1500立方米水箱制作安装作业指导书(中英对照)讲解
水箱安装施工工法(新)
水箱安装施工工法(JS/BZ-GF04/NW-)1前言水箱是工业与民用建筑中的贮水设备,在公共建筑、高层建筑中,设计单位选用水箱贮水的连续供水方式较多,以满足生活(生产)、消防及各方面的用水需要。
组合式SMC玻璃钢水箱是目前建筑工程中使用材质较多的产品,其施工工艺简单,工序少,速度快,质量可靠,保证了生活给水的品质,减少设备管理维护费用,延长设备使用寿命。
在炎黄大厦水箱安装过程中,经过业主、监理、总包方和有关厂家的配合,形成了本工法。
2工法特点(1)施工工艺简单,将成品板材及配件运到现场,进行焊接、组装、试水、保温。
(2)施工工序少,速度快。
(3)产品质量可靠,水质无污染,完全达到生活饮用水卫生标准。
(4)施工质量可靠,日常免维护,节约日常运行管理费用。
(5)设备经久耐用,延长了设备的折旧期。
(6)专业间配合减少,除混凝土基础外,由设备专业完成全部工作。
(7)造型美观,设备间布置合理、整洁。
3适用范围适用于工业与民用建筑中给水、热水、消防、喷洒、软化水、中水、采暖、冷冻、冷却水的贮存与给水等。
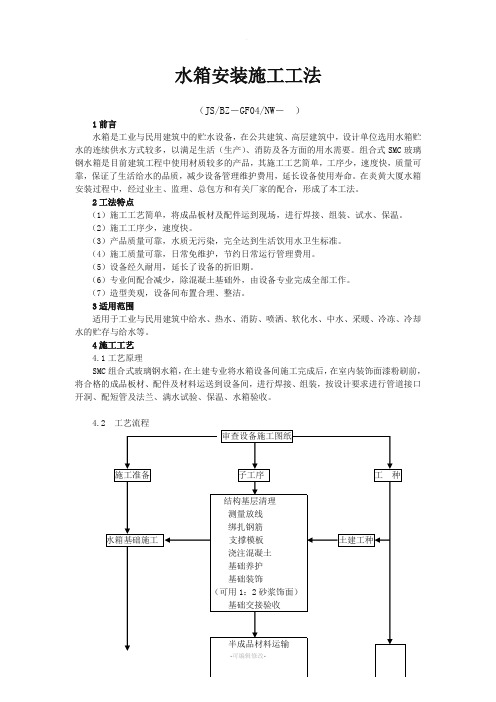
4施工工艺4.1工艺原理SMC组合式玻璃钢水箱,在土建专业将水箱设备间施工完成后,在室内装饰面漆粉刷前,将合格的成品板材、配件及材料运送到设备间,进行焊接、组装,按设计要求进行管道接口开洞、配短管及法兰、满水试验、保温、水箱验收。
4.2 工艺流程基础交接验收测量放线设备工种箱内灌水保护层粘贴4.3工法要点4.3.1施工准备(1)绘制大样图,上报设计院认可后,交厂家加工订货。
组合式SMC玻璃钢水箱,板材为整模数,管道接口开孔受板材受力特性的限制,开孔位置往往不能按照设计要求进行,此时宜将水箱长宽高尺寸换算成整模数,并计算水箱容积,保证水箱内各管道出口标高有效容积满足设计要求。
(2)做好现场堆放和运输成品板材的工作。
水箱单板材料为机压成型板材,表面平整、规矩、方正、无划痕、无玻璃纤维外露,搬运时连同包装箱一起搬运,车厢内易用100×100方木垫平,车箱四周用泡木板防护,单板码放不宜过高,并用绳束捆紧;施工现场堆放场地要平整干净没有油污,并用100×100方木垫平,上铺旧胶合板,各种规格分开码放,高度不宜超过80厘米。
水箱制作指导书

海口市垃圾焚烧发电厂水箱制作作业指导书编制:审核:审批:编制日期:____目录1、工程概况 (1)2、施工准备 (3)3、施工进度目标及保证措施 (4)4、施工方法 (4)5、质量目标及保证措施 (18)6、雨季施工 (18)7、暑天高温施工保证措施 (18)8、材料取样 (19)9、安全文明施工目标及保证措施 (21)一、工程概况1.1工程概况海口市垃圾焚烧发电厂,项目策划化学补给处理系统出力为250M3/h+290M3/h:回水:工程建设地点位于海口市境内。
为了保证质量和施工安全,制定本作业制定书。
1.2编制依据a)国家现行的建筑安装工程施工及验收规范,质量评定标准、施工操作规程及建筑安装施共手册。
b)本工程的相关要求c)本公司内部质量文件有关工作手册及要求。
1.3编制原则a)以充分发挥我公司安装总承包优势,以严密的施工组织、科学管理、精良的施工设备、成熟的施工工艺,确保海口市垃圾焚烧发电厂工程建设质量,保证工程按时交付使用。
b)严格按IS09000质量保证模式进行施工管理,认真贯彻执行施工验收规范、规程和有关规章制度,确保工程质量和施工安全。
c)充分用先进的机械设备,减轻劳动强度,提高劳动效率,加快工程施工进度。
d)科学的安排施工顺序,充分发挥建筑安装总承包的优势精心组织施工,保证施工的连续性、均衡性、协调性,充分发挥人力、物力作用。
e)加强现场的管理,合理安排布置生产设施和生活设施,合理安排劳动力及施工机具,减少资源损耗,防止施工污染,降低施工噪音,创造文明的施工环境。
1.4、本工程适用的范围1、《电力建设施工及验收技术规范》(管道篇DL5031-94)第1页共21页2、《电力建设施工及验收技术规范》(焊接篇DL5007-92)3、《工业金属管道工程质量检验评定标准》(GB50184-93)4、《工业安装工程质量检验评定统一标准》(GB50184-94)5、《压缩空气机、风机、泵安装工程施工及验收规范》(JBJ29-96)6、《工业金属管道工程质量检验评定标准》(GB50235-97)7、《机械设备安装工程及验收通用规范》(GB50231-98)8、《施工现场临时用电安全技术规范》JBJ46-889、《立式圆筒形钢制焊接储罐施工及验收规范》(GB50128-2005)10、《电气装置安装工程电缆线路施工验收规范》(GB50168-92)11、《电气装置安装工程旋转电机施工验收规范》(GB50170-92)12、《电气装置安装工程接地装置施工验收规范》(GB50169-92)13、《电气装置安装工程盘、柜及二次回路结线施工及验收规范》索(GB50171-92)14、《电气装置安装工程高压电气施工及验收规范》(JBJ147-90)15、《电气装置安装工程母线装置施工及验收规范》(JBJ147-90)16、设计施工图纸、说明书、设计变更通知书及有关技术文件二、施工准备1、技术准备1.1准备有一套有效、完整的本工程使用的规范、标准图集等技术资料。
