紫菀、蜜紫菀生产工艺规程
蜜紫菀生产工艺规程
目的建立蜜紫菀生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
范围蜜紫菀生产的全过程。
责任质量管理部经理、生产技术部经理、质量控制科长、质量保证科长、监控员、化验员、各工序班长及操作人员内容1 生产处方1.1 产品名称:蜜紫菀饮片;代码1.2 产品剂型:中药饮片;规格:片1.3 所用辅料:100kg待炮炙品用炼蜜25kg一、产品概述1.1 性状:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
1.2 功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
1.3性味与归经:辛、苦,温。
归肺经。
1.4 用法与用量:5~10g。
1.5贮藏:置阴凉干燥处,防潮。
2 法定制法和依据2.1 法定制法2.1.1 紫菀:除去杂质,洗净,稍润,切厚片或段,干燥。
2.1.2 蜜紫菀:取紫菀片(段),照蜜炙法(附录ⅡD)炒至不粘手。
100kg待炮炙品用炼蜜25kg2.1.3 依据:《中华人民共和国药典》2010年版一部。
二、生产工艺流程图及质控要点2.1 生产工艺流程图三、炮制生产操作过程及工艺技术参数3.1 领料生产指令批量95Kg投料量制作领料单,按“领料标准操作规程”到原药材库领取紫菀原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。
工艺要点:核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。
3.2 净选按《净选岗位标准操作规程》将要挑拣的紫菀原药材置于挑选工作台上进行净选,除杂、非药用部。
生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查净选的中药材,并称量、记录;②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求;③拣选药材应设工作台,工作台表面应平整,不易产生脱落物;⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑥经质量检验合格后交下工序。
蜜紫菀生产工艺规程
目的建立蜜紫菀生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
范围蜜紫菀生产的全过程。
责任质量管理部经理、生产技术部经理、质量控制科长、质量保证科长、监控员、化验员、各工序班长及操作人员内容1 生产处方1.1 产品名称:蜜紫菀饮片;代码1.2 产品剂型:中药饮片;规格:片1.3 所用辅料:100kg待炮炙品用炼蜜25kg一、产品概述1.1 性状:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
1.2 功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
1.3性味与归经:辛、苦,温。
归肺经。
1.4 用法与用量:5~10g。
1.5贮藏:置阴凉干燥处,防潮。
2 法定制法和依据2.1 法定制法2.1.1 紫菀:除去杂质,洗净,稍润,切厚片或段,干燥。
2.1.2 蜜紫菀:取紫菀片(段),照蜜炙法(附录ⅡD)炒至不粘手。
100kg待炮炙品用炼蜜25kg2.1.3 依据:《中华人民共和国药典》2010年版一部。
二、生产工艺流程图及质控要点2.1 生产工艺流程图三、炮制生产操作过程及工艺技术参数3.1 领料生产指令批量95Kg投料量制作领料单,按“领料标准操作规程”到原药材库领取紫菀原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。
工艺要点:核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。
3.2 净选按《净选岗位标准操作规程》将要挑拣的紫菀原药材置于挑选工作台上进行净选,除杂、非药用部。
生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查净选的中药材,并称量、记录;②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求;③拣选药材应设工作台,工作台表面应平整,不易产生脱落物;⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑥经质量检验合格后交下工序。
紫菀质量标准及检验操作规程

