年产20万吨啤酒厂(糖化车间)的设计
最新年产20万吨啤酒厂设计方案项目书
项目名称:年产20万吨啤酒生产项目说明书目录第一章总论第一节设计依据和范围第二节设计原则第三节建设规模和产品方案第四节项目进度建议第五节主要原辅料供应情况第六节厂址概述第七节公用工程和辅助工程第二章总平面布置及运输第一节总平面布置第二节工厂运输第三章劳动定员第四章车间工艺第一节工艺流程及相关工艺参数第二节物料衡算第三节车间设备选型配套明细表第五章项目经济分析第一节产品成本与售价第二节经济效益第三节投资回收期第一章总论绪论啤酒是以麦芽为主要原料,添加酒花,经酵母发酵酿制而成的,是一种含二氧化碳、起泡、低酒精度的饮料酒。
由于其含醇量低,清凉爽口,深受世界各国的喜爱,成为世界性的饮料酒。
啤酒的原料是大麦。
大麦是世界上种植最早的谷物之一,几乎世界上所有地区都可种植,它的产量在谷物排名上,在小麦、玉米、稻谷之下,居第四位,而且大麦不是人类主要的粮食,习惯上作饲料。
酿酒后的麦糟中,蛋白质含量得到相对富集,更适宜于做饲料,于是,用大麦制啤酒得到发展。
中国近代啤酒是从欧洲传入的,据考证在1900年俄罗斯技师在哈尔滨建立了第一家啤酒作坊。
第一家现代化啤酒厂是1903年在青岛由德国酿造师建立的英德啤酒厂。
1915年在北京由中国人出资建立了双合盛啤酒厂。
从1905年到1949年的40多年中,中国只有在青岛、北京、哈尔滨、上海、烟台、广州等地建立了不到10年工厂,年产啤酒近一万吨,从1949年到1993年,我们用43年的时间,发展成为世界啤酒第二生产大国,这样的发展速度举世瞩目。
我国啤酒工业的未来主要有以下几方面的变化:产量的发展;规模的扩大;技术经济指标还有差距,要不断的提高;原料的发展;啤酒品种向多样化发展;高浓度酿造技术;非热消毒的纯生啤酒酿造;人才的培养等。
随着世界的发展,啤酒的生产技术逐步成为重点。
当今,纯生啤酒的生产技术,膜过滤技术,微生物检测和控制技术,糖浆辅料的使用逐步发展起来。
相信不久的将来,中国的啤酒业将以崭新的面貌跻身于世界啤酒先进领域。
年产20万吨啤酒厂课程设计(缩写)
年产20万吨啤酒厂课程设计(缩写)项目名称:年产200000t啤酒工厂设计项目摘要本设计项目是对年产二十万吨啤酒工厂空间布置及生产工艺流程进行设计研究,其主要包括总平面布置,厂址选择,生产工艺的各种指标、设备选形、物料衡算、热量衡算、工艺流程图的设计以及环境保护等。
该项目主要成果为全厂总平面布置图(1张),工艺流程图(1张),设备布置图(1张),并编写详细数据说明书。
关键词:啤酒、糖化、设计、流程、说明书引言啤酒是以麦芽和水分为主要原料,加酒花经酵母发酵酿制而成的一种含CO2、起泡的、低酒精度的饮料。
啤酒含有17种氨基酸,多种维生素及碳水化合物、矿物盐等物质、每升啤酒的热量可达430卡,相当于6-7枚鸡蛋,0.75升牛奶或50克奶油,被世界营养协会组织列为营养食品,素有“液体面包”之誉。
现代科学研究表明,啤酒中所含各种成份、既有较高的营养价值又具良好的药疗效果,啤酒中酒精含量较低,10度黄啤酒含酒精3%左右,非但对胃和肝脏无损害,而且可平缓地促进人体血液循环;维生素B1、B6已能维持心脏正常活动,而烟酸则能扩张血管,故它们对心血管系统有益,可加速新陈代谢。
啤酒中的矿物盐,对人体组织细胞的代谢起着调节作用。
有利于人体必需水分的摄取吸收,啤酒所含酒花素、既能促进唾液、胃液和胆汁分泌、健胃益脾,又可治疗肺和淋巴结核,还能促进伤口愈合和烧伤者痊愈。
贫血患者常饮啤酒,能促进红细胞的生长,增强造血功能。
神经衰弱者采用“啤酒疗法”即饭后半小时和睡前各饮啤酒半瓶(约320毫升),30日为一疗程,效果显著。
特别是冬季饮用温啤酒,会使人周身发热,祛寒解乏,中、老年人最为适宜。
1 设计的主要任务及依据1.1设计的主要任务本设计的任务是设计一个年产20万吨的啤酒厂。
要求该厂能够根据工艺流程图合理的设计工厂的布局及生产车间的布置,以及解决其他生产中的相关问题。
该厂生产9°、10°、11°、12°四个规格的淡色啤酒,包装规格有500ml 玻璃瓶 250ml玻璃瓶 330ml易拉罐。
最新年产20万吨淡色啤酒厂糖化车间糖化锅设计课程设计
年产20万吨淡色啤酒厂糖化车间糖化锅设计课程设计年产20万吨淡色啤酒厂糖化车间糖化锅设计摘要啤酒是仅次于水和茶的三大饮料,同时也是目前世界上消费量最大的酒精饮料。