压力罐、水箱安装施工作业指导书

压力罐、水箱安装施工作业指导书(共4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--压力罐、水箱安装施工作业指导书一、材料设备的要求1、主要材料(1)钢板=4~20mm厚的不等,分别用于压力罐,水箱的底、边、顶各处。
(2)菱形板、斜梯、立柱、导轨等水箱柜外人梯用料。
(3)溢水管、补水管、排水管、膨胀管等相关管线设施及材料。
2、措施用料钢板、型钢、钢管、木跳板、道木等顶板、壁板、胎具及斜梯组焊胎架、弧形卡具、现场钢平台、运输及堆放用料。
二、主要机具:1、主要机具汽车起重机、液压提升机、电焊机、水压泵、气焊机具、焊条烘干箱、角向磨光机、手动导链、水准仪等。
三、施工作业条件1、压力罐的作业条件(1)对压力罐基础的标高、坡度、直径进行复测验收,并办理中间交接的验收工作。
(2)对压力罐半成品板和型钢构件进行几何尺寸复测,核查材料的质量证明书,并同时办理中间交接的验收工作。
(3)施工现场的吊车道路畅通,各种胎具和措施用料配备齐全。
(4)提升机、液压泵,液压管、液压油及电源线配备齐全。
2、水箱的作业条件(1)对箱基础的标高、坡度、直径、基准线、砂层厚度和平整度进行复测,并办理中间交接验收。
(2)对箱半成品构件进行几何尺寸复验,同时还应该核查各类半成品材料的质量证明书,并做好检测资料的记录和收集归档工作。
(3)完成箱水槽壁板、塔体导轨、菱形板等特殊构件的堆放胎具和运输胎具的制作。
(4)箱柜组焊所需的浮排钢管、板材、型钢和木跳板等材料配备齐全。
(5)现场组拼构件的钢平台,应设完成。
施工道路要畅通。
供水管和水代给量要有保障。
(6)施工用电和电缆敷设,以及一级电闸箱、二级箱和所需的电气设备全部准备完毕。
四、操作工艺1、施工程序采用液压提升设备进行压力罐安装的主要施工程序是:先进行罐底底板的铺焊;然后进行顶层壁板和顶板的组焊;再进行提升设备的安装;最后按序进行第二层至底层壁板的组装与焊接。
水箱作业指导非承压水箱作业指导书
非承压水箱作业指导书一、作业程序内筒皮下料→排孔冲孔拉伸→排孔外翻边→排气孔冲孔拉伸→排气孔外翻边→进出水孔冲孔→溢流孔外翻边→电加热孔冲孔拉伸→电加热孔外翻→内胆直缝焊接→液压平面→滚筋→内胆环缝焊接→内胆测漏检验。
二、工作内容技术部提供施工图纸、工艺技术、作业指导书、质量检验标准。
负责处理和汇报技术问题,收集和整理出现的生产技术问题。
配合质检部门做实验、检测工作。
生产部门按施工图纸、施工要求(工艺卡片为准)进行施工,填写施工日志、施工原始记录表、检验表。
三、作业指导(一)内桶皮下料操作规程:1、操作剪板机前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。
必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
2、本机床操作人员必须熟悉剪板机主要结构、性能和使用方法。
3、本机床适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必须是无硬痕、焊渣、夹渣、焊缝的材料,不允许超厚度。
4、本剪板机的使用方法:a、按照被剪材料的厚度,调整刀片的间隙。
b、根据被剪材料的宽度调整靠模或夹具。
c、剪板机操作前先作1—3次空行程,正常后才可实施剪切工作。
5、使用中如发现剪板机运行不正常,应立即切断电源停机检查。
6、调整剪板机时,必须切断电源,移动工件时,应注意手的安全。
7、剪板机各部应经常保持润滑,每班应由操作工加注润滑油一次,每半年由机修工对滚动轴承部位加注润滑油一次。
技术要求:1.下料尺寸长宽尺寸误差±1.3。
2.四角成直角。
3.对角线之差<2.4.内桶表面无毛刺飞边,毛刺的高度不得超过0.05mm。
(二)排孔冲孔拉伸操作规程:设备采用16T冲床1.冲床工必须经过学习,掌握设备的结构、性能,熟悉操作规程并取得操作许可方可独立操作。
2.正确使用设备上安全保护和控制装置,不得任意拆动。
3.检查机床各传动、连接、润滑等部位及防护保险装置是否正常,装模具螺钉必须牢固,不得移动。
水箱加修作业指导书

作业指导书水箱加修水箱加修岗位作业要领安全风险提示1.注意喷漆线调车作业。
2.车顶作业时须挂安全绳。
目次1.工前准备 (1)2.水箱加修 (1)3.水箱安装 (2)4.完工清理 (3)给水及卫生系统检修作业指导书类别:A2、A3级修系统:给水及卫生系统部件:水箱水箱加修作业指导书适用车型:22(B)、23、25B、25G、25K、25T、19K等型客车作业人员:车辆钳工、电焊工作业时间:20~25分钟/辆工装工具:点锤、角磨机、氧气瓶、乙炔瓶、气焊枪、手电筒、卷尺、扳手、管钳、胶管、天车、螺丝刀、电焊机作业材料:作业场所:预检平台环境要求:通风、采光良好操作规程:编制依据:1.《中国铁路总公司关于印发〈铁路客车段修规程(试行)〉的通知》(铁总运﹝2014﹞349号)安全防护及注意事项:1.警告——作业时必须带手套,避免作业时被划伤。
