DUMA静电涂油机的修复改进
静电喷涂表面修补方法
静电喷涂表面修补方法《静电喷涂表面修补方法》嘿,你有没有遇到过那种静电喷涂的表面出了问题,就像我上次那倒霉经历似的。
我有一个超酷的金属小摆件,是那种经过静电喷涂处理后,表面超级光滑、颜色还特别炫的玩意儿。
可谁知道呢,不知道被啥东西给划了一道,那道划痕就像一个丑陋的伤疤一样,突兀地出现在那原本完美的表面上。
那我就得想办法修补啊。
首先呢,你得把要修补的地方清理干净。
我就拿了一块柔软的布,蘸了一点点温和的清洁剂,轻轻地在那划痕周围擦拭。
这可不能太大力气了哦,就像给小婴儿擦脸似的,得小心翼翼的。
我一边擦一边还嘟囔着:“小宝贝儿,可别再受伤了啊。
”擦完之后,得等它完全干了,这时候我就像个着急等待糖果的小孩一样,在旁边不停地看,心里盼着它快点干。
接下来就是准备修补的材料啦。
我找来了专门用于静电喷涂表面修补的漆,这种漆可不好找呢,我跑了好几家五金店才买到。
那漆的颜色得尽量和原来的颜色匹配,我当时拿着小摆件在店里比对了好久,眼睛都看花了。
就像在一堆差不多的豆子里找一颗特别的豆子一样困难。
然后就是正式修补了。
我用一个超级小的刷子,就那种比牙签粗不了多少的刷子。
蘸了一点漆,然后慢慢地涂在划痕上。
这就像是在给一幅画上不小心蹭掉的颜色重新补上一样。
涂的时候手可得稳啊,我紧张得都能听到自己的心跳声了,就怕一不小心涂多了或者涂歪了。
每次蘸漆的量也要控制好,就那么一点点,就像给小蚂蚁喂饭一样,多了就不行。
涂完第一层之后,要等它干一干。
这个等待的过程可真是煎熬啊。
我就在旁边守着,时不时地用手指轻轻地碰一下,看干了没有。
等第一层干得差不多了,再涂第二层,这样可以让修补的地方颜色更均匀,看起来更自然。
最后呢,等漆完全干了之后,我又拿那块柔软的布轻轻地打了个蜡。
这就像是给修好的地方穿上了一层保护衣一样。
经过这么一番折腾,那个小摆件上的划痕几乎看不出来了。
你看,静电喷涂表面修补其实也不是特别难,就像照顾一个小伤口一样,要有耐心,每个步骤都做好,就能让那些有瑕疵的地方重新焕发光彩。
静电学在静电喷涂技术中的应用与改进

静电学在静电喷涂技术中的应用与改进静电喷涂技术是一种常见的涂装技术,广泛应用于汽车、家具、电子产品等行业。
它利用静电原理,将带有电荷的涂料颗粒喷射到被涂物表面,形成均匀、致密的涂层。
静电学作为这一技术的基础,对静电喷涂技术的应用与改进起到了重要的作用。
首先,静电学在静电喷涂技术中的应用使得涂料颗粒能够更好地附着在被涂物表面。
静电原理告诉我们,同性电荷相斥,异性电荷相吸。
在静电喷涂过程中,喷枪给涂料带上了正电荷,而被涂物则带有负电荷或接地。
由于正负电荷之间的相互作用力,涂料颗粒会被吸引到被涂物表面,从而实现了涂料的均匀喷涂。
这种应用使得静电喷涂技术相较于传统的喷涂技术更加高效、节省涂料,并且能够实现更好的涂装效果。
其次,静电学在静电喷涂技术中的应用还可以改善涂装过程中的静电干扰问题。
静电干扰是指在静电喷涂过程中,由于静电的存在,会导致涂料颗粒在喷涂过程中产生偏移或飞溅,从而影响喷涂效果。
为了解决这个问题,可以采用静电屏蔽技术。
静电屏蔽技术通过在喷涂区域周围设置导电屏蔽,使得静电场在一定范围内被屏蔽,从而减少静电干扰。
这种应用可以提高喷涂过程的稳定性和可靠性,保证涂装效果的一致性。
此外,静电学在静电喷涂技术中的应用还可以实现涂料的节约与环保。
传统的喷涂技术中,涂料往往会有较大的损耗,因为在喷涂过程中,涂料颗粒会随着喷雾飘散到周围环境中。
而静电喷涂技术通过静电作用将涂料颗粒吸引到被涂物表面,减少了涂料的飘散损失,从而实现了涂料的节约。
此外,静电喷涂技术还可以实现涂料的均匀喷涂,减少了涂料的浪费,降低了对环境的污染。
然而,尽管静电喷涂技术在涂装领域中有着广泛的应用,但仍然存在一些问题和局限性。
例如,静电喷涂技术对被涂物的要求较高,只能应用于导电性较好的材料。
对于非导电性或低导电性材料,需要进行特殊的处理,以提高其导电性。
此外,静电喷涂技术还存在着静电火花的风险,需要采取相应的安全措施,以防止火花引发爆炸或火灾。
涂油机高压故障案例及处理办法

电镀锡涂油机高压故障案例及处理办法DUMA静电涂油机的原理是静电吸引原理,即在强大的静电场内中性的接地物吸引带负电的液粒。
与冷轧其它产线相比,电镀锡高压静电涂油机涂油量更为精细,油品为DOS油而非普通的防锈油,其工作原理最大的不同在于油品的雾化方式。
高压静电涂油机雾化方式目前分成两种方式,一是刀梁雾化方式,另一种是喷嘴雾化方式。
冷轧其它产线普遍采用刀梁雾化方式,而电镀锡高压静电涂油机采用喷嘴雾化方式。
下图是涂油机上表面管路主体部分:图:静电涂油机结构原理图DOS在油箱内被加热后的通过带有过滤器的供油系统输送到计量泵,计量泵根据控制系统给定的数据将油输到喷嘴内,油滴在油气混合通道被输送到油气混合通道内的压缩空气打成雾状后喷出,喷出的油雾再被风机通过管道吹到涂油机内油气存储室,进而进入涂油机内部。
