车间变化点管理基准表
合集下载
变化点管理行动基准
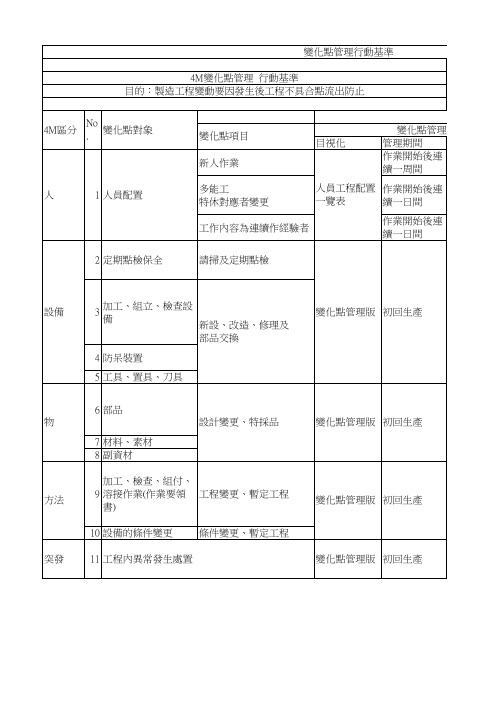
變化點管理行動基準 4M變化點管理 行動基準 目的:製造工程變動要因發生後工程不具合點流出防止
4M區分 No. 變化點對象
變化點項目 新人作業
目視化
管理方法 變化點管理的目視化及履 管理期間 作業開始後連 續一周間
人
1 人員配置
多能工 特休對應者變更 工作內容為連續作經驗者
人員工程配置 作業開始後連 一覽表 續一日間 作業開始後連 續一日間
變化點管理版 初回生產
突發
11 工程內異常發生處置
變化點管理版 初回生產
承認
確認
作成
管理方法 變化點管理的目視化及履歷 確認事項 誰 組長 主任 作業要領 書,作業首 組長 順,品質確 主任 認 組長 主任 設備點檢項 目 保養項目 標準類改訂 組長 條件核對記 主任 錄 重點確認注 意要領作成 品質確認 組長 標準類改訂 主任 品質確認 生計品 流出防止對 質 策有無 擔當者 標準類改訂 條件核對記 錄 品質確認 流出防止對 策有無 依據品質確 認要領書 品質確認 組長 主任 生計品 質 擔當者 組長 主任
頻度 2回/D*5日
記錄
變化點 1回/D*1日 管理記錄表 (人員變動) 2回/D*1日 每日生產 設備點檢 前、每日 保養記錄表 保養後
變化點 初回生產 管理記錄表 時 (設備故 1回 障,變更)
初回生產 變化點 時 管理記錄表 1回 (設計變更)
變化點 初回生產 管理記錄表 時 (工程變更 1回 、手動變 更) 覆歸時1回 變化點 1回 管理記錄表
2 定期點檢保全
請掃及定期點檢
設備
3 加工、組立、檢工具、置具、刀具 6 部品
變化點管理版 初回生產
物 7 材料、素材 8 副資材
4M區分 No. 變化點對象
變化點項目 新人作業
目視化
管理方法 變化點管理的目視化及履 管理期間 作業開始後連 續一周間
人
1 人員配置
多能工 特休對應者變更 工作內容為連續作經驗者
人員工程配置 作業開始後連 一覽表 續一日間 作業開始後連 續一日間
變化點管理版 初回生產
突發
11 工程內異常發生處置
變化點管理版 初回生產
承認
確認
作成
管理方法 變化點管理的目視化及履歷 確認事項 誰 組長 主任 作業要領 書,作業首 組長 順,品質確 主任 認 組長 主任 設備點檢項 目 保養項目 標準類改訂 組長 條件核對記 主任 錄 重點確認注 意要領作成 品質確認 組長 標準類改訂 主任 品質確認 生計品 流出防止對 質 策有無 擔當者 標準類改訂 條件核對記 錄 品質確認 流出防止對 策有無 依據品質確 認要領書 品質確認 組長 主任 生計品 質 擔當者 組長 主任
頻度 2回/D*5日
記錄
變化點 1回/D*1日 管理記錄表 (人員變動) 2回/D*1日 每日生產 設備點檢 前、每日 保養記錄表 保養後
變化點 初回生產 管理記錄表 時 (設備故 1回 障,變更)
初回生產 變化點 時 管理記錄表 1回 (設計變更)
變化點 初回生產 管理記錄表 時 (工程變更 1回 、手動變 更) 覆歸時1回 變化點 1回 管理記錄表
2 定期點檢保全
請掃及定期點檢
設備
3 加工、組立、檢工具、置具、刀具 6 部品
變化點管理版 初回生產
物 7 材料、素材 8 副資材
变化点管理的基本规定表

①
正常操作当中的变化点
1.开始工作时(放假结束后开始上班,要注意)
2.换机种时
◆按照操作标准书或检查表,进行开始工作时的检点·换机种检点。
型号·零件名对照(进行型号、零件名的全数检查)。
◆为了防止混入,开始流动的产品首先检查生产批号,或是从设备上清理上次流动的产品。
3.白班→夜班→白班的交接班
注意传达正确的信息(如果是象型号、内容变更等不能允许错误的事情,写下来联络)。
不要着慌,也不要让人着慌。
时间急迫也不能着慌,换机种时也一样。
没有得到许可,不能进行援助操作。
不能打扰别人
②
有计划的5M变更变化点
(必须变更管理)
1.新机种流动、部件·产品的设计变更