2.警告——拆装水箱时,要避免掉落伤人。
3.警告——水箱焊修过程中注意做好防火防护。
基本技术要求:1.拆除前须排干净水箱内的水。
2.水箱挖补、截换时须用与原材料材质及厚度相同的板材。
水箱焊修后进行600Kpa水压试验,保压5min不得泄漏。
3.水箱外露部分包裹层不良时修补。
4.水箱固定螺栓紧固良好,安装梁无裂纹,状态良好。
序号作业项目工具及材料作业程序及标准作业图示1 1.工前准备1.1穿戴好劳动保护用品。
1.2准备好工具,设备及材料。
1.3检查作业环境,确保环境安全可靠。
1.4做好安全防护。
2 2.水箱加修点锤、角磨机、氧气瓶、乙炔瓶、手电筒、卷尺、扳手、天车、螺丝刀、电焊机2.1水箱渗水、漏水部位进行焊修或挖补施焊,挖补、截换时须用与原材料材质及厚度相同的板材,对于普通的水箱焊修时采用J422焊条,对于不锈钢水箱焊修时采用不锈钢焊条。
2.2检查水箱安装螺栓是否紧固,对安装螺栓松动或性能不良者进行紧序号作业项目工具及材料作业程序及标准作业图示固或更换新品。
2.3检查水箱安装横梁是否有变形或裂纹,安装螺栓是否紧固,对水箱安装横梁变形、裂纹时调修或焊修。
不锈钢拼装式水箱的安装作业指导书

不锈钢拼装式水箱的安装作业指导书一、作业准备1.1 检查水箱包装是否完好,确认水箱及配件齐全。
1.2 检查安装现场,确认准备工作是否完成,如水泵、管道等是否准备齐全。
1.3 确认安装位置是否符合要求,如距离墙壁、地面等的距离。
1.4 确认安装过程中是否需要使用特殊工具或设备,如吊装设备等。
二、水箱组装2.1 根据水箱安装图纸,将水箱底座的螺栓安装到指定位置,注意螺栓的紧固力度。
2.2 将水箱主体按照图纸示意进行组装,注意组装顺序和方向。
2.3 确保水箱主体各连接口的严密性,如进出水口、排气阀等。
2.4 检查水箱内部是否有杂质,如铁屑、灰尘等,必要时进行清洗。
三、水箱安装3.1 将组装好的水箱移动到安装位置,注意避免碰撞和摩擦。
3.2 使用吊装工具或设备将水箱提升到安装位置,注意安全操作。
3.3 确保水箱与地面、墙壁等的间隙符合要求,使用垫片等可调节高度。
3.4 使用水平仪等工具检查水箱的水平度和垂直度,必要时进行调整。
四、水箱连接4.1 根据设计要求和现场需求,选择合适的管道和连接件。
4.2 将水箱与水泵、进出水管道等进行连接,注意连接的牢固性和密封性。
4.3 检查连接处是否有漏水,必要时进行密封处理。
4.4 根据安全要求,安装并调试水位控制器、气压控制器等配件。
4.5 对水箱及相关设备进行漏水测试和运行测试,确认功能正常。
五、作业清理5.1 清理安装现场的杂物和垃圾,保持现场整洁。
5.2 对作业中使用的工具和设备进行清理和归置,确保下次使用时方便取用。
六、安全注意事项6.1 操作人员必须具备相关的安全操作证书和专业知识。
6.2 进行作业前,必须对工作现场进行安全检查,并采取相应的防护措施。
6.3 在吊装水箱过程中,应保持沟通畅通,确保操作人员和指挥人员之间的协调。
6.4 使用吊装设备时,要严格遵守相关的操作规程和安全要求。
6.5 在安装过程中,必须严格按照设计要求进行操作,不得随意更改或省略安装步骤。
水箱作业指导非承压水箱作业指导书
非承压水箱作业指导书一、作业程序内筒皮下料→排孔冲孔拉伸→排孔外翻边→排气孔冲孔拉伸→排气孔外翻边→进出水孔冲孔→溢流孔外翻边→电加热孔冲孔拉伸→电加热孔外翻→内胆直缝焊接→液压平面→滚筋→内胆环缝焊接→内胆测漏检验。
二、工作内容技术部提供施工图纸、工艺技术、作业指导书、质量检验标准。
负责处理和汇报技术问题,收集和整理出现的生产技术问题。
配合质检部门做实验、检测工作。
生产部门按施工图纸、施工要求(工艺卡片为准)进行施工,填写施工日志、施工原始记录表、检验表。
三、作业指导(一)内桶皮下料操作规程:1、操作剪板机前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。
必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
2、本机床操作人员必须熟悉剪板机主要结构、性能和使用方法。
3、本机床适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必须是无硬痕、焊渣、夹渣、焊缝的材料,不允许超厚度。
4、本剪板机的使用方法:a、按照被剪材料的厚度,调整刀片的间隙。
b、根据被剪材料的宽度调整靠模或夹具。
c、剪板机操作前先作1—3次空行程,正常后才可实施剪切工作。
5、使用中如发现剪板机运行不正常,应立即切断电源停机检查。
6、调整剪板机时,必须切断电源,移动工件时,应注意手的安全。