啤酒是用含有淀粉的谷类(主要是大麦)酿造而成的,多数添加啤酒花来调味。
本次设计是对年产20万吨淡色啤酒厂糖化车间糖化锅设计。
主要包括啤酒生产的工艺流程设计,工艺计算,糖化车间物料衡算、糖化车间热量衡算(糖化用水消耗热量、第一次米醪煮沸消耗热量、第二次煮沸前混合醪升温耗热量、第二次米醪煮沸消耗热量、洗槽水耗热量、麦汁煮沸耗热量、糖化一次总耗热量、糖化一次耗用蒸汽量、蒸汽单耗),设备的设计与选型(主要设计糖化锅)等。
关键词:啤酒工艺糖化锅Mash tun design of Brewhouse in the Annual output of 200,000tons light beer workshopABSTRACTBeer ranked the third popular drink after water and tea, at the same time, it sells best among the world's alcoholic beverages. Beer is brewed from starch grains (containing is mainly a barley), most add hops to taste.The design is aimed at the mash tun design of Brew house in the Annual output of 200,000 tons light beer workshop. Including the design of beer production process, calculation process, glycosylated plant material balance, heat balance saccharification workshop (calories for glycosylated water , heat dissipation for the first mash boiled rice , and the heat dissipation for the second mixed mash temperature before boiling heat loss, the secondsub-meter heat consumption of boiled mash, wash water tank heat loss, heat loss wort boiling, consumption of heat for mashing a total, mashing a steam consumption, steam consumption per unit), the design and selection for equipment (the main design is mash tun), etc..Key words: beer calculation mash tun目录摘要 (I)ABSTRACT (II)1.绪论 (1)1.1啤酒定义 (1)1.2啤酒的起源 (1)1.3我国啤酒工业发展趋势 (1)1.4营养成分 (2)1.5啤酒的分类 (2)1.5.1根据啤酒的色泽分类 (2)1.5.2根据发酵性质划分 (2)1.5.3根据原麦汁浓度分类 (3)1.5.4 根据是否巴氏杀菌分类 (3)1.5.5根据生产方法分类 (3)2.全厂工艺流程 (4)2.1产品设计标准 (4)2.1.1感官标准 (4)2.1.2理化标准 (4)2.1.3卫生标准 (5)2.2原料简介 (5)2.2.1大麦和麦芽 (6)2.2.2大米 (6)2.2.3啤酒花 (6)2.2.4酵母 (7)2.2.5水 (7)2.3生产工艺流程图 (7)2.4生产工艺要点 (8)2.4.1麦芽制备 (8)2.4.2麦汁制备 (9)2.4.3发酵 (10)2.4.4后处理及包装 (10)3.