2.设备·治具·模具的改造、维修、大修
3.新人(新职工、工作岗位变更者)
4.标准变更或生产·操作的方式·顺序的变更
5.配置计划变更、生产场所变更
你的周围有很多变化,这些变化有时候会引起你的错误。
进行变更,就有变化,有的变化会引起想不到的结果。
要想不发生问题,先要知道变化的开头(变化点),处置的习惯要「防患于未然」。
管理你周围的变化点以防止生问题的办法,那就是变化点管理规定。
变化点管理的基本规定表xxxxxxxx有限公司
变化点的区分
变化点
变化点的管理基本规定
生产·外协厂的5M变更
变更工序的规定
确定监视变化的人
确认结果
生产批号要区分
让有关的人都清楚变更内容
由于变更不一样,有的需要标识·检测报告书。
特别的体制,按照指示内容操作。
不明确的必须确认。
③
异常状态的变化点
1. 特异不良(危险性高、不明白处置方法)
正常操作当中的变化点
1.开始工作时(放假结束后开始上班,要注意)
2.换机种时
◆按照操作标准书或检查表,进行开始工作时的检点·换机种检点。
型号·零件名对照(进行型号、零件名的全数检查)。
◆为了防止混入,开始流动的产品首先检查生产批号,或是从设备上清理上次流动的产品。
3.白班→夜班→白班的交接班
注意传达正确的信息(如果是象型号、内容变更等不能允许错误的事情,写下来联络)。
不要着慌,也不要让人着慌。
时间急迫也不能着慌,换机种时也一样。
没有得到许可,不能进行援助操作。
不能打扰别人
②
有计划的5M变更变化点
(必须变更管理)
1.新机种流动、部件·产品的设计变更
2.设备·治具·模具的改造、维修、大修
3.新人(新职工、工作岗位变更者)
4.标准变更或生产·操作的方式·顺序的变更
5.配置计划变更、生产场所变更
你的周围有很多变化,这些变化有时候会引起你的错误。
进行变更,就有变化,有的变化会引起想不到的结果。
要想不发生问题,先要知道变化的开头(变化点),处置的习惯要「防患于未然」。
管理你周围的变化点以防止生问题的办法,那就是变化点管理规定。
变化点管理的基本规定表xxxxxxxx有限公司
变化点的区分
变化点
变化点的管理基本规定
生产·外协厂的5M变更
变更工序的规定
确定监视变化的人
确认结果
生产批号要区分
让有关的人都清楚变更内容
由于变更不一样,有的需要标识·检测报告书。
特别的体制,按照指示内容操作。
不明确的必须确认。
③
异常状态的变化点
1. 特异不良(危险性高、不明白处置方法)
变化点管理统计表13-A-0
验证合格后同步对“变 化点管理统计表”进行
修订
终检异常
测量系统异 常
通知质量测 量负责人
产品处理流程图
发现异常变化点
立即对已生产/涉及相关 零部件进行隔离、标识
相关部门组织评审(与异 常人流同步)
返工
判
OK 入库
报废 NG
让步接收 改做她用
1
0 9 F 0 9 T . . 0 0 Q 0 0
9
8
.
0
0
9 9
6 7
. .
0 0
0 0
% % % % %
1
月
2
月
3
月
4
月
电 风 机 FTQ 值 一 览 表
5
月
6
月
7
月
8
月
9
月
1
0
月
1
1
月
1
2
月
上 目 今年 标 年度 值 度
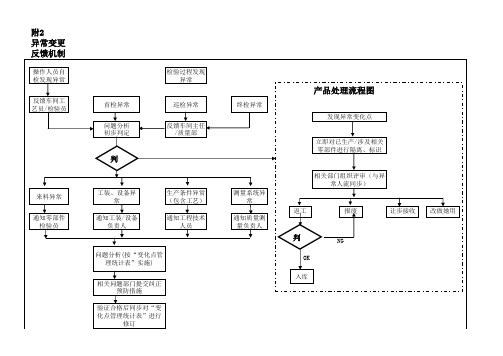
附2 异常变更 反馈机制
操作人员自 检发现异常 反馈车间工 艺员/检验员
来料异常 通知零部件
检验员
首检异常
问题分析 初步判定
判
检验过程发现 异常
巡检异常
反馈车间主任 /质量部
工装、设备异 常
通知工装/设备 负责人
生产条件异常 (包含工艺)
通知工程技术 人员
问题分析(按“变化点管 理统计表”实施)
相关问题部门提交纠正 预防措施
修订
终检异常
测量系统异 常
通知质量测 量负责人
产品处理流程图
发现异常变化点
立即对已生产/涉及相关 零部件进行隔离、标识
相关部门组织评审(与异 常人流同步)
返工
判
OK 入库
报废 NG
让步接收 改做她用
1
0 9 F 0 9 T . . 0 0 Q 0 0
9
8
.
0
0
9 9
6 7
. .