当高压电离丝接通高压直流电源负极后,高压电离丝与带钢之间就产生了高压静电场。
当油雾通过油气存储室喷到金属丝后,会带上负电荷,在静电场的作用下,负带负电的油雾被电场加速而向带钢(高电势) 飞去, 均匀的吸附到带钢表面,形成一层均匀的油膜。
高压供电电源主要是为了给金属丝供电,使油雾带上静电荷从而吸附到带钢表面。
我们在操作面板上设定好我们需要的高压数值后,在自动涂油时PLC会自动控制高压电源启动。
以下将对电镀锡涂油机高压常见故障案例及处理方法进行总结,供大家参考学习。
案例一:现场涂油机高压无法上电,查看高压变压器开关按钮处于“on”位。
如果不处于“on位”,则需要拨到“on”位。
图:高压变压器案例二:现场涂油机高压无法上电,查看本地操作面板报警信息,显示高压错误。
1)查看现场高压电离丝是否断裂,导致限位开关信号丢失。
如果高压电离丝断裂,则需要跟换。
2)查看限位开关是否应用到位,即活动杆与开关本身角度约为45°。
如果不到位,则需要通过调整拉线长度使得限位开关是否应用到位。
图:涂油机室图:涂油机室内限位开关 案例三: 现场涂油机高压无法正常上电,即上电时高压由0KV 上升为设定值80KV 过程中,突然跳电,此过程中漏电流0mA 上升至接近2mA 。
静电涂油机操作与维护

1.1
静电涂油机由整个涂油室和供油油箱系统组成。每套油箱是由下部的工作油箱和上部的辅助储油箱完全封闭组成。储油箱是通过球阀与下部的工作油箱连通的。球阀的位置在打开位置。
工作油箱的油通过加热杆可以加热到40-60°C。油温由自动调温器和温度计检测、控制。
储油箱的液位通过液位计显示。
油箱设置了三点液位开关,液位开关安装在一个不锈钢的导管中,液位开关位置可调。一个带永磁铁的浮筒在导管外部随着液位移动。当浮筒从导管中的液位开关接触点旁经过的时候,浮筒将激活液位开关的接触点,从而可以产生通、断功能。
1.2.6
为安全起见(机器内部的高压),在涂油室和高压柜的门上都安装了安全开关用于监控门的开关状况。如果门打开,涂油机屏幕会显示“涂油室门开,请关好门”,同时高压将无法启动。在所有被监控的门被关闭以前,涂油机是不会显示安全门关闭的信号的。
1.2.7
为保护高压电路部分的熔丝,涂油机集成了过流断电的功能。一旦涂油机内部出现了严重的放电现象或是刀梁偶然接地(例如:搭上废边),过流保护功能一定要立即切断高压电路。过流保护功能将在调试期间确定,标准的过流保护电流为1.0mA。设定的过流保护电流值编程到高压变压器中。
通过将接地插头连到机器机架上来检查高压连接器是否切断。然后手动增加高压同时观察电流指示。调节过流保护继电器的整定值使其在期望的值(1mA)时释放动作。
1.2.8
为了防止在油箱空的状况下,涂油机运转和工作油箱加热器干烧。油箱系统设置了可视的液位监控系统。当液位到达临界的最低点,过滤泵和加热装置将不能启动。此时,只有将油箱充满才能再次启动。
三个接触点分别有以下功能:
●第一个开关点用于给自动加油泵停止加油的信号。
也是屏显示油位高位信号
●第二个开关点用于给自动加油泵开始加油的信号。
关于静电涂油机漏涂情况分析及处理

关于静电涂油机漏涂情况分析及处理
静电涂油机组使用中发生漏涂现象是一种常见问题,其主要有以下几方面:
1.刀梁堵塞,因为油品清洁度不能满足要求造成刀梁堵塞,刀梁缝隙在0.1~0.15mm左右,微小的颗粒杂质即可堵塞缝隙;
2.刀梁刀尖损坏,如果因刀尖被异物碰磕即使很小很小的异物也可能造成油路不畅;
3.涂油室内有异物,特别是尖锐异物影响电场分布;
4. 计量泵或供油管路不畅导致供油不连贯也可造成上述故障。
针对上述问题的处理办法如下:
1.采用塞尺对刀缝进行清理,确信刀梁内没有赃物,如有赃物必须彻底清洁,而且需要确保完整无误的还原,否则会造成涂油不均或完全不能涂油;
2.更换过滤器滤芯,现有滤芯为15μm,如发现油品脏可将其更换为10μm滤芯;
3.将涂油室内灯光关闭或开启,在涂油状态下认真观察涂油刀梁刀尖看是否有放电现象,放电处肯定会漏涂;
4.定期清理涂油室内部,确保其内部干净整洁无异物;
5.检查计量泵,确保其正常使用,包括变频器正常运行等;
6.将刀梁拆散进行仔细清理,如无把握请机会我公司,我们帮贵公司进行清理。
武汉市新裕科技有限公司
2012年11月25日。
浅析静电涂油机对不同油品的差异化应用
