直通率统计
质量统计计算方法

注意事项:Remark 注意事项:
因特殊情况需加做试验的, 因特殊情况需加做试验的,加做数量及不良数需 记入在内; 记入在内; 该指标用来反映正常量产水平,故试产机、 该指标用来反映正常量产水平,故试产机、摸底 试验等不记入内; 试验等不记入内; CFI以正常生产批次为单位进行统计。 以正常生产批次为单位进行统计。 以正常生产批次为单位进行统计
注意事项:Remark 注意事项:
公式中的“交验总批数”包括返工批数; 公式中的“交验总批数”包括返工批数; 对已判定不合格批, 对已判定不合格批,因情况特殊进行评审后让步接收的仍应 作为一个不合格批; 作为一个不合格批; 生产提交的批次试产机及销售公司的返修机不计入交验批次; 生产提交的批次试产机及销售公司的返修机不计入交验批次; 交验批合格与否以《整机日抽样检验报告》中的最终结论为准; 交验批合格与否以《整机日抽样检验报告》中的最终结论为准; 全检的尾数机作为一个交验批次,并计入合格批次; 全检的尾数机作为一个交批次,并计入合格批次;
5 A厂产量 ∑ A厂(M-X)月产量×A厂(M-X)月系数 厂产量= 月产量× 厂 厂产量 厂 月产量 月系数 X=1 5 系统产量= 系统 系统(M-X)月产量×A厂(M-X)月系数 月产量× 厂 系统产量 ∑系统 月产量 月系数 X=1 A厂(M-X)月系数 月系数=M月市场开箱不良总数中含 厂(M-X)月生产 月市场开箱不良总数中含A厂 厂 月系数 月市场开箱不良总数中含 月生产 机器不良数所占的比率
9
报表填报要求Demand Of Report
♣ 质量报表的数据必须及时、真实、准确、完整,统计人员不得 质量报表的数据必须及时、真实、准确、完整,
擅自对统计数据进行修改、不得有漏、 擅自对统计数据进行修改、不得有漏、错、瞒或弄虚作假等行 为; 一切在生产过程中暴露和发现的问题, 一切在生产过程中暴露和发现的问题,需进行正常作业以外的 修理、弥补的机器均应记入不良(包括误判等), ),且 报表 修理、弥补的机器均应记入不良(包括误判等),且QC报表 与修理报表、 故障流水卡》应保持一致; 与修理报表、《故障流水卡》应保持一致; 机器存在参数离散的问题,可以在生产线进行调整的, 机器存在参数离散的问题,可以在生产线进行调整的,可在线 调试或工艺调整,不进入修理线,可不记入生产不良, 调试或工艺调整,不进入修理线,可不记入生产不良,但需进 行专项统计;若打入修理线,则必须记入生产不良; 行专项统计;若打入修理线,则必须记入生产不良; 部品或设计存在已知的缺陷不能解决, 部品或设计存在已知的缺陷不能解决,经确定需上线后进行剔 除的,需记入生产不良; 除的,需记入生产不良; 外销、新品分开统计。 内、外销、新品分开统计。
产品直通率统计操作指导书

