ASME_GD&T_形位公差基础培训(第一讲)
ASME各种标准名称

ASME各种标准名称ASME(美国机械工程师协会)是一个国际组织,致力于促进机械工程技术的发展和应用,该协会成立于1880年。
自成立以来,ASME一直是国际机械工程界的权威组织之一,拥有众多会员和成员,是制定和发布各种机械工程标准的主要机构之一。
ASME的各种标准被广泛应用于航空、汽车、电子、石化等工业领域,有着重要的指导意义。
下面介绍一些常见的ASME标准。
ASME B31.1ASME B31.1是一种针对输送气体和液体的压力管道中的设计和构建的标准。
此标准适用于输送蒸汽、酸、油、天然气等工业用途的压力管道系统。
ASME B31.3ASME B31.3是一种针对工业输送流体的压力管道的标准。
此标准适用于集输站、炼油厂、化工厂、石化厂等工业用途的压力管道系统,其目的是确保管道的可靠性,安全性和经济性。
ASME BPVC(Ⅰ~XII)ASME BPVC(Boiler and Pressure Vessel Code)即锅炉和压力容器规范,是美国制造商和设计师在规划、建造和维护锅炉和压力容器时所遵循的规范标准。
ASME BPVC则分为ASME Boiler and Pressure Vessel Code (BPVC) Ⅰ~ⅩⅡ版,每一版都有不同的用途和适用范围。
•ASME BPVCⅠ:功率锅炉的规范。
•ASME BPVCⅡ:材料的规范。
•ASME BPVCⅢ:细则及规定。
•ASME BPVCⅣ:加热锅炉的规范。
•ASME BPVCⅤ:闸门和阀的规范。
•ASME BPVCⅥ:反应堆的规范。
•ASME BPVCⅦ:燃料加工和燃料用的规范。
•ASME BPVCⅧ:压力容器的规范。
•ASME BPVCⅨ:焊接和钎焊的规范。
•ASME BPVCⅩ:锻件和铸造的规范。
•ASME BPVCⅪ:纤维增强塑料(FRP)的规范。
•ASME BPVCⅫ:安全性规范。
ASME B16ASME B16是一种针对管道法兰及配件的标准规范,该规范分为多个版本:•ASME B16.1:压铸铸铁法兰及附件的标准规范。
ASME全面介绍
ASME取证全面介绍& U+ K, N2 C; M2 q/ u9 c* p一、ASME背景介绍ASME是American Society of Mechanical Engineers(美国机械工程师协会)的英文缩写。
美国机械工程师协会成立于1880年,在世界各地建有分部,是一个有很大权威和影响的国际性学术组织。
ASME主要从事发展机械工程及其有关领域的科学技术,鼓励基础研究,促进学术交流,发展与其他工程学、协会的合作,开展标准化活动,制定机械规范和标准。
它拥有125000个成员,管理着全世界最大的技术出版署,主持每年30个技术会议,200个专业发展课程,并制订了许多工业和制造标准。
自成立以来,ASME领导了机械标准的发展,从最初的螺纹标准开始到现在已发展了超过600多个标准。
1911年成立了锅炉机械指令委员会,在1914到1915年颁布了机械指令,以后该指令又与各个州及加拿大的法律相结合。
ASME 已成为主要在技术、教育及调查领域内世界性的工程学机构。
此外,ASME还是ANSI五个发起单位之一。
ANSI 的机械类标准,主要由它协助提出,并代表美国家标准委员会技术顾问小组,参加ISO的活动。
6 u/ I( c7 b# ~, \. G P1 @1 n二、ASME认证项目分类及适用范畴$ Y4 x$ J( \5 u* a* [ASME认证项目包括以下四大类:. z! ~6 n6 ?4 @/ N2 X7 {锅炉及压力容器(BPV)# A2 v0 {. ~' ~* I; D$ D核动力装置(N-Type)' s/ {! n, v8 \) U, C, r核原料(QSC)树脂及塑料容器(RTP)针对这些认证项目,ASME向世界范围内的生产企业授予25种钢印及相应的认证证书。
其中字母U开头的属压力容器范畴,字母H开头的属锅炉类产品范畴,字母N开头的属于核动力装置范畴。
ASME GDT 10 讲 形位公差 第6讲
55.3
12.6 12.4
30.2
Interpreting Geometric Dimensioning and Tolerancing - GDT
All over
Profile – All Over
Pocket Guide page 21
Interpreting Geometric Dimensioning and Tolerancing - GDT
Interpreting Geometric Dimensioning and Tolerancing - GDT
Special Case
Profile
0.4 0.1
Pocket Guide page 20
Special Case Tolerance
For an unequally disposed profile tolerance, phantom lines are also required to indicate the distribution of the tolerance Note: For 3D annotation a note may be necessary to describe the distribution of tolerance and placed under the feature control frame.
