品质异常改善追踪表
品质异常处理报告表

Approved by:
Checked by:
表单编号:XXX
Prepared by:
Date:
Owner负责人/ Due date完成日期
D5. Permanent Corrective Action Plan制定永久改善措施 Permanent Corrective Action Plan永久改善措施
Date:
Owner负责人/ Due date完成日期
D6. Verification of Effectiveness 矫正效果确认 Verification of Effectiveness 矫正效果确认
XXXX
品质异常处理报告
8-Discipline Problem Solving Report
CAR NO: D1.Define team: D2. Describe Problem 描述发生问题
Part No: Date:XXX
(附图)
核准:
审核:
经办:XX
D3. Analyze and Describe the Root Cause分析和描述不良原因
Date:
5W analyze_manufacuring cause (不良产生原因)
5W analyze_inspection cause(不良流出原因)
1Why为什么
1Why为什么
2Why为什么
3Why为什么 Root cause 根本原因分析:
2Why为什么 3Why为什么
D4. Containment Action 临时对策 : Containment Action 临时对策
Date:
Owner负责人/ Due date完成日期
D7. Prevent Recurrence 预防再发 Prevent Recurrence 预防再发
制程异常追踪记录表
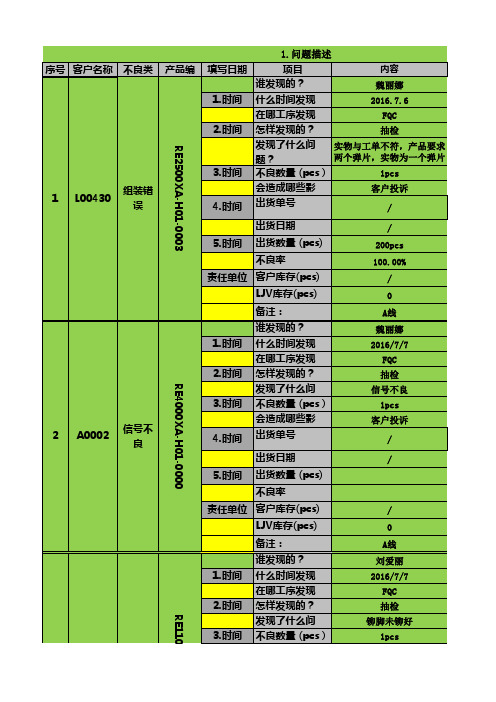
备注: 谁发现的? 什么时间发现 的在?哪工序发现 的怎?样发现的? 发现了什么问 题不?良数量 (pcs) 会造成哪些影 响出?货单号
出货日期 5.时间 出货数量 (pcs)
不良率 责任单位 (客d户p库pm存)(pcs)
LJV库存(pcs)
A线 魏丽娜 2016/7/7
FQC 抽检 信号不良 1pcs 客户投诉
责任人
根本原因分析:
责任人及完成时 间
改善对策:
因机台模具弹簧问题,导致现类似 问题,及时调机.
5.改善对策 责任人及完成时间
6.预防措施
7.效果确认
相关文件及防呆措施 责任人及完成时间 确认人
席春辉 2016-7-7
责任人及完成时间
席春辉 2016-7-7
责任人 席春辉
完成时间 2016/7/7
流出原因分析:
质量工程师填写
4.原因分析 责任人及完成时 间
1.手感检测时,未确认扭力是否 与工单相符; 2.在排版送检前,打包人员未核 对工单与实物是否一致.
席春辉
拦截对策:
5.改善对策
1.在检手感时,必须确认扭 力范围与工单一致; 2.排版人员必须仔细确认实 物与工单一致后,才可贴标 识送检.
