汽车厂厂内物流规划方法
汽车总装物流工艺规划
车辆工程技术69车辆技术0 前言 一辆汽车的诞生,大约需要组装2万个各式各样的零件,因此物料配送是一项非常繁重而又非常重要的工作。
而总装物流身为汽车物流的重要一环,物流工艺规划的精益性,对汽车制造企业降低物流成本,对于提高物流效率至关重要。
1 总装物流工艺规划思路 (1)物流规划理念。
传统的工厂规划或者改造都是先工艺再物流,前期物流规划的不重视造成了后续的物流运转的瓶颈,久而久之就形成了不断的对前期规划的BUG 打补丁这种循环模式。
为了改变这种模式,必须转变观念,实现由模仿创新向自主创新转变,由降成本到战略性成本意识转变,由单一的横向或纵向对标向科学对标转变,由事后纠正向事前预防转变,由单纯工艺规划向工艺规划物流先行转变。
(2)物流规划原则。
总装物流工艺规划需要考虑下面6个大原则。
1)物流效率:优化物流布局与物流路线,创建高效的物流体系;2)SSC:优化物流硬件配置,降低运营成本;3)空间利用:立体化作业模式,提升工厂利用率,创造高容纳能力工厂;4)少人化:提升物流配送的自动化,如AGV 小车,料车自动上线机构;5)质量保证:合理的导入SPS、同步物流模式,完善规格保证体系;6)信息流:导入信息系统,建立仓库-SPS 区-生产线信息流。
(3)物流规划流程。
物流规划完成前需要经历3个阶段的研究,首先需要拿到工厂规划的前提条件,提取关键信息后对整个物流布局进行初步检讨,最后是在初步检讨的物流布局基础上再作详细的检讨。
汽车总装物流工艺规划罗 维(广汽乘用车有限公司,广州 511434)摘 要:世界汽车工业的发展产生了精益思想,而精益思想体现在物流领域产生了精益物流方式,精益物流的出现主要是为了快速的响应市场的需求,并以最低的成本,准确的将物品交到顾客的手中。
随着汽车行业的竞争越来越激烈,在新建汽车生产线时,我们需要能全面推进精益生产方式,贯彻准时化、少人化理念,深化对工业4.0的认识,建立智能化、信息化的智能化工厂。
汽车行业物流规划方法

Demension
单位毫米 unit (mm)
250*150*125
350*250*125
350*250*255
550*350*255
550*350*125
250*150*125
350*250*125
350*250*255
550*350*255
550*350*125
备
注
Coments
有盖
with cover 有盖
000TOTEB
400*300*148
000TOTEC
400*300*280
000TOTED
600*400*280
000TOTEH
600*400*148
00TOTEPA
800*600*280
00TOTEPB
1000*400*280
00TOTEPC
1200*500*280
内尺寸(长*宽*高)
Interior
零部件供应商
L4类零件:
零部件供应商
L2类零件:
第三方物流整合
L3类零件:
按时区配送 空箱返回
工厂
按 空时 箱 区 按时区配送 返配 回送
生产车间 生产线
空看
箱 返
板 拉
按需配送
回动
(直上工位)
车间物 流缓存
区
5、物料接收
接收区域仅供检验进厂物料! 不供储存!
验收合格的零件进入临时仓库 临时仓库应尽可能地小 临时仓库有明显的标志,且限定最低和最高零件存货限量水平
面积及存储位置的规划将根据生产节拍、包装运输配送方式的改变而作相应调整
物流规划的18项内容
1、物料计划,零件订购 2、包装管理 3、运输配载控制 4、供应商定义及运输 5、物料接收 6、空料架整理发运 7、厂内交通路线 8、物料存储布局 9、物料存储规范
汽车物流规划之PFEP