7、剪板机各部应经常保持润滑,每班应由操作工加注润滑油一次,每半年由机修工对滚动轴承部位加注润滑油一次。
技术要求:1.下料尺寸长宽尺寸误差±1.3。
2.四角成直角。
3.对角线之差<2.4.内桶表面无毛刺飞边,毛刺的高度不得超过0.05mm。
(二)排孔冲孔拉伸操作规程:设备采用16T冲床1.冲床工必须经过学习,掌握设备的结构、性能,熟悉操作规程并取得操作许可方可独立操作。
2.正确使用设备上安全保护和控制装置,不得任意拆动。
3.检查机床各传动、连接、润滑等部位及防护保险装置是否正常,装模具螺钉必须牢固,不得移动。
水箱施工工艺流程

水箱施工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!水箱施工工艺流程一、施工准备阶段在开展水箱施工之前,要做好充分的准备工作。
水箱施工方案完整
水箱施工方案完整(完整版资料,可直接使用可编辑,推荐下载)不锈钢水箱施工方案1.旧水箱拆除:将水箱进出水阀门关闭,有保温的先把保温拆除,再把旧水箱连接的各法兰口,温度计、液面计拆除,并对已拆的管口用塑料布进行封堵,防止异物串入管道,前期准备进行完毕后,对水箱整体进行解体,将旧水箱的材料运输至指定存放地点,用专门的运输车把废料运走.2.板材加工:按照旧水箱的实测尺寸(3×2。
5×2.5m),使用剪板机对原料板材(1。
5×6m)进行切割配板,误差控制在±1mm,剪切的四个角成90度直角.水箱(所有板厚请参照水箱国标图集GB02S101)所有水箱采用SUS304—2B不锈钢冷轧板,焊丝选用ER316,焊缝表面经酸洗钝化处理.水箱横向和底部分别采用6#和10#工字钢进行加固,水箱里用到的金属均采用不锈钢材质。
3.现场安装:3。
1槽钢基础:根据现场勘察实际情况后,如果原有水箱底部角钢完好就可以利旧。
如果不能再使用就增加新槽钢基础,焊接处要全部满焊并进行防锈处理。
3。
2、箱体焊接:四大板面拼装组合完成后,则进行水箱底拼装焊接工作,焊接水箱底板时,需对好底板尺寸,然后在槽钢或砼基础上面布好底板进行焊接。
模板焊好后,进行侧板焊接,侧板焊接时必须把拼好组合的板块,一面一面的码好在水箱底板上,四侧板码好后,把水箱四角按原压好的45度压边进行整形连接,复测一般水箱对角不超过±1CM/米,要求角在一条垂直线上。
四角要求氩弧焊接。
3。
4水箱顶部焊接:水箱底部和侧板焊好后,再焊水箱顶部。
顶部和侧板顶端连接处角边均为45度,边与边要求在一条水平线上,人孔根据客户要求焊接在指定位置上,一般都设定在进水口部位。
3.5水箱内加强筋焊接:水箱壳体焊好后,开始焊接拉筋。
拉筋分为横向,纵向,和立柱。
在水箱内部纵横支撑焊接,起加强作用预防水箱变形。
拉筋布置,先焊接立柱,由底部1米等距离向顶上焊接立柱;做完毕后,再焊接横向拉筋:由底部向上0。
水箱制安作业指导书.

目录一、工程概况: (2)二、编制依据: (2)三、施工准备 (3)四、进度计划 (4)五、施工程序 (5)六、施工方案 (7)七)安装的主要技术措施 (14)八、安全文明施工措施 (16)一、工程概况:大型水箱制安包括体积和外形一样的“1945m³除盐水箱两台、1571m³冷凝水箱两台、884m³原水箱两台、982m³超滤水箱一台、289m ³反洗水箱一台、319m³浓水箱一台”。
立式拱顶圆筒形水箱按常压设计,水箱底板、壁板、顶板采用搭接和对接行式。
水箱制安具有:工程量大、工期紧的施工特点。
二、编制依据:1)《电力建设施工及验收技术规范》2)《火电工程质量检验及评定标准》3)《水处理设备制造技术条件》JB2932—864)《火力发电厂保温油漆设计规程》DL/T5072—19975)《电力建设安全施工管理规定》6)山东省工业设备安装总公司质量手册7)脱盐水箱制做安装施工图纸三、施工准备(一)人员配备(二)材料供应计划根据施工进度情况、依图纸、分阶段进材料(三)主要施工机具、检测量具四、进度计划工期根据以往施工经验,暂定66天,可根据业主的要求调整施工。
10月31号~10月15号罐体制作阶段10月10号~10月20号附件安装阶段10月15号~10月31号试验、防腐、保温、收尾阶段五、施工程序1、安装程序:2)施工工艺流程A:水箱组装前,应将构件的坡口和搭接部位的泥沙、铁锈、水及油污清理干净。
板厚大于或等于6㎜的搭接角焊缝,应至少焊两遍。
B:底板焊接工艺的选择及施焊顺序,应确保底板表面平整,消除底板失稳现象,从而达到底板凹凸不大于30㎜要求。
C:拱顶结构的组装。
要求顶胎准确,桔瓣形顶板安装要求对中,焊接时,焊工要均布,由内向外由上而下分段退焊。
D:水箱壁板的组装和焊接,要求在特定的安装工艺下,将壁板组焊成型,其关键在于控制各层壁板焊接变形;采取有效措施控制不圆度、弧度和垂直度,详见施工工艺。
水箱安装过程及施工方法
水箱安装过程及施工方法1、根据水箱规格型号设计要求,在厂内采用装配式水箱模压块板材,先进行划线,把划好线的板材送到剪板机上剪成106×106cm的方块.板块剪好后,再剪切四个角,每个角切成90.角,再送到液压机进行模压成100×100cm和50×50cm的凹凸板块,凹凸板的翻边均为90.直角和45.角翻边,最后用氩弧焊焊接四个角。