浅析静电涂油机对不同油品的差异化应用摘要:为了使带材不易被腐蚀,保证成品质量以便进行二次加工,需要在带材表面涂防锈油。本文首先阐述了静电涂油基本理论,之后分析了预涂油在高压电场的雾化机理,对涂油机的参数设定进行了不断优化并给出了静电涂油机的优化措施,实现了不同油品在同一台涂油机上的稳定涂油。关键词:静电涂油机;涂油质量;高压电场;温度1静电涂油机原理及涂油控制1.1原理静电涂油机是根据静电吸引的原理,即中性的接地物吸引带负电的液粒。带材经过涂油室,其中上下各有一根喷油刀梁,每根刀梁由47个刀片喷嘴组成,它们与带材相隔一定的距离,当高压工作时,在喷油刀梁和接地的带材之间便产生一个静电场,这样使带负电荷的油以雾状的形式从喷油刀梁喷出并被吸附到穿过的带材上。雾状油粒的负电荷一旦喷到穿过的带材就被中和并散开,形成密度均匀的油膜。1.2涂油机的技术要求高速切边机生产速度快且其配套的涂油机涂覆宽度较宽,为保证制罐料在后续冲压过程中的润滑效果以及头尾利用率,客户对机列升减速段、稳速段整个过程的带材横断面涂油均匀性要求特别高,具体参数详见表1。表1涂油机技术要求2液体静电雾化机理静电雾化涂油主要是指液体通过某种荷电机理带电后,液体在表面张力、电场力、重力、粘滞阻力等作用下引起液体内外张力不稳定,导致液体分裂、雾化。根据Taylor研究结果形成的泰勒锥理论,结合现场涂油机的多次测试及运行跟踪,确认静电涂油主要分为荷电阶段、射流阶段、雾化阶段和吸附阶段。2.1荷电阶段高速涂油机的油液荷电主要是利用两个高压发生器直接将高压通过特殊电缆供给喷射刀梁,进而使刀梁中的油液带电。随着输入电压由低逐渐升高,油液会出现大滴降落、小滴降落、柱状降落、泰勒锥、锥-线挥舞、多级喷射和双泰勒锥等七种不同的几何形态,其中泰勒锥状态是属于稳定状态,雾化效果好,也是静电涂油的理想状态。Taylor研究表明,一定黏度的小分子液体喷射出流体的临界值Vc可以由下式确定:(1)式中,VC为临界电压,H为喷射梁刃口与带材之间的距离,L为预喷油的初始半径,T为预喷油的表面张力,式中假定液滴周围是空气。2.2射流阶段喷射梁的刃口曲率半径和缝隙越小(高切涂油机刃口缝隙≤0.10mm),越有利于静电雾化的发生,且刃口节流致使油压均匀。由于喷射刀梁和带材平行,在沿刀梁长度方向形成均匀分布的电场。油液在均匀油压和均匀电场的共同作用下,沿刀梁方向形成间距等长的射流油线。射流过程中,油线之间的间距随伺服泵供油的增加而减少,油线的长度随供油量的增加而加长。射流油线的直径是预涂油物理性质和流速的函数:足够高的液体黏度δμ>>1:(2)低液体黏度δμ<<1:(3)式中,dj为射流油线直径,γ是液体-气体表面张力,ε0是真空介电常数,ρ是液体密度,Q是流速,K是液体电导率。现场使用的预涂油黏度远大于1,射流直径取决于涂油时预涂油的流速,流速越快,射流直径越大,反之越小;对于不同的油品,电导率越高,射流直径越细,反之越大。2.3雾化阶段随着油液油线喷射变细,根据E=U/D,电场随着距离增大而降低,预喷油受到的内部力Pi(液体内部张力Рγ和排斥力Рeχ)和外部力P0(液体表面张力Рυ和外部阻力Рres)逐渐不平衡,当Pi>P0时,预喷油发生散裂而雾化。3油品差异对涂油质量的影响长期以来,我们使用的是涂油质量较为稳定的油品汉高DTI-8100A和PL-A。随着市场的开拓,部分客户指定预喷油为奎克PL-30。由于该油品的指标参数与汉高油品差异巨大,属于不同流动形式的液体。汉高油品是低黏度和低电导率,其流动的典型雷诺数较大;而奎克油品具有足够高的电导率和黏度,相应的雷诺数很小。在未充分理解和了解静电雾化的机理之前,将奎克油品作为预涂油生产时,经常产生刀梁放电、油液雾化颗粒粗大、带材横向方向涂油不均甚至漏涂等质量缺陷。4维护措施为了能让高切机列涂油机也能使用不同流动形式的预喷油,同时,改善静电涂油机涂油缺陷问题,我们主要从以下几方面入手。4.1涂油温度范围选择对汉高油品8100、汉高PL-A和奎克PL-30油品分别做了黏度-温度化验。从实验结果可知,汉高两种油品的黏-温曲线接近,当温度高于40℃之后,黏度随温度增加而降低的趋势趋于平缓;而奎克PL-30油品在油温较低时,黏度较高,当温度高于60℃之后,黏度随温度增加而降低的趋势趋于平缓。由于汉高油品的温度在45℃左右时涂油质量较好,处于该温度下的黏度值为27mm2/s左右,为了保证涂油黏度值接近,所以我们摸索奎克PL-30的涂油温度范围初步选定在65~75℃,黏度范围为33~24mm2/s。4.2油品温度调整试验由于奎克油品的选择温度较高,我们提高涂油机的油箱温度设定,同时提高刀梁恒温系统的加热油油温设定。随着预喷油的温度提升,当温度超过75℃之后,奎克油品易老化,影响油品的稳定性。为了保证油品质量,将奎克油品的涂油温度预定到65℃左右,刀梁恒温系统设定到75℃左右。4.3保证刀梁清洁无尘委托机械人员制作刀架,每次生产罐体料后,用无水酒精对刀梁进行清洁维护,再将刀梁拆下倒放在刀架上,利用重力特性,减小灰尘或铝屑进入刀片内部的可能性。4.4保证涂油机绝缘性每次生产罐体料之前,都要用无水酒精清洗涂油机内部绝缘底座,保证底座无尘无水;涂油机前夹送辊、送料辊也需要进行清辊,避免细小铝屑进入涂油室。