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
责任人及完成时间
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
黄列萍 2016-7-8
黄列萍 2016-7-8
责任人及完成时间
黄列萍 2016-7-8
8. 是否关闭 已关闭
已关闭
已关闭
LJV WI数量及处理方式: 客户处产品处理方式:
姓名 宁泳铭 易小芳 黄列萍 饶志武
品质不良原因分析及改善对策表

1.不良发生经过 2.确认结果
3.对策(上段:直接原因对策-防止不良品产生的硬对策 下段:实施对策-维持直接原因对策的软对策)
(1)暂定: (4)永久改善对策: (1)作业标准、检验基准的作成或改订: (2)新作业标准和检验基准的发行及员工的教育训练:
责任供应商名称: 不良项目
作成日期:
品质不良原因分析及改善对策表
库存品重量
不良牌号及线径
在制品重量
不良线材炉号
①不良描述(发生日、现象、不良率、频率、处置内容及结果等)
1.发生状况 (1)不良发生日: (2)发生场所: (3)不良现象: (4)不良比例: (5)使用条件: (6)发生频率:
2.处置内容及结果 (1)处理内容: (2)处理结果: (3)其它事项:
③查明原因与改善对策提出(发生的主要原因和流出的主要原因…分析来龙去脉)
①为什么
②为什么
③为什么
②不良原因的分析确认(现物、现场、现状三现主义) 1.现物品质状况确认:
2.生产现场产品品质现况确认:
④为什么
⑤为什么
作成 审核
核准
作成 审核 核准
3.不良原因分析(从人/机/料/法/环等方面寻找):
4.原因归纳 (1)发生的主要原因: (2)流出的主要原因:
实施日
⑤防止再发生改善对策(回到到起点)
不合格和纠正措施程序(含表格)

不合格和纠正措施管理程序(ISO9001-2015)1.目的:确保不合格发生后能及时调查原因,采取有效纠正措施,防止再发生同样的问题。
2.范围:本公司所采取的纠正措施及改善统计技术的运用。
3.权责:当以下情况发生时按下表执行纠正措施:4.定义:(无)5.作业流程5.1.1以上质量异常发生时,应由以上表中规定的部门填写适合表单送相关部门。
5.1.2供方的纠正措施:若供方来料不良,则由IQC填写《进料异常通知单》,采购部联络供方,由其分析原因并完成纠正措施;品质部应予以跟踪、确认。
5.1.3 本厂内部的纠正措施:a)本厂内部制程出现严重不良/不良连续发生或成品抽检不合格时,,由品质部开出《巡回检查异常联络书》或《品质异常处理单》交责任部门分析原因并采取纠正措施,品质部应予以跟踪、确认。
b)当质量/环境目标或环境绩效出现不符合时,管理部发出《纠正措施报告》,并由管理部进行跟踪确认直至问题改善。
c)内审发现不符合项依《内部审核控制程序》执行。
d)管理评审决议事项依《管理评审控制程序》执行。
e)客户满意度测量发现客户不满意时依《客户满意度测量控制程序》执行。
5.1.4客户投诉、退货之纠正状况:a)客户投诉/退货之纠正,由品质部负责组织相关部门填写《客户投诉处理单》,相关责任部门采取纠正措施直至问题改善,待品质部验证合格后将完成情况回复客户以取得客户满意。
具体参照《客户投诉控制程序》执行。
5.1.7 改善效果与确认:a)由(表一)所列权责部门依责任部门拟订措施及预估完成日期追踪。
b)若未改善,应要求重新分析原因及拟订对策,直到完全纠正。
5.1.5需要时,更新策划期间确定的风险和机遇,具体参见《风险管理程序》。
5.1.6如有必要,经确认有效的纠正措施应修订于相关的体系文件之中,具体的修订作业遵照《文件控制程序》执行。
5.1.7品质部或管理部应将所有纠正措施汇总登记在《纠正措施一览表》。
纠正措施实施情况应提交管理评审会议予以效果检讨、确认其合理性与有效性。
客诉品质异常及整改报告表

No.