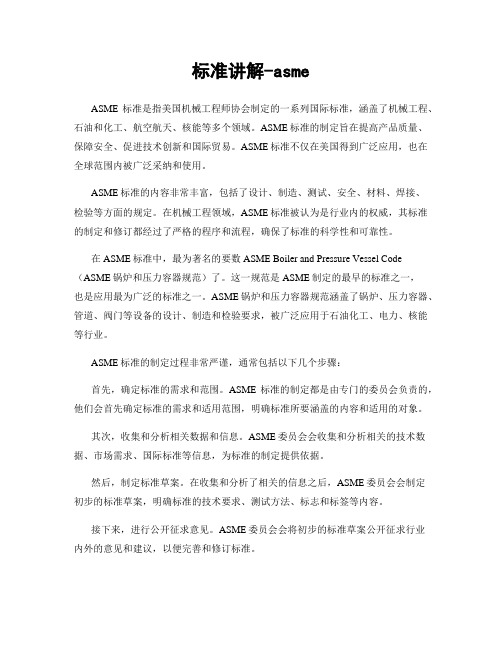
Step 2
Profile – Step 2
A
16.0 28.0 R 39.0
30.0
7.1
R 45.0
3 X R 6.0
0.12
A
Interpreting Geometric Dimensioning and Tolerancing - GDT
ASME 取证和PED认证
ASME 取证和PED认证法国国家检验局北京代表处沈行道经济全球化是当前世界经济发展的一个显著特点,在我国加入世贸组织以后,这一特点日趋明显。
对我国的锅炉﹑压力容器制造企业而言,只有积极努力满足国内国际两个市场的需要,才能使企业获得生存和发展,而要使我们的产品进入国际市场,企业就必须熟悉和掌握相应的市场准入条件。
ASME锅炉压力容器规范作为一部国际公认的规范,在国际贸易中获得了广泛的应用;而自2002年5月29日起强制执行的欧共体承压设备指令(简称PED)CE标志认证,则是产品进入欧洲市场的首要条件。
下面就ASME 取证和PED认证,向大家做一简要介绍,供有关企业参考。
一、取得ASME授权证书和钢印的目的与意义总结十年来承担众多企业取证﹑换证的实践,我们感到企业取证的目的与意义有如下几点:(1)提高企业形象和知名度ASME规范对企业的质量管理和具体的设计﹑制造与检验,均提出了明确的要求,持有ASME授权证书和钢印,反映了企业的技术水平和管理水平均达到了规范要求,证明企业有能力制造符合ASME规范的产品,从而有力地提高了企业的形象和知名度;(2)承担ASME钢印产品的制造打ASME钢印的锅炉﹑压力容器其含义是完全符合规范,因此,只有持有相应的ASME锅炉﹑压力容器授权认证书和钢印的企业,才有资格在授权检验师(Authorized Inspector简称AI)的监督检验下设计﹑制造ASME钢印产品。
近几年来,随着我国持证企业的能力和水平被越多越多的国外厂商了解和承认,促进其将更多的采购目标转向中国,企业承制的ASME钢印产品逐年增加。
以我公司为例,1995年11月至1999年12月四年间检验的ASME钢印产品为175台,2000年1月至2002年12月三年间检验的ASME钢印产品上升为360台。
(3)获得市场投标资格ASME规范是在国际市场上应用最广泛的标准,因此,是否持有ASME授权证书在很多场合成为能否参与投标的必要条件。
标准讲解-asme
标准讲解-asmeASME标准是指美国机械工程师协会制定的一系列国际标准,涵盖了机械工程、石油和化工、航空航天、核能等多个领域。
ASME标准的制定旨在提高产品质量、保障安全、促进技术创新和国际贸易。
ASME标准不仅在美国得到广泛应用,也在全球范围内被广泛采纳和使用。
ASME标准的内容非常丰富,包括了设计、制造、测试、安全、材料、焊接、检验等方面的规定。
在机械工程领域,ASME标准被认为是行业内的权威,其标准的制定和修订都经过了严格的程序和流程,确保了标准的科学性和可靠性。
在ASME标准中,最为著名的要数ASME Boiler and Pressure Vessel Code (ASME锅炉和压力容器规范)了。
这一规范是ASME制定的最早的标准之一,也是应用最为广泛的标准之一。
ASME锅炉和压力容器规范涵盖了锅炉、压力容器、管道、阀门等设备的设计、制造和检验要求,被广泛应用于石油化工、电力、核能等行业。
ASME标准的制定过程非常严谨,通常包括以下几个步骤:首先,确定标准的需求和范围。
ASME标准的制定都是由专门的委员会负责的,他们会首先确定标准的需求和适用范围,明确标准所要涵盖的内容和适用的对象。
其次,收集和分析相关数据和信息。
ASME委员会会收集和分析相关的技术数据、市场需求、国际标准等信息,为标准的制定提供依据。
然后,制定标准草案。
在收集和分析了相关的信息之后,ASME委员会会制定初步的标准草案,明确标准的技术要求、测试方法、标志和标签等内容。
接下来,进行公开征求意见。
ASME委员会会将初步的标准草案公开征求行业内外的意见和建议,以便完善和修订标准。
最后,审定和发布标准。
经过多次的修改和完善,ASME委员会最终会审定并发布标准,确保标准的科学性和可行性。
总的来说,ASME标准是全球范围内最为权威和严谨的标准之一,其制定和修订过程严格规范,确保了标准的科学性和可靠性。
ASME标准的应用不仅可以提高产品质量、保障安全,也有助于促进国际贸易和技术交流。
ASME规范简介
ASME规范介绍3.1前言••• 美国机械工程师学会于1911年成立了锅炉与压力容器委员会(BPVC),编制了锅炉压力容器的建造安全规则。
1914年出版了动力锅炉规范、1925年增加了压力容器规范、1965年又增加核动力装置规范。
这套ASME规范自1977年成为美国国家标准,不仅在美国和加拿大各州在法律上承认和采用它,在西方许多国家都作为参照标准来执行。
在核动力装置卷册,在世界上有较高的权威,往往直接采用。
法国的 RCC-M 规范和德国的 KTA 规范也直接收入了其最重要方面,再加上本国的实践而制定的。
3.2 ASME规范的构成及与核动力装置相关的内容ASME规范是美国锅炉及压力容器方面的国家标准,共分为十一卷,内容如下:•••••ASME 锅炉压力容器规范的总目录:第 I 卷动力锅炉第 II 卷材料技术条件A 篇铁基材料(钢铁材料)•••••••••• B 篇非铁基材料(有色金属材料)•• C 篇焊条、焊丝及填从金属• 第 III 卷核动力装置••••••• NCA 分卷 -- 第一、二册的总要求••• 第一册•••••••••• NB分卷 -- 一级设备•••••••••• NC分卷 -- 二级设备•••••••••• ND分卷 -- 三级设备•••••••••• NE分卷 -- MC级设备 (适用钢制安全壳) •••••••••• NF分卷 -- 设备支承 (适用于各级别支承)•••••••••• NG分卷 -- 堆芯支承 (适用于CS级) •••••••••• 附录•••••••••• 第二册•••••••••• 混凝土反应堆容器与安全壳规则▲CB分卷----混凝土反应堆容器;▲CC分卷----混凝土安全壳。
