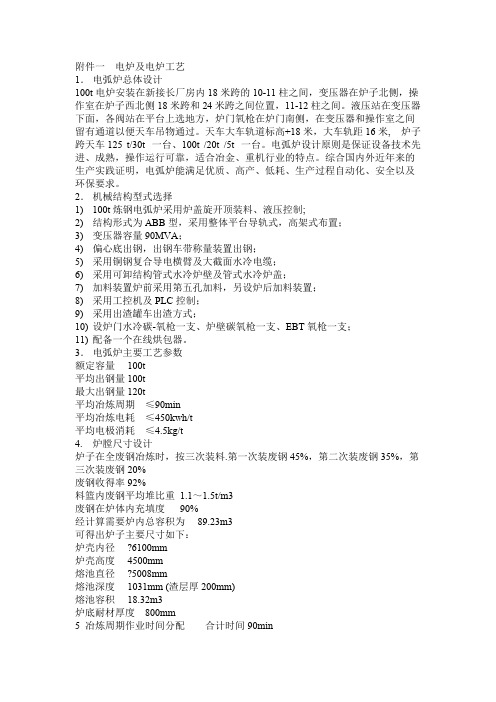
附件一电炉及电炉工艺1.电弧炉总体设计100t电炉安装在新接长厂房内18米跨的10-11柱之间,变压器在炉子北侧,操作室在炉子西北侧18米跨和24米跨之间位置,11-12柱之间。
液压站在变压器下面,各阀站在平台上选地方,炉门氧枪在炉门南侧,在变压器和操作室之间留有通道以便天车吊物通过。
天车大车轨道标高+18米,大车轨距16米, 炉子跨天车125 t/30t 一台、100t /20t /5t 一台。
电弧炉设计原则是保证设备技术先进、成熟,操作运行可靠,适合冶金、重机行业的特点。
综合国内外近年来的生产实践证明,电弧炉能满足优质、高产、低耗、生产过程自动化、安全以及环保要求。
2.机械结构型式选择1)100t炼钢电弧炉采用炉盖旋开顶装料、液压控制;2)结构形式为ABB型,采用整体平台导轨式,高架式布置;3)变压器容量90MVA;4)偏心底出钢,出钢车带称量装置出钢;5)采用铜钢复合导电横臂及大截面水冷电缆;6)采用可卸结构管式水冷炉壁及管式水冷炉盖;7)加料装置炉前采用第五孔加料,另设炉后加料装置;8)采用工控机及PLC控制;9)采用出渣罐车出渣方式;10)设炉门水冷碳-氧枪一支、炉壁碳氧枪一支、EBT氧枪一支;11)配备一个在线烘包器。
3.电弧炉主要工艺参数额定容量100t平均出钢量100t最大出钢量120t平均冶炼周期≤90min平均冶炼电耗≤450kwh/t平均电极消耗≤4.5kg/t4. 炉膛尺寸设计炉子在全废钢冶炼时,按三次装料.第一次装废钢45%,第二次装废钢35%,第三次装废钢20%废钢收得率92%料篮内废钢平均堆比重 1.1~1.5t/m3废钢在炉体内充填度90%经计算需要炉内总容积为89.23m3可得出炉子主要尺寸如下:炉壳内径?6100mm炉壳高度4500mm熔池直径?5008mm熔池深度1031mm (渣层厚200mm)熔池容积18.32m3炉底耐材厚度800mm5 冶炼周期作业时间分配合计时间90min非通电作业时间37min(全废钢)其中:装料18min(装料为三次,每次6min;)出钢8min,出钢口处理及添加填料6min,补炉和电极调整5min。
最新45t转炉氧枪升降横移装置及阀门组站技术协议

45t转炉氧枪升降横移装置及阀门组站技术协议甲方:乙方:鞍山华威冶金工程有限公司45t转炉氧枪升降横移装置及阀门组站技术协议甲方:乙方:鞍山华威冶金工程有限公司(甲方)与鞍山华威冶金工程有限公司(乙方)就甲方50t吨转炉工程中氧枪升降横移装置及氧气、氮气及氧枪供回水控制阀门组站的设计、制造、安装、调试总承包等事宜,经友好协商达成如下协议:一、50t转炉氧枪升降横移装置(一)技术性能要求1.氧枪型式:四孔拉瓦尔喷头。
2.氧枪外径:Φmm(按甲方要求制作)3.供氧强度:3.5~4.3N.m3/min.t4.转炉最大出钢量:t5.平均出钢量:t6.供氧时间:12~16min(正常生产)7.氧枪升降速度:高速40m/min、低速3.5m/min8.氧枪升降行程:~12500mm(待定)9.横移行程:3400mm10.横移速度:4 m/min11.横移对中定位行程:200mm12.主电机传动形式:交流变频调速。
13.主电机功率:55KW14.横移驱动形式:内制动电机、开式齿轮传动15.横移电机功率:1.5KW16.横移定位型式:电动缸自锁系统17.氧枪升降极限控制:主令控制器18.氧枪开、闭氧点控制:主令控制器、编码器。
19.氧枪枪位控制:氧枪机械标尺、编码器。
20.升降卷扬过载、欠载保护:拉力传感器。
21.升降小车防坠落装置。
22.气动马达应急提升装置。
(二)控制功能要求(与甲方的三电及PLC配套实现)1.氧枪升降电动机要求采用交流变频形式,调速范围0~680rpm。
2.氧枪在工作状态时,升降速度要求自动转换,降枪时用慢速档,提枪时用快速档,转换点设在开、闭氧点处。