2、材料进入现场后,先把模压的板块进行拼装组合,采用氩弧焊和电焊相结合的工艺,根据水箱尺寸长×宽×高进行焊接,把模压好的板块一起组合成水箱的几大板面或把压块按水箱长宽或高度分几块结合焊接,最后一层一层的向水箱顶部焊接,操作时根据施工现场场地施展而定。
3、几大板面拼装组合后,应做好箱底拼装焊接准备,焊接水箱底板时,首先对好水箱底板尺寸,然后在水箱基础上面布好底板进行焊接,底板焊好后,对焊缝进行火油检验或目测检查,杜绝虚焊、漏焊、脱焊等现象。
4、底板焊好后,进行墙板和底板焊接,焊接是先把一面一面的码好在水箱的底板上,四墙码好后,把水箱四角压好的45.压边进行调整连接,复尺一般相对角不超过2mm,要求在一条直线上,四角要求氩弧焊接,底部和墙面连接处90.直角采用电焊焊接。
5、水箱底部和墙面焊好后,再进行顶部和墙面的焊接,边与边要求基本在一条水平线上。
水箱人孔根据客户要求焊接在指定位置上,一般都设在靠近进水孔浮球处。
6、水箱箱体焊好后,接着开进水、出水、溢流、排污、消防孔,再进行水箱扶梯的焊接。
7、箱体内部拉筋,采用不锈钢板,经折角机折成90.直角角钢和槽钢,焊接在水箱内部,主要起加强作用防止水箱变形,槽钢拉筋是用来焊接水箱底部到顶部间的支撑。
拉筋焊接是由底部向上50cm处一层,第一层纵横间距为1m×1m,第二层距离第一层50cm,高度和间距以此类推。
墙体与墙体、墙体与底板、墙体与顶板之间用角钢焊接。
8、水箱焊好后,进行焊缝、油检,把煤油涂在水箱箱体外板块与板块之间缝隙处,然后在水箱箱体内焊缝处进行目测检漏,确保水箱不渗漏。
水箱组装机的操作流程
水箱组装机的操作流程英文回答:Assembling a water tank machine involves several steps and requires attention to detail. Here is the step-by-step process of operating a water tank assembly machine:1. First, I need to gather all the necessary components and tools for the assembly process. This includes the water tank body, lid, valves, pipes, screws, and a screwdriver.2. Next, I will place the water tank body on a stable surface and ensure that it is clean and free from any debris. This is important to ensure a proper fit and prevent any leaks.3. Then, I will attach the lid to the water tank body.I will carefully align the lid with the body and use the screws to secure it in place. It is crucial to tighten the screws evenly to avoid any gaps or unevenness.4. After securing the lid, I will install the valves and pipes. These components are essential for the water tank to function properly. I will carefully attach the valves and connect the pipes, ensuring that they aretightly sealed to prevent any leakage.5. Once all the components are in place, I will double-check the assembly to ensure everything is properly aligned and tightened. This is a critical step to avoid any future issues or malfunctions.6. Finally, I will test the water tank by filling it with water and checking for any leaks or abnormalities. If everything looks good, I can consider the assembly process complete.中文回答:水箱组装机的操作流程涉及多个步骤,需要注意细节。
水箱装配及施工计划