第 IV 卷采暖锅炉第 V 卷无损检验第 VI 卷采暖锅炉维护和运行的推荐规则第 VII卷动力锅炉维护的推荐规则第VIII卷压力容器•••••• 第一册•••••• 第二册 -- 另一规则第 IX 卷焊接与钎焊评定第 X 卷玻璃纤维增强塑料压力容器•• 第 XI 卷核动力装置在役检验规则其中第Ⅲ卷是关于核动力装置设备的规范,与第Ⅲ卷相关的其它部分有:第Ⅱ卷材料技术条件;第Ⅴ卷无损检验;第Ⅸ卷焊接及钎焊评定;第Ⅺ卷核动力装置设在役检验规程。
ASME和ASME规范简介改
ASME和ASME锅炉和压力容器规范简介2006年9月中石协ASME规范产品协作网秘书长徐玉忠世界多极化、经济全球化和信息网络化的大潮正迅速改变着当今的世界。
经济全球化的趋势不仅是竞争,更呼唤加强国际合作,要求贸易和投资实现相对的、乃至最终的自由化。
而经济全球化的前提和结果必然是标准的全球化。
但是经济全球化不是一蹴而就的,当今经济全球化的第一步是经济的区域化,如北美自由贸易协定、欧盟、APEC、东盟自由贸易协定,以及10+1、10+3,最近,我国还加入了东南亚条约。
我国加入世界贸易组织(WTO)后,世界市场向中国开放,中国市场也向世界开放。
影响贸易的关税壁垒虽将逐步取消,但非关税壁垒,如技术壁垒、环保壁垒等依然存在,由于各国(或地区)间执行技术标准的不同,如我国的GB (国家标准)、ASME规范、欧共体的压力设备指令(PED)等,将成为影响国际间自由贸易的主要壁垒。
中国要真正成为一个制造大国,一个独立创新能力的制造强国,必须抓住这个机遇,并接受挑战。
今天向大家简单地介绍ASME和ASME规范。
一、美国机械工程师学会(ASME)ASME是美国机械工程师学会(The American society of Mechanical Engineers)的英文简称。
美国机械工程师学会(ASME)成立于1880年,现拥有125,500名个人会员(其中包含国外的会员)。
她是专业性的技术组织,主要从事于技术、教育和研究性活动。
在世界范围内组织众多的技术会议,每年提供数以百计的职业培训课程。
ASME还负责制订全球公认的工业及制造业的规范和标准,以确保公共安全。
所以她现在称ASME international。
总部设在纽约。
同时,ASME也是世界上最大的技术出版社之一。
组织机构:ASME新的组织机构有5个部门组成:即知识及团体(Knowledge and Community),规范和标准(Codes and Standards),中心(Centers),院所(Institute)和战略管理(Strategic Management)。
ASME规范——压力容器出口国外必备认证
ASME规范——压力容器出口国外必备认证必维国际检验集团(以下简称“必维”)中国是ASME授权检验机构OneCIS Insurance Co.(必维独资子公司)在中国的分部。
自2000年1月起即开始在国内开展ASME锅炉压力容器规范的授权检验工作,是行业内的先行者。
国内的锅炉、压力容器制造企业要进入国际市场,特别是美国、加拿大等美洲国家,必须掌握并且获得相应国家或地区的市场准入许可。
美国机械工程师协会颁布的ASME锅炉压力容器规范,作为一部国际公认的权威规范,在世界范围内被广泛认可,被用作锅炉及压力容器设计、制造、检查、检验所遵循的标准。
ASME锅炉压力容器规范适用于石油、化工及电力等行业的锅炉、压力容器制造及安装企业。
企业在获得ASME钢印和授权证书后,将为其产品进入北美市场以及其它国家或地区打开方便之门。
必维在国内拥有强大的技术团队,包括30多名授权检验师(Al),可为客户提供完全本土化的服务。
迄今已为国内200多家锅炉、压力容器厂家提供了取证、换证、和钢印产品服务,积累了非常丰富的实践经验和业绩。
必维拥有全世界绝大部分检验授权,借助必维全球的技术资源,结合各类产品检验、认证、测试、咨询、审核业务,可为客户提供一站式的全方位综合服务。
针对ASME取证和换证,必维将从用户向ASME提出申请开始至联检结束,再到钢印产品检验提供全过程的一站式服务:∙ASME取证和换证1. 客户与必维签订ASME检验合同及检验协议2. 必维协助客户向ASME提出申请交费,并购买规范3. 必维按上述解决方案提供服务4. 客户通过联检后取得ASME钢印及证书5. (如需)必维按ASME规范要求进行后续周期性监督审核∙ASME 钢印产品检验1. 客户与必维签订ASME检验合同2. 必维按ASME规范要求进行检验3. 必维检验合格后在产品上打ASME钢印,签署数据报告。
美国(ASME)常用低温钢管资料

SH/T Array 3525
-
2004
19
SH/T 3525-2004
附录C (资料性附录)
日本常用低温钢板、钢管、锻件
表C.1、表C.2给出了日本(JIS 标准)常用低温钢板、钢管及锻件的牌号与冲击试验温度和冲击功值。
20
SH/T 3525-2004
21
SH/T 3525-2004
附录D (资料性附录) 常用低温钢焊接材料化学成分
表D.1给出了用于低温钢焊条电弧焊、埋弧焊等焊接材料的型号及化学成分;表D.2给出了用于低温钢气体保护焊焊丝的型号及化学成分。
22
SH/T 3525-2004
SH/T
3525
-
2004
23
24 SH/T Array 3525
-
2004
附录E
(资料性附录)
AWS常用低温焊条
表E.1给出了美国焊接学会(AWS)常用低温钢焊条的类别、熔敷金属化学成份及力学性能。
25 SH/T 3525-2004
SH/T Array 3525
-
2004
27
SH/T 3525-2004
28 SH/T Array 3525
-
2004
附录F
(资料性附录)