0 0
0 0
% % % % %
1
月
2
月
3
月
4
月
电 风 机 FTQ 值 一 览 表
5
月
6
月
7
月
8
月
9
月
1
0
月
1
1
月
1
2
月
上 目 今年 标 年度 值 度
附2 异常变更 反馈机制
操作人员自 检发现异常 反馈车间工 艺员/检验员
来料异常 通知零部件
检验员
首检异常
问题分析 初步判定
判
检验过程发现 异常
巡检异常
反馈车间主任 /质量部
工装、设备异 常
通知工装/设备 负责人
生产条件异常 (包含工艺)
通知工程技术 人员
问题分析(按“变化点管 理统计表”实施)
相关问题部门提交纠正 预防措施
4M变化点管理表纸
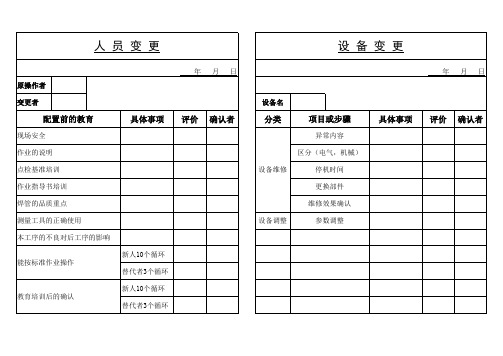
异常内容
区分(电气,机械)
设备维修
停机时间
更换部件
维修效果确认
设备调整
参数调整
具体事项
评价 确认者
品质,作业确认 组长
10个循环 班长
车间主任
组长
班长
车间主任
人员变更
原操作者 变更者
配置前的教育
现场安全 作业的说明 点检基准培训 作业指导书培训 焊管的品质重点 测量工具的正确使用 本工序的不良对后工序的影响
能按标准作业操作
教育培训后的确认
具体事项
新人10个循环 替代者3个循环 新人10个循环 替代者3个循环
年月日
评价 确认者
设备变更
ቤተ መጻሕፍቲ ባይዱ
年月日
设备名
分类
项目或步骤
5M-变化点管理规定及表单
〈制造部〉
记录
《5M变化点管理表》
5M变化点管理表
发行日
年 月 日
发行者序名称
发行目的、理由
人
物
设备
方法
WHEN
WHAT
HOW
作业员确认点
变化点指示内容(检查) 月 日担当( )
变化点确认结果(检查)
质量部 :
检查结果确认(发行部门) 月 日
不良内容处置(发行部门) 月 日
发行部门
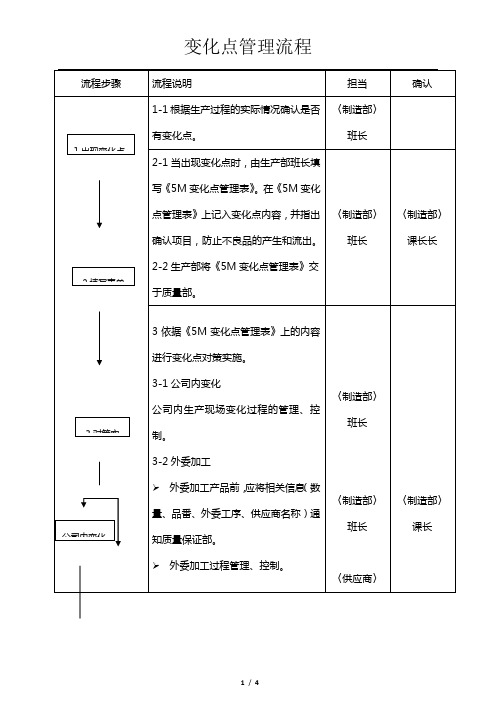
流程步骤
流程说明
担当
确认
OK
NG
NG
OK
1-1根据生产过程的实际情况确认是否有变化点。
〈制造部〉
班长
2-1当出现变化点时,由生产部班长填写《5M变化点管理表》。在《5M变化点管理表》上记入变化点内容,并指出确认项目,防止不良品的产生和流出。
2-2生产部将《5M变化点管理表》交于质量部。
〈制造部〉
班长
制作
确认
处置事项确认(检查)月 日担当( )
质量部:
〈制造部〉
课长长
3依据《5M变化点管理表》上的内容进行变化点对策实施。
3-1公司内变化
公司内生产现场变化过程的管理、控制。
3-2外委加工
外委加工产品前,应将相关信息(数
量、品番、外委工序、供应商名称)通知质量保证部。
外委加工过程管理、控制。
〈制造部〉
班长
〈制造部〉
班长
〈供应商〉
〈制造部〉
课长
4-1公司内生产现场变化点产品品质确认。
4-2外委加工产品品质确认。
4-3变化点管理表结果连络、确认
〈品质部〉
检查员
〈品质部〉
课长
记录
《5M变化点管理表》
5M变化点管理表
发行日
年 月 日
发行者序名称
发行目的、理由
人
物
设备
方法
WHEN
WHAT
HOW
作业员确认点
变化点指示内容(检查) 月 日担当( )
变化点确认结果(检查)
质量部 :
检查结果确认(发行部门) 月 日
不良内容处置(发行部门) 月 日
发行部门
流程步骤
流程说明
担当
确认
OK
NG
NG
OK
1-1根据生产过程的实际情况确认是否有变化点。
〈制造部〉
班长
2-1当出现变化点时,由生产部班长填写《5M变化点管理表》。在《5M变化点管理表》上记入变化点内容,并指出确认项目,防止不良品的产生和流出。
2-2生产部将《5M变化点管理表》交于质量部。
〈制造部〉
班长
制作
确认
处置事项确认(检查)月 日担当( )
质量部:
〈制造部〉
课长长
3依据《5M变化点管理表》上的内容进行变化点对策实施。
3-1公司内变化
公司内生产现场变化过程的管理、控制。
3-2外委加工
外委加工产品前,应将相关信息(数
量、品番、外委工序、供应商名称)通知质量保证部。
外委加工过程管理、控制。
〈制造部〉
班长
〈制造部〉
班长
〈供应商〉
〈制造部〉
课长