XXXXXXXXXX有限公司原料质量标准及检验操作规程1 品名:1.1中文名:紫菀1.2 汉语拼音:Ziwan2 代码:3 取样文件编号:4 检验方法文件编号:5 依据:《中国药典》(2020年版一部)。
6 质量标准:7 检验操作规程:7.1 试药试剂:甲醇、乙酸乙酯、紫菀酮对照品、石油醚(60~90℃)、硫酸、乙醇、盐酸、水、乙腈、。
7.2 仪器设备:显微镜、电子天平、烘箱、水浴锅、硅胶G薄层板、回流装置、马福炉、超声波处理器、高效液相色谱仪。
7.3 性状:取本品适量,自然光下目测色泽,嗅闻气味。
7.4 鉴别:7.4.1取本品横切面制片显微镜(10×10)观察组织结构特征。
7.4.2取本品粉末1g,加甲醇25ml,超声处理30分钟,滤过,滤液挥干,残渣加乙酸乙酯1ml使溶解,作为供试品溶液。
另取紫菀酮对照品,加乙酸乙酯制成每1ml含1mg有溶液,作为对照品溶液。
照薄层色谱法(附录7)试验,吸取上述两种溶液各3μl,分别点于同一硅胶G薄层板上,以石油醚(60~90℃)-乙酸乙酯(9:1)为展开剂,展开,取出,晾干,喷以10%硫酸乙醇溶液,在105℃加热至斑点显色清晰,分别置日光和紫外光灯(365nm)下检视。
供试品色谱中,与对照品色谱相应的位置上,显相同颜色的斑点或荧光斑点。
7.5 检查:7.5.1水分:不得过15.0%(附录15第二法)。
7.5.2总灰分:不得过15.0%(附录17)。
7.5.3酸不溶性灰分:不得过8.0%(附录17)。
7.5.4二氧化硫残留量照二氧化硫残留量测定法(附录58)测定,不得过150mg/kg。
7.6含量测定:照高效液相色谱法(附录8)测定。
色谱条件与系统适用性试验:以十八烷基硅烷键合硅胶为填充剂;以乙腈-水(96:4)为流动相,检测波长为200nm。
柱温40℃。
理论板数按紫菀酮峰计算应不低于3500。
对照品溶液的制备:取紫菀酮对照品适量,精密称定,加乙腈制成每1ml含0.1mg的溶液,即得。
道地药材栽培及产地加工技术规范 祁紫苑

道地药材栽培及产地加工技术规范祁紫苑1范围本标准规定了祁紫菀栽培及产地加工技术的术语和定义、道地产区生态环境、选地整地、块茎繁殖、田间管理、采收、产地加工、包装、贮存等技术要求。
本标准适用于河北省安国及周边紫菀的栽培生产和产地加工。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
《中华人民共和国药典》2015年版一部3术语和定义3.1紫菀(Ziwan)菊科植物紫菀Aster tataricus L.f.的干燥根和根茎。
3.2祁紫苑(Qi Ziwan)产于河北省安国市及周边地区的紫菀道地药材。
3.3道地药材(Daodi herb)经过中医临床长期应用优选出来的,产在特定地域,与其他地区所产同种中药材相比,品质和疗效更好,且质量稳定,具有较高知名度的中药材。
4道地产区生态环境4.1海拔适宜海拔在50~500m。
4.2无霜期、平均气温无霜期197d以上。
4.3光照年日照时数在2500~2757h,日照百分率在35%~70%。
4.4水分适宜年平均降雨量500~1000mm,环境相对湿度34%~55%。
4.5土壤除盐碱地外均可种植,但以富含腐殖质、结构疏松的壤土及沙质壤土为佳,土壤pH值以5.5~6.5为宜,土层厚度要在30cm以上。
4.6地形地势以坡度小于15º的坡地或平地,坡向以东南至西北方向为佳,田间通风和排水条件良好,有浇灌条件。
5选地整地5.1选地5.1.1产地环境要求选择不受污染源影响或污染物含量限制在允许范围之内,生态环境良好的农业生产区域。
5.1.2空气质量应符合空气质量GB3095二级标准。
5.1.3土壤质量应符合土壤质量GB15618二级标准。
5.1.4灌溉水质量应符合农田灌溉水质量GB5084标准。
5.2整地种植前每亩施入农家肥2500~3000kg,深翻土壤,耙细整平,做成2m宽的平畦。
紫菀配方颗粒制备工艺优化及质量控制
燥, 即得紫菀配方颗粒成品。
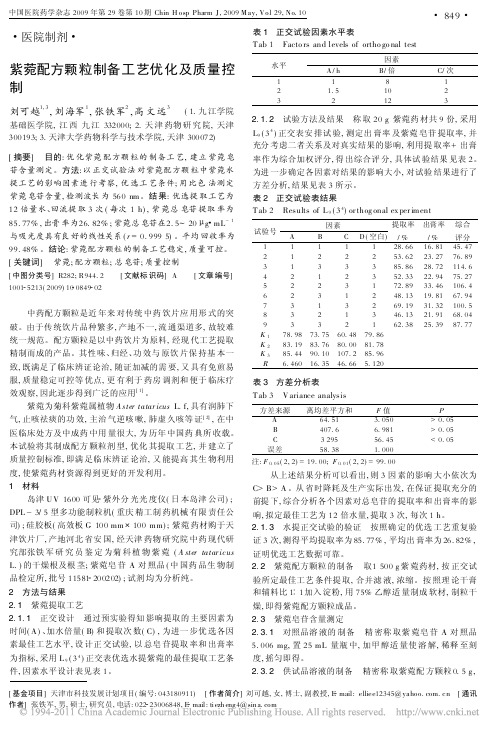
2. 3 紫菀皂苷含量测定
2. 3. 1 对照品溶 液的 制备 精 密称 取紫 菀皂 苷 A 对 照品 5. 006 mg, 置 25 mL 量瓶 中, 加甲 醇适 量使 溶 解, 稀释 至刻 度, 摇匀即得。
2. 3. 2 供试品溶液的制备 精密称 取紫菀配 方颗粒 0. 5 g ,
850
中国医院药学杂志 2009 年第 29 卷第 10 期 Chin H osp Pharm J , 2009 M ay, V ol 29, N o. 10