AWS常用低温焊丝
表F.1给出了AWS(美国焊接学会)低温焊丝类别、熔敷金属化学成分及力学性能。
SH/T
3525
-
2004
29
30 SH/T Array 3525
-
2004
31
SH/T 3525-2004。
ASME压力管道锅炉压力容器焊接工艺参数确定评定方法与规则

ASME压力管道锅炉压力容器焊接工艺参数确定评定方法与规则ASME(美国机械工程师学会)压力管道、锅炉、压力容器焊接工艺参数的确定和评定方法与规则是在焊接工艺设计和焊接质量评定中起到重要作用的一系列准则。
这些准则旨在确保焊接工艺的安全性、可靠性和一致性。
本文将对ASME焊接工艺参数的确定和评定方法与规则进行详细阐述。
首先,ASME规定了焊接工艺参数的确定方法。
具体而言,焊接工艺参数包括焊接电流、焊接电压、电极直径、焊接速度、预热温度、焊接气体流量等。
ASME将这些参数的确定分为两个步骤:首先是工艺试验和焊接样品制备,其次是参数评定。
工艺试验是通过在标准试样上进行一系列试验,确定适用于具体焊接材料和构件的焊接工艺参数。
试验包括针对不同参数组合的焊接试验,对焊缝的深度、宽度、外观、收缩等进行检测和评估。
试验结果将用于确定最佳的焊接工艺参数组合。
在参数评定阶段,焊接样品将被进一步评估,以确定焊接工艺参数的可行性和一致性。
评定方法包括对焊缝的断面、收缩、硬度、拉伸强度、冲击韧性等性能的评价。
这些评价结果将用于对焊接工艺参数进行修订和确定。
除了焊接工艺参数的确定,ASME还规定了焊接工艺参数的评定方法与规则。
焊接工艺参数的评定是为了验证焊接工艺的有效性和可靠性,以保证焊接接头的质量。
评定方法包括焊接工艺规范和焊接过程规范的编制,焊接程序评定和焊接工艺评定的实施。
焊接工艺规范是一份包含焊接工艺参数和评定方法的文档,它规定了适用于特定焊接材料和构件的合适焊接工艺。
焊接过程规范是工艺规范的具体实施文件,对焊接工艺参数进行细化和规范。
焊接程序评定是通过对焊接试样的实际焊接进行评估,以验证焊接工艺的可行性和一致性。
焊接工艺评定是对焊接接头进行一系列检测和评价,以验证焊接工艺的质量和可靠性。
总之,ASME对焊接工艺参数的确定和评定方法与规则的制定,为焊接工艺的设计和质量评估提供了准则和指导。
这些准则不仅可以确保焊接工艺的安全性和可靠性,还可以保证焊接接头的一致性和质量。
ASME_GD

二
符号 Symbol
1) GM新标准 公差特征项目的 符号与 ASME标 准(美)、ISO 标准和我国 GB 标准完全相同。 2) GM A-91 旧标准公差特征 项目的符号略有 不同,见图7。
2.1 公差特征项目的符号(GM新标准)
图 6
GM A-91标准的公差特征项目符号 与新标准主 要区别: 1) 无同轴度 和对称度; 2) 将面轮廓 度放置于位置 公差中,必须 带基准;
20
-A-A-
20
-A-
a)
-A-A-
-A-
b)
c)
d) 图 17
全长上直线度 公差0.4。
每25内直线 度公差0.1。
图 12
b) 轮廓度中若表示的公差要求适用范围不是整个轮廓时,应标注出
其范围。见图9标注(仅GM标准) 。
图 13
c) 轮廓度中若表示的公差要求适用于整个轮廓。则在指引线转角处加 一小圆(全周符号)。见图14(GM 新标准与我国GB 标准相同)。
理论正确尺寸Basic Dimensions :不标注 公差的带框尺寸。它可 以是理论正确线性尺寸 和理论正确角度尺寸。 图 8
三
标注 Mark
3.1 形位公差框格 Feature Control Frames
基准要素的字母及附加符号 公差值及附加符号
公差特征项目的符号
图 9
无基准要求的形状公差,公差框格仅两格;有基准要求的位 置公差,公差框格为三格至五格。 形位公差框格在图样上一般为水平放置,必要时也可垂直放 置(逆时针转)。
一
1 定义
要素 Feature
要素是指零件上的特征部分 — 点、线、面。 任何零件不论其复杂程度如何,它都是由许多要素组成的。
ASME标准简介---ASME认证及取证正式版

一、 ASME钢印及取证概述
ASME标准简介---ASME认证及取 证正式版
ASME钢印及取证概述
• ASME是美国机械工程师协会的简称,ASME的锅炉和压力容器的规范
(除移动式压力容器)(以下简称ASME规范)已被几乎所有美国的州, 加拿大和墨西哥的省(除南卡以外)采纳为锅炉和压力容器安全法规。 这就意味着所有在北美使用的,在ASME规范规定的范围内的锅炉和 压力容器必须要按ASME规范要求进行设计,制造和检验,并且要打 上ASME钢印------这是强制要求。
ASME取证的准备工作
– 同时申请多个证书/钢印
• U-VIII-1 • S-I • U,S-VIII-1或I • U﹑U2-VIII-1,VIII-2 • U2,U3-VIII-3 • 。。。。。。
– 采用电脑程序设计
ASME标准简介---ASME认证及取 证正式版
ASME取证的准备工作
• 材料
– 联检后6至8周 – 三年有效期 – 换证要求同取证一样
ASME标准简介---ASME认证及取 证正式版
四、 ASME取证的准备工作
ASME标准简介---ASME认证及取 证正式版
ASME取证的准备工作
• 建立质量管理体系
– 编制QC手册
• 授权和职责
• 组织机构 • 图纸,设计计算和技术要求的控制 • 材料控制
• 在ASME规范规定以外的,或不在北美地区使用的锅炉和压力容器并
不强制要求打ASME钢印。但有下列情况: – 1.用户要求(通常是为了降低保险费); – 2.使用地的锅炉和压力容器的政府检验机关有要求的(如澳大利
亚和南美一些国家) – 如果这些锅炉和压力容器是严格按照ASME规范要求进行设计,制
ASME材料标准使用注意事项

ASME钢管标准使用注意事项a.ASME标准中“M”的含义由于ASME标准是以英制单位制订的,而欧洲及其它地区的大多数标准是以国际单位制制订的,为满足使用国际单位制国家的需要,ASME对部分标准进行了采用国际单位制的等效平移。