4-1公司内生产现场变化点产品品质确认。
4-2外委加工产品品质确认。
4-3变化点管理表结果连络、确认
〈品质部〉
检查员
〈品质部〉
课长
4M变化点管理表

领料
上模
工序 冲压 包装
入库
检验
备注 正常检验 加严确认(2H一次 调整为30′一次, 可以不记录)
正常检验
加严确认(2H一次 调整为30′一次, 可以不记录)
正常检验 加严确认(2H一次 调整为30′一次, 可以不记录)
正常检验
加严确认(2H一次 调整为30′一次, 可以不记录)
正常检验 加严确认(2H一次 调整为30′一次, 可以不记录)
部门: 机台方法
环境 说明:
温州丰迪接插件有限公司
4M变化点管理表
变化点
正常
新人
临时工
替代作业
正常
新设备
新工装
新工具
设备保养 工装维修 保养 正常材料
新材料
替代材料
异常材料 原有作业 方新法作业指 示 两日生产
初期管理
GP-12
返修返工 环境不变 化 车间转移 水电气变 化 管理变化
备注: 1):在变 化点相应 栏内打√
2):车间 主任点 检,QC确 认,生产 经理核准
核准:
保存部 门:生产 部
保存期 限: 3 年
确认: 编号:
生产线变化点管理基准
9
首次更换设备生产
10 机 使用新制模具
11
模具修理后生产(模腔内主要配件维修 或更新)
12
模具改动后生产(与旧品已有区别)
13
检具校正、修理后
14
新检具使用
15
夹具、工装维修调整后生产
16
使用新夹具、工装生产
17
材料种类、材质、型号变更
18
材料供应商变更
19 料 材料特性、密度、色泽变更
20
生产品使用的副资材(包括拉伸油、防 锈油型号等)变更
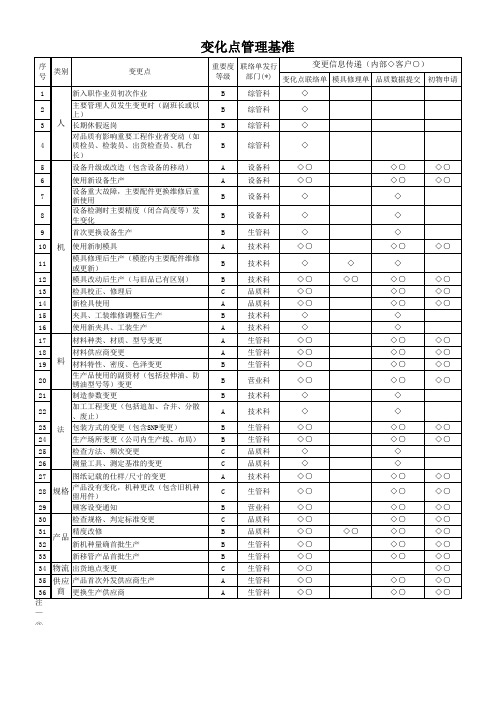
变化点管理基准序号类别变更点变更信息传递内部客户变化点联络单模具修理单品质数据提交初物申请10使用新制模具11模具修理后生产模腔内主要配件维修或更新12模具改动后生产与旧品已有区别13检具校正修理后14新检具使用15夹具工装维修调整后生产16使用新夹具工装生产18材料供应商变更19材料特性密度色泽变更22加工工程变更包括追加合并分散废止24生产场所变更公司内生产线布局25检查方法频次变更26测量工具测定基准的变更27规格28产品没有变化机种更改包含旧机种留用件29顾客设变通知30产品检查规格判定标准变更31精度改修32新机种量确首批生产33新移管产品首批生产34物流出货地点变更35产品首次外发供应商生产36更换生产供应商对品质有影响重要工程作业者变动如质检员检装员出货检查员机台长生产品使用的副资材包括拉伸油防锈油型号等变更包装方式的变更包含snp变更图纸记载的仕样尺寸的变更供应注如客户联络的变更信息接收部门不是上表指定的联络单发行部门由信息接收部门负责变化点联络单的发出a
变化点管理基准
序 号
类别
变更点
1
新入职作业员初次作业
2
主要管理人员发生变更时(副班长或以 上)
变化点管理

备注
设备验收记录、设备点检和维 生产技术员 护保养记录 生产点检表 生产点检表 来料检查记录表 来料检查记录表 检查记录表 来料检查记录表 来料检查记录表 修理品记录表、生产日报 工程不良一览表 生产点检表、检查记录表 作业员 作业员 品管人员 品管人员 品质人员 品管人员 品管人员 作业员 主管 作业员/ 品质人员 作业员/ 品质人员 品管人员 作业员
确认标准
教育培训控制程序书、作业指导书 作业指导书 作业指导书 设备操作说明书、生产设施管理作业指导书 作业指导书 作业指导书 标识与追溯性管制作业指导书 变更管理作业指导书 不合格品控制程序书、检查要领书 原材料采购程序书、供应商选择与评价控制程序书 辅材采购控制程序书、供应商选择与评价控制程序书 工程不良修理作业指导书 特采、不合格品控制程序书、检查要领书 管理工程图
卓蓝变化点管理表
确认方法(确认什么内容、如何确认) 变化内容 变化点(如何变化了) 确认内容