置圆底烧瓶中, 加水 饱和正 丁醇 50 mL , 超 声 30 min, 滤过, 蒸干, 用甲醇转溶至 100 mL 量瓶中, 加甲 醇稀释 至刻 度, 摇 匀, 作为供试品溶液。 2. 3. 3 线性关 系考 察 取 25, 75, 100, 125, 150, 200 L 紫 菀皂苷 A 甲醇溶液, 加入具塞试管, 水浴蒸干, 加入 5% 香草 醛 冰醋酸溶液0. 2 mL , 高氯酸0. 8 mL , 摇 匀, 放入 60 水浴 恒温 15 min, 冷水浴冷却 2 min, 迅速加入 5 mL 冰醋酸。摇 匀, 于 560 nm 下测定吸光 度。以浓度 ( C) 为横 坐标, 吸光度 ( A BS) 为纵 坐 标绘 制 标 准 曲 线, 得 线 性 回 归 方 程: A BS = 0. 003 9C - 0. 027 1 ( r = 0. 999 5) , 表 明 其 在 2. 5 ~ 20 g mL- 1 范围内与 A BS 具有良好的线性关系。 2. 3. 4 精密度试验 精密称取样品0. 503 g , 分别按 2. 3. 2 方法制备 供 试 品 溶 液。分 别 精 密 吸 取 上 述 供 试 品 溶 液 3 mL, 按上 述色 谱条 件进 行测 定总 皂苷 的 含量, 计 算得 R SD 为0. 58% ( n= 6) 。 2. 3. 5 稳定性试验 精密称取样品0. 512 g , 按 2. 3. 2 方法 制备供试品溶液。精 密吸 取上述 供试 品溶液 3 mL , 分 别在 0, 15, 20, 30, 40, 50 min 测 定 总 皂 苷 含量, 计 算 得 RSD 为 0. 80% ( n= 6) 。结果表明, 样品在 50 min 内稳定。 2. 3. 6 重 复 性试 验 精密 称 取同 一 批 次样 品 6 份, 分别 2. 3. 2 方法制备供试品溶液。分别精 密吸取上述 供试品溶 液 50 L, 测定紫菀总皂 苷的含 量, 计算 得 R SD 为 1. 02% ( n = 6) 。结果 表明, 该方法重复性良好。 2. 3. 7 加样回收率试验 精密称取 已知含量的 同批紫菀配 方颗粒 6 份, 每份约为0. 5 g, 精密加入2. 000 mg 紫菀皂苷 A 对照品, 按以上 2. 3. 2 方 法制 备供 试品 溶液 进行 测定。结 果见表 4。 表 4 回收率试验结果( n= 6)
紫菀中药材
紫菀,中药名。
为菊科紫菀属植物紫菀的根及根茎。
具有润肺化痰止咳的功效。
主治咳嗽有痰、肺痈、胸痹及小便不通等。
中文名称紫菀别名青菀、紫葥、返魂草根、夜牵牛、紫菀茸、关公须性味归经味苦、辛、甘,性微温;归肺经药材分类植物医保类型医保(紫菀、蜜紫菀)目录功效作用临床应用加工炮制保存方法药材鉴别功效作用功能润肺化痰止咳。
主治主要用于咳嗽有痰、肺痈、胸痹及小便不通等。
用法用量内服:煎汤,4.5-10g;或入丸、散。
禁忌中药配伍禁忌:恶天雄、瞿麦、雷丸、远志、藁本,畏茵陈蒿。
注意事项阴虚干咳者慎服。
化学成分根含无羁萜醇、无羁萜、紫菀酮、紫菀皂甙、槲皮素,挥发油中含毛叶醇、乙酸毛叶酯、茴香醚、烃、脂肪酸、芳香族酸等。
药理作用1、祛痰、镇咳作用:水煎剂及苯、甲醇提取物均有显著的祛痰作用;根及根茎的提取物中分离出的结晶之一有止咳作用。
2、抗菌作用:体外试验证明,紫菀对大肠杆菌、痢疾杆菌、伤寒杆菌、副伤寒杆菌绿脓杆菌有一定抑制作用。
3、抗癌作用:所含的表无羁萜醇对小鼠艾氏腹水癌有抗癌作用。
4、其他:槲皮素有利尿作用。
毒理作用毒性:紫菀皂苷有溶血作用,其粗制剂不宜静脉注射。
小鼠灌胃紫菀挥发油的最小致死量约为333g/kg。
相关论述1、《本草经疏》:紫菀,观其能开喉痹,取恶涎,则辛散之功烈矣,而其性温,肺病咳逆喘嗽,皆阴虚肺热证也,不宜专用及多用,即用亦须与天门冬、百部、麦冬、桑白皮苦寒之药参用,则无害。
2、《本草通玄》:紫菀,辛而不燥,润而不寒,补而不滞。
然非独用、多用不能速效,小便不通及溺血者服一两立效。
3、《本草正》:紫菀,辛能入肺,苦能降气,故治咳嗽上气、痰喘,惟肺实气壅,或火邪刑金而致咳唾脓血者,乃可用之。
观陶氏《别录》谓其补不足,其亦言之过也。
4、《药品化义》:紫菀,味甘而带苦,性凉而体润,恰合肺部血分。
主治肺焦叶举,久嗽痰中带血,及肺痿,痰喘,消渴,使肺窍有清凉沛泽之功。
...用入肝经,凡劳热不足,肝之表病也;蓄热结气,肝之里病也;吐血衄血,肝之逆上也;便血溺血,肝之妄下也;无不奏效。
紫菀、蜜紫菀生产工艺规程
xxxxxxxxx有限公司生产工艺规程1目的:建立紫菀、蜜紫菀生产工艺规程,用于指导现场生产。
2 范围:紫菀、蜜紫菀生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述5.1 产品基本信息5.1.1产品名称:紫菀、蜜紫菀5.1.2规格:段5.1.3性状:紫菀:本品呈不规则的厚片或段。
根外表皮紫红色或灰红色,有纵皱纹。
切面淡棕色,中心具棕黄色的木心。
气微香,味甜,微苦。