Plan For Every Part(PFEP)-- (为每个产品做计划),中文的解释是:对生产过程中每一个零件的详细计划,并注明所有与生产过程相关的信息,这是精益物流系统的一个关键工具。
PFEP这份计划应当包括零件号、零件尺寸、每天使用的数量、准确的使用位置、准确的存放位置、订单频率、供应商、单位包装规格、从供应商处发货的运输时间、集装箱规格和重量,以及任何其它相关的信息。
关键在于,要准确说明搬运和使用每个零件的所有方面的信息。
要制作这个计划,你需要搜集进入工厂的每个产品的基本信息,例如产品说明、供应商、供应商所在地、用料频率、物料储存地、用料点、集装箱规格以及其他关键数据。
以上PFEP来源百度,汽车物流规划是个很大的科目,包括物流模式规划、仓储布局规划、运作规划等,简单来说主要是模式、人员、场地、设备等规划及计划。
要做这些规划需要很多前提条件,比如商品企划,生产能力等,除了外部的前提条件,更重要的就是物流内部的基础信息,包括,供应商、零件、仓库、生产线、包装等信息。
将这些信息制作成一个信息链,就是我们所说的PFEP。
只有建立完善的PFEP信息计划表,才能为物流规划提供强大的基础数据支持,否则物流规划都是纸上谈兵,不切实际。
举个简单的例子,如果没有完善的零件包装数据(L/W/H),就没法计算货量信息,没有货量信息,就没法测试场地、人员、设备等需求。
那么PFEP具体包括哪些字段信息呢。
个人简单总结下,从供应商至生产线的所有物流信息元素,具体如下:零件信息:1、零件号2、零件中文名称3、属性(国产/进口/内制)4、使用车型5、单车用量供应商信息:1、供应商代码2、供应商名称3、产地4、出货日包装信息:1、包装方式(朔料箱/铁容器/纸箱等)2、托盘尺寸3、包装SNP4、是否可折叠5、 L6、 W7、 G厂外物流信息1、出货省2、出货城市3、距离(公里)4、取送模式5、取货周期(工作天)6、取货日期7、运输周期8、是否进中转库厂内物流信息1、卸货口(卸货车位)2、库区库位3、堆垛层数4、生产线体5、生产工位6、左右7、配送方式(AGV/牵引车/叉车...)8、配送工位(分拣区/工位)9、上线方式(KIT/排序/批量)10、配送距离11、配送批次12、MAX库存13、MIN库存大概包括这些字段,也可以根据实际需要去增减,有了这些基础数据就可以通过建立一些模型及测试方法,就可以为物流规划及方案设计提供数据支撑和依据。
汽车零部件入厂物流循环取货路径规划
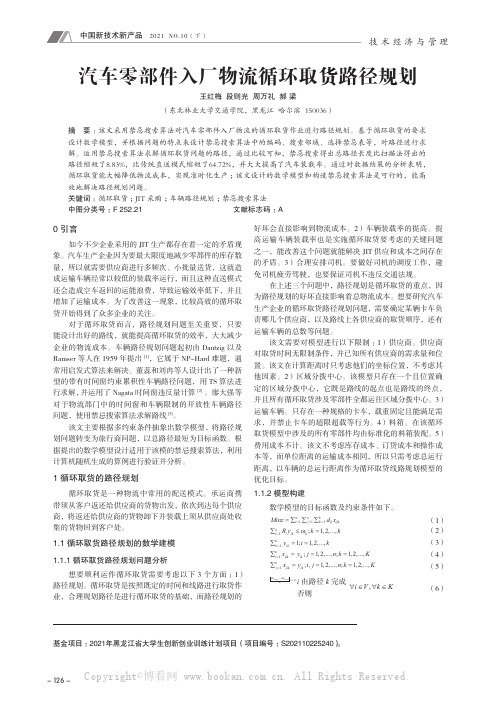
0 引言如今不少企业采用的JIT生产都存在着一定的矛盾现象。
汽车生产企业因为要最大限度地减少零部件的库存数量,所以就需要供应商进行多频次、小批量送货,这就造成运输车辆经常以较低的装载率运行,而且这种直送模式还会造成空车返回的运能浪费,导致运输效率低下,并且增加了运输成本。
为了改善这一现象,比较高效的循环取货开始得到了众多企业的关注。
对于循环取货而言,路径规划问题至关重要,只要能设计出好的路线,就能提高循环取货的效率,大大减少企业的物流成本。
车辆路径规划问题起初由Dantzig以及Ramser等人在1959年提出[1],它属于NP-Hard难题,通常用启发式算法来解决。
董蕊和刘冉等人设计出了一种新型的带有时间窗约束累积性车辆路径问题,用TS算法进行求解,并运用了Nagata时间窗违反量计算[2] 。
廖大强等对于物流部门中的时间窗和车辆限制的开放性车辆路径问题,使用禁忌搜索算法求解路线 [3]。
该文主要根据多约束条件抽象出数学模型,将路径规划问题转变为旅行商问题,以总路径最短为目标函数。
根据提出的数学模型设计适用于该模的禁忌搜索算法,利用计算机随机生成的算例进行验证并分析。
1 循环取货的路径规划循环取货是一种物流中常用的配送模式。
承运商携带须从客户返还给供应商的货物出发,依次到达每个供应商,将返还给供应商的货物卸下并装载上须从供应商处收集的货物回到客户处。
1.1 循环取货路径规划的数学建模1.1.1 循环取货路径规划问题分析想要顺利运作循环取货需要考虑以下3个方面:1)路径规划。
循环取货是按照既定的时间和线路进行取货作业,合理规划路径是进行循环取货的基础,而路径规划的好坏会直接影响到物流成本。
2)车辆装载率的提高。
提高运输车辆装载率也是实施循环取货要考虑的关键问题之一,能改善这个问题就能解决JIT供应和成本之间存在的矛盾。
3)合理安排司机。
要做好司机的调度工作,避免司机疲劳驾驶,也要保证司机不违反交通法规。
通用汽车物流规划与小批量、多频次物料配送