1.1到其它工序岗位帮忙(技能矩阵不具备能力) 确认是否遵守岗位要求、标准要求,实际作业结果。 1、人员 1.2新进作业人员 1.3测量人员调动 3.1新购设备 2、设备 3.2设备故障后改造维修 3.3闲置设备,模具,工装等的重新使用 2.1状态标识变化 2.2设计材质变更 2.3不良对策后变化 3、材料产品 2.4原材料变化 2.5辅材变化 2.6修理后产品变化 2.7特采、不合格产品变化 5.1加工流程变化 4、方法 5.2作业方法、工程变更变化 4.1检测仪器发生变化 4.2检测仪器超过校正有效期 5、测量 4.3检测频次发生变化 4.4检测仪器故障维修 6、环境 对后续的产品进行检查、跟踪确认 检测仪器修理后对产品尺寸检测的比较 作业指导书 相关仪器操作说明书、作业指导书 参数检查确认 生产点检表 维修记录表、产品检查记录 温湿度点检表、设备日常点检 表 作业员 作业员 作业员 每次 每次 每次 主管或班组长 主管或班组长 主管或班组长 确认作业方法变化对质量的影响 确认检测仪器的操作方法 对使用校正过期的检测仪器及该仪器检测过期后检测过的产品,重新检查确认 作业指导书 检测仪器控制程序书 检测仪器控制程序书 生产点检表、检查记录表 校正记录、操作培训记录 校正记录、追溯记录 对作业状况跟踪,抽检工作记录,确认记录内容、数量、批号。 对工作进行监督、跟踪,不定期实施抽检其检测记录。 新设备的加工条件、设备维护保养要求 对故障前后的产品质量进行确认 设备能力、设备维护保养情况 确认标识内容 首次送样或交货,在标签上有无标识 确认记录的批次、切换时间和对策后的改善内容 厂商、名称、型号、批号、外观、尺寸、来料标签、检查记录、质量 厂商、名称、型号、批号、外观、尺寸、来料标签、检查记录、质量 实物上标识,记录修理内容、数量、人、批次等 《特采、不合格品控制程序书》规定的内容 确认流程变化的质量
5M变化点管理表

生产点检表、检查记录表
作业员/ 品质人员
每次
生产点检表、检查记录表
作业员/ 品质人员
每次
主任或系长 主任或系长 主任或系长
6.1温度偏高
6.2湿度太大 6、环境
6.3电压不稳定
6.4气压不稳定
确认:
5M变化点管理表
对物料放置场所的温度进行检查确认
温湿度计
温湿度点检表
对物料放置场所的湿度进行检查确认
善内容
查要领书
检查记录表
名称、型号、批号、外观、尺寸、来料标 签、检查记录
原材料采购程序书
来料检查记录表
2.5辅材变化
名称、型号、批号、外观、尺寸、来料标 签、检查记录
辅材采购控制程序书
2.6原材料供应商变化 检查交付物料的质量
供应商选择与评价控制程 序书
来料检查记录表
品质人员 每次
主任或系长
品管人员 每次
5M变化点管理表
变化内容 变化点(如何变化了)
确认内容
确认方法(确认什么内容、如何确认)
确认标准
记录
担当 确认频率
确认
1.1作业员工作交接
根据作业岗位、作业指导书等要求,确认 岗位要求及岗位职责说明
是否充分的理解,并能实施作业。
书、作业指导书
生产点检表
作业员
每次
主任
1.2到其它岗位帮忙 1、人员
1.3新进作业人员
生产点检表
主任
每次 生产品质人员
2.1状态标识变化
确认标识内容
标识与追溯性管制作业指 导书
来料检查记录表
品管人员 每次
主任或系长
2.2设计材质变更
首次送样或交货,在标签上有无标识
变化点(4M变更)管理管控表

计 人 划 物流
性
确认各生产区域《变化点管理看板》中对变化点是否有记录
替岗/轮岗/休假1个 知道本工序产品质量管控要求和岗位上各种技术操作要点及控制要求 月后上岗 班长需加大过程巡检的频次,在线连续跟踪5个工作过程循环质量状 况,并抽检一个产品做全外观确认
确认各生产区域《变化点管理看板》中对变化点是否有记录
了解公司《不合格品处理流程》要求
计 人 划 物流
性
新员工
知道本工序产品质量管控要求
佩戴“新员工”袖标
经过相关安全、操作、技能培训 了解现场各种记录(参数记录表、设备设施点检记录表等)填写方法及要 求 检查是否接受过《产品常见缺陷识别》相关质量培训
生产 √ √ √ √ √ √ √ √ √ √ √ √
班长 质量
√
确认员工能正确操作设备
√
设备变更 (新设备)
确认变更后的设备设备能力是否稳定,相关CMK值是否达到要求CMK≥ 1.33,若CMK值达不到要求,需对使用变更后设备生产的零件进行隔 离,并按照不合格品处理流程进行处理