另外,由于南方天气潮湿,每次下雨或者大雾天气,需要用热风枪对绝缘底座进行彻底干燥,否则高压电场会由于过流而报警跳闸。4.5保证涂油机清洁无尘在不使用涂油机时,将刀梁拆下,上底座用干净薄膜包起来,同时可防止残余油滴到其他铝材上,下底座用盖板盖住,防止灰尘和铝屑等飘落在底座上。5结论(1)同一台静电涂油机可以通过优化油品工作温度和调整高压发生器电压,实现理想的涂油效果。(2)预涂油涂覆时的理想运动黏度范围为25~35mm2/s。(3)高压发生器的电压设定决定预涂油雾化的几何形态,通过设定合理的电压达到泰勒锥形态是最佳的涂油质量。(4)通过现场摸索和总结,典型雷诺数较大的油品(奎克油)较雷诺系数小的油品(汉高油)需要的涂覆电压要高。参考文献:[1]高全杰.静电涂油机中油液的核电雾化研究[J].中国机械工程,2002,12(7):552-554.[2]张伟.宝钢某热镀锌机组涂油机“漏涂”现象的分析及解决措施[A].第八届(2011)中国钢铁年会论文集[C].北京:冶金工业出版社,2011.[3]Alfonso MGAAB.A global model for the electrospraying of liquids in steady cone-jet mode[J].Jerasol Sci,1996,27(1):179-182.。
静电涂油机使用与维护报告

静电涂油机使用与维护报告专业: 电子信息工程班级:姓名:学号:指导老师: 王建勇2013年 10 月 4 日一、静电涂油机的说明、主要参数、主要功能1、说明JT-17D型静电涂油机是根据生产工艺要求设计和制造的钢卷静电涂油设备。
2、主要参数1. 涂油工作宽度:1700毫米;22. 单面涂油量:0.3,2.5克/米;连续可调;带速低于80米/分时,涂油量将大于0.3克/2米3. 可单面涂油,亦可双面涂油;4. 机组带钢运行速度:V=30,400米/分;5. 机组速度变化时,预设定的涂油量可以保持不变;6. 高压工作电压:直流50,80KV,连续可调;7. 总功率消耗不超过15KW;8.高压供电系统具有闪烁保护、短路保护功能,3、主要功能静电涂油机由涂油室、供油及加热系统、高压电源系统、电控系统及操作台四大部分组成。
二、静电涂油机的工作原理涂油室为钢板制作的箱体,在传动侧有一个门和操作侧有二个门,门上镶有供观察用的有机玻璃窗。
涂油室内有绝缘材料制作的上下导板,用来保护涂油刀梁不受带钢头尾的损伤。
涂油室内可安装2根涂油刀梁(上下各1根)。
刀口宽度1700,,,刀梁内部有加热装置,用热循环油加热刀梁。
刀梁上接有负高压,与作为接地级的带钢形成高压电场,当防锈油从刀梁的刀口狭缝中流出时,即被微粒化,吸附在钢板上。
上下刀梁均设有大油量冲洗装置,用于清洁刀口。
刀梁安装于绝缘材料制作的刀梁悬挂装置上,其高度及角度可调节。
两套刀梁移出机构可以方便地将刀梁移出涂油室,进行维修或更换。
刀梁和钢板之间装有油液雾化装置,可促进油液雾化过程,降低高压工作电压。
二套高压电缆快速联接装置使高压电缆和刀梁的联接既快捷又可靠。
二套高压闪烁火花限制装置可有效地限制涂油刀梁对带钢或机壳之间出现的高压闪烁电流,确保设备安全。
上刀梁的下方有接油槽,不涂油时接油槽将自动移到上刀梁下方,防止上刀梁中剩余的油滴落到钢板上。
接油槽由气缸驱动。
涂油室的侧面装有绝缘材料制作的防护板涂油室顶上装有高压工作指示灯,红灯表示高压接通。
静电涂油机的使用和维护

03:维护画面
MESSAGE O/H METERING PUMP SPEED FAULT
METERING PUMP SUPPLY FILTER DIRTY FAULT
O/H HIGH VOLTAGE TRIPPED FAULT
ENCLOSURE DOOR(S) UNLOCKED
NO FAULTS EXIST SYSTEM E-STOP HIGH VOLTAGE FEEDBACK FAULT
斥力超过液滴的表面张力时,液滴将会破碎,宏观
上即为雾化现象,最终将雾化后的液滴均匀地喷涂
在钢带上。
介绍
• 平整机的静电涂油机是利用直流高压电源提 供0-130KV的直流高压,加在涂油刀梁上, 使刀梁和作为接地极的钢板间产生高压静电 场,在高压静电场的作用下,防锈油被电离 雾化并均匀地喷涂到钢板的表面,形成一层 薄薄的油膜。平整机的静电涂油机是美国 GFG公司产品,主要组成:控制柜,伺服电 机,高压头,头部刀梁加热系统,高压头部 升降,在线和离线电机,防锈油箱,液压阀 台,HMI操作面板等。
RUNNING • 头部高压(HV SPRAY CONTROL)选择开启
ENABLE • 涂油机状态(OILER STATUS)选择自动AUTO • 注意:系统默认状态为远程,在每次重启后要重复以
上过程,以避免远程时高压头部电压过高!