设计工艺计算 (11)3.1全场物料衡算 (11)3.1.1工艺指标 (11)3.1.2对100Kg原料(75%麦芽、25%大米)生产啤酒物料衡算 (11)3.1.3生产100L啤酒物料衡算 (12)3.1.4年产20万吨啤酒糖化一次物料衡算 (13)3.2糖化车间热量衡算 (15)3.2.1糖化工艺流程图 (15)3.2.2糖化用水消耗热量Q1 (15)3.2.3第一次米醪煮沸耗热量 Q2 (16)3.2.4第二次煮沸前混合醪升温到70℃的耗热量 Q3 (17)3.2.5第二次煮沸混合醪的耗热量 Q4 (18)3.2.6洗糟水耗热量 Q5 (18)3.2.7麦汁煮沸过程耗热量Q6 (18)3.2.8糖化一次总耗热量Q总 (19)3.2.9糖化一次耗用蒸汽量D (19)3.2.10糖化过程每小时最大蒸汽量 Q max (19)3.2.11蒸汽单耗 (20)4.糖化车间相关设备设计计算与选型 (20)4.1糊化锅 (20)4.2过滤槽 (21)4.3煮沸锅 (21)4.4回旋沉淀槽 (21)5.糖化锅的结构设计和强度计算 (22)5.1糖化锅的结构设计 (22)5.1.1糖化锅尺寸计算 (23)5.1.2搅拌器设计 (23)5.1.3糖化锅排醪管径(至滤过槽) (25)5.1.4糖化醪出口管径 (25)5.1.5糖化锅进水管径 (25)5.2糖化锅锅体设计及强度计算 (26)5.2.1锅体结构设计 (26)5.2.2 锅身壁厚的计算及强度校核 (26)设计总结 (28)参考文献 (29)附录 (30)谢辞 (32)1.绪论1.1啤酒定义啤酒是人类最古老的酒精饮料,是水和茶之后世界上消耗量排名第三的饮料。
年产20万吨啤酒厂糖化车间设计

糖化车间是啤酒生产过程中非常关键的环节之一,它主要负责将啤酒原料中的淀粉转化为可发酵的糖。
根据年产量为20万吨的啤酒厂,我们来设计一个高效、可靠的糖化车间。
首先,糖化车间应该有足够的空间来容纳糖化设备,以及操作人员进行操作和维护。
根据年产量,我们可以预计每天需要进行一定数量的糖化工艺,并且每次糖化过程需要持续几个小时。
因此,糖化车间需要足够的场地来布置各个设备,并且设备之间要有足够的间隔,以便于操作人员的移动和维护。
其次,糖化车间中需要安装一系列的糖化设备,包括糖化罐、搅拌装置、加热设备等。
糖化罐是最关键的设备之一,它用来进行淀粉转化为糖的反应。
糖化罐应该具备一定的容量以满足每次糖化的需求,并且应该有良好的密封性能,以避免外界环境对糖化过程的影响。
同时,糖化罐还需要具备搅拌装置,以保证糖化过程中淀粉和水的均匀混合。
为了加快糖化反应速度,糖化车间中需要配备合适的加热设备。
加热设备可以采用蒸汽加热、燃气加热等方式,以提高糖化温度并促进糖化反应的进行。
同时,为了保证糖化过程中的温度均匀性,糖化罐中还应该设置温度传感器和控制系统,以实时监测和调节糖化温度。
此外,为了保证糖化车间的安全运行,应该配备必要的安全设施。
例如,糖化罐和加热设备应该具备过热保护装置,以防止温度过高引发安全事故。
糖化车间还需要设置消防设施和紧急出口,以应对突发情况。
为了提高糖化车间的工作效率,可以考虑引入自动化控制系统。
自动化控制系统可以实现糖化过程的连续化和自动化,减少人工干预,提高生产效率和产品质量。
自动化控制系统可以根据设定的糖化参数,自动调节糖化罐的温度、搅拌速度等,以实现最佳的糖化效果。
最后,糖化车间还应该配备必要的实验室设备和监测仪器,以对糖化过程进行实时监测和分析。
实验室设备可以用于糖化过程中样品的取样和分析,以确定糖化的进程和效果。
监测仪器可以用于监测糖化过程中关键参数的变化,以及及时发现和处理异常情况。
综上所述,年产20万吨啤酒厂糖化车间的设计需要考虑到空间布局、糖化设备、安全设施、自动化控制系统以及实验室设备等多个方面。
年产20万吨12度经典啤酒厂工艺初步设计
本设计采用以酵母菌为菌种的下面发酵法和一罐发酵法(即发酵和后熟在一个罐子中进行)。
同时对年产值为20万吨经典啤酒的生产工艺进行初步设计。
以确定其物料的衡算,并确定设备的选用数量与尺寸。
1 发酵技术快速发酵是通过控制发酵条件,在保持原有风味的基础上,缩短发酵周期,提高设备利用率,增加产量。
快速发酵法工艺控制条件为:在发酵过程某阶段提高温度;增加酵母接种量;进行搅拌。
本设计所采用的发酵技术为快速发酵。
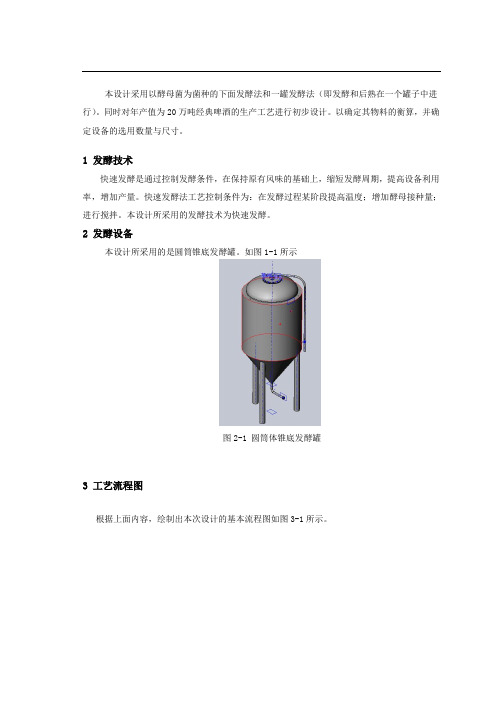
2 发酵设备本设计所采用的是圆筒锥底发酵罐。