确认生产过程中使用参数实际值是否与设定值一致,并由工程师对参数
√
进行确认
新设备生产时,检验人员每班次需对首件产品做确认
生产 生产 生产 生产 生产 生产 生产 生产 生产 生产
培训管理 员工岗位业务技能资格认证管理规定 培训管理 员工岗位业务技能资格认证管理规定
不合格品控制
培训管理 员工岗位业务技能资格认证管理规定
员工岗位业务技能资格认证管理规定
培训管理 员工岗位业务技能资格认证管理规定 培训管理 员工岗位业务技能资格认证管理规定 培训管理 员工岗位业务技能资格认证管理规定
生产现场4M变更的管理 培训管理 员工岗位业务技能资格认证管理规定
变化点管理看板

表单编号:WY-QR-381 版次:N
生产车 间: 班组:
变化点分类
日模期人Fra bibliotek具 设
材 方环产 料 法境量
备
变化点管理看板
责任人:
变化点内容
风险等级
监控措施(临时和长期)
跟踪验证期限
团队验证确认(工程,生产,质量,设备等)
备注:
A级
B级
C级
D级
1.过程发生变化时在相应变化点分类用“ ○”表示。 2.针对变更可能产生的风险,制定具体的确认方法及数量。 3.进行验证确认时需要有数据和证据。 4.如变更可能产生的风险影响到特殊特性,生产、质量主管共同确认,必要时研发等主管参与验证。风险等 级:A级/(人)作业人有变化,新人入岗,新员工入职时,(设备)新设备使用时,(料)尺寸严重不符,(法)相关文件不能实际指导,(环)工作场所脏乱差,目视化完全无实施:B级/(人)调岗人员,支援人员,(设备)设备长期停用后再使用,(料)返工返修 拆装件,(法)生产检验方法有变更,(环)工作中无5S:C级(人)长假后回岗员工,(设备)设备,夹具,模具修理后,(料)原料变更(供应),(法)返工返修无指导书:D级/(人)人员状态,设备正常工作且不存在安全,质量隐患的
生产车 间: 班组:
变化点分类
日模期人Fra bibliotek具 设
材 方环产 料 法境量
备
变化点管理看板
责任人:
变化点内容
风险等级
监控措施(临时和长期)
跟踪验证期限
团队验证确认(工程,生产,质量,设备等)
备注:
A级
B级
C级
D级
1.过程发生变化时在相应变化点分类用“ ○”表示。 2.针对变更可能产生的风险,制定具体的确认方法及数量。 3.进行验证确认时需要有数据和证据。 4.如变更可能产生的风险影响到特殊特性,生产、质量主管共同确认,必要时研发等主管参与验证。风险等 级:A级/(人)作业人有变化,新人入岗,新员工入职时,(设备)新设备使用时,(料)尺寸严重不符,(法)相关文件不能实际指导,(环)工作场所脏乱差,目视化完全无实施:B级/(人)调岗人员,支援人员,(设备)设备长期停用后再使用,(料)返工返修 拆装件,(法)生产检验方法有变更,(环)工作中无5S:C级(人)长假后回岗员工,(设备)设备,夹具,模具修理后,(料)原料变更(供应),(法)返工返修无指导书:D级/(人)人员状态,设备正常工作且不存在安全,质量隐患的
变化点管理基准(全套表)

记录表
1 2 3 4 5 6 7
新人/不熟练者上岗 转(调)岗作业 顶岗(缺勤/年休/突发状况顶岗) 支援作业 短期请假后上岗(N≤5天) 长假(包括长期请假后上岗N>5 天)后上岗 其他(岗位人员配置变更等) 品质相关的管理者变更 设备、模具、夹具、检具等的故障 维修 设备、模具、夹具、检具等的定期 保养 品质问题对应的模具修理等 设备、模具、夹具、检具等的新设/ 改造/移动 材料/副资材变更
法
16 17 18 Байду номын сангаас9
环 20
★请对照《变化点管理基准》和《变化点记录表》进行填写
人
8
9 机 10 11 12 物
部品外观/尺寸/性能异常(毛刺/ 13 尺寸偏上下限、波动明显/作动卡滞 等)(同一不良3件以上) 14 15 作业/检查方法的变更 工艺参数的调整(规格内调整) 工艺参数的调整(规格外调整) 工序流程变更 返修作业(同一不良3件以上) 基础设施改造施工等 自然灾害、恶劣天气
附件3 供应商: 放假时间:
品质责任人
项目责任人
变化点确认汇总表
处置方法 是否有 变化点 具体内容 (时间、内容)
分类 NO.