产品直通率统计操作指导书
1目的
为规范产品直通率的收集、计算方法,综合反映产品加工过程
的质量水平
工序工序
分通率=SMT*单板测试*整机测试*FVMI*100%;
测试直通率=单板测试*整机测试
4.2直通率统计数据来源
(MES)
回流炉
FVMI,
4.1.2
与分母相加;
类型一:产品制式相同,用于计算的检测工序名称(系统名称)和数量完全相同,工序所属类型相同(都属于单板测试或者都属于整机测试工序),可进行合并;
类型二:产品制式不同,不能直接进行产品工序数据合并,
需先转化为产品线维度的工序数据(即,单板测试工序,整机测试工序),再进行合并计算;
4.1.3产品工序合并方式,如下
a)MMI测试工序不良作为整机测试不良;特殊检测工序或专有检测工序,未配置单独的数据录入环节,如有整机老化测试,该工位在MMI后,计算时,老化缺陷录入MMI1缺陷;
4.4.2手表。
生产直通率报表-(带柏拉图1)
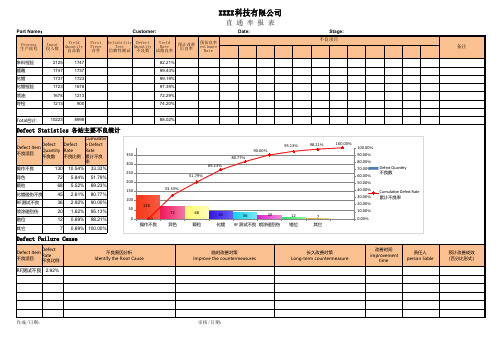
预估良率 estimate
Rate
来料检验 镭雕 化镀 化镀检验 喷油 终检
2125 1747 1737 1723 1678 1213
1747 1737 1723 1678 1213
900
82.21% 99.43% 99.19% 97.39% 72.29% 74.20%
Stage: 不良项目
备注Total合计:Fra bibliotek10223长久改善对策 Long-term countermeasure
改善时间 improvement
time
责任人 person liable
预计改善成效 (百分比形式)
作成/日期:
审核/日期:
Defect Failure Cause
Defect Item 不良项目
Defect Rate 不良比例
RF测试不良 2.92%
不良原因分析 Identify the Root Cause
69.23% 51.79%
80.77%
90.00%
95.13%
98.21%
68 颗粒
45
36
20
12
化镀 RF 测试不良 喷涂碰刮伤 错位
7 其它
100.00%
100.00% 90.00% 80.00% 70.00% 60.00% 50.00% 40.00% 30.00% 20.00% 10.00% 0.00%
Defect Quantity 不良数
Cumulative Defect Rate 累计不良率
临时改善对策 Improve the countermeasures
颗粒
68 5.52% 69.23%
化镀碰伤不良
直通率是一个生产线产出品质水准的一项指标﹐简单的说就是在制程之中第一次就通过所有环节测试的产品的良品

直通率是一个生产线产出品质水准的一项指标﹐简单的说就是在制程之中第一次就通过所有环节测试的产品的良品数量就是所谓的直通率﹐因此经过生产线修复、返工才通过测试的产品不列入直通率的计算。
用这个定义来看我们目前直通率的计算方法是有问题的。
因为每月投入批量的大小不一﹐批量完成的日期不定﹐所以实际中直通率的计算并不准确。
目前的直通率计算方法并不能真实反映生产线真正的品质水准。
定义直通率(First Pass Yield, FPY)是衡量生产线出产品质水准的一项指标,用以描述生产质量、工作质量或测试质量的某种状况。
具体含义是指,在生产线投入100套材料中,制程第一次就通过了所有测试的良品数量。
因此,经过生产线的返工(Rework)或修复才通过测试的产品,将不被列入直通率的计算中。
计算式有以下几种形式(依生产取样不同而异):1.产品直通率=(进入过程件数-(返工+返修数+退货数))/过程件数*100%;2.直通率=(直通合格数/投入总数)*100% 。
实际操作上述的定义,在实务的计算上有其困难,因为投入批量的大小不一,批量完成的日期不定,所以实际的计算采用下面的计算式:FPY= p1 x p2 xp3 ... 其中p1,p2,p3等为产线上的每一个测试站的首次良率。
透过这个计算式,我们可以知道及时的产线直通率。
有时这个直通率比良率更能代表生产线真正的品质水准。
其他含义除上述列出的含义之外,直通率还可引申到诸如对考试或测试结果的一次性完成情况等等的描述。
计算想提高产品和服务质量,必须提高过程质量。
为此,必须测量过程,了解过程。
六西格玛对过程的产出常常采用以下三个指标:通过率Throughput yield,直通率Rolled throughput yield和名义通过率Normalized yield。
直通率是测量全过程产出率的指标过程是利用资源把输入转化为输出的活动或者一组活动。
如果把活动也界定它的输入和输出,那么,这样的活动我们叫“作业”,它也是一个小过程。
直通率-客观反映质量控制能力的指标