通用汽车物流规划与小批量、多频次物料配送目录多频次、小批量的定义、目的实现多频次、小批量的几种物流形式(1)看板及相关基础知识、工作流程1、看板种类。
2、看板运行规则。
3、看板能起到什么作用?4、看板、要货清单操作流程。
5、确定看板总数量的依据。
6、看板循环数量的计算方法。
7、安全在库小时数转换成天数。
8、看板循环张数计算示例。
9、在制品库存建立方法。
10、运行看板的注意事项:一般情况下只在月末或月初时调整一次,但是如果在调整月的生产台数有大的波动时就要根据实际情况进行多次调整,否则,若按最高数量进行调整时,生产数量少的阶段就会出现在库积压的问题。
(2)顺序配货方式(3)模块式配送方式(4)采用SPS配送方式一、包装方式---器具制作:外观尺寸规格标准化,先进先出的原则TP规格化的3大支柱1.进一步提高生产效率。
2.降低物流费用。
3.保护环境。
二、积载率---运输方式1、少批量,多频次。
2、等间隔时间到货。
3、运输车辆高积载率。
4、缩短作业循环时间。
5、车辆安全行驶。
6、运输车辆规格标准化(箱体)。
7、包装箱规格统一化。
三、物流区布局方法(优缺点)按生产线工艺流程布局方式、按供应商布局、按零件种类布局四、零件标识的设计规划零件标识制作的原则和方法五、物流标准作业制作配货方法、配送路线设定、台车定置六、配货信息指示票制作要领、建立原则、信息读取内容多频次、小批量的定义:生产物流组织的一种工作方法即增加每天送货频次减少每次送货数量目的: :1、生产过程中零件库存最少化进而降低物流成本2、工位、物流区占用面积少,能够最大化满足混流生产需求3、保证零件先进先出、零件出现异常可追朔性强4、满足产能提高需求第一节实现多频次、小批量的几种物流形式一、看板及相关基础知识及工作流程1、看板种类(1)工程内看板——工序内生产指示(顺序计划)(2)信号看板——批量生产指示(生产计划)(3)工程内领取看板——搬运指示(4)外协零件领取看板——部件进件指示2、看板运行规则(1)后工序向前工序领取。
汽车制造企业物流规划内容和方法

汽车制造企业物流规划内容和方法
一、汽车制造企业物流规划内容
1.供应链规划:确定企业与供应商之间的合同关系、供货周期、供货数量和供货地点,实现供需的协调和配对。
2.生产计划规划:包括产能规划、生产调度和生产线布局等,确保汽车制造流程的顺畅进行。
3.库存规划:确保在需求不确定的情况下,库存能够满足市场需求,同时降低库存周转周期和库存成本。
4.运输规划:包括选择适合的运输方式、路线和运力,提高运输效率和降低运输成本。
5.仓储规划:确定仓库的布局和设备配置,优化仓储管理流程,提高仓储效率和减少货损。
6.计划与控制规划:制定物流计划和监控制度,对物流活动进行跟踪和控制,及时调整规划以适应市场变化。
7.售后服务规划:制定售后服务网络布局和服务时间安排,确保及时响应客户的售后需求。
8.绿色物流规划:通过提高能源利用率、减少二氧化碳排放、推广环保包装等措施,降低物流活动对环境的影响。
二、汽车制造企业物流规划方法
1.数据分析法:通过对物流活动中涉及的数据进行分析,如市场需求数据、运输成本数据、库存数据等,确定合理的物流规划方案。
2.优化算法法:应用数学优化算法,通过建立数学模型和解决算法,
寻求最优物流规划方案。
3.模拟仿真法:利用计算机仿真软件,对物流活动进行模拟和评估,
找出问题和改进方案。
4.经验法:借鉴过往的物流规划经验和行业最佳实践,结合企业实际
情况,制定合适的物流规划。
6.市场调研法:通过对市场、竞争对手、客户需求等进行调研和分析,了解各个环节的需求和挑战,制定相应的物流规划策略。
三、总结。
汽车厂厂内高效物流规划方法

汽车厂厂内高效物流规划方法在现代汽车制造业中,高效物流规划是至关重要的一环。
它涉及从供应链管理到生产线布局等方方面面的物流管理。
下面我将介绍几种汽车厂厂内高效物流规划方法。
首先,汽车厂可以采用先进的仓储和库存管理系统。
这些系统可以帮助厂内物流管理团队实现零库存管理和实时库存追踪,从而避免废品、过度生产和缺货等问题。
此外,通过合理设置库区、优化货架布局和实施自动化仓储系统,可以减少物料搬运时间和错误。
其次,汽车厂可以引入智能物料输送系统。
这些系统可以帮助厂内物流管理团队实现自动化物料输送、自动分拣和自动配送的高效率。
通过减少人力搬运和提高物料转移速度,可以缩短物料流转时间和生产周期。
第三,汽车厂可以采用精益生产和单块流水线生产方式。
精益生产是一种以减少浪费和提高生产效率为目标的生产管理方法。
而单块流水线生产则是一种将传统生产线上的大批量生产改为小批量或单一产品生产的方式。
这两种方式都可以减少生产环节和缩短生产周期,从而提高整体物流效率。
第四,汽车厂可以利用先进的生产计划系统。
这些系统可以根据订单和实时市场需求,自动优化生产计划和排程,从而最大程度地减少待生产物料和半成品的库存。
此外,它们还可以帮助物流管理团队合理优化生产线布局,减少物料和半成品的搬运距离,提高生产效率。
最后,汽车厂可以通过培训物流员工和引入标准作业程序来提高物流效率。
这可以帮助物流员工掌握先进的物流管理知识和技能,提高他们对物流问题的认识和解决能力。
同时,通过制定标准的物流流程和作业指导书,可以规范物流操作和流程,减少错误和浪费。
综上所述,汽车厂厂内高效物流规划方法可以通过引入先进的仓储和库存管理系统、智能物料输送系统、精益生产和单块流水线生产方式、先进的生产计划系统以及培训物流员工和制定标准作业程序等措施来实现。
这些方法可以最大程度地减少物料和半成品的搬运时间、提高生产效率和降低物流成本,从而提高汽车厂的整体物流效率。
汽车零部件入厂物流设施规划