蜜紫菀:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
5.1.4企业内部代码:5.1 5性味与归经:辛、苦,温。
归肺经。
5.1.6功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
5.1.7用法与用量:5~10g。
5.1.8贮藏:置阴凉干燥处,防潮。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5-10000kg5.3 辅料:蜂蜜。
每100kg紫菀,用炼蜜25kg。
5.4 生产环境:一般生产区6 工艺流程图6.1 紫菀生产工艺流程图:6.2蜜紫菀生产工艺流程图:6.3 生产操作过程与工艺条件:6.3.1领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取紫菀原料。
6.3.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.3.2净制:6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质,将净紫菀置净料袋或周转箱。
6.3.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
紫苑炮制生产工艺规程
1、目的、范围及责任1.1、目的:建立紫菀饮片生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
1.2、适用范围:本工艺规程适用于紫菀炮制的全过程,是各部门共同遵循的技术准则。
1.3、责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质量管理部负责监督该规程的实施。
2、产品概述2.1药品名称品名:紫菀汉语拼音:Ziwan2.2药材来源本品为菊科植物紫菀Aster tataricus L.f.的干燥根和根茎。
春、秋二季采挖,除去有节的根茎(习称“母根”)和泥沙,编成辫状晒干,或直接晒干。
2.3功能主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
2.4性味与归经:辛、苦,温。
归肺经。
2.5性状:本品呈不规则的厚片或段。
根外表皮紫红色或灰红色,有纵皱纹。
切面淡棕色,中心具棕黄色的木心。
气微香,味甜,微苦。
2.6商品名:紫菀2.7 等级/规格:统2.8 包装规格:聚乙烯袋装,250g/500g/袋。
2.9 复验期:暂定12个月。
2.10贮藏:置阴凉干燥处,防潮。
3、法定制法和依据3.1法定制法:除去杂质,洗净,稍润,切厚片,干燥。
3.2依据:《中国药典》2015年版。
3.3批量:30kg3.4所用的原辅料清单和处方量:4、生产工艺流程图5、生产操作过程5.1领料车间领料人根据生产指令开具领料单,经车间主任审批签字后,领料人凭领料单去仓库领料,领料时应同发料人一起复核所领物料的品名、批号、数量、质量,然后双方在领料单上签字。
外包装应无破损、受潮、水渍、霉变、鼠咬等现象,如不符合质量要求可拒绝领料,并向有关质量人员反映,待解决后领取。
5.2 净选5.2.1净选准备5.2.1.1仔细阅读批生产指令;5.2.1.2检查净选间清场状态标志;5.2.1.3检查设备状态标志;5.2.1.4检查生产用容器、用具清场状态标志;5.2.1.5领取净选紫菀并核对品名、规格、数量等是否与生产指令一致;5.2.1.6以上各项检查合格后,将清洁状态标志清除,悬挂生产状态标志;开始净选操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
xxxxxxxxx有限公司生产工艺规程1目的:建立紫菀、蜜紫菀生产工艺规程,用于指导现场生产。
2 范围:紫菀、蜜紫菀生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述5.1 产品基本信息5.1.1产品名称:紫菀、蜜紫菀5.1.2规格:段5.1.3性状:紫菀:本品呈不规则的厚片或段。
根外表皮紫红色或灰红色,有纵皱纹。
切面淡棕色,中心具棕黄色的木心。
气微香,味甜,微苦。
蜜紫菀:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
5.1.4企业内部代码:5.1 5性味与归经:辛、苦,温。
归肺经。
5.1.6功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
5.1.7用法与用量:5~10g。
5.1.8贮藏:置阴凉干燥处,防潮。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5-10000kg5.3 辅料:蜂蜜。