3.氧枪在转炉烟罩孔内时,横移小车的电动机不得带电。
4.横移机构分A、B两个小车,在未锁定状态时,A、B小车不同时带电。
A车在锁定状态时,A、B车均不得同时带电。
同理,B车在锁定状态时,A、B车均不得同时带电。
5.氧枪在待吹点以下时,转炉不得倾翻。
100t转炉_钢包炉精炼_连铸生产65Mn弹簧钢的工艺实践

100t 转炉2钢包炉精炼2连铸生产65Mn 弹簧钢的工艺实践吕瑞国 李京军 阮细保(新余钢铁有限责任公司,新余338001)摘 要 采用100t 顶底复吹转炉2100t 钢包炉(LF )精炼26机6流150mm ×150mm 方坯连铸机生产65Mn弹簧钢。
转炉终点[C]0108%~0112%,[P]≤01012%,[S]≤0103%,增碳剂收得率为85%~90%。
LF 精炼渣碱度215~310,并喂S i 2Ca 线和吹氩。
连铸时中间包钢水温度1495~1515℃,铸速116~118m/min ,采用结晶器电磁搅拌。
20炉65Mn 钢质量检验结果表明,化学成分(%):C 0163~0168,Mn 0195~1107,P 01009~01023,S 01006~01017,连铸坯断面碳含量偏差≤0102%C 。
65Mn 钢盘条产品符合G B/T 435421994要求。
关键词 100t 转炉 钢包炉 连铸 65Mn 弹簧钢Practice of Production of Spring Steel 65Mn by 100tConverter 2Ladle Furnace R efining 2ConcastingL üRuiguo ,Li Jingjun and Ruan X ibao(X inyu Iron and S teel C o Ltd ,X inyu 338001)Abstract The spring steel 65Mn was produced by 100t top and bottom combined blown converter melting 2ladle fur 2nace refining 26strand 150mm ×150mm billet concasting.The end point [C]was 0108%~0112%,[P]≤01012%and [S]≤0103%,and the yield of recarburizer was 85%~90%.During refining the basicity of slag was 215~310with feed 2ing S i 2Ca wire and arg on stirring.During concasting the temperature of liquid steel in tundish was 1495~1515℃,the casting speed 116~118m/min using m old electromagnetic stirring.The quality experiment results of 20heats 65Mn steel showed that the analyses of steel were C 0163~0168,Mn 0195~1107,P 01009~01023,S 01006~01017,and the devi 2ation of carbon content at section of casting billet was ≤0102%.The coil products of 65Mn steel met the requirements of standard G B/T 435421994.Material I ndex 100t C onverter ,Ladle Furnace ,C oncasting ,S pring S teel 65Mn 新余钢铁有限责任公司(以下简称新钢),在100t 顶底复吹转炉和115m/s 高线工程投产后,于2003年11月开始采用转炉工艺生产65Mn 弹簧钢。