2、优化设施规模:根据供应商和生产厂家的实际需求,合理规划物流设施的 规模,避免资源浪费。
3、制定高效工艺流程:制定高效的物流工艺流程,包括采购、储存、运输、 配送等环节,以提高整个供应链的效率。
3、信息化管理:自动化立体仓库采用计算机管理系统进行货物的存储和管理, 可以实现信息的实时更新和查询,提高了管理的效率和精度。
二、汽车零部件入厂物流设施规 划中自动化立体仓库的应用
在汽车零部件入厂物流设施规划中,自动化立体仓库的应用主要体现在以下几 个方面:
1、提高库存管理效率:自动化立体仓库可以通过计算机管理系统实时监控库 存,及时更新和查询货物的信息,避免了库存积压和缺货现象的发生,提高了 库存管理的效率。
此外,在质量控制方面,该企业采用基于运筹学的质量检测和评估技术,确保 进入工厂的汽车零部件质量符合要求。
总结
本次演示以运筹学在汽车零部件入厂物流中的应用为研究对象,探讨了如何运 用运筹学优化汽车零部件入厂物流运作,提高整个产业链条的协同效率。通过 库存控制、运输规划、质量控制等方面的应用案例分析,证明了运筹学在汽车 零部件入厂物流中的重要性和优势。未来,随着大数据等技术的不断发展,运 筹学将与这些先进技术相结合,为汽车零部件入厂物流的优化提供更加精确和 高效的支持。
循环取货运输路线规划
循环取货运输路线规划是汽车制造厂零部件入厂物流的关键环节之一。规划的 原则和策略主要包括以下几点:
1、合理选择取货点:在规划循环取货运输路线时,需要选择距离零部件供应 商较近或者交通方便的地点作为取货点,以降低运输成本和提高运输效率。
2、确定合适的运输方式:根据零部件的特点和数量,选择合适的运输方式。 例如,对于大批量的零部件,可以采用集装箱运输;对于小批量的零部件,可 以选择卡车或者火车等运输方式。
通用汽车物流规划与小批量、多频次物料配送

通用汽车物流规划与小批量、多频次物料配送目录多频次、小批量的定义、目的实现多频次、小批量的几种物流形式(1)看板及相关基础知识、工作流程1、看板种类。
2、看板运行规则。
3、看板能起到什么作用?4、看板、要货清单操作流程。
5、确定看板总数量的依据。
6、看板循环数量的计算方法。
7、安全在库小时数转换成天数。
8、看板循环张数计算示例。
9、在制品库存建立方法。
10、运行看板的注意事项:一般情况下只在月末或月初时调整一次,但是如果在调整月的生产台数有大的波动时就要根据实际情况进行多次调整,否则,若按最高数量进行调整时,生产数量少的阶段就会出现在库积压的问题。
(2)顺序配货方式(3)模块式配送方式(4)采用SPS配送方式一、包装方式---器具制作:外观尺寸规格标准化,先进先出的原则TP规格化的3大支柱1.进一步提高生产效率。
2.降低物流费用。
3.保护环境。
二、积载率---运输方式1、少批量,多频次。
2、等间隔时间到货。
3、运输车辆高积载率。
4、缩短作业循环时间。
5、车辆安全行驶。
6、运输车辆规格标准化(箱体)。
7、包装箱规格统一化。
三、物流区布局方法(优缺点)按生产线工艺流程布局方式、按供应商布局、按零件种类布局四、零件标识的设计规划零件标识制作的原则和方法五、物流标准作业制作配货方法、配送路线设定、台车定置六、配货信息指示票制作要领、建立原则、信息读取内容多频次、小批量的定义: 生产物流组织的一种工作方法即增加每天送货频次减少每次送货数量目的::1、生产过程中零件库存最少化进而降低物流成本2、工位、物流区占用面积少,能够最大化满足混流生产需求3、保证零件先进先出、零件出现异常可追朔性强4、满足产能提高需求第一节实现多频次、小批量的几种物流形式一、看板及相关基础知识及工作流程1、看板种类(1)工程内看板——工序内生产指示(顺序计划)(2)信号看板——批量生产指示(生产计划)(3)工程内领取看板——搬运指示(4)外协零件领取看板——部件进件指示2、看板运行规则(1)后工序向前工序领取。
汽车行业厂内精益物流、精益生产(三) SPS规划要点