变化点项目
对象品番 事前准备/突发对应 (制造部门) 变化点确认 (制造部门) 制品品质确认 (品质部门)
管理者最终确认 制品NG时的追溯 (制造部门和品质 与GTMC联络 和隔离 部门)
4M变化点管理表 (1)

4M变化点
日期
4M变更 严重度
人员 设备 物料 方法质量确认
异常处置记录
追踪检查
异常内容
处置方法 结果数量 确认者
处理后检查
处理后检查
班组长
质量部确认
人员:
设备:
①新员工上岗
①新投入设备
②老员工顶岗
②新投入刀、量、夹具
③离岗7天以上返岗 ③设备维修
物料: ①新材料或原材料变更 ②生产线换产 ③物料状态偏离
④员工转岗
④刀、量、夹具修复
方法:
严重度说明:Y代表一般,S代表严重(马上上报)
①新工艺或作业方法
填表说明:
②方法、工艺或作业指导书变更 ①本表由发生变更的生产线班组长负责填写,并负责变更前事项确认和变更后品质确认。
③场地、布局变更
②由质量部巡检员或专员负责变更后产品的次确认。
④质量整改措施实施
③发生工程内异常时,由班组长通报工段长协同PE、工艺技术员、质量员确定措施,并填写追 踪措施及确认结果。
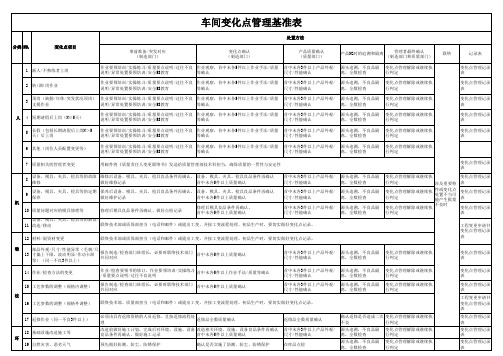
车间变化点管理基准表
部品外观/尺寸/性能异常(毛刺/尺 报告制造/检查部门班组长,必要时联络技术部门 13 寸偏上下限、波动明显/作动卡滞 首中末各5件以上质量确认 共同对应 等)(同一不良3件以上) 14 作业/检查方法的变更 15 工艺参数的调整(规格内调整) 作业/检查要领书的修订、作业要领培训/实操练习 首中末各5件以上作业手法/质量等确认 /质量要点说明/过往不良说明 报告制造/检查部门班组长,必要时联络技术部门 首中末各5件以上质量确认 共同对应
变化点管理记录 表 变化点管理记录 表 变化点管理记录 表 工程变更申请书 变化点管理记录 表
法 16 工艺参数的调整(规格外调整) 联络技术部、质量部担当(电话和邮件)或提出工变,并按工变流程处理。初品生产时,要切实做好变化点记录。 必须由具有返修资格的人员返修,且按返修流程处 返修品全数质量确认 理 改造前做好施工计划,完成后对环境、设施、设备 改造相关环境、设施、设备良品条件再确认 良品条件再确认、做好施工记录 首中末各5件以上质量确认 预先做好防潮、防尘、防锈保护 确认是否实施了防潮、防尘、防锈保护 确认返修是否造成二次 变化点管理解除或继续执 不良 行判定 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定
设备、模具、夹具、检具等的新设/ 联络技术部或质保部担当(电话和邮件)或提出工变,并按工变流程处理。初品生产时,要切实做好变化点记录。 11 改造/移动 12 材料/副资材变更 物 联络技术部或质保部担当(电话和邮件)或提出工变,并按工变流程处理。初品生产时,要切实做好变化点记录。 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定
4M变化点管理确认表
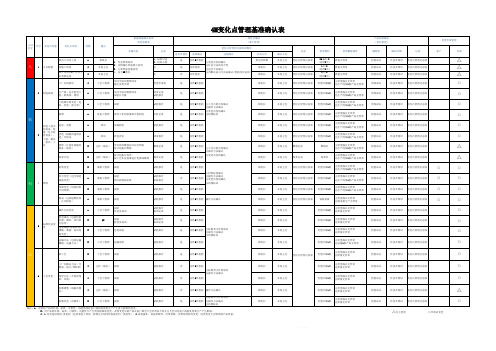
质量无异常 质量无异常 质量无异常
变更时第1批
①变更确认无异常 ②生产的第1批产品无异常
车间主任
变化点管理记录表
变更时第1批
①变更确认无异常 ②生产的第1批产品无异常
车间主任
变化点管理记录表
变更时第1批
①变更确认无异常 ②生产的第1批产品无异常
车间主任
变化点管理记录表
变更时第1批
①变更确认无异常 ②生产的第1批产品无异常
班组长 班组长
车间主任 车间主任
变更时第1批
①变更确认无异常 ②质量无异常
变更时第1批
①变更确认无异常 ②质量无异常
产品品质确认 (事后管理)
解除者
确认时期
记录
检验站长 检验站长 检验站长
质保部长
作业开始时 变化点管理记录表 作业开始时 变化点管理记录表 作业开始时 变化点管理记录表
作业开始时 变化点管理记录表
是
首件5件检验
班组长
是
首件5件检验
班组长
是
首件5件检验
①工序点检内容确认
②操作方法确认
③变更内容的确认
是
首件5件检验
班组长 班组长
是
首件5件检验
①材料标签确认
否
首件5件检验
②操作方法确认 ③变更内容的确认
④初物标识
是
首件5件检验
班组长 班组长 班组长
是
首件5件检验 操作方法确认班组长是来自首件5件检验班组长
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
变化点管理实施基准

人
计划
○
生产部
—
机 设备搬迁、 改造 设备变更及 导入 工装、治具、 刀具的变更变换 作业范围、 方法变更 作业节拍发 生变更 计划 — — — — 计划/突发 — — 计划 ○ 计划 ○ 生产技术部 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 生产技术部 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 ③对作业人员作业手顺实施点检确认 工序变更 计划 ○ 生产技术部 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 法 ③对作业人员作业手顺实施点检确认 制造工程变更 计划 ○ 生产技术部 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 ③对作业人员作业手顺实施点检确认 制造条件变更 计划/突发 ○ 生产技术部 ①对涉及到的标准类文件进行标准化 ②对作业人员进行培训,确认作业人员技能的满足上岗要求 ③对作业人员作业手顺实施点检确认 材料不良后首批 计划/突发 — — — 生产部 相关部署 相关部署 生产部 相关部署 相关部署 生产部 — 相关部署 相关部署 相关部署 相关部署 相关部署 相关部署 相关部署 相关部署 相关部署 相关部署 生产部 相关部署 相关部署