发出单位
11
发出人
发出日
接收单位
接收人
发生地点
客户生产线
产品型号
客户反馈不良率
/
客户反馈问题概述
见下文
1.不良现象概述(示例图片)
2.团队成员
部门
姓名
职务
责任描述
组长
品质部
品质经理
负责品质分析会议的主导及8D报告回复
组员
工艺工程
工程师
确认品质异常分析确认责任单位及临时对策提出
组员
研发部
项目工程师
负责品质异常的技术分析及设计方案优化。
Hale Waihona Puke 组员生产部生产主管
负责永久性预防措施的全面实施。
组员
采购部
米购员
负责跟进供应商物料不良的品质分析及品质改善
组员
业务部
销售
负责跟进客户不良信息反馈及品质改善反馈。
3.原因分析
负责人/时间
我司工程分析为:
不良原因:口人为;口设备; ■材料;口环境;口方法;口设计;口其他:
4、矫正措施-临时
负责人/时间
应急措施:
口挑选/返工;■分析;口报废;□特许;口召回所有成品;口补货给客户;口其他
5.永久性预防措施
负责人/时间
6.效
负责人/时间
验证我司后续的品质改善效果
7、标准化
更改的文件类型:
口操作指引:
口检验指引:
口图纸: 口规格:
8、问题已解决 (团队成员签名)
品质异常改善报告格式

预定改善日期:核准/日期:制作/日期:
改善效果追踪及确认:
核准/日期:制作/日期:
预防措施:
预定改善日期:核准/日期:制作/日期:
改善效果追踪及确认:
核准/日期:确认/日期:
失
败
成
本
报废成本
元
全检工时
人×小时×元/小时
费用
元
整修工时
人×小时×元/小时
费用
元
直接经济损失
间接经济损失
表单流程:开缺失单部门→主管审核→责任单位→开缺失单部门保存记录保存期限:3年
苏州玲珑电子科技有限公司
品质异常改善报告
日期:版本:
发文单位:
客户/厂商
报告编号
检验批量
抽样数量
客户料号
不良数量
AQL
良特料号
订单号码
要求回复日期
实际回复日期
பைடு நூலகம்不良状况说明:
核准/日期:制作/日期:
不良原因分析:
核准/日期:制作/日期:
异常类别
□人为错误
□设备异常
□物料异常
□设计错误
□其它:
责任单位
□制造部□工程部□IQC□供应商□其它:
工作品质异常改善追踪单(范本)

若追蹤過程中,發現問題的改善不如預期,表示改善的方法有瑕疵,此時必需重新提出改善的方法,直到滿足預期的目標為止。
核準 :審核﹕報告人﹕
核准:
稽核單位主管:
主管單位主管:
一旦驗証無效,則退回責任單位重新提出改善方法
核準 :審核﹕報告人﹕
7) 預防再發﹕(責任單位)
使長期對策能被有效且持續執行的方法,以確保真因永不復發;或是,
當真因管控機制一旦失效時,能在第一時間點抑制真因繼續擴散的方法。
核準 :審核﹕報告人﹕
8) 追縱確認﹕(品保QA或稽核單位)
真對『緊急措施』『長期對策』執行後的效果進行追蹤、記錄與改善前狀況的比對
有效控制問題持續擴大的方法:
a.需對主管單位與責任單位同時進行
b.在責任單位方面需對“正在進行中”及“已處理”進行管控
c.在主管單位方面需對“現場、現物”進行改善的處理
5) 長期對策﹕(責任單位)
讓真因不再觸發的方法:一旦真因不復存在或是被抑制,自然問題就不會再發生
a.(方法一)使真因從根本上消失:此為最佳的方法
b.(方法二)抑制真因發生的概率:此點必需配合管理機制作處理;
找出真因發生的時間點並在此點上做對應的控制機制,使真因的發生能被有效的抑制。
核準 :審核﹕報告人﹕
6) 效果驗証﹕(主管單位)
就長期對策的改善方法,與過去的實際狀況做比對,並驗証:
a.真因可被再觸發的概率