水箱装配及施工计划1. 简介本文档旨在提供水箱装配及施工计划的详细信息,以确保顺利完成项目。
水箱是一个重要的设备,用于储存和供应水源。
本计划将涵盖装配和施工的各个阶段,以及所需的材料和人力资源。
2. 装配计划2.1 材料准备在开始装配水箱之前,确保以下材料已准备就绪:- 水箱本体- 支架和固定螺栓- 连接管道和阀门- 密封胶和绝缘材料- 工具(扳手、螺丝刀等)2.2 装配步骤1. 安装支架:根据水箱的尺寸和重量选择适当的支架,并使用固定螺栓将其牢固地安装在地面上。
2. 安装水箱:将水箱放置在支架上,并使用螺栓将其固定在支架上。
3. 连接管道:根据设计要求,连接进水管道、出水管道和排放管道。
确保连接紧密,并使用适当的工具和材料进行密封。
4. 安装阀门:在进水管道和出水管道上安装适当的阀门,以控制水流。
5. 装配完成检查:确保所有连接紧固,并检查水箱和管道是否有泄漏。
如果发现问题,请及时修复。
3. 施工计划3.1 人力资源为了顺利完成水箱的装配和施工,需要以下人力资源:- 项目经理:负责监督整个装配和施工过程,协调人力资源和材料供应。
- 技术人员:具备水箱装配和施工经验的专业人员,负责实际操作和解决技术问题。
- 劳动力:根据项目规模确定所需劳动力数量,负责辅助技术人员进行装配和施工工作。
3.2 时间安排根据项目的规模和复杂程度,制定以下时间安排:- 第一阶段(准备阶段):包括材料准备、人力资源调配和施工计划制定。
预计耗时2天。
- 第二阶段(装配阶段):包括支架安装、水箱安装、管道连接和阀门安装。
预计耗时3天。
- 第三阶段(检查和修复):包括检查装配质量、密封性和泄漏等问题,并及时修复。
预计耗时1天。
4. 安全注意事项在进行水箱装配和施工时,请注意以下安全事项:- 穿戴必要的个人防护装备,如安全帽、手套和安全鞋。
- 使用合适的工具,并确保其良好状态。
- 遵循正确的操作步骤和安装指南。
- 定期检查装配过程中的安全性,并采取必要的措施来防止意外发生。
水箱安装规范

水箱安装规范水箱安装规范(一)组焊水箱底盘1、检查基础结构、尺寸、水平是否符合设计要求,水箱基础是否符合水箱座安装尺寸。
2、依据设计要求组焊底板,对角允许差(L×1.5mm)。
3、底盘组焊时必须检查是否符合设计要求,底盘与基础间隙用铁板等垫平、找平。
(二)组焊水箱顶板1、在组焊时,按设计要求将人孔板反放在底盘上平面,然后进行拼装。
2、现将十字接头及四边对齐后,分别点焊。
3、将焊缝先由十字接合处向外焊,同一方向焊接长度不得超过300mm,更换方向后按同样方法对应施焊,完毕后搬离底盘。
4、水箱可分为若干板块组焊。
(三)组焊水箱底板1、先将底板根据设计要求,反放于底盘上,检查位置无误后,拼装并测对角线允差(L×1.5mm),点固。
2、将十字接头及外四边对准后分别点焊每个焊缝接头。
3、由板缝中心部位每隔50mm固点焊缝一处。
4、焊好四边所有对缝,再焊十字接头,由板缝中心位置向外分布施焊,为防止凹凸变形,同一方向一次焊接长度不应超过300mm,更换方向后安同样方法对应施焊,直至焊完全焊缝,严格操作以防变形。
5、将底板立起做煤油渗漏检查。
6、将底板正面放置底盘上,底板周边T字接头处与底板立缝相接处向里延,板缝焊进约50mm。
(四)组装水箱壁板1、按图纸要求将第一层壁板依序立于底板侧四周面上,外沿找齐,壁板接头与底板缝中心对齐,垂直于折边端缝处,每隔50mm点固。
2、第一层壁板组完后,侧对角线及垂直度,调整后再按同样方法上第二层,第三层,调整方法与第一层壁板一样,将壁板与壁板折边端缝每隔50mm点固。
(五)水箱拉筋组装及焊接:1、用垂线调整壁板垂直度,挂下线调整板面,壁板十字交叉处焊主拉筋。
拉筋要横平,焊接应不小于拉筋载面积,保证受拉力强度。
2、将水箱内各条拉筋分布位置点焊,测水箱内外尺寸,保证四壁垂直。
拉筋与壁板相接处满焊,测水箱对角线合格后将拉筋交叉处焊牢。
3、所有加强拉筋在与壁板连接处先焊50mm后点各加强筋,加强筋端部一定要在壁板的根部(两边焊),另一端与主拉筋焊牢,拉筋一定要平直。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1500m³水箱制作安装1500m³ water tank fabrication and installation 施工作业指导书CONSTRUCTION OPERATION INSTRUCTION2015年8月1.工程概况Project overview1.1概述:本项工程属于水工专业设计图纸范围,属海水淡化车间设备;共制作安装两台水箱,每台水箱设计容积1500m³。
Overview: water tank belongs to the scope of piping works specialty design drawing.1.2工程范围:2台水箱的生产制造、内部防腐、外壁防腐工作;水箱本体及本体平台扶梯、人孔门等附件制作安装。