首件确认
外观/附件/尺寸/物 性(必要时) 外观/附件/尺寸/物 性(必要时) 外观/附件/尺寸/物 性(必要时) 外观/附件/尺寸/物 性(必要时) 外观/附件/尺寸/物 性(必要时)
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部品外观/尺寸/性能异常(毛刺/尺 报告制造/检查部门班组长,必要时联络技术部门 13 寸偏上下限、波动明显/作动卡滞 首中末各5件以上质量确认 共同对应 等)(同一不良3件以上) 14 作业/检查方法的变更 15 工艺参数的调整(规格内调整) 作业/检查要领书的修订、作业要领培训/实操练习 首中末各5件以上作业手法/质量等确认 /质量要点说明/过往不良说明 报告制造/检查部门班组长,必要时联络技术部门 首中末各5件以上质量确认 共同对应
17 返修作业(同一不良3件以上) 18 基础设施改造施工等 环 19 自然灾害、恶劣天气
返修品全数质量确认 首中末各3件以上产品外观/ 尺寸/性能确认 在库品点检
变化点管理记录 表 变化点管理记录 表 变化点管理记录 表
车间变化点管理基准表
处置方法 分类 NO. 变化点项目 事前准备/突发对应 (制造部门) 1 新人/不熟练者上岗 变化点确认 (制造部门) 产品质量确认 (质量部门) 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 产品NG时的追溯和隔离 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 管理者最终确认 (制造部门和质量部门) 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理记录 表 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 变化点管理解除或继续执 行判定 涉及重要特 性或变化点 变化点管理解除或继续执 处置不当可 行判定 能产生批量 不良时 变化点管理解除或继续执 行判定 变化点管理记录 表 变化点管理记录 表 变化点管理记录 表 工程变更申请书 变化点管理记录 表 联络 记录表 变化点管理记录 表 变化点管理记录 表 变化点管理记录 表 变化点管理记录 表 变化点管理记录 表
人
4 短期请假后上岗(N≤5天) 长假(包括长期请假后上岗N>5 天)后上岗
5
6 其他(岗位人员配置变更等) Nhomakorabea7 质量相关的管理者变更 8 9 机 10 质量问题对应的模具修理等
设备、模具、夹具、检具等的故障 维修后设备、模具、夹具、检具良品条件再确认、 设备、模具、夹具、检具良品条件再确认 维修 做好维修记录 首中末各5件以上质量确认 设备、模具、夹具、检具等的定期 保养后设备、模具、夹具、检具良品条件再确认、 设备、模具、夹具、检具良品条件再确认 保养 做好维护记录 首中末各5件以上质量确认 修理后模具良品条件再确认、做好点检记录 修理后模具良品条件再确认、 首中末各5件以上质量确认
作业要领培训/实操练习/质量要点说明/过往不良 作业观察,首中末各5件以上作业手法/质量 说明/异常处置要领培训/安全5S教育 等确认 作业要领培训/实操练习/质量要点说明/过往不良 作业观察,首中末各5件以上作业手法/质量 说明/异常处置要领培训/安全5S教育 等确认
2 转(调)岗作业
3
顶岗(缺勤/年休/突发状况顶岗) 作业要领培训/实操练习/质量要点说明/过往不良 作业观察,首中末各5件以上作业手法/质量 支援作业 说明/异常处置要领培训/安全5S教育 等确认 作业要领培训/实操练习/质量要点说明/过往不良 作业观察,首中末各5件以上作业手法/质量 说明/异常处置要领培训/安全5S教育 等确认 作业要领培训/实操练习/质量要点说明/过往不良 作业观察,首中末各5件以上作业手法/质量 说明/异常处置要领培训/安全5S教育 等确认 作业要领培训/实操练习/质量要点说明/过往不良 作业观察,首中末各5件以上作业手法/质量 说明/异常处置要领培训/安全5S教育 等确认 用邮件将《质量责任人变更联络书》发送给质量管理部技术科担当,确保质量的一贯性与安定性
变化点管理记录 表 变化点管理记录 表 变化点管理记录 表 工程变更申请书 变化点管理记录 表
法 16 工艺参数的调整(规格外调整) 联络技术部、质量部担当(电话和邮件)或提出工变,并按工变流程处理。初品生产时,要切实做好变化点记录。 必须由具有返修资格的人员返修,且按返修流程处 返修品全数质量确认 理 改造前做好施工计划,完成后对环境、设施、设备 改造相关环境、设施、设备良品条件再确认 良品条件再确认、做好施工记录 首中末各5件以上质量确认 预先做好防潮、防尘、防锈保护 确认是否实施了防潮、防尘、防锈保护 确认返修是否造成二次 变化点管理解除或继续执 不良 行判定 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定
设备、模具、夹具、检具等的新设/ 联络技术部或质保部担当(电话和邮件)或提出工变,并按工变流程处理。初品生产时,要切实做好变化点记录。 11 改造/移动 12 材料/副资材变更 物 联络技术部或质保部担当(电话和邮件)或提出工变,并按工变流程处理。初品生产时,要切实做好变化点记录。 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 首中末各3件以上产品外观/ 尺寸/性能确认 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 源头追溯,不良品隔 离,全数检查 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定 变化点管理解除或继续执 行判定