这就产生了同号标准有不同单位制的区别。
为区分ASME标准中哪些标准号进行了国际单位制等效平移,哪些标准号没有进行国际单位制等效平移,ASME标准采用在标准后添加字母“M”的办法以示区别,带有字母“M”的表示该标准有国际单位制的等效标准(即所谓的“米”制),否则就没有。
例如:ASME A213/A213M其中A213表示按英制单位制订的标准,A213M表示按国际单位制对A213进行了等效平移。
b.ASME标准中“Tube”管和“Pipe”管的区别在ASME标准中将钢管分为“Tube”管和“Pipe”管两大类,“Tube”管执行ASME A 450 / A450M《碳钢、铁素体合金钢和奥氏体合金钢管通用要求》;“Pipe”管执行ASME A 530 / A530M《专门用途碳钢和合金钢公称管通用要求》,“Tube”管主要用于胀接,“Pipe”管主要用于焊接。
常用“Tube”管和“Pipe”管的主要区别见下表:“Tube”管和“Pipe”管的区别从上表可以看出,“Tube”管外径偏差和性能试验要求均比“Pipe”管严格,这主要是因为“Tube”管需要适应胀接的要求。
因此,对于采用胀接结构的管子必须采用“Tube”管;对于采用焊接结构的管子一般选用“Pipe”管,也可选用“Tube”管。
c.特别提示①ASME标准常常将“有缝管”和“无缝管”列在一个标准中,因此,在选用ASME管时一定要注明是“无缝管”(炉管都是无缝管)。
②ASME标准一般分为正文和补充说明两部分。
在正文中有选择项,如不注明选择项,则由制造厂自由选择。
例如:在ASME标准中水压试验和无损检验(涡流(ET)、超探(UT)或射线(RT))是允许互相替代的,如不注明则由制造厂自行决定。
ASME规范简介

ASME规范鼎鼎大名,是目前世界上普遍遵循的规范之一。
可以毫不夸张地说,RCCM是其衍生产品,并对其进行了部分精简,有后来居上的感觉,但是美国人也很认真,不断地进行规范的升版,丝毫不敢懈怠,因为在这个全球化的时代,谁拥有了普适的标准的所有权,谁就有话语权,由此,便形成了生产力。
下面就ASME的结构和主要内容进行介绍,以方便学习工作中使用。
ASME简介1 概述••••••••••1.1 前言••••••••••1.2 ASME锅炉压力容器规范的构成及与核动力装置相关的内容••••••••••1.3 ASME-III 规范的性质••••••••••1.4 ASME核动力设备相关规范涉及范围••••••••••1.5 设备与部件分级••••••••••1.6 持证者遵守ASME规范的责任与义务和授权检验机构••••••••••1.7 ASME-III规范与设备规格书••••••••••1.8 RCC-M与ASME的同异2 第一册各分卷••••••••••2.1 概述••••••••••2.2 NX各分卷的结构及其与其它各卷的关系••••••••••••••••••••2.3 NX 各级设备的设计规定的特点••••••••••2.4 分析设计-- 一级设备与二、三级设备的根本差别之一•••••••• ••••••••••2.5 分析法设计的基本概念••••••••••2.6 NF设备支承结构3 材料••••••••••3.1 概述-材料相关的卷、册和章及其使用••••••••••3.2 材料的通则-- NX2000 材料章••••••••••3.3 不同级核材料要求的差异4 制造、安装、检验与试验••••••••••4.1 概述••••••••••4.2 焊接评定- IX 卷概要••••••••••4.3 无损检验方法- V 卷概要•••••••••• •5 动力管道••••••••••5.1 概述••••••••••5.2 管道支承件••••••••••5.3 管道的装配与安装6. 小结•••••••••• 概述( ASME-III NCA 分卷)••••••••••••••••••••1.0 前言••• 美国机械工程师学会(American Society of Mechanical Engineers 简称ASME)于1911•年成立了锅炉与压力容器委员会(BPVC)编制锅炉压力容器的建造安全规则(所谓建造是一个概括性的术语, 它包括设备在制造和安装中要求的材料、设计、制造、安装、检验、试验、检查和鉴定),规定了敁强制性的最低要求,以及维护和运行的建议。
ASME和ISO几何尺寸公差标准差异

ASME和ISO几何尺寸公差标准差异来源:测量俱乐部几何尺寸公差(GD&T,Geometric Dimensioning and Tolerancing)是一种用符号来表达零部件几何尺寸与公差的方法,是一种用来描述零件的尺寸、形状、方位和定位策略等特征的精确的数学语言,也是一种关于设计和标注零件的设计思路。
不同企业使用不同的GD&T标准。
GD&T设计贯穿零部件设计、制造、检测全过程,它不仅会直接影响零部件的设计和制造质量,同时也对产品的开发周期和成本有着重要影响。
为了满足零件设计制造质量和装配精度要求,保证零部件的互换性和制造经济性,使用GD&T语言表达设计要求拥有比传统正负公差表达具有测量原点鲜明、累积公差最小化、提高信息交流、改善产品设计、在满足装配要求的前提下放宽生产公差、降低制造成本等优点。
零件公差产生于十九世纪后期,初衷是为了保证零件的互换性,初期只有尺寸正负公差,给定公差一般都比较大。
随着产品性能要求的不断提高,产品公差逐步缩小,从而导致产品的可装配性逐渐成了问题,随后泰勒先生提出了装配功能要求的“泰勒原则",即ASME公差标准中的包容原则2,它有效地解决了零件的大小和形状的关系,从而保证了产品的可装配性。
直到二战期间,零件的制造逐渐分包给供应商,设计部门和制造部门越来越远,设计与制造部门之间的随时交流就不太可能,另外一方面产品公差越来越小,零件的可装配性和互换性问题越来越突出。