每100kg紫菀,用炼蜜25kg。
5.4 生产环境:一般生产区6 工艺流程图6.1 紫菀生产工艺流程图:6.2蜜紫菀生产工艺流程图:6.3 生产操作过程与工艺条件:6.3.1领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取紫菀原料。
6.3.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.3.2净制:6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质,将净紫菀置净料袋或周转箱。
6.3.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净制后的紫菀转至下道工序,及时清场并填写生产记录。
6.3.2.3 质量要求6.3.2.3.1生产操作过程中,药材不得直接接触地面。
6.3.2.3.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.2.4净制标准(1)抽样方法:随机取样3次,每次500g ,检查杂质数量。
(2)合格标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不 得过3%。
6.3.2.5净药材物料平衡限度 (1)指标:95-100%。
(2)计算公式如下:++=100%净药材量杂物量取样量净制物料平衡指标(%)投料量6.3.2.6偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.3 洗、润:按照《洗、润岗位标准操作规程》将净紫菀置于洗药池内清洗、稍润。
6.3.3.1洗、润结束后,称量,标明品名、批号、总件数、总数量。
将洗、润后的紫菀转至下道工序,及时清场并填写生产记录。
6.3.3.2 质量要求6.3.3.2.1 生产操作过程中,药材不得直接接触地面。
6.3.3.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.3.2.3洗、润标准(1)抽样方法:随机取样3次,每次150g。
用目测法检查,应符合标准。
(2)合格标准:用肉眼观察无泥沙,润药程度符合规定。
6.3.3.2.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.4 切制:按照《切片岗位标准操作规程》和《切药机标准操作及维护保养规程》调整好切药机后,启动切药机,然后不断将药材加入料槽内,每30分钟检查出料情况,异形片不得超过10%。
6.3.4.1切制结束后,称量,标明品名、批号、总件数、总数量。
将切制后的紫菀转至下道工序,及时清场并填写生产记录。
6.3.4.2 质量要求6.3.4.2.1生产操作过程中,药材不得直接接触地面。
6.3.4.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.4.2.3切制标准(1)抽样方法:随机取样3次,每次150g。
用目测法检查,应符合标准。
(2)合格标准:异形片不得过10%。
6.3.4.2.4物料平衡(1)物料平衡指标:90~99%。
(2)物料平衡公式:%100%⨯+=润药后数量杂物量切制后数量)切制物料平衡(6.3.4.2.5偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.5干燥:按照《干燥岗位标准操作规程》将切制后紫菀置阳光棚晾晒。
6.3.5.1干燥结束后,称量,标明品名、批号、总件数、总数量。
将干燥后的饮片转至车间中转间,及时清场并填写生产记。
6.3.5.2填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.3.5.3 质量要求6.3.5.3.1生产操作过程中,药材不得直接接触地面。
6.3.5.3.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.5.3.3干燥标准:(1)取样方法:随机在不同物料筐中取样5处,每次150g 。
用“四分法”取样约150g 。
(2)合格标准:用《水分测定法》(检验操作规程附录15),应不得过15.0%。
6.3.5.4物料平衡:(1)物料平衡指标:≥60% (2)物料平衡公式:%100%⨯+=净药材投料量取样量干燥后数量)干燥物料平衡((3)投料量按净制后药材数量计算。
6.3.5.5偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.6蜜炙:6.3.6.1炼蜜:取蜂蜜,按照《炼蜜岗位标准操作规程》及《加热搅拌灌装机标准操作及维护保养规程》取适量经检验符合标准的蜂蜜置加热搅拌灌装机中,设定温度110℃,加热融化至冒鱼眼泡。