如图1-1所示图2-1 圆筒体锥底发酵罐3 工艺流程图根据上面内容,绘制出本次设计的基本流程图如图3-1所示。
图3-1 啤酒生产工艺流程图4 物料衡算物料衡算是工艺计算的基础。
本设计中的物料平衡计算主要项目为原料(大麦麦芽、大米)和酒花用量,热麦芽汁和冷麦芽汁量,废渣量(糖化糟和酒花糟)等。
4.1 啤酒生产基础数据本设计中啤酒生产基础数据表见表3-1[12]。
表3-1 啤酒生产基础数据表项目名称百分比(%)定原料利用率98额指标麦芽水分 6 大米水分12 无水麦芽浸出率78 无水大米浸出率90原料配比麦芽70大米30啤酒损失率冷却损失7 发酵损失 2 过滤损失 1 装瓶损失 2 总损失124.2 100kg原料生产12度经典啤酒的物料衡算(1)热麦汁计算根据表3-1 可得原料的收率分别为:麦芽汁收率:无水麦芽浸出率×(1−麦芽水分)= 78%×(100-6)%=73.32% 大米收率为:无水大米浸出率×(1−大米水分)=90%×(100-12)%=79.2% 混合原料收率为:(麦芽比例×麦芽收率+大米比例×大米收率)×原料利用率=(0.70×73.32%+0.30×79.2%)98%= 73.58%由上可得 100kg 混合原料可制得10°P 热麦汁量为:% 10100混合原料收率=735.8kg又知12°P麦汁在20℃时的相对密度为1.084,而10℃热麦汁比20℃时的麦芽体积增加1.04倍。
年产20万吨10度纯生啤酒厂工艺初步设计 本科毕业设计
黄石理工学院毕业设计(论文)摘要纯生啤酒作为一种口味更加纯正的饮料酒深受消费者的欢迎,其市场需求已经越来越大。
本论文综合运用了大学期间所学的各个学科,针对年产20万吨纯生啤酒的发酵工艺进行了设计。
通过参阅大量的国内外文献,确定了采用下面发酵法,以70%的大麦和30%的大米为原料进行为期20天(主发酵6天,后发酵14天)的分批式发酵。
由物料衡算得出每年需大米9410t、大麦22000t、酒花4700t;由热量衡算得出每年消耗蒸汽9.87107kg;由水衡算得出每生产1t成品啤酒需耗水25.36t,年耗水量为5026608t;由耗冷量的计算得出每年耗冷9.5211010kJ。
并且通过对设备的选型与计算得出需要112.4m3的糖化锅1个,924m3的圆筒体锥底发酵罐40个.另外还需要21圈,分为3组的换热管。
关键词:纯生啤酒;工艺设计;物料衡算;热量衡算;圆筒锥底发酵罐AbstractAs a taste of draft beer to drink wine more pure welcomed by consumers and its market demand has been increasing. In this paper, various disciplines learned in university is integrated for the technological design of beer fermentation process with annual output of 200,000 tons. According to the large number of domestic and foreign literature, 70 percent of the barley and 30 percent of the rice is identified as raw materials and taken it in batches fermentation by the following fermentation for 20 days (the main fermentation 6 days, 14 days latter fermentation). Drawn from the material balance, 9410t rice,22000t barley and 4700t hops is needed yearly; drawn by the heat balance, annual consumption of steam is 9.87×107kg; drawn from the water balance, 25.36 tons beer is consumed for 1 ton, the