• 进入00画面涂油参数设定 • 涂油量选择(自定) • 头部高压最小选择(自定) • 头部高压最大选择(自定)
梁的刃口比较尖锐,曲率半径极小,因此在刀梁尖
端处产生电晕放电现象,空气分子在此情况下被电
离成为正负离子,这些正、负离子会沿着电力线快
速运动,正离子飞向喷油刀梁而被中和,负离子则
静电涂油机在冷轧重卷检查线上的应用和优化
Q I A O S h u n — p i n g , Z HA O C h u n . h e
( 1 . B a o s t e e l E n g i n e e i r n g& T e c h n o l o g y G r o u p C o . , L t d . , S h a n g h a i 2 0 1 9 0 0 ,C h i n a ; 2 . S h a n g h a i X Z S H e a v y Ma c h i n e r y I n t e g r a t i o n C o . ,L t d . , S h a n g h a i 2 0 1 9 0 0 , C h i n a )
l i mi n a t e d .T h e g r e a s i n g a c c u r a c y o f t h e s t a t i c e l e c t i r c i t y re g a s i n g ma c h i n e wa s i mp r o v e d . Ke y wo r d s :s t a t i c e l e c t r i c i t y g r e a s i n g ma c h i n e ;f o r c e d f i l t r a t i o n s y s t e m ;f l o w d e t e c t i o n
0 前 言
在冷 轧带 钢工程 重卷 检查 机组 中 ,为 了防 止
带钢 生锈需 要 配置涂 油机 ,将 非导 电的流体 均 匀 的涂 到金 属带 钢上 ,达 到防腐 、润 滑 的 目的 。常 用 的涂油 机类 型是 卧式静 电涂 油机 ,只利用 静 电
地将 其 移动 到离 线位 置 。
静电涂油机的技术改进

静电涂油机的技术改进侯延伟摘要:静电涂油机一问世就受到一些板、带钢生产厂家欢迎。
随着科学技术的不断发展,不间断高压静电场技术、油品二次加热技术、高压电闪烁保护技术等都有了很大进步,涂油宽度控制、油品计量,涂油质量也得到了很大提高。
关键字:静电涂油原理、不间断高压静电场技术、二次加热、技术改进1 前言静电涂油机是冷轧厂精整区重要的设备之一, 它的工作状态的好坏直接关系到冷轧产品的外观、储存以及后续加工。
在金属板(带)连续生产线上使用静电涂油机比用其它类型涂油机(如辊式涂油机、喷嘴涂油机等)有着许多明显的优点,不仅涂油质量好,油膜薄而均匀,无漏涂现象,而且可避免油液外溅污染环境,节省用油,设备维修费用少。
因此,静电涂油机一问世就受到一些板、带钢生产厂家欢迎。
随着科学技术的不断发展,不间断不间断高压静电场技术、油品二次加热技术、高压电闪烁保护技术等都有了很大进步,涂油宽度控制、油品计量,涂油质量也得到了很大提高。
本文就近年来静电涂油机的技术进展进行简单探讨,希望对静电涂油机的使用者有一定帮助。
2 静电涂油原理静电涂油的原理是静电吸引原理[1],即在强大的静电场内中性的接地物吸引带负电的液粒。
图1为静电涂油机涂油原理图。
图1 静电涂油机涂油原理1 上喷油梁2 高压直流电源3油泵 4 行进中的带钢(或钢板)5 下喷油梁当喷油梁尚未接通电源时,附近空气不导电,空气中的带电粒子极少;当喷油梁接通高压直流电源负极后,喷油梁与带钢(或钢板)之间就产生了高压静电场。
由于喷油梁刃口比较尖锐,负电荷极易在刃口上汇集,油液流经喷油梁刃口狭缝处会带上负电荷。
同时,喷油梁刃口狭缝处还会产生空气电离现象,电离后的空气离子沿电力线方向高速运动,在运动过程中都会撞击途中遇到的中性分子,撞击运动会使更多的中性空气粒子发生电离。
正离子飞向喷油刀梁而被中和, 负离子则被电场加速而向钢板(高电势) 飞去, 负离子飞行途中还会与油滴相撞而使油滴带上电荷。
静电涂油机涂油不均原因分析及对策
要求 , 造成油液粘度不合适 , 不 易雾化 ; 旁路干扰
磁 场 改 变 电子 线 方 向 ; 油 品脏 , 杂 物 堵 塞 部 分 刀 缝; 刀 梁 刀缝 间 隙不 齐 ; 刀梁间隙 、 刀梁 距 带 钢 的 距离、 电压 参数 未兼顾 考 虑 , 设 置不 合 理 。
・
持油温为 4 3 — 4 5 ℃, 使其运动粘度适宜 。加 热油 液的另一功用是促进油液中添加剂完全溶解。加 热后的油液经管道输送降温较多 , 还需经二次加 热后才能从喷油梁 刃 口顺畅流出 , 因此需要通人