b.問題必改善後所能產生的效益
以上的驗証為實驗值或理論值,而非實際改善後的效果比對
3) 尋找真因﹕(責任單位)
就三現描述的內容結合品質樹的概念,找出問題的真因所在。(需符合環環相扣的原則)
品质异常通知处理单模板

□人(Man) □机(Machine) 矫正补救措施(暂时改善对策):
□料(Material)
□法(Method)
□环(Environments)
预防措施(永久改善对策):
技术部
生产部
仓储部
采购部
责任人: 日 期:
质量部
评 审 单 位 填 写
最终处置: □返工 □返修 □让步接收 □筛选 □拒收 □报废 □降级使用 □其它:
对策改善执行记录
执
行 单 重工后,良品数: 位 不良数: 填 不良率: 写 DPPM:
返工工时:
流程: 检验员/QC 组长判定不合格开单
IPQC 检验 OK
FQC 检验 OK
追踪确忍
批量:
抽样:
效果反馈: □理想
检验员:
不良数: 判定: □不理想 □未落实返工对策
检验日期:
QE 工程师确认 QC 组长确认
质量管理中心总监:
责任单位提出改善措施
生产部实施返工
入库
质量管理中心归档
□让步接收
□特采Leabharlann 责任单位:异常狀況说明 异常原因分析
反映者: 确 认:
异常类別(Variation Item) □材料品质异常(Material) □零件表异常(BOM) □设备异常(Equipment) □制程异常(Process) □人工作业品质异常(Operator) □检测异常(Test) □设计异常(Design)
品质异常通知处理单
收文单位:
编号:
发文单位:
日期:
异常地点 □IQC □IPQC □FQC □OQC □金工 □注塑车间 异常发生时间:
□装配线 □物流仓库 □客戶品质代表 □技术部
工作品质异常改善追踪单作业细则

1.目的﹕1.1.找出真因﹐徹底改善。
2.權責單位﹕主管單位:問題發生之最末端之單位責任單位:問題發生之單位3.相關文件:無4.相關表單:《工作品質異常改善追蹤單》--------------------5.作業范圍﹕公司所有單位及人員6.表單填寫說明6.1.事前準備作業:由問題事件之主管單位向責任單位開出《工作品質異常改善追蹤單》﹔6.1.1.主管單位:此事件最末端之單位6.1.2.提出日期:主管單位發現此問題的時間﹕(如﹕07年09月02日)6.1.3.責任單位:問題發生之單位6.1.4.單號﹕為《工作品質異常改善追蹤單》之流水管制編號編碼原則﹕XXYYMMnnnXX:為部門代號YY:為年碼,採最後兩碼;(例如:2007年應記錄為07)MM:為月碼,若為個位數十位數需補零;(例如:9月應記錄為09)nnn:為流水編號,每月需由001開始重編。
此一編碼由主管單位所屬部門負責列表管控。
例如:管理部於2019年8月發現第四件異常事件,則表單編號為:AD1908006 6.2.由主管單位負責填寫“異常現象說明”﹔6.2.1. 需描述問題的三現狀況,包含主管單位與責任單位:6.2.2. 現物:指物証;出現問題的實物6.2.3. 現實:指記錄;與問題有關的記錄及文件6.2.4. 現場:指環境;被問題影響所及的主管單位與責任單位的環境狀況6.2.5. 報告人:由主管單位發現此異常人員進行提報6.2.6. 審核:主管單位主管6.2.7. 核准:主管單位部門主管6.3.主管單位將“異常現象說明”填寫完成后﹐交由責任單位“處理成員”﹔6.3.1. 主導者:責任單位代表﹔6.3.2. 成員:配合單位代表﹕6.4. “尋找真因”由責任單位填寫﹔6.4.1.就三現描述的內容結合品質樹的概念,找出問題的真因所在。