搭去浮沫及死蜂等杂质。
用手捻稍有粘性,取出置洁净的容器中,待用。
6.3.6.2炒制:取紫菀段,按照《饮片蜜炙岗位标准操作规程》及《CYJ-1100炒药机标准操作及维护保养规程》,照蜜炙法,应先将炼蜜加适量沸水稀释后,加入紫菀段中拌匀,闷透,置炒药机内,设定温度60±5℃加热,炒制30±5分钟,炒至不粘手。
取出,放凉。
6.3.6.3蜜炙结束后,称量,标明品名、批号、总件数、总数量。
将蜜炙后的饮片转至车间中转间,及时清场并填写生产记。
6.3.6.4填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.3.6.5 质量要求6.3.6.5.1生产操作过程中,药材不得直接接触地面。
6.3.9.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.6.5.3蜜炙标准(1)取样方法:随机取样3次,每次150g,检查炒制程度。
(2)合格标准:炒至不粘手。
6.3.6.6偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.7包装:6.3.7.1内包装6.3.7.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.3.7.1.2根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包装指令单领取包材及标签。
6.3.7.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA申请标签(合格证),并进行复核,无误的签字领用。
6.3.7.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.3.7.1.5各种包装内包重量偏差应符合下表规定:内包装装量偏差允许值表6.3.7.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表6.3.7.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。
6.3.7.1.8内包装标准:(1)抽样方法:随机取样5袋。
复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.3.7.1.9物料平衡限度: 6.3.7.1.10内包装物料平衡 (1)标准:98-100% (2)计算公式如下:++%=100%⨯合格品数量废弃物量取样量内包装工序物料平衡()投料量(半成品)6.3.7.1.11合格证和包装袋物料平衡 (1)标准:100% (2)计算公式如下:++%=100%⨯使用量损坏量剩余量包装(标签、包装材料)物料平衡()领用量6.3.7.1.12偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.7.2外包装:6.3.7.2.1按《批包装指令》单中规定的包装规格,进行领取外包材; 6.3.7.2.2检查核对:对该批号的饮片,逐件核对《物料状态卡》和数量应正确一致。
6.3.7.2.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.3.7.2.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包装袋(PE 罐)之间松紧适宜。
6.3.7.2.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手提高速缝包机封口。
6.3.7.2.6挂签:在编织袋的右上角位置缝上标签或在纸箱的右上角空白位置贴上标签。
6.3.7.2.7交料:经QA 检查合格,将外包合格的饮片交仓库待验。
6.3.7.2.8清场:包装结束,及时清场并填写批生产记录。
6.3.7.2.9包装完毕,及时填写饮片包装生产记录, 入成品库待验,贴黄色 待验标识。
6.3.7.2.10外包装标准:(1)抽样方法:随机取样3件。
复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.3.7.2.11合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:%100⨯++=领用量剩余量损耗量使用量包装材料物料平衡限度6.3.7.2.12总收率(1)控制标准: ≥70% (2)计算公式如下:%100%⨯=投料数量成品量)收率(。