汽车行业厂内精益物流、精益生产(三) SPS规划要点精益管理顾问 宋文强 (原创)SPS单辆份成套供应是一种非常符合精益理念的物料上线方式,与批量补货、线边暂存相比,更有小批量(单辆份)、准时化(同步上线、物料随行)等特点。
但是,SPS在企业中的应用不是一蹴而就的,需要进行详细规划、精心准备才行。
第一,确定需要实施SPS的零部件不是所有零件都适用SPS,一般讲,体积较小或中等,有装配关系,且质量稳定的专用零部件比较合适。
通用零部件和标准件不容易拿错,所以可以不采用SPS。
因为SPS是一种管理成本比较高的补货方式,所以SPS同步台车容量有限的情况下,可以不优先考虑。
体积太大,像座椅等,不适合物料随行,可以采用JIS同步顺序上线方式。
质量稳定很重要,由于一次只供应单辆份零部件,发现质量问题后没有可供更换的同种零部件。
考虑到零部件的这些特点,一般来讲,企业先推进SPS的生产线是内饰线和车门线中的一部分工位。
第二,设计物料台车和料箱确定了要推进SPS的工位和物料,就要考虑设计物料台车和料箱。
由于是单辆份供应,所以数量不需要太多计算,但放置方法是个大问题。
总体来讲,料箱的外部大小要基本一致或只有几种规格,这样便于料箱与台车的配载。
需要精心设计的是料箱内部的隔断方法或衬垫形式。
首先,质量总是最重要的,汽车行业尤其如此,所以物料在拣配过程、搬运过程、拿取装配过程,要不容易磕碰。
其次,零部件放置既要放置整齐、节省体积,又要便于配载、拿取。
再次,类似零部件不能容易拿错,所以,车身左侧零部件和车身右侧零部件有时需要用可视化的方法进行区分。
比如:在丰田,绿色料箱放置车身左侧的零部件,蓝色料箱放置车身右侧的零部件。
物料台车的设计也很重要,一般为多层设计,既要容纳较多料箱,又要保证在搬运、随行的过程中保持稳定性和通过性。
第三,确定拣配区域位置SPS拣配区域的确定是个较大的决策,需要高层领导拍板。
SPS拣配区域的位置决策有两种:一种是相对集中式,另一种是分散式。
入厂物流规划方案

沈阳
呼河浩特
北京唐山
银川
大连
太原
天津 石家庄
烟台 诸城
西宁
济南 青岛
兰州 西安 郑州
连云港
绵阳
徐州
德阳 成都
武汉
合肥
丹阳 杭州
上海 宁波
重庆 贵阳
长沙 南昌
衡阳
温州 福州
昆明
柳州
南宁 湛江 海口
广州 漳州 厦门 南海 汕头 深圳
分公司:怀柔分公司、沙河分公司、诸 城分公司、长沙分公司、南海分公司、 供应分公司
•运输服务能力 宝供福田物流积累了近10年的运输经验,
培养出一大批训练有素,经验丰富的物 流专业人员,在运输领域具备了相当的 实力,并拥有富有现代物流理念的运输 管理团队,基于此,逐步从汽车领域跨 入家电、机电设备、日用品等多行业领 域,实现多元化经营,成就能力+管理的 平台式发展的模型。
©北京宝供福田物流有限公司.版权所有
较完善的信息 平台
OMS 订单管理
财务管理
零部件供 应商
LLP控制中心
零担集拼专线班车
( LLP)区域集货中心
( LLP部)分配零送部中工件心位实现直上
生产线
TMS 运输管理
TOM
基础数据管理
SMS 库存管理
权限管理
零部件供 应商
部分零部件实现直上 多点取货 工位
©北京宝供福田物流有限公司.版权所有
企业简介
----------------------------------------------------------------------------------------------------------------
工厂物流规划

新建工厂的物流规划2008年3月,由康明斯公司与北汽福田汽车股份公司按50:50比例投资组建的合资企业——北京福田康明斯发动机有限公司正式成立。
项目总投资额愈27亿元人民币,可年产2.8升和3.8升直列四缸高压直喷式轻型柴油机40万辆,是康明斯在华最大的轻型发动机生产基地。
对于汽车制造业而言,汽车发动机处于汽车链条中的一个重要的环节,其成本、质量与供应链的响应速度直接关系着整车的竞争能力。
因此,如何在建厂之初就对工厂物流进行科学的设计与规划尤为重要。
而新建工厂的物流规划往往会陷入一个怪圈,即一提物流就想到要建设多大面积的仓库,购买多少货架与叉车。
实际上,一个新工厂的物流规划更是供应链模式的规划,其目的是实现大批量、多品种生产的速度与精准,实现在质量、成本、速度上的多赢。
具体来讲,新建工厂的物流规划包括以下内容:1.确定供应链的模式;2.搜集零部件的尺寸明细;3.根据上述两条设计厂内与厂外物流;4.考虑反向物流;5.留出一定的冗余以应对市场的变化。
确定供应链模式是前提整体供应链模式的设计是物流规划与设计的前提。
如果没有一个清晰的供应链模型,物流的设计与规划就无从谈起。
这一环节需要考虑的因素很多,比如对客户的响应时间、供应商的所在地、保障生产的库存、质量控制模式等都会影响到是否需要物流场地,需要多少库存来保障生产与满足客户的需求。
工厂供应链模式的设计需要从以下几个方面入手:明确工厂的运营目标在设计供应链模式之前,首先明确工厂的运营目标,因为只有与客户的需求相匹配,才能知道整条供应链的挑战及如有何针对性的去设计或逐步提高与改善。
福田康明斯建厂之初就明确要建立世界一流的发动机工厂,实现卓越运营的目标,所以在运营的各环节提出了高标准的要求,比如,不允许纸质的包装上线和叉车上线,这两项要求对物流部门提出非常高的要求;同时在质量管理上,质量目标已经决定了福田康明斯是使用体系来保障质量的,所有部件是驻厂检验,这就决定了我们的物流流程中不用考虑质量检验的区域。
汽车企业内部物流出入口规划