6 5 ℃左右的专用热油加热刀梁。使 刀梁内的防锈 油与油箱内的防锈油的粘度均匀。
2 0 1 5年第 1 期
涟钢 科技 与管理
静 电涂 油 机 涂 油 不 均原 因分 析 及 对 策
冷轧板厂
摘
张根梅
要
本文详细介 绍静 电涂油机工作原理, 静 电涂油的雾化过程 , 分析 了影响涂油效果的因素, 并针对涂油不均所采取
的措 施 缓取 得 的效 果 。
冷轧厂精整各条机组均安装有美 国 G F G公 司设计生产的静 电涂油机, 用来对带钢表面涂上
造成涂油不均的原 因是多方面的 , 要搞清楚 原因 , 首先从 了解静电涂油机工作原理人手 , 下面 简要说 明涂油机工作原理 。
I . I 涂油机 工 作原理
向上喷出需克服 自身重力 , 只有当电源 电压达到 定值 , 油滴 细化成小颗粒后才能飞起雾化 。故
下刀梁 电压值一般 比上刀 粱略高。油雾颗 粒越 小、 越密集 , 越容易在带钢表面形成一层极薄的致 密油膜 , 获得的静电涂油效果就越好。
设计了一个自动涂油装置,但效果不佳,大家帮忙看看
设计了一个自动涂油装置,但效果不佳,大家帮忙看看展开全文最近做了一台设备,设计了一个功能模块,自动涂油装置。
做出来了,但是涂油的效果不佳。
我现在说说情况:要求在线涂油(很浓的淡金色),表面涂油要均匀,大侠们,你们看看这结构,这个图中的刮油片,是控制油轮的油量的,制品靠油轮转动,而均匀涂油,要想均匀涂油,转速,方向,阻挡的时间,都有严格的设定,但是这涂油均匀不是很稳定,涂完后油太厚,制品上会有沉淀。
问题是:如何控制涂油量?我的那个刮油片是不是可以改装置,我设想在刮油片头部加一成海绵类似的东西,不知道可不可行?在现场试做做,做出来的东西涂油不是很稳定,有的太厚,调节很久,钳工师傅没有办法了。
但如果那个淡金色稀释一点,涂出来的制品完全没有问题perfect,比人工涂强的很多,快速,便捷!!但更可恨的事,客户根本不搭理我的建议,不能稀释,说是工艺有要求。
评论这怎么能均匀呢,应该借鉴生产锂电池极片涂布机的工作原理。
@樵薪“客户根本不搭理我的建议,不能稀释,说是工艺有要求”,这个是你们技术外的功夫没到位吧?微型电机转子外圆防锈处理,我知道很多厂都是手工操作的,涂层覆盖外圆面即可,宜薄不宜厚,干后外圆面上绝对不能有泪滴状突起,否则转子就容易擦定子了。
如果要求涂层一致性好,你调定刮刀间隙后,必须控制淡金水的浓度稳定,一般是测淡金水的粘度,简易的办法是定时用粘度杯测粘度,再相应补充溶剂并搅拌均匀,如果要自动化程度高,市场能找到成套的粘度控制装置,它能自动检测粘度并根据粘度自动补充溶剂,从而使涂料槽内的涂料浓度保持稳定。
@zsdwx淡金水应该是白色至灰白色或带微红色的结晶。
能溶于水起水解作用而成絮状沉淀。
水溶液呈酸性,不溶于醇。
有吸湿性。
与氧化物接触极易变质,有腐蚀作用。
高于100度时脱水生成无水物。
用途:用于钢铁制品,特别是大型机械设备的磷化处理,作磷化剂,可起到防锈效果。
在国防工业中用作各种武器等的润滑层和防护层。
静电涂油机刀梁内腔油液流动分析及油槽的结构优化的开题报告

静电涂油机刀梁内腔油液流动分析及油槽的结构优化的开题报告一、选题的背景和意义在工业生产中,很多机械设备需要进行涂油处理,而静电涂油机作为目前比较常见的涂油设备之一,其涂油效率和涂油质量在很大程度上影响着生产效率和产品质量。
因此,对静电涂油机进行优化设计和性能研究具有重要的实际意义。
静电涂油机的刀梁内腔是实现涂油的关键部件之一,油液流动状态对涂油效果和涂油均匀度有着直接的影响。
因此对刀梁内腔的油液流动状态进行分析,可以帮助我们更好地理解涂油机的涂油过程,并通过优化涂油机的设计提高涂油效率和均匀度。
同时,对油槽的结构进行优化也能够提高涂油机的稳定性和可靠性。
本文的研究将通过对静电涂油机刀梁内腔的油液流动状态进行分析,探讨油液流动的规律和影响因素,提出合理的油槽结构设计,并通过实验验证分析结果的有效性,从而为静电涂油机的优化设计和应用提供理论和实践支持。
二、研究内容1. 分析静电涂油机刀梁内腔的油液流动规律,建立数学模型。
2. 探究油液流动状态的影响因素和机理。
3. 优化静电涂油机油槽的结构设计,提高涂油机的稳定性和可靠性。
4. 进行实验验证,分析分析结果的有效性。
三、研究方法1. 利用计算流体力学(CFD)软件对静电涂油机刀梁内腔的油液流动状态进行数值模拟,分析油液流动规律和机理。
2. 通过建立物理模型和实验验证,探究油液流动状态的影响因素。
3. 结合计算分析和实验结果,设计优化油槽的结构,提高涂油机的稳定性和可靠性。
四、进度安排1. 第一阶段(2022年1-3月):调研和文献综述。
2. 第二阶段(2022年4-6月):建立数学模型和分析影响因素。