Project scope: fabrication of 2 set of water tanks, inner anti-corrosion, outer wall anti-corrosion. Fabrication of water tank body and platform staircase of water tank body. Fabrication and installation of some accessories such as manhole, etc.1.3工程特点:2台水箱总重量约216吨,以钢板、角钢等原材料形式供货至现场,现场组合量大,安装场地小,不便于过多存放设备物件。
为此在施工作业中尽量采用流水线作业,根据实际安装进度要求合理组织生产,尽量减轻组合场用地压力。
Project features: the total weight of 2 sets of water tank is 216 ton. The 2 sets of water tanks will be assembled with some materials such as steel plate, angle steel which will be delivered to the site. the assembly place is too small to satisfy the assembly working volume, so that it cannot store too much equipment parts. During execution, to the great extent, use assembly line to execute. Organize production rationally according to the actual installation progress to relieve the working pressure of assembly area mostly.2.依据的图纸、文件及标准related drawing, document and criteria2.1.设计院提供的的水箱安装图纸;water tank installation drawing provided bydesign institution2.2.DL/T5210.8-2009 《电力建设施工质量验收及评价规程》(加工配制篇);《execution quality and evaluation rules of power construction》(fabrication and assembly piece)2.3.《火力发电厂焊接技术规程》DL/T869-2004;《thermal power plant weldingtechnique regulation》DL/T869-20042.4.《电力建设安全工作规程》DL5009.1-2002;《power construction safety workingregulation》DL5009.1-2002;3.作业准备和条件要求preparation for construction and requirements of conditions3.1.作业人员construction staff3.1.1. 施工前作业人员必须接受技术交底;construction staff must accepttechnique disclosure before execution.3.1.2. 作业人员要进行三级安全考试,并且体检合格;construction staff shall getthrough 3-grade safety test and physical examination.3.1.3. 特种作业人员要持证上岗;special worker should be working with theirspecial work certificate.3.2 作业机械准备preparation for construction machinery4.施工工艺流程图Construction technique flow chart底板Base plate→顶盖top cover→箱体tank body→筒体附件安装tank cylinder accessory installation→罐整体除锈防腐the whole rust removal→外部油漆防腐anti-corrosive→设备验收inspection→交工project completion5.主要施工工艺main construction technique由于设备容积大且整体不能运输,故采用现场组装制作。
设备制造安装方式采用倒装法,首先在基础上铺设好底板,底板的连接采用拼接形式,然后在底板上组装顶盖,顶盖为拱形搭接式,顶盖制作完毕后再做箱体,箱体为坡口对焊形式,焊接标准参照《火力发电厂焊接技术规程》DL/T869-2004等标准。