浅析汽车工厂内部物流出入口规划唐津莉 刘成亮汽车工厂内部物流是汽车工厂物流系统的主要部分,对工厂来说,物流出入口及标的车间卸货口是最基本的物流运输口。
以下对最基本的二者进行分析。
1 工厂物流出入口的规划工厂的物流出入口应适宜,过多不仅其利用率不高,而且增加了成本和管理难度。
过少则不能保证生产顺利进行。
对于现代汽车工厂,可以用下面的方法考虑规划计算:N=K n vv kt60N 为规划出口个数;K 为运输频率平均最大系数;n 为产品小时内产量(台); v 为单位产品需外运体积;V 为运输车辆的实际容积;k 为运输车辆的容积利用率;t 为出口检查并放行车辆所用时间。
根据大众、丰田等国内合资工厂的监测数据曲线及实践数据,K 值一般在1~1.2之间,k值在0.55 ~0.75之间,t值一般在0.8~1.2分钟。
按照上述公式可计算出物流出口的个数。
一般来说,物流入口不进行检查,仅进行登记,时间t 为0.12~0.3分钟,同样可以计算入口数量。
这样就可以计算出整个工厂的出入口数量。
一般来讲,建议出口和入口分开为好,以保证物流路线的顺畅,避免交叉。
当然在物流量很小或分开困难及保证运输路线短捷时,物流的入口和出口可以利用一个出入口。
2 标的车间卸货口(位)数量的规划汽车工厂通常总装车间的物流量最大,我们以其为例,卸货口(位)的个数可这样确定:N=Kn vfN 为车间卸货口(位)个数;K 为运输频率平均最大系数;n 为产品小时内产量(台);v 为单位产品需外运体积;f 为卸货能力(m3)。
在计算卸货口(位)的个数时,K值一般在1.5~2之间,f值一般在0.75~1之间(以单个叉车卸置货物及空器具往返作业,不进行80m以上运输为例)。
按照上述公式可计算出卸货口(位)个数。
考虑到实际情况中其影响因素较多,故通常留有备用一定数量卸货口(位),数量一般在正常情况下的1/10。
汽车工厂有其特殊性,有一些体积比较大的零件,其运输车辆的体积利用率特别小,也可采用某一种零件专用卸货口,这样在计算总卸货口(位)时,应该予以分别计算。
汽车行业物流规划方法

供应商有充足的筹划时间 工厂有充足的筹划时间 有充足的时间确定最佳的运输方式 零件定期订购(每周一次)
供应商收到定单后按时生产出确切数量和质量的零件 迅速提供反馈并参与解决问题 包装物料并递交给承运人
1、包装设计时应考虑同类零部件系列车型的通用性,同时大件的包装要考虑尺寸的系列化与标准化。建立大件包装通用性指标,特殊料架通用性指标。 2、运输包装和上线包装一致原则,提高原包装的上线率,包括车身零件 3、减少大件方式上线的种类,考虑采用小包装小件方式送料,大件控制在规定种数以下(排序零件排好序后,作为一种大件)。
SUPPLIER C 供应商C
SUPPLIER D 供应商D
8 - 9 a.m. 上午8-9点
10 - 11 a.m. 上午10-11点
2 - 3 p.m. 下午2-3点
5 - 6 p.m. 下午5-6点
Our Plant 我们工厂
3.2、直接法
SUPPLIER A 供应商A
SUPPLIER B 供应商B
15、有效的新包装确认流程、包装更改及现有的包装评估流程 16、包装手段: 与零部件相关的信息 a. 零件尺寸b.零件重量c.日常使用量 与质量相关的信息 零部件质量 例如:表面等级A 运输信息 a. 供应商的地理位置 b. 运输方式(例如卡车,有轨车,自行车) 工艺要求 a. 操作标准 (如运输损坏) b. 空箱返回流程 c. 零件摆放 d. 间隔衬垫的处理 安全 a. 人-机工程 b. 危险品 交流沟通 a.标签b.工厂包装验收流程(初步/备用) 多厂集中包装验收 确定料箱系统的大小(每个零件所需的料箱数量) 在标准料箱范围内选择
2.3、包装标准化
标准塑料箱 零件托盘
标准铁料箱
汽车总装车间物流规划原则及方法