(需符合環環相扣的原則)6.4.2. 問題的真因不是一種表象,而是表現在動作、作業、程序、動機上面6.4.3. 問題的真因是一種不可再分解的原因6.4.4. 當問題的真因被找到時,要用『失敗還原法』再次確認真因與問題的關聯性,以確保真因的真實性。
品质异常处理报告
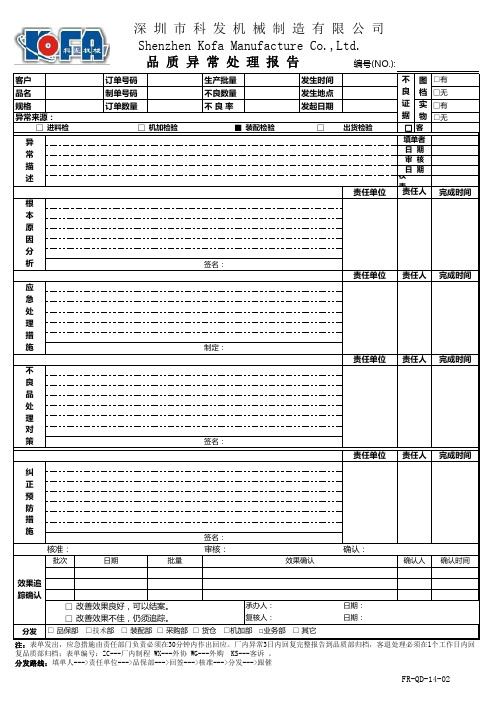
客户订单号码生产批量发生时间□有品名制单号码不良数量发生地点□无规格
订单数量
不 良 率
发起日期
□有□无
□进料检验
□机加检验■装配检验
□
出货检验
□客户反馈
权责单位
责任单位
完成时间
签名:
责任单位完成时间
制定:
责任单位完成时间
签名:
责任单位
完成时间
签名:
核准:
审核:
确认:
批次
批量
确认时间
□□分发
□ 品保部 □技术部 □ 装配部 □ 采购部 □ 货仓 □机加部 □业务部 □ 其它
注:表单发出,应急措施由责任部门负责必须在30分钟内作出回应。
厂内异常3日内回复完整报告到品质部归档,客退处理必须在1个工作日内回复品质部归档;表单编号:ZC---厂内制程 WX---外协 WG---外购 KS---客诉 。
分发路线:填单人--->责任单位--->品保部--->回签--->核准--->分发--->跟催
改善效果良好,可以结案。
改善效果不佳,仍须追踪。
效果追踪确认
承办人:复核人:
日期
纠正预防措施
责任人日 期异常来源:
不良证据
填单者深 圳 市 科 发 机 械 制 造 有 限 公 司Shenzhen Kofa Manufacture Co.,Ltd.品 质 异 常 处 理 报 告异常描述
应急处理措施日 期责任人根本原因分析编号(NO.):
审 核责任人图档实物责任人不良品处理对策
日期:
日期:效果确认
确认人
FR-QD-14-02。
原材料品质异常处理追踪单
意见:
品质部经理:
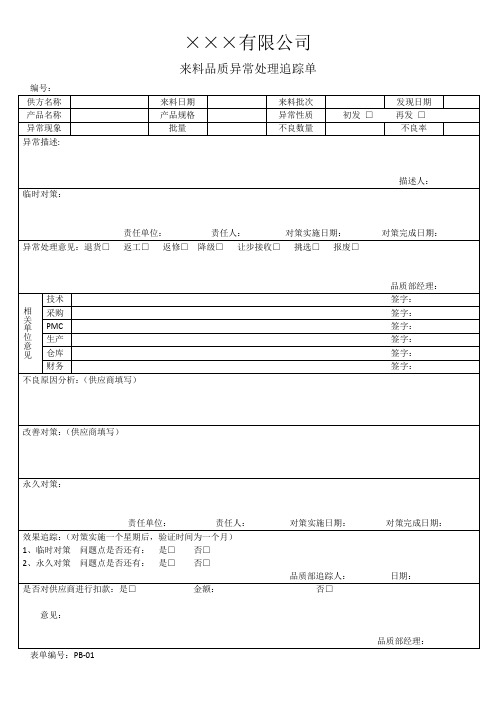
表单编号:PB-01
×××有限公司
来料品质异常处理追踪单
编号:
供方发现日期
产品名称
产品规格
异常性质
初发□再发□
异常现象
批量
不良数量
不良率
异常描述:
描述人:
临时对策:
责任单位:责任人:对策实施日期:对策完成日期:
异常处理意见:退货□返工□返修□降级□让步接收□挑选□报废□
品质部经理:
相关单位意见
技术
签字:
采购
签字:
PMC
签字:
生产
签字:
仓库
签字:
财务
签字:
不良原因分析:(供应商填写)
改善对策:(供应商填写)
永久对策:
责任单位:责任人:对策实施日期:对策完成日期:
效果追踪:(对策实施一个星期后,验证时间为一个月)
1、临时对策问题点是否还有:是□否□
2、永久对策问题点是否还有:是□否□
品质部追踪人:日期:
制程品质异常处理程序(含表格)
制程品质异常处理程序(IATF16949/ISO9001-2015)1.目的:规范公司制程产品品质异常的反馈和处理,及时的排除异常事项,更有效的预防异常再次发生,同时提升整体工作的品质和效率。
2.适用范围:适用于公司内所有制程产品的品质异常之回馈与处理。
会签部门:生产部、工程部、原料仓库、PMC、研发部、采购部、业务部。