100T转炉45#钢生产工艺要点

100T转炉45#钢生产工艺要点(冶炼部分)1.工艺路线:混铁炉—提钒转炉—炼钢转炉—精炼—方坯保护浇铸2•原料条件:尽量组织用铁水(半钢)[S]W0.040%冶炼,以保高拉碳为原则控制冷料用量。
3.成份控制4.温度控制(表中温度为贺利氏测温偶头的夏季温度,冬季连拉炉次温度上调5C)。
5.1吹炼前期化好渣,化透渣,避免熔池温度上升过快及炉渣“返干”现象发生5.2吹炼终点:尽量一次拉成,保证C-T协调,补吹不大于两次。
终点[C]最佳控制为0.10〜0.20%;[S]W0.030%,[P]W0.015%。
5.3挡渣:用挡渣塞、挡渣锥或专用挡渣设施进行挡渣操作,确保渣层厚W出钢时间保证出钢口圆滑出钢时间三秒。
其中在出钢前加入,其余部分在加完合金料后加入,氧化性强靠上限,氧化性弱靠下限。
合金参考:用合金化。
根据出钢终点氧化性随合金料均匀加入炉调渣剂,出钢后加入顶渣袋炉。
5.7在冶炼此钢种时,转炉复吹必须执行切换。
精炼要求6.1吹氩时间三分钟,前分钟执行吹氩操作,其余执行弱吹氩操作。
吹氩过程中尽量少喂或不喂线,若氩前a[o]三,可喂米线进行调整,a[o]注:结合脱氧剂的加入量,氧化性强喂线量靠上限,氧化性弱喂线量靠下限。
注意事项开新炉前炉和大补炉后第炉禁止冶炼此钢种。
冶炼此钢种时,调度室提前炉通知转炉岗位和化验室,转炉岗位根据实际情况调整冷料用量,化验室提前做标样。
严禁使用新包,及时处理炉口积渣和包沿,要求钢包内无残渣和包底,保证红包出钢。
本制度自年月日起执行,原年月日工艺要点同时作废。
技术科大包保护管中间包浸入式水口结晶器铸坯三、拉钢前的准备要求结晶器使用寿命W分钟,内腔表面光滑,上下水缝无漏水。
要求使用干式料中间包烘烤达到小时以上并且中间包内保持清洁无杂物溢流口修砌符合排渣要求。
石英质(或铝碳质)浸入式水口和快换下水口必须烘烤后使用。
四、拉钢过程的控制生产断面():x大中包温度控制及浇注周期贺利氏偶头夏季温度,注:五流、六流拉钢时总蹲包时间W分钟,七流、八流拉钢时总蹲包时间W 分钟,调度室开作业卡要温度时蹲包温降按1・O°C/min计算(不区分冬夏季)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100T转炉45#钢生产工艺要点(冶炼部分)1.工艺路线:混铁炉—提钒转炉—炼钢转炉—精炼—方坯保护浇铸2.原料条件:尽量组织用铁水(半钢)[S]≤0.040%冶炼,以保高拉碳为原则控制冷料用量。
5.1 吹炼前期化好渣,化透渣,避免熔池温度上升过快及炉渣“返干”现象发生。
5.2 吹炼终点:尽量一次拉成,保证C-T协调,补吹不大于两次。
终点[C]最佳控制为0.10~0.20%;[S]≤0.030%,[P]≤0.015%。
5.3 挡渣:用挡渣塞、挡渣锥或专用挡渣设施进行挡渣操作,确保渣层厚≤50mm。
5.4 出钢时间: 保证出钢口圆滑,出钢时间≥180秒。
5.5脱氧:其中2/3在出钢前加入,其余部分在加完合金料后加入,氧化性强靠上限,氧化性弱靠下限。
合金参考:用FeMn+FeSi合金化。
5.6根据出钢终点氧化性随合金料均匀加入100-400Kg/炉调渣剂,出钢后加入顶渣2袋/炉。
5.7在冶炼此钢种时,转炉复吹必须执行N/Ar切换。
6.精炼要求6.1吹氩时间≥10分钟,前5分钟执行吹氩操作,其余执行弱吹氩操作。
6.2吹氩过程中尽量少喂或不喂Al线,若氩前a[o]≥60ppm,可喂10-20米Al线进行调整,注:结合脱氧剂的加入量,氧化性强喂线量靠上限,氧化性弱喂线量靠下限。
7.注意事项7.1开新炉前5炉和大补炉后第1炉禁止冶炼此钢种。
冶炼此钢种时,调度室提前1炉通知转炉岗位和化验室,转炉岗位根据实际情况调整冷料用量,化验室提前做标样。
7.2严禁使用新包,及时处理炉口积渣和包沿,要求钢包内无残渣和包底,保证红包出钢。