因此定义几何公差的几何语言标准应运而生。
随着这些标准的发展,演化及合并,到今天世界上的几何尺寸公差标准有两大标准:ASME Y14.5和ISO标准。
ASME Y14.5是美国国家标准,ISO是国际标准。
美国国标用一个标准来规定几何尺寸公差,即ASME Y14.5,该标准最新版本是ASME Y14.5-2018,而在ISO标准体系中几何尺寸公差分布在不同的标准委员会,几何尺寸公差标准是一个标准簇,包含的标准如表1所示。
ASME基础及应用常识简介
AS ME质量控制体系一、有关ASME规范1、ASME规范的组成:ASME是美国机械工程师学会的简称(American Society of Mechanical Engineers),美国机械工程师学会为了制定锅炉和压力容器典型建造规则于1911年成立了“锅炉及压力容器委员会”(BPVC)。
第一部ASME规范于1914年按照美国国家标准准则认可程序制定,讨论通过,并批准发布,到2002年共经历了23换版修订。
从1953年开始实行了每三年一次换版,每年出版一次增补,每半年发行一次条款解释。
BPVC还定期开会讨论和研究对规范的补充和修改意见的建议,为新材料的及时使用制定规范实例。
2、规范主要内容:《ASME锅炉及压力容器规范》制定了建造锅炉、压力容器和核部件的规则。
它包括对材料、设计、制造、检测、检验和打钢印的要求。
凡按照规范的所有有关规则建造的产品,应按照规范的有关卷册的规定,打上正式的规范标志钢印以便于识别。
ASME规范共有11卷,其中与我公司产品有关的有5卷:第Ⅰ卷动力锅炉建造规则第Ⅱ卷-A铁基材料标准、第Ⅱ卷-B有色金属材料标准、第Ⅱ卷-C焊条、焊丝及填充金属材料标准、第Ⅱ卷-D材料性能第Ⅲ卷核动力装臵设备第Ⅴ卷无损检验第Ⅷ卷-1 压力容器、第Ⅷ卷-2 压力容器建造的另一规则第Ⅸ卷焊接和钎焊评定二、ASME钢印的获取:任何组织未事先取得授权使用规范钢印的证书不能生产钢印标志产品。
ASME锅炉与压力容器规范标志钢印共21种。
那么如何获取ASME 标志钢印呢?1、授权证书申请:首先用ASME规定表格向ASME的锅炉与压力容器规范委员会提出申请,说明申请的钢印种类、从事的业务范围和地点。
2、与授权检验机构签定协议:作为取得和保持使用标志钢印的条件,制造厂或安装单位必须在所有ASME钢印的时间内与授权检验机构签定提供检验服务的有效合同或协议。
授权检验机构(AIA):在一个或多个以法律规定强制采纳ASME规范的行政管辖区从事锅炉或压力容器保险工作的保险公司,或提供检验服务的行政机构叫授权检验机构。
1.ASME标准简介系列一---概述(正式版)
二、ASME是什么?
ASME是什么
• ASME:美国机械工程师协会 American Society of Mechanical
• • • •
Engineers 美国机械工程师协会成立于1881年12月24日,目的在于统一当时的螺 纹标准。 目前ASME主要任务 1)从事发展机械工程及其有关领域的科学技术,鼓励基础研究。 2)促进学术交流,发展与其他工程学、协会的合作。 3)开展标准化活动,制定机械规范和标准。 今天的“ASME国际”是一个非营利的教育和技术的组织,服务于全世 界的12.5万个会员,管理世界上最大技术出版业务,出版19种技术期 刊,大量的图书、技术报告。ASME每年主持30多个技术协调会会议和 200个专业的发展报告,制定许多工业和制造业的标准。 现在ASME拥有工业和制造行业的600项标准和编码,这些标准在全球 90多个国家被采用。同时全球有65个国家的超过4500家公司已完成 ASME的认证认可。
目前常见国际标准化机构
• API: 美国石油学会 American Petroleum Institute • IEEE:美国电气电子工程师学会 Institute of Electrical and
111111Electronics Engineers • UL:美国保险商实验所 Underwriters Laboratories • NFPA:美国全国防火协会 National Fire Protection 111111Association • IPC:美国印刷电路学会 Institute of Printed Circuits
七、ASME的发展
ASME的发展
• 自成立以来,ASME领导了机械标准的发展,从最初的螺纹标准开始到现在已
GDT美标包容性原则

GDT美标包容性原则
在国际两大标准ASME和ISO中,包容原则和独立原则都是比较重要的存在。
在ASME中,尺寸要素的第一条规则就是包容原则,第二规则就是独立原则;在ISO中,尺寸要素默认是独立原则。
那么,包容原则和独立原则具体指什么,具体该如何使用,接下来会一一探讨。
包容原则:当尺寸要素只有一个尺寸公差时,该公差会同时约束尺寸要素的大小和形状。
尺寸要素不能超过MMC(最大实体状态)的完美边界,这个边界是有图纸定义的正确几何形状,当尺寸要素是MMC时,不允许有形状上的误差;当尺寸从MMC向LMC(最小实体状态)偏离时,该偏离量即为允许的形状误差的最大值。
具体来说,轴的尺寸只能在Φ19.8到Φ20之间,轴的尺寸为Φ20时,轴的圆柱度、表面母线直线度这些形状公差都必须为零;轴的尺寸为Φ19.8时,轴的圆柱度、表面母线直线度形状公差可以达到允许的最大值Φ0.2;轴的尺寸在Φ19.8到Φ20之间变动时,其允许的形状公差最大值也会随之变化。
同样的,孔的尺寸只能在Φ20到Φ20.1之间,孔的尺寸为Φ20.1时,孔的圆柱度、内表面母线直线度这些形状公差都必须为零;孔的尺寸为Φ20时,孔的圆柱度、表面母线直线度形状公差可以达到允许的最大值Φ0.1;孔的尺寸在Φ20到Φ20.1之间变动时,其允许的形状
公差最大值也会随之变化。
即在ASME标准下,轴的尺寸最大为Φ20,孔的尺寸最小为Φ20,图中的轴和孔只要尺寸合格,则一定能够装配。