3、定义:品质异常:是指产品在生产制程中出现不符合公司所指定的标准;重大品质异常:1、单一事项不良造成停止生产或停止出货;2、异常现象足以造成产品之致命伤害或影响产品寿命;4.职责和权限:4.1品质部:4.1.1负责制程各段的异常提报与确认、跟进改善措施与导入;4.1.2召开重大品质会议寻求相关部门作出处理;4.1.3制止品质事件的蔓延与水平展开;4.1.4对实施的对策做复核,发出最终的改善结果;4.2生产部:负责品质异常提出及初步的原因排除,执行技术部门给出的对策;4.3工程部:对制程的异常进行原因分析,给出有效的改善措施;4.4研发部:因设计不符合对制程产生的品质异常做出调整,并给出有效的改善对策;当出现重大品质事件协助查找不良原因;4.5PMC:根据品质异常处理状况对订单评估与调整;4.6采购部:掌握品质异常之材料影响程度,跟进进料品质状况和协助制程中出现异常处理;4.7业务部:因品质造成影响出货暂停出货或让步出货,以及修改出货计划;4.8仓库:根据因品质不良产品做出区分和标示;5、参考数据<成品检验规范><SOP作业指导书>6.作业程序:6.1制程品质异常确定6.1.1当在生产过程中,生产各段发现或经工程PE分析确认同一材料和工站出现不良数出现5PCS,一批总不良率超出3%时由品质IPQC提报异常单进行处理;6.1.2当生产各工段出现不良率达到100%或在接线、测试段直接烧机事件,跟线品质IPQC并立即要求生产源头停止下拉和不良标示以及发出停线报告,签核到品质中心主管后并以OA通知到相应部门,同时做生产的调整;6.1.3出货检验中出现不良率超出BJH-QU-ETS-007、BJH-QU-ETS-160标准值,由OQC提报异常由部门主管签核后转至生产包装负责人确认并通知工程PE到现场进行分析,按6.2执行;如急需出货并上升到中心主管审核通过或业务员与客户确认OK方可做让步接收出货;品质做单据保存以其客户使用状况的跟进;6.2正常制程品质异常处理6.2.1当产线出现异常达到6.1.1规定值时由跟线IPQC现场确认现场可改善或者由部门主管以上级确认可生产,将有效改善对策以及确认信息给到跟线的拉长执行,跟据生产对策实施IPQC再次确认改善效果,OK后按正常生产流程作业,NG时再返回对策实施;6.2.2当产线出现异常达到6.1.1规定值时由跟线IPQC现场确认现场不能改善时,及时开始品质异常处理单并填写发生异常工序、生产数量、不良现象、标准值、不良值、不良率等状况,由制程品质组长和主管签核后附带不良品转至跟线PE工程师并要求跟线人员以其IPQC到现场做进一步分析;6.2.3工程PE工程师接到品质开出的异常处理单并到异常发生工段做进一步分析确认,同时在30分钟内给出可执行的临时对策给到生产执行和现场指导,生产可恢复正常生产,若临时对策因设计、材料所至需生产挑选、加工使用由生产进行统计无效工时由责任归属承担,需要做实验验证分析结果跟进实验时间给出临时对策但总体时间不能超出8小时以外;6.2.4PE工程师在完成异常分析将分析状况填写至品质异常处理单上,同时给出临时对策、责任归属部门返回跟线IPQC转至到制程品质QE确认原因分析及责任归属,当责任归属对工程所分析的结果有异议时,品质QE主导对异常分析结果异议部门到现场进行确认,品质QE做最终判定。
品质异常统计表

②品管员抽检比率偏低,没能及时发现质量问题
装配员工自己返工了100件,其余的400件退沙田返工。
①员工在加工过程中,要把零件按顺序进行摆放,②按比率进行自检(每加工30件自检一件),防止批量问题的发生;
③新员工发现问题,要及时向师傅和品检员反馈,不能自作主张
①新员工未核实工单上的图纸,没按要求进行加工;
②最大的问题是员工发现问题没上报,自作主张,善自处理,隐瞒问题
③品检员轻信员工,未核实图纸。
师傅在处理返工问题----先将影响加工2-M10丝孔的孔位填好(攻牙,安装上螺丝),再加工2-M10丝孔。