7.3本制度自2006年6月3日起执行,原2006年4月20日工艺要点同时作废。
100T转炉45#钢生产工艺要点(连铸部分)大包保护管中间包浸入式水口结晶器铸坯三、拉钢前的准备3.1 要求结晶器使用寿命≤4000分钟,内腔表面光滑,上下水缝无漏水。
3.2要求使用干式料中间包,烘烤达到3小时以上,并且中间包内保持清洁无杂物,溢流口修砌符合排渣要求。
石英质(或铝碳质)浸入式水口和快换下水口必须烘烤后使用。
四、拉钢过程的控制4.1生产断面(mm2):165×16525分钟,调度室开作业卡要温度时蹲包温降按1.0℃/min计算(不区分冬夏季)。
新包炉次按正常温度下限提高20℃控制氩后温度,执行温度区间平移,并且新包总蹲包时间不允许超25分钟。
4.3正常拉坯速度:1.7~1.9 m/min。
4.4结晶器水量:110~125m3/h。
根据拉钢炉数和进出水温度及铸坯颜色随拉钢炉数的增加适当增加水量。
操作。
4.7开浇头一炉待中间包内钢水液面>450mm时向中间包内加入WJZ-3型中间包覆盖剂6~8袋,浇注过程中根据使用情况每炉加入4~6袋,要求加入到大包冲击流附近,并且在大包注流较远处已发红的覆盖剂上加炭化稻壳保温。
4.8大包采用保护套管和密封垫进行大包注流保护,要求垂直,严禁倾斜,水口插入中间包钢水液面以下150~250mm。
4.9中间包采用石英质(或铝碳质)浸入式水口和密封垫保护浇注,水口插入结晶器钢水液面以下80~100 mm,每5炉更换,使用45#优质碳素钢专用保护渣,保护渣少加勤加,保持黑渣操作。
4.10每浇次取8-10块低倍样送质检部进行检验。
4.11其余执行《八机八流方坯连铸工艺技术规程》。
备注:拉45#钢原则上必须保热送,如果不能热送,下线的铸坯不准打水强冷。
4.13本工艺要点自2006年6月3日起执行,原2006年4月20日工艺要点同时作废。
技术科2006-6-2100T转炉HRB335、HRB400钢生产工艺要点(冶炼部分)1.工艺路线:混铁炉—提钒转炉—炼钢转炉—精炼—方坯保护浇铸2.原料条件:组织用半钢冶炼,以保拉碳为原则控制冷料用量。
5.冶炼过程操作5.1吹炼前期化好渣,化透渣,避免熔池温度上升过快及炉渣“返干”现象发生。
5.2吹炼终点:尽量一次拉成,保证C-T协调,补吹不大于两次。
终点[C]最佳控制为0.06~0.12%;[S]≤0.040%,[P]≤0.020%。
5.3挡渣:用挡渣塞、挡渣锥或专用挡渣设施进行挡渣操作,确保渣层厚≤80mm。
5.4出钢时间: 保证出钢口圆滑,出钢时间≥180秒。
5.5脱氧: 用BaAlSi进行脱氧,加入量按0.4-0.8Kg/t,其中2/3在出钢前加入,其余部分在加完合金料后加入,氧化性强靠上限,氧化性弱靠下限。
合金参考:用FeMn+FeSi合金化或者使用MnSi配部分FeSi合金化。
V合金化种类按生产规格和相应的要求控制。
5.6 碱性渣:视终点S、P和温度状况适当加入。
5.7 大包覆盖剂: 出钢后向包内加入4袋/炉。
5.7在冶炼此钢种时,转炉复吹必须执行N/Ar切换。
6.精炼要求6.1吹氩时间≥5分钟,前3分钟执行吹氩操作,其余执行弱吹氩操作。
6.2对于后吹严重的炉次,在吹氩过程中可喂100-300mBaCaSi线。
6.3对生产HRB335、HRB400规格≥Ф36螺时,吹氩时间≥5分钟,执行吹氩操作。
6.4对生产HRB335、HRB400的试验钢或有特殊要求时按下发的相关规定执行。
7.注意事项7.1及时处理炉口积渣,大包包沿,炉口、烟道和氧枪漏水等状况。
7.2当班炉长向调度室告知钒合金化种类,调度室负责通知质检部炼钢站判定。
7.3本制度自2006年6月3日起执行,原2006年4月20日工艺要点同时作废。
100T转炉HRB335、HRB400钢生产工艺要点(连铸部分)大包中间包结晶器铸坯三、拉钢前的准备3.1 要求结晶器内腔表面光滑,上下水缝无漏水。