3. 第三阶段(2022年7-9月):优化油槽结构设计。
4. 第四阶段(2022年10-12月):进行实验验证和数据分析。
五、预期成果本研究旨在通过对静电涂油机刀梁内腔的油液流动状态进行分析和优化设计,提高涂油机的稳定性和可靠性,同时对涂油机的涂油效率和均匀度也能够得到一定的提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
— 41 —
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
总 第 108 期 冶 金 设 备 1998年4月第2期
度发生变化时单位面积涂油量仍维持给定值不 120kV 降为现在的60~ 80kV 后, 使用起来更加
变 (实际涂油量与标牌给定值误差不超过5% ) ; 稳定可靠, 设备故障相应减少, 更易于操作, 安全
油位控制器通过两种浮筒式液位控制器控制油 方便。安装试用结果比较好, 厂方考核认为, 此涂
箱内油位高低; 温度控制器通过热电阻、电接点 油机修复改进后整机功能符合生产线工艺要求,
为保护喷油梁不被行进中的钢板撞坏, 涂油
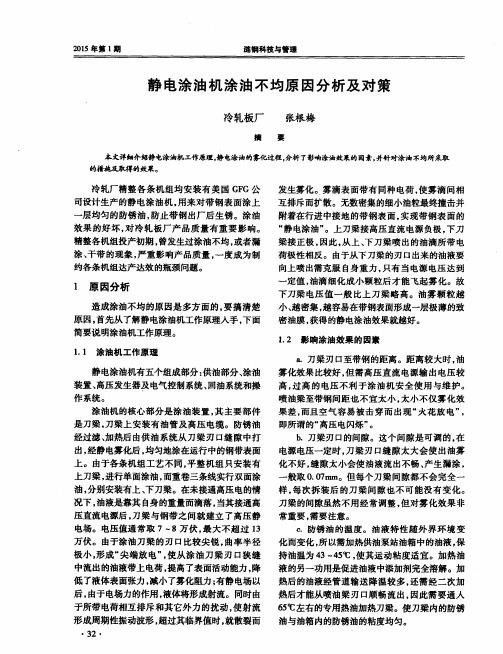
图2 新设计供油系统原理图 1—涂 油 箱; 2—涂 油 供 油 泵; 3—涂 油 计 量 泵; 4—电磁换向阀; 5—二次加热油箱; 6—加热供 油泵; 7—喷油梁; 8—回收油小油箱
涂油泵站油箱1沿用原有部件, 中部设隔板, 使油箱成为上、下两部分, 上部用于添储新油, 修 复时留用原液位控制器, 增设上极限液位控制 器, 以保证添注新油时油液可靠不溢出油箱。油 箱上方还加装盛滤涂油柜流来回收油的小油箱 8。油箱下部保留原有电加热器及测温热电阻, 增 加 电 接 点 温 度 计, 保 证 油 液 加 热 温 度 不 超 过 45℃。供油管路中设置两台交流电动机带动的供 油泵2 (原用一台, 修复时增加一台) , 可沿管路 A 向两台直流电动机带动的计量泵3供油, 压力≤ 0. 3M Pa; 余油经管路 B 流回油箱1下部搅动其中 油液, 使其加热温度趋于均匀; 当二次加热泵站 油箱5内油位过低时, 供油泵还可经管路 C 向此 油箱补油。两台供油泵中一台用于备用; 两台计 量泵可同时工作, 分别给上、下喷油梁供油, 亦可 只用其中一套, 同时给上、下喷油梁供油, 另一套 备 用。新 装 的 二 次 加 热 泵 站 油 箱 5 内 油 液 亦 用 电
涂油柜内外原已损坏的零部件全部修复或 更换, 并在带钢入口侧加装导辊, 研制适于装在 涂油柜内下部向上喷油、结构较原喷油梁更合理 的下喷油梁。
刀形喷油梁是静电涂油机的关键部件, 形状 扁而长, 涂油时还要承受热油作用, 极易翘曲变 形, 直接影响涂油质量, 故选用强度较高、塑性变 形较小的材料制作, 其尺寸公差、形位公差、表面 粗糙度都有严格要求, 切削加工、热处理工艺比 较复杂, 尤其是下喷油梁要求更苛刻, 设计结构 型式、加工制造工艺稍有不当就可能使涂油效果 不好, 甚至无法实现向上喷油。喷油梁安装高度 也有严格限制, 应保证喷油梁刃口离被涂油钢板 之间的距离合乎要求。连接喷油梁的输油胶管改 用快速接头, 以便检修、更换喷油梁。
(7) 具有良好接地装置及多处人身安全保护
烁、短路及过电流、过电压保护功能部件。
设施;
1. 4 低压电控系统修复改进
(8) 工作电压为直流60~ 80kV (用于上喷油
这一部分主要包括 PL C 可编程控制器及交 梁为60~ 65kV , 用于下喷油梁为75~ 80kV ) , 电
流控制器、直流调速器、油位控制器、油温控制器 压值可在操作台上连续调整, 工作电流≤3mA ,
O uyang Kecheng T ian Zhong jie
( U n iversity of Science and T echno logy,W uhan)
ABSTRACT T he DUM A electro sta tic o iler of the coo l strip p lan t of W ISGCO had stop ed w o rk ing
m any yea rs after it w a s dam aged. In 1996 it w a s rep a ired and refo rm ed by W uhan Yejin U n iversity of Science and T echno logy. Since tha t, the u sing effect of the equ ipm en t is good and the techn ica l behavio r ha s show n som e im p rovem en t.