①员工在加工过程中要按比率进行自检②新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。
③品管员抽检比率偏低,没能及时发现质量问题。
装配员工挑选了一些用,其余200件退回钳工由师傅返工(新员工已离职)
①员工在加工过程中要按比率进行自检②新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。
③师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。
④品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。
磨床加工后必须插入插板放置,没有插板不允许生产。
牟敦玉
谢泽球
6
7月2日
排钻:同一台机脚踏板有时踩一脚,有时踩两脚才能运转
——
更换脚踏板
对更换的脚踏板进行测试;长期跟踪使用稳定性
黎先安
秦振伟
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
7
7月3日
打开排钻升降气缸开关,升降气缸无动作
品质异常改善追踪单

當真因管控機制一旦失效時,能在第一時間點抑制真因繼續擴散的方法。
核準 :審核﹕報告人﹕
8) 追縱確認﹕(品保QA或稽核單位)
真對『緊急措施』『長期對策』執行後的效果進行追蹤、記錄與改善前狀況的比對
追蹤作業必需直到效果達到預期的目標且改善後的狀況穩定下來為止
問題的真因不是一種表象,而是表現在動作、作業、程序、動機上面。
問題的真因是一種不可再分解的原因
當問題的真因被找到時,要用『失敗還原法』再次確認真因與問題的關聯性,以確保真因的真實性。
4) 緊急對策﹕(責任單位)
有效控制問題持續擴大的方法:
a.需對主管單位與責任單位同時進行
b.在責任單位方面需對“正在進行中”及“已處理”進行管控
審核報告人追縱確認品保qa或稽核單位真對緊急措施長期對策執行後的效果進行追蹤記錄與改善前狀況的比對追蹤作業必需直到效果達到預期的目標且改善後的狀況穩定下來為止若追蹤過程中發現問題的改善不如預期表示改善的方法有瑕疵此時必需重新提出改善的方法直到滿足預期的目標為止
主管單位
提出日期
年
月
日
責任單位
單號
1) 異常現象說明﹕(主管單位)
若追蹤過程中,發現問題的改善不如預期,表示改善的方法有瑕疵,此時必需重新提出改善的方法,直到滿足預期的目標為止。
核準 :審核﹕報告人﹕
核准:
稽核單位主管:
主管單位主管:
c.在主管單位方面需對位)
讓真因不再觸發的方法:一旦真因不復存在或是被抑制,自然問題就不會再發生
a.(方法一)使真因從根本上消失:此為最佳的方法
b.(方法二)抑制真因發生的概率:此點必需配合管理機制作處理;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发行编号
日期 反应类别
来源
批次号
注:反应类别:
A-客戶 抱怨 B-退貨 C-物流 外观全 检
件号/件名
烯晶碳能电子科技无锡有限公司
品质异常改善追踪表
不良内容
不良数 责任部门
对策
改善对策 回复状况
回复期限 OK NG
预计改善完成时 间
担当
纠正措施
改善效果确认 123
确认者
预防措施
纠正措施
预防措施
纠正措施
预防措施
纠正措施
预防措施
纠正措施
预防措施
纠正措施
预防措施
纠正措施
预防措施
纠正措施
预防措施
发行编号:oo-o-ooooooo 流水號001、002… 002, …….
D-供应 商不良 E-制程 不良
QA&QC 反应类别
流水號001、002… 002, ……MCCQR-135R0