当在ISO标准时,尺寸要素默认是独立原则,即尺寸公差和形状公差没有关系,即只要在每个截面,轴和孔的尺寸公差都满足图纸要求,即可判定轴和孔满足图纸要求。
复合位置度标注的理解
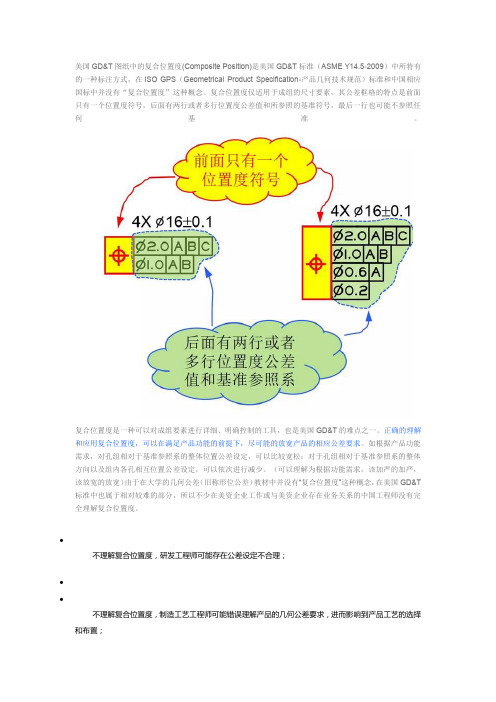
美国GD&T图纸中的复合位置度(Composite Position)是美国GD&T标准(ASME Y14.5-2009)中所特有的一种标注方式,在ISO GPS(Geometrical Product Specification-产品几何技术规范)标准和中国相应国标中并没有“复合位置度”这种概念。
复合位置度仅适用于成组的尺寸要素,其公差框格的特点是前面只有一个位置度符号,后面有两行或者多行位置度公差值和所参照的基准符号,最后一行也可能不参照任何基准。
复合位置度是一种可以对成组要素进行详细、明确控制的工具,也是美国GD&T的难点之一。
正确的理解和应用复合位置度,可以在满足产品功能的前提下,尽可能的放宽产品的相应公差要求。
如根据产品功能需求,对孔组相对于基准参照系的整体位置公差设定,可以比较宽松;对于孔组相对于基准参照系的整体方向以及组内各孔相互位置公差设定,可以依次进行减少。
(可以理解为根据功能需求,该加严的加严,该放宽的放宽)由于在大学的几何公差(旧称形位公差)教材中并没有“复合位置度”这种概念,在美国GD&T 标准中也属于相对较难的部分,所以不少在美资企业工作或与美资企业存在业务关系的中国工程师没有完全理解复合位置度。
•不理解复合位置度,研发工程师可能存在公差设定不合理;••不理解复合位置度,制造工艺工程师可能错误理解产品的几何公差要求,进而影响到产品工艺的选择和布置;••不理解复合位置度,测量工程师可能错误的择测量评价了方法,最终增加了漏判或误判的可能性;••不理解复合位置度,国内供应商在技术评审和报价过程中可能出现“低级”的失误。
•这一切都最终影响到产品质量、时间、成本!理解复合位置度的关键是理解“基准”和“公差带”之间的关系。
对于复合位置度的第一行,按照传统的位置度理解即可:基准既约束公差带的方向(旋转自由度),也约束公差带的位置(平移自由度)。
对于复合位置度公差框格,除了第一行之外的下面几行,基准仅约束公差带的方向(旋转自由度);基准对于公差带的位置(平移自由度)没有任何限制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME GD&T 形位公差基础培训
定义:特征和尺寸特征(有大小的特征)
• 特征:Feature是指零件的实体部分,比如表面,孔和槽等, 就是零件的外表, 任何表面。 • 7 个特征
ASME GD&T 形位公差基础培训
定义:特征和尺寸特征 (有大小的特征)
形位公差和坐标公差的比较
ASME GD&T 形位公差基础培训
对形位公差最大的误解
• 形位公差增加成本 对未知的恐惧 设计本身不合理,形位公差遭抱怨 • 事实是: 圆柱公差带增大允用公差 额外的公差 更清楚的信息交流 减少检测中的疑惑
ASME GD&T 形位公差基础培训
第二章 形位公差的符号和术语 (基础)
S=3.14 x0.7x0.7=1.57
ASME GD&T 形位公差基础培训
坐标公差的不足之处
尺寸公差
公差带固定
形位公差 1.4 M
30+-0.5
15+-0.5
MMC,最大材料,最小孔径,10mm, 公差1.4mm 10.1mm, 公差1.5mm 检具:8.6mm 销 10.2mm, 公差1.6mm
• 传统,不论孔大小,跟位置无关。 从功能看,要素材料变小,可以放宽位置要求,降低生产成本。
ASME GD&T 形位公差基础培训
坐标公差的不足之处
• • • • 检测指令模糊 不同的人,不同的检测方式 导致合格品被扔掉,不合格的混进来 用坐标法,要加备注说明
ASME GD&T 形位公差基础培训
坐标公差的优缺点
ASME GD&T 形位公差基础培训
实体状态
• 实体状态的应用: • 每种材料状态的使用是由于不同的功能原因. • 装配中通常要用MMC。最大实体要求应用于被测特征时,被测特征的 形位公差值是在该特征处于最大实体状态时给出的,当被测特征的实 际轮廓偏离其最大实体状态,即其实际尺寸偏离最大实体尺寸时,形 位公差值可超出在最大实体状态下给出的形位公差值,即此时的形位 公差值可以增大。同样可以满足装配要求。 • 为了保证最小距离要用LMC。最小实体要求应用于被测特征时,被测 特征的形位公差值是在该要素处于最小实体状态时给出的,当被测特 征的实际轮廓偏离其最小实体状态,即其实际尺寸偏离最小实体尺寸 时,形位公差值可超出在最小实体状态下给出的形位公差值,即此时 的形位公差值可以增大。同样可以保证最小距离。 • 对称度中要用独立RFS.尺寸公差与形状公差、位置公差相互无关,各 自满足要求 。 • 形位公差中应用MMC和LMC比RFS , 在降低成本上有显著优势。 • 以后会详细介绍。
• 对于外部尺寸特征,实际配合包络面/线,是能够包容特 征的相似的,完美的最小的近似物。 • 对于内部尺寸特征,实际配合包络面/线,使能够插入特 征的相似的,完美的最大的近似物。
ASME GD&T 形位公差基础培训
实体状态
• 关键的概念,在形位公差里,公差大小跟零件材料实 体多少有关。 • 形位公差可能应用到尺寸特征的最大尺寸,最小尺寸 和实际尺寸. • 材料实体状态这个概念只能应用到尺寸特征(有大小 的特征)上。 • 常见的三种材料实体状态:最大,最小,不考虑。
ASME GD&T 形位公差基础培训
实体状态
• 独立状态RFS,不考虑特征实体材料大小。 • 形位公差大小不随着特征尺寸大小变化,固定的公差,与 特征尺寸无关。 • 没有符号,默认状态。
ASME GD&T 形位公差基础培训
实体状态
• • • • 实体状态与尺寸标注 每一个尺寸特征都有最大和最小实体状态. 极限尺寸直接标出了尺寸特征的最大和最小材料状态. 加减尺寸标注法 , 需要根据尺寸计算出来.