Due to the big size of equipment and difficulty of transportation, so as to assembly the materials in site. fabricate and assemble the equipment reversely. Firstly, put the base plate on the foundation, secondly split joint the base plate, thirdly split joint the top cover on the base plate,顶部焊接成型后内面涂刷石灰水外部涂刷煤油进行煤油渗漏检查,经验收合格后顶盖内部进行防腐,同步外部涂刷油漆;水箱筒体内外防腐均在施工现场内完成。
After welding fabrication of the top,brush lime water inside and brush kerosene ouside to execute the leakage test. After inspection, execute inside anti-corrosion of the top cover, in the mean while, paint the outside of the top cover. Inside and outside anti-corrosion of water tank shall be executed within the site.6.罐体及底板的制造与组装焊接fabrication, assembly welding of tank body and base plate.6.1先根据图纸和材料尺寸,确定块数并进行拼制施工。
Decide the quantity of steel plate by drawing and measures of material, then fabricating the materials. 6.2每块在胎具上拼装成型,并按设计要求进行焊接固定。
Each part is fabricated in the mould and welded as per the requirements of design institution.6.3顶板在安装前应先检查包边角钢的椭圆度,并按设计要求进行罐项板的定位点安装,为防止顶中部的下凹,应采用临时支架。
Check the ovality of wrapped edge angle steel before installing the top plate, and install the locating point of tank top plate according to the design. In order to prevent the top plate middle part become from sunken, apply the temporary support.6.4首先施焊内侧的连续焊缝,然后焊接外侧的连续焊缝。
Firstly, weld the inside continuous welding bead, secondly weld the outside continuous welding bead.6.5顶板与包边角钢的环缝,应由几名焊工对称均匀分布,沿同一方向采用分段退焊。
Top plate and overlapping angle steel ring welding bead shall be backstep welded along the same direction by several welders.6.6底板焊接时不可在水箱基础上直接气焰切割钢板,以防止燃着下面的沥青找平层。
It is strictly prohibited to execute torch cutting to the base plate when welding to prevent the bitumen screed-coat from fire.6.7拼接底板时需要先焊短焊缝、后焊长焊缝,且长焊缝焊接时需要采用跳焊方式,罐体整体焊接时应先焊接环形焊缝再焊接纵向焊缝。
Firstly weld the short welding bead, weld the long welding bead shortly when assembling the base plate. In addition, weld long welding bead with spot welding way. Firstly weld the ring welding bead and secondly weld the vertical welding bead when welding the whole tank.7.罐壁板的制造与组装焊接要求fabrication and assembly welding requirements of tank wall plate7.1.罐体的垂直度偏差不大于筒体高度的0.1%。