consumption of total water is 5026608 tons per year; by the calculation of cold consumption , 9.521×1010 kJ of cold is needed yearly. Through the selection of equipment, we can deduce that a pot of glycosylated with 112.4m3, 40 Conical bottom cylindrical fermentation tanks with 924m3 needed and also need 21 circles, divided into 3 groups of tubes.Key W ords:draft beer; process design; material cross-operator; heat cross-operator;Fermenter conical bottom cylinder目录1 前言 (1)1.1 啤酒发酵方法简介 (1)1.2 啤酒概述与发展史 (2)1.3 纯生啤酒生产基本工艺介绍 (6)1.4 啤酒的市场前景 (8)2 啤酒发酵工艺设计 (10)2.1 纯生啤酒的酿造基本要求 (10)2.2 原料的选择 (11)2.3 原料的制备 (12)2.4 麦芽的糖化 (13)2.5 麦芽汁的发酵 (14)2.6 成熟纯生啤酒的过滤 (15)2.7 无菌灌装 (16)2.8 CIP系统 (17)2.9人员 (18)2.10工艺流程图 (18)3物料衡算 (20)3.1 啤酒糖化车间工艺流程示意图 (20)3.2 啤酒生产基础数据 (20)3.3 100kg原料生产10度纯生啤酒的物料衡算 (21)3.4 生产100L度纯生啤酒的物料衡算 (22)3.5年产20万吨10度纯生啤酒酿造车间物料衡算表 (23)4热量衡算 (25)4.1 糖化工艺流程示意图 (25)4.2 糖化车间的热量衡算 (26)4.2 糖化车间总热量衡算表 (35)5 水衡算 (36)5.1啤酒厂全厂用水工艺流程示意图 (36)5.2水衡算 (37)5.3 年产20万吨10度纯生啤全厂用水衡算表 (43)6 发酵车间耗冷计算 (44)6.1 发酵工艺流程示意图 (44)6.2年产20万吨10度纯生啤酒厂发酵车间耗冷量计算 (44)6.3年产20万吨10度纯生啤酒厂发酵车间冷量衡算表 (48)7 设备与选型计算 (49)7.1 糖化锅的设计与选型 (49)7.2发酵罐的设计与选型 (50)7.3发酵罐换热器的设计 (52)总结 (55)致谢 (56)参考文献 (57)附录 (58)黄石理工学院毕业设计(论文)1 前言随着经济的发展,人们生活水平的不断提高,啤酒作为一种时尚消费品,已经为人们生活中不可或缺的商品,其市场需求日益渐增。
20万吨啤酒厂设计说明书

20 万吨啤酒厂设计说明书发酵工厂设计概论课程设计讲明书项目名称:年产20 万吨啤酒生产项目班级组不:08.02设计时刻:2010.10.27 成绩:讲明书名目第一章总论第一节设计依据和范畴第二节设计原则第三节建设规模和产品方案第四节项目进度建议第五节要紧原辅料供应情形第六节厂址概述第七节公用工程和辅助工程第二章总平面布置及运输第一节总平面布置第二节工厂运输第三章劳动定员第四章车间工艺第一节工艺流程及有关工艺参数第二节物料衡算第三节车间设备选型配套明细表第五章项目经济分析第一节产品成本与售价第二节经济效益第三节投资回收期总论绪论啤酒是以麦芽为要紧原料,添加酒花,经酵母发酵酿制而成的,是一种含二氧化碳、起泡、低酒精度的饮料酒。
由于其含醇量低,清凉快口,深受世界各国的喜爱,成为世界性的饮料酒。
啤酒的原料是大麦。
大麦是世界上种植最早的谷物之一,几乎世界上所有地区都可种植,它的产量在谷物排名上,在小麦、玉米、稻谷之下,居第四位,而且大麦不是人类要紧的粮食,适应上作饲料。
酿酒后的麦糟中,蛋白质含量得到相对富集,更适宜于做饲料,因此,用大麦制啤酒得到进展。
中国近代啤酒是从欧洲传入的,据考证在1900 年俄罗斯技师在哈尔滨建立了第一家啤酒作坊。
第一家现代化啤酒厂是1903 年在青岛由德国酿造师建立的英德啤酒厂。