零件号 XXX-XXXXXX1 XXX-XXXXXX2
零件名称 XXXX1
单车 用量
1
XXXX2
1
工位 DF04高/mm 1 200 1 000 1 250 1 800 1 200 1 350
包装 形式
专用 器具
专用 器具
单元包 装数量
存储量
取整
单层存放 占地面积
30
关键词:总装物流 规划布局 物流设备 零件包装 中图分类号:U463.06 文献标识码:B
奇瑞汽车股份有限公司规划设计院 江禄晓 周自云 王建海
1 内部物流规划的总体思路和规划的 流程
(1)规划基本原则 a.满足工厂生产工艺流程的要求。 b.工厂总平面布置及车间机器设备的布置应满足 物流流向合理、 物流距离短的要求。 c.车间分工任务的划分应满足最大限度地减少物 流环节,减少倒运、搬运次数,满足直达化的要求, 同时满足零件的“先进先出”要求。 d.确定合理的库存量和物料周转量。 e.物流活动与生产节拍同步,以减少在制品的 库存。 f.物料装、卸、搬、运要尽量使用机械化以省 力、省时。
生产线节拍(JPH)=月度峰值计划 产能/月计划有效工作时间
设定库存周期主要根据零件到货周期 及生产线节拍确定,一般将总装车间设定 线体生产需求量1~2 h作为1个周期。 计算容器具占地净面积的参数见表1。 存储量=设定的库存周期×单车用量×生产线体 节拍/单元包装数量 容器具占地净面积A =∑Ai b. 物料库位规划 库位地址主要是针对物料存储位置进行的一种 地址编码管理,目的是便于物料信息化的管理和物流 标准化的操作。对零件供应商来说,可根据订单需求
图5 (1)卸货区域场地布局 卸货区布局一般包括:部品卸货区、空器具回收 装车区、紧急部品卸货区及叉车充电区几个部分,见 图6。
主机厂物流规划准则

一般卷 帘 门&滑升门 Roller shutter door & slip door
一般卷帘门&滑升门
所有滑升门需具备透光窗
Roller shutter door & slip door
使用位置:封闭式dock卡车入口 Position: truck entrance of the closed dock 宽*高(m): 4m X 4.5m,4.5m X 4.5m
车间物流通道: •双向通道宽4.0m •单向通道宽:2.5m Material passage in shop: •Double way W=4.0m •Single way W=2.5m 车间物流通道净高:5m
载重:3T/m2 Loading =3T/m2
车间人行通道: 宽>=0.8m 最窄不得少于0.6m 人行通道2.5m空间内不得有 障碍物
宽*高: 4 m X 4.5 m, 5 m X 4.5m 特殊情况:宽*高 7.9m X 4.5m(冲压下线) 6m X 4.5m(冲压车间)
Width&height (mm): 4m X 4.5m, 5m X 4.5m Special : 7.9m X4.5m (press off-line) 6m X4.5m (press shop) 平均上升及下降速度1.0m/s
铲车通道宽度: Aisle width for forklift
内容 Content 货物长(与货叉平行方向) goods length(parallel with the fork) 货物宽(与货叉垂直方向) goods width (vertical with the fork)
铲车转弯半径
forklift turning R 前悬距
厂内汽车路线规划方案