3.2要求使用干式料中间包,烘烤达到3小时以上,并且中间包内保持清洁无杂物,溢流口修砌符合排渣要求。
四、拉钢过程的控制4.1生产断面(mm2): 165×165调度室开作业卡要温度时蹲包温降按1.0℃/min计算(不区分冬夏季)。
新包炉次按正常温度下限提高20℃控制氩后温度,执行温度区间平移,并且新包总蹲包时间不允许超25分钟。
4.3正常拉坯速度:1.7~2.1m/min。
4.4结晶器水量:115~130m3/h。
根据拉钢炉数和进出水温度及铸坯颜色随拉钢炉数的增加适当增加水量。
4.5二次冷却控制4.7浇注过程中,当中间包内渣层厚度>100mm时进行排渣操作。
4.8开浇头一炉待中间包内钢水液面>400mm时向中间包内加入二化中间包覆盖剂6~8袋,浇注过程中根据使用情况每炉加入4~6袋,要求加入到大包冲击流附近,并且在大包注流较远处已发红的覆盖剂上加炭化稻壳保温。
4.9其余执行《八机八流方坯连铸工艺技术规程》。
4.10本工艺要点自2006年6月3日起执行,原2006年4月20日工艺要点同时作废。
技术科/2006-6-2100T转炉∮8和∮10盘螺生产工艺要点(冶炼部分)1.工艺路线:混铁炉—提钒转炉—炼钢转炉—精炼—方坯保护浇铸2.原料条件:组织用半钢冶炼,以保拉碳为原则控制冷料用量。
5.冶炼过程操作5.1吹炼前期化好渣,化透渣,避免熔池温度上升过快及炉渣“返干”现象发生。
5.2吹炼终点:尽量一次拉成,保证C-T协调,补吹不大于两次。
终点[C]最佳控制为0.06~0.12%;[S]≤0.040%,[P]≤0.020%。
5.3挡渣:用挡渣塞、挡渣锥或专用挡渣设施进行挡渣操作,确保渣层厚≤80mm。
5.4出钢时间: 保证出钢口圆滑,出钢时间≥180秒。
5.5脱氧: 用BaAlSi进行脱氧,加入量按0.4-0.8Kg/t,其中2/3在出钢前加入,其余部分在加完合金料后加入,氧化性强靠上限,氧化性弱靠下限。
合金参考:用FeMn+FeSi合金化或者使用MnSi配部分FeSi合金化。
5.6 碱性渣:视终点S、P和温度状况适当加入。
5.7 大包覆盖剂: 出钢后向包内加入4袋/炉。
5.7在冶炼此钢种时,转炉复吹必须执行N/Ar切换。
6.精炼要求6.1吹氩时间≥5分钟,前3分钟执行吹氩操作,其余执行弱吹氩操作。
6.2对于后吹严重的炉次,在吹氩过程中可喂100-300mBaCaSi线。
7.注意事项7.1及时处理炉口积渣,大包包沿,炉口、烟道和氧枪漏水等状况。
7.2本制度自2006年6月3日起执行,原2006年4月20日工艺要点同时作废。
100T转炉∮8和∮10盘螺生产工艺要点(连铸部分)大包中间包结晶器铸坯三、拉钢前的准备3.1 要求结晶器内腔表面光滑,上下水缝无漏水。
3.2要求使用干式料中间包,烘烤达到3小时以上,并且中间包内保持清洁无杂物,溢流口修砌符合排渣要求。
四、拉钢过程的控制4.1生产断面(mm2): 165×165调度室开作业卡要温度时蹲包温降按1.0℃/min计算(不区分冬夏季)。
新包炉次按正常温度下限提高20℃控制氩后温度,执行温度区间平移,并且新包总蹲包时间不允许超25分钟。
4.3正常拉坯速度:1.7~2.1m/min。
4.4结晶器水量:115~130m3/h。
根据拉钢炉数和进出水温度及铸坯颜色随拉钢炉数的增加适当增加水量。
4.5二次冷却控制4.7浇注过程中,当中间包内渣层厚度>100mm时进行排渣操作。
4.8开浇头一炉待中间包内钢水液面>400mm时向中间包内加入二化中间包覆盖剂6~8袋,浇注过程中根据使用情况每炉加入4~6袋,要求加入到大包冲击流附近,并且在大包注流较远处已发红的覆盖剂上加炭化稻壳保温。
4.9原始记录钢种记为“HRB335C、HRB400C”,连铸工段按如上钢种进行铸坯标识。
4.10其余执行《八机八流方坯连铸工艺技术规程》。
4.11本工艺要点自2006年6月3日起执行,原2006年4月20日工艺要点同时作废。
技术科2006-6-2。