温度计、数显温度调节仪控制油箱内电加热器加 机械、压力供油、电气各个系统运转平稳, 未出现
热油液的温度。电控操作台面设模拟显示屏, 操 异常现象, 安全可靠, 喷油梁出油雾化效果良好,
作直观、简便。
在带钢表面上涂油均匀, 无明显厚薄不匀与漏涂
2 涂油机技术性能
现象, 上导板未发现向下滴油现象, 操作简单, 维
KEYWO RD S E lectro sta tic o iler Байду номын сангаас igh vo ltage electro sta tic field Kn ife2edge beam fo r sp u rt o il P rog ramm ab le con tro ller
目前, 国内外应用的静电涂油机大致可分为 油液介质直接带电与间接带电两类, 武汉钢铁 (集团) 公司冷轧薄板厂 (简称武钢冷轧厂) 原来 引进的德国产 DUM A 静电涂油机属前者, 工作 原理如图1所示: 高压直流电源3使刀形喷油梁1 与金属板 (带) 4之间产生高压静电场, 油泵2送入 喷油梁的油液 (如钢板防锈油) 从喷油梁刃口缝 隙中流出时直接带电, 在梁刃尖端放电作用下快 速 雾化, 飞向行进中的金属板 (带) , 形如喷油梁 喷 油, 雾粒吸附在金属板 (带) 表面, 形成一层极 薄的均匀油膜, 实现“高压静电涂油”。
少、电导率极低的绝缘材料制作, 使涂油时上导
板的下表面不致吸附油雾凝聚成油滴落在被涂
油钢板上, 影响涂油质量, 用于生产小汽车的钢
板更忌有滴油痕迹。
1. 2 供油系统修复改进
修复本涂油机时重新设计供油系统如图2所
图1 油液带电静电涂油机工作原理图 1—喷油梁; 2—供油泵; 3—高压直流电源; 4— 金属板 (带)
压电控系统完全损坏。此涂油机还有一些固有不
足之处, 如未设供油二次加热装置, 在环境温度
偏低、油液粘度较大时将无法正常涂油; 整个系
统中缺少某些高压电防护措施, 工作电压又非常
高, 极易酿成高压电闪烁毁坏设备事故。 针对原涂油机损坏情况及固有缺陷, 武冶大
研制组依厂方生产工艺要求, 在保持本设备仍为 四个组成部分的前提下, 进行必要的修复、改进。 1. 1 涂油柜修复改进
To tal N o1108 冶 金 设 备
A p ril 1998
M ETALLU R G ICAL EQU
IPM
EN
T 199 8年总4第月1第082期期
新设备 新技术 新工艺
DUM A 静电涂油机的修复改进①
欧阳克诚 田中捷
(武汉冶金科技大学 430081)
加热器加热, 此热油可将计量泵送来的油液在进 油量与带钢运行速度均有改变。修复后的涂油机
入喷油梁7之前进行第二次加热; 同时, 采用交流 技术性能与工艺参数如下:
电动机带动的油泵6可送热油在自循环回路内流
(1) 用于涂国产钢板防锈油, 三班连续工作
动, 加热喷油梁。
制;
新设计将原系统多处截止阀改为单向阀, 使
摘要 武钢冷轧厂原用 DUM A 静电涂油机损坏后停用多年, 1996年交给武汉冶金科技大学修复改进, 重新投入使用效果很好, 技术性能较原来有所改善。
关键词 静电涂油机 高压静电场 刀形喷油梁 可编程控制器
Repa ir and Reform for D UM A Electrosta tic O iler
总 第 108 期 冶 金 设 备 1998年4月第2期
好。1996年接受修复改进 DUM A 静电涂油机, 又 作了一些有益的探索。
柜内还设置导板。此导板选用强度较高、韧性较 好的非金属材料制作, 特别是上导板用含杂质较
1. 3 高压电源修复改进
( 4) 带钢单面涂油量0. 5~ 3. 0g m 2, 其涂油
高压电源包括高压变压器、高压控制装置、 量不随带钢运行速度变化而改变, 实际涂油量与
高压电缆等部件。修复时沿用原有高压变压器, 标牌给定值误差≤5% ;
新配高压控制装置, 并另设一套备用高压电源。
(5) 供油压力≤0. 3M Pa, 油箱内加热油液温
两套高压电源可分别为上、下喷油梁供电, 度为35℃~ 45℃;
亦 可 只 用 其 中 一 套 电 源 同 时 给 上、下 喷 油 梁 供
(6) 具有油位、油温自动控制功能及联锁保
电, 另一套备用。高压电源输出直流电压值可在 险功能、工作状态与故障部位显示报警功能;
其控制装置上调整变动, 控制装置设高压电闪
在金属板 (带) 连续生产线上使用静电涂油 机比用其它类型涂油机 (如辊式涂油机、喷嘴涂
油机等) 有着许多明显的优点, 不仅涂油质量好, 油膜薄而均匀, 无漏涂现象, 而且可避免油液外 溅污染环境, 节省用油, 设备维修费用少。因此, 静电涂油机一问世就受到一些板、带钢生产厂家 欢迎。武钢冷轧厂早在9年前就引进 DUM A 静电 涂油机, 安装在带钢酸洗线上, 但使用不到半年 就因高压电闪烁受到严重损坏, 弃置一旁停用多 年, 1996年委托武汉冶金科技大学涂油机研制组 (简称武冶大研制组) 修复改进。该研制组此前曾 进行过多年高压静电涂油技术试验研究, 并于 1995年成功研制出第一台国产W GY21型静电涂 油机 (亦属油液直接带电类型) , 安装在上海益昌 薄板有限公司冷轧带钢纵切线上, 使用效果很
① 欧阳克诚, 副教授, 武汉冶金科技大学机械工程系 (430081)。
田中捷, 高级工程师, 武汉冶金科技大学电控设备厂 (430081)。