• 内部尺寸特征的实际配合包络面/线,能够插入特征的相 似的,完美的最大的近似物,只跟特征表面的最高点接触, 来自实际零件。
相似外形可能是: 最小的完美圆柱体; 最短距离的两个完美的平 行面。
问题:不同零件的AME 相同吗?
ASME GD&T 形位公差基础培训
实际配合包络面/线
• 变量,来源于实际零件,每个零件尺寸不一样,没有两个 绝对相同的零件,只是在误差范围内相同。
ASME GD&T 形位公差基础培训
实体状态
• 最大实体状态(MMC):尺寸特征在规定公差范围内,包含最大 材料实体的状态。 • 对于外部尺寸特征(轴),是最大极限尺寸 • 对于内部尺寸特征(孔),是最小极限尺寸
ASME GD&T 形位公差基础培训
实体状态
• 最小实体状态(LMC):尺寸特征在规定极限允许时,包含 最小材料的状态。 • 对于外部尺寸特征(轴),是最小极限尺寸 • 对于内部尺寸特征(孔),是最大极限尺寸
ASME GD&T 形位公差基础培训
第一章 工程图纸和公差
1.什么是工程图纸 2.为什么形位公差比坐标公差好
什么是工程图纸?
• • • • • • • • 工程图纸 准确描述零件的文件,利用图形,文字,数字和符号。 包括: 1.几何特征(形状,大小,形式) 2.关键的功能关系 3.正常运行所允许的公差 4.材料,热处理和表面喷涂 5.零件归档信息( 零件号,修改次数),身份证。
ASME GD&T 形位公差基础培训
定义:内部和外部尺寸特征
• 外部,外表面,34/36, • 内部,内表面
ASME GD&T 形位公差基础培训
定义:尺寸特征的尺寸
• 尺寸特征的尺寸:与尺寸特征有关的尺寸,4个。 • 非尺寸特征的尺寸:与尺寸特征无关的尺寸,3个。 • 重要概念,一些规则会自动应用,如果图纸标有尺寸特征 的尺寸。
坐标公差的不足之处
• 方形公差带 • 方形不合理 • 圆柱形更合理
ASME GD&T 形位公差基础培训
坐标公差的不足之处
• 方形公差带 • 方形不合理,满足使用要求的零件被丢弃, • 圆柱形更合理,增加57%.
1 1 S=1x1=1
被丢弃的合格品(满足使用要求)
1.4 1.57-1=0.57=57%
公差的种类
• 极限公差,上大下小,前小后大。 • 加减公差,先给出理论尺寸。
ASME GD&T 形位公差基础培训
公差的种类
• 等量双向公差 • 单向公差(注意12为整数) • 不等边双向公差
ASME GD&T 形位公差基础培训
公制尺寸的定义
• • • • 除非特别定义,不然单位都是毫米。 当公制尺寸是整数时,小数点及零要省略; 当公制尺寸比1小时,小数点前面要加零; 当公制尺寸不是整数时,小数点后面加零。
• 坐标法很快消减,但不会消失
பைடு நூலகம்
ASME GD&T 形位公差基础培训
形状和位置公差
• 定义:是在工程图纸上准确描述零件的国际语言。用符号 来描述零件的尺寸,形状,方向和位置。 • 理念:Functional dimensioning 功能化确定尺寸。 郑人买履,试之以足。
ASME GD&T 形位公差基础培训
ASME GD&T 形位公差基础培训
定义:实际局部尺寸和实际配合包络面/线
• 实际局部尺寸:特征任意横截面的任何单个距离的值。 • 横截面,两点,可用游标卡尺和测微计,不只一个值。
ASME GD&T 形位公差基础培训
定义:实际局部尺寸和实际配合包络面/线
• 实际配合包络面/线的值AME:外部和内部
半径和控制半径
• • • • 半径,R. 公差带由两条弧线组成,最大和最小之间, 零件表面需要落在两条弧线间 允许有平面和打折
ASME GD&T 形位公差基础培训
半径和控制半径
• • • • • 受控半径,CR. 不允许有平面和打折 公差带由两条弧线组成,最大和最小之间, 零件表面需要落在两条弧线间 必须是平滑弧线,没有平面和打折 这是更严格的要求,特殊应用,应力集中。
• ANSI (American National Standard Institute ) ANSI Y14.5M-1982
ASME GD&T 形位公差基础培训
尺寸标注基本规则
• 1 每个尺寸都要求有公差,除非参考尺寸,最大最小尺寸和型材; • 2 完整的尺寸和公差才能定义一个零件要素; • 3 尺寸是为了满足功能和装配关系的需要,而且只能有一种解释; • 4 图纸定义的零件不需要指定加工方法; • 5 成直角的中心线,如果没有标注,认为是90度; • 6 矩阵的中心线或表面被认为是90度基本尺寸; • 7 除非特别说明,所有尺寸都适用于温度20度; • 8 所有尺寸和公差都在零件自由状态,非刚性零件除外; • 9 除非特别说明,所有的公差都应用在要素的全长,宽,高; • 10 所有的尺寸和公差都应用在当前更改版本。
ASME GD&T 形位公差基础培训
形位公差和坐标公差的比较 (快,慢)
• A,圆柱公差带,变大了; • B,规定最大材料,公差带可变大; • C,D,E,基准系统,检测确定;
ASME GD&T 形位公差基础培训
形位公差和坐标公差的比较 (快,慢)
• 用坐标法标注同样的内容要进行大量的文字说明
ASME GD&T 形位公差基础培训
ASME GD&T 形位公差基础培训
修正符号
• • • • • • • • 8 个符号 MMC, LMC P, 投影公差带,改变了公差带位置,在零件的上部。 T,相切面,只有与公差表面相切的平面需要在公差带内。 φ,圆柱公差带 R,半径 CR,受控半径 ( ),参考值
ASME GD&T 形位公差基础培训
• 我们公司P3, P5。