1915 年在北京由中国人出资建立了双合盛啤酒厂。
从1905年到1949年的40 多年中,中国只有在青岛、北京、哈尔滨、上海、烟台、广州等地建立了不到10年工厂,年产啤酒近一万吨,从1949年到1 993 年,我们用43年的时刻,进展成为世界啤酒第二生产大国,如此的进展速度举世瞩目。
我国啤酒工业的以后要紧有以下几方面的变化:产量的进展;规模的扩大;技术经济指标还有差距,要持续的提升;原料的进展;啤酒品种向多样化进展;高浓度酿造技术;非热消毒的纯生啤酒酿造;人才的培养等。
随着世界的进展,啤酒的生产技术逐步成为重点。
年产20万吨啤酒厂项目设计方案

2、全厂生产去和生活区分开。生产去不知在靠近厂外公路一侧,以方便原料及产品的运输;而生活区则分布在厂区东边,环境清静,适宜生活及办公只用。
3、生产车间主要采用单层结构,主要车间及建筑物大都采用南北朝向,保证阳光充足,通风良好。
4、厂区布置在设计时留有一定的发展余地,以备工厂扩大生产或作其他用途只用。
1、二氧化碳回收体系:啤酒发酵属厌氧发酵,每1吨啤酒产生20kg二氧化碳,可回收用于本厂或向外销售(制造碳酸饲料等)。因此,利用二氧化碳回收系统,把啤酒发酵过程中产生的二氧化碳回收用于生产。
2、二氧化硫综合治理:利用二氧化硫与碱中和的原理,将灌装车间废碱液回收后,用于烟气脱硫系统的脱硫和调节污水站污水酸碱度。
古井镇靠近银洲湖出海口,毗邻珠海和港澳,是珠三角西部县市进出珠海和澳门的主要通道,区位优势较为突出。银洲湖深水航道贯通全境,有19.2公里的湖岸线和优良的建港条件,镇域北面是潭江流域与西江流域交汇的劳龙虎水道。全镇规划建设3个重要港区,是珠三角西部外通远洋、内联珠三角腹、实施沿海联运的广东西部沿海高速公路为交通主干道、连接新中高速、京珠高速和港珠澳大桥,构筑成连接港澳和珠三角各地的发达的公路交通网络。规划建设中的广珠铁路在古井镇设有货运站,为大宗货物的物流提供铁路运输保障,镇内通讯发达,移动通信、互联网和各种数据通信设施完善,镇内能源供应充足。设有110KV变电站,并规划建设220KV石化基地站,是银洲湖东岸的重要能源枢纽。政府招商引资,对工业发展有大力的支持。
2.1.2
年产20万吨啤酒厂设计
2.1.3
江门市新会区古井镇临港工业区。
土地类型:工业性用地
来源方式:企业购买
占地面积:31300m2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计(论文)工作基本要求
1、通过查阅文献资料以及研究学习,了解国内外啤酒工业现状、存在问题及解决方法,熟悉工业设计的流程与要求。
2、根据要求,制定合理的工艺流程,并完成全流程的物料平衡计算,进行设备配平。完成设计说明书一份。说明书正文约在15页左右,文字应该简练扼要,尽量用图表来说明问题,在说明书中应列举设计的原始材料。
3、完成图纸设计:厂区平面图(1张,2#图纸)、工艺流程图(1张,1#图纸)、主体设备图(1张,1#图纸)。
主要参
考资料
及文献
(1)顾国贤编:《啤酒麦汁制造工艺学》,无锡轻工大学,1995。
(2)顾国贤编:《酿造酒工艺学》,无锡轻工大学,1995。
(3)管敦仪主编:《啤酒工业手册》,轻工业出版社,1999。
山东建筑大学课程设计任务书
班级
姓名
指导教师
设计(论文)题目
年产20万吨啤酒厂(糖化车间)的设计
设计
(论文)
原始
参数
本课题为年产20万吨啤酒厂的设计,酿制生产12度淡爽型啤酒。年生产天数300天,其中旺季生产5个月(150天),产量占全年总产量70%,淡季生产5个月(150天),产量占全年产量30%。
(4)高孔容主编:《发酵设备》,轻工业出版社,1995。
(5)吴思方主编:《发酵工厂工艺设计概论》,轻工业出版社,1995。
(6)蒋汉文主编:《热工学》,高等教育出版社,1994。
设计
(论文)
工作
内容
虽然我国啤酒产量已经稳居世界第一,但啤酒质量和技术装备水平与世界先进水平仍有不少差距,吨酒煤耗、电耗较高。本课题为年产20万吨啤酒厂的设计,酿制生产12度淡爽型啤酒。
啤酒生产原料如下:优级麦芽60%;辅料采用高麦芽糖浆和大米混合,辅料占40%,其中高麦芽糖浆20%,大米20%。采用高浓酿造工艺。高麦芽糖浆浸固形物含量75%。本课题年产20万吨啤酒工厂设计,重点设计糖化车间。