厂内汽车路线规划方案引言在大型工厂内部,汽车路线的规划对于生产的顺利进行至关重要。
合理的路线规划可以提高生产效率,减少运输时间,确保物流的流畅性。
本文将详细介绍厂内汽车路线的规划方案,以提供一个可行的解决方案。
厂内汽车路线规划的重要性在大型工厂内,各个车间之间的运输车辆往往需要频繁地往返于各个目的地之间。
一个科学合理的厂内汽车路线规划可以有效地解决以下问题:1. 降低汽车行驶距离,减少油耗和运输成本;2. 减少车辆拥堵,缩短运输时间;3. 优化车辆调度,提高运输效率;4. 确保物流的流畅性,避免生产中断。
厂内汽车路线规划的步骤厂内汽车路线规划主要包括以下几个步骤:步骤一:数据收集首先,需要收集相关的数据来了解厂内的情况。
这些数据包括车间分布图、道路交通状况、车辆数量和行驶速度等信息。
这些数据可以通过工厂平面图、交通监测系统和车辆调度系统等获得。
步骤二:路线优化基于收集到的数据,可以利用路线规划算法进行路线优化。
常用的路线规划算法有最短路径算法、遗传算法和蚁群算法等。
这些算法可以根据输入的数据,计算出最优的车辆行驶路线,以减少路程和行驶时间。
步骤三:路线调整在得到初步的路线规划结果后,需要进行路线调整。
这个过程中需要考虑以下几个方面:1. 避开狭窄道路和拥堵路段,选择宽敞畅通的道路;2. 避开人员密集区域,以确保行车安全;3. 考虑道路的坡度和转弯半径,确保车辆能够顺利通过;4. 优化交通信号控制系统,减少等待时间。
步骤四:路线标识为了使驾驶员能够准确地按照规划的路线行驶,需要在车厂内部设置路线标识。
这些标识可以包括指示牌、地面标记和导航系统等,以便驾驶员能够清晰地辨认并按照规定路线行驶。
步骤五:路线监控和优化一旦路线规划实施后,需要进行定期监控和优化。
这可以通过安装车辆定位系统和交通监测系统来实现。
通过对车辆的实时位置和行驶情况进行监控,可以及时发现问题并进行调整,以保证路线的有效性。
结论厂内汽车路线规划是大型工厂内部管理的关键环节,它直接影响到物流的流畅性和生产的效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物料数据与工艺流程分析
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成
配送中心的规划设计 确定操作流程及人员数量/人员培训
物流信息系统实施准备
厂内运输方案和运输控制原则
根据装配线的需求,可以推理出对运输方案和运输控制 的要求。首先应该分析运输控制原则,以满足任务需求。 为此我们可以利用一些运输系统特征曲线或者仿真软件 作为辅助手段。
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成
配送中心的规划设计 确定操作流程及人员数量/人员培训
✓设计中转物流区域和线旁存储面积;
物流信息系统实施准备
✓卸货区门、车位数量及各门、车位上线物料品种的确定;
✓卸货区域功能的划分、布置及面积需求的确定。
汽车制造业物流全景图
汽车制造业物流全景图
汽车制造业物流规划设计原则
供应商 运输
零部件接收 拉动供应 物料需求
工位
物流中心
运输 零部件接收
拉动供应 物料需求
工位
物流中心
零部件接收 拉动供应 物料需求 工位
物流中心
拉动供应 物料需求
工位
物料需求 工位
工位
汽车制造业入厂物流规划的方法与步骤
物料数据与工艺流程分析
配送中心的规划设计 确定操作流程及人员数量/人员培训
物流信息系统实施准备
工位物流布局和容器具选型
在选定物料供给方案后,需要对线旁物流布局、堆栈面 积以及工位物流容器具进行综合规划,以保障最优物料 供给。
✓备料方案; ✓理货分拣方案; ✓线旁库存管理; ✓堆栈与工位布置; ✓选择工位器具; ✓补货计划; ✓空物流容器具管理; ✓紧急供应方案设计 ✓制定对IT系统的需求清单; ✓确定IT资源需求; ✓调整方案,以适应个性化配送要求。
描述并修改物料供给方案; ✓制定对IT系统的需求清单,包括主状态点,
叫料点,送货,接受,入库; ✓以及装配车序数据采集点的确定; ✓个性化配送的构想及设计要求。
物料数据与工艺流程分析
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成
✓物料分类与相应的供应和仓储方式; ✓一整套透明的物流流程以及与供应商之间的接口; ✓物流规划数据; ✓设备容量和利用率; ✓包含优先等级的薄弱环节目录。
物料数据与工艺流程分析
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积
物流区域与厂房布置图集成 配送中心的规划设计
确定操作流程及人员数量/人员培训 物流信息系统实施准备
物料数据与工艺流程分析
从生产计划出发,使用流程链分析工具来系统描述整体 工艺流程,在此基础上再对物流流程进行量化。为此必 须对物料清单进行详细的分析,其中包括物料基本数据 (尺寸、体积、重量、包装、特性、等等)、库存数据 以及动态数据。
设计中转物流区域和线旁存储面积
在前阶段中已确定了各种物料的上线供给方式,因此便 可推导出它们在线旁和中转物流区域的库存量。在该阶 段的重点是计算中转物流区域和线旁存储面积,设计布 置图,确定最优组合和结构方案。必须充分考虑各种减 低库存的措施,以便使得与库存相关的各种费用降到最 低。
物料数据与工艺流程分析
配送中心的规划设计 确定操作流程及人员数量/人员培训
物流信息系统实施准备
物料获取与供应方式程分析
在对各种物料清单进行详细分析后,可将各种物料的获 取与供应方式确定下来。针对不同物料,可采用JIT/JIS 供应方式,看板供应方式,供应商寄存库存方式,C类散 料供应方式等等。
✓物料供给策略的过程描述; ✓各种物料供给方式制定和评估; ✓制定适合特定制造物流特点的物料供给方案,
✓厂内运输组织方案; ✓选择上线车辆类型并确定其数量; ✓协助选择物流容器具。
物料数据与工艺流程分析
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成
配送中心的规划设计 确定操作流程及人员数量/人员培训
物流信息系统实施准备
物料数据与工艺流程分析
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成
配送中心的规划设计 确定操作流程及人员数量/人员培训
物流信息系统实施准备
国宝鼎虎集团 汽车厂厂内物流规划的方法和步骤
物流·工业装备
技术中心
2010-1-14
目录
汽车制造业物流全景图 汽车制造业入厂物流规划的方法与步骤
汽车制造业物流设计原则 物料数据与工艺流程分析 物料获取与供应方式程分析 工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成 配送中心的规划设计
配送中心的规划设计 确定操作流程及人员数量/人员培训
物流信息系统实施准备
配送中心的规划设计
在此阶段,首先分析装配线对配送中心的需求。前阶段 的数据资料是配送中心设计的基础。在流程方面,既要 考虑到与装配线的关系,又要涉及供应商方面的流程。
✓配送中心最优库存量分析; ✓新总装线对配送中心的要求; ✓IT系统需求清单和接口描述; ✓选择配送中心的合适技术方案; ✓配送中心的面积和尺寸计算; ✓配送中心的方案图设计; ✓配送中心的物流流量分析; ✓配送中心布置图设计。
物流区域与厂房布置图集成
根据装配线流向,设计整体布置图,以确保车间内物流 顺畅。
✓将物料供给方式集成到总方案之中; ✓IT需求汇总,确定整车装配排序数据采集点; ✓规划物流线路。
物料数据与工艺流程分析
物料获取与供应方式分析
工位物流布局和容器具选型 厂内运输方案和运输控制原则 设计中转物流区域和线旁存储面积 物流区域与厂房布置图集成