直通率--客观反映质量控制能力的指标直通率是对产品从第一道工序开始一次性合格到最后一道工序的参数,能够了解产品生产过程中在所有工序下产品直达到成品的能力,是反映企业质量控制能力的一个参数,体现企业在满足顾客产品要求的一种能力,直通率越高,能力越强。
直通率(First Pass Yield, FPY)是衡量生产线出产品质水准的一项指标,用以描述生产质量、工作质量或测试质量的某种状况。
具体含义是指,在生产线投入100套材料中,制程第一次就通过了所有测试的良品数量。
因此,经过生产线的返工(Rework)或修复才通过测试的产品,将不被列入直通率的计算中。
一.如何计算有以下几种形式(依生产取样不同而异):1.产品直通率=(进入过程件数-(返工+返修数+退货数))/过程件数*100%;2.直通率=(直通合格数/投入总数)*100% 。
上述的定义,在实务的计算上有其困难,因为投入批量的大小不一,批量完成的日期不定,所以实际的计算采用下面的计算式:FPY= p1 x p2 xp3 ... 其中 p1,p2,p3等为产线上的每一个测试站的首次良率。
透过这个计算式,我们可以知道及时的产线直通率。
有时这个直通率比良率更能代表生产线真正的品质水准。
想提高产品和服务质量,必须提高过程质量。
为此,必须测量过程,了解过程。
六西格玛对过程的产出常常采用以下三个指标:通过率Throughput yield,直通率 Rolled throughput yield和名义通过率 Normalized yield。
二.直通率是测量全过程产出率的指标过程是利用资源把输入转化为输出的活动或者一组活动。
如果把活动也界定它的输入和输出,那么,这样的活动我们叫“作业”,它也是一个小过程。
整个大的过程,也有叫流程,可以看成是几个作业,小过程组成的。
通过率Throughput yield是测量过程产出的指标,它表明产品可以无缺损通过某一个作业的概率值。
直通率统计
产品直通率统计操作指导书1目的为规范产品直通率的收集、计算方法,综合反映产品加工过程的质量水平2概述指导书定义指导生产环节产品直通率的统计方法,用于支持试制阶段和量产阶段的产品直通率统计3术语4操作说明4.1 直通率计算说明:4.1.1 产品直通率计算产品一次直通率工序工序工序工序通过数工序通过数工序误测数工序不良数工序工序通过数工序通过数工序误测数工序不良数工序工序通过数工序通过数工序误测数工序不良数工序工序产品直通率工序工序工序工序通过数工序误测数工序通过数工序误测数工序不良数工序工序通过数工序误测数工序通过数工序误测数工序不良数工序工序通过数工序误测数工序通过数工序误测数工序不良数工序工序4.1.2对手机产品直通率计算:SMT检验,单板测试,整机测试,整机外观检查(FVMI)分为4段,各产品线直通率为4段通过率的乘积,如手机产品直通率=SMT*单板测试*整机测试* FVMI *100%;测试直通率=单板测试*整机测试4.2 直通率统计数据来源总体原则:用于数据统计的工序分类按照产品所处状态分为,按照SMT,单板测试、整机测试以及整机外观检查(FVMI)分类,所有工艺路线上部署的工序,均需要纳入直通率统计,但用于数据统计计算的工序,以质量部发布会签版本为准。
4.1.1产品在试制阶段和量产阶段,所有工序需要纳入系统(MES)管控,数据取用均要求来源于系统统计数据,如果被统计工序不在工艺路线中,缺陷需要录入系统,进行系统管理,如果无系统支持时(如,个别工厂或工位未部署系统,可采用手工记录),可采用手工数据统计数据,如:SMT(回流炉后IPQC检验、炉后AOI、5DX检验,分板检查)、MMI、FVMI,软件升级等工序未使用系统管理时,则需要取用手工统计数据;4.1.2同类工序不同产品的工序合并方式:分子与分子相加,分母与分母相加;类型一:产品制式相同,用于计算的检测工序名称(系统名称)和数量完全相同,工序所属类型相同(都属于单板测试或者都属于整机测试工序),可进行合并;类型二:产品制式不同,不能直接进行产品工序数据合并,需先转化为产品线维度的工序数据(即,单板测试工序,整机测试工序),再进行合并计算;4.1.3产品工序合并方式,如下a)MMI测试工序不良作为整机测试不良;特殊检测工序或专有检测工序,未配置单独的数据录入环节,如有整机老化测试,该工位在MMI后,计算时,老化缺陷录入MMI1缺陷;b)整机升级缺陷计入MMI2;例如:某手机检测工位:注:型号A 型号B如果是非测试工序,如SMT工序,则误测数为0;如客户有特殊需求,则按照客户需求进行统计。
直通率-精益生产

Kodak柯达 - 1995
Westinghouse美国西屋电气 - 1996
Siemens (manufacturing only)西门子 - 1997
Nokia 诺基亚- 1997
Sony索尼- 1997
最少有超过50家公司是Six Sigma 最好
的共同实践者
8
生产直通率为GE(美国通用)带 来了什么
生产直通率提高教育培训
精益生产 2020/05/15
一. 生产直通率
直通率的定义
直通率(First Pass Yield ,FPY)是衡量生 产线出产品质水准的一项指标,用以描述 生产质量、工作质量或测试质量的某种状 况。具体含义是指,在生产线投入100套 材料中,制程第一次就通过了所有测试的 良品数量。因此,经过生产线的返工 (Rework)或修复才通过测试的产品,将不 被列入直通率的计算中。
如果所有的缺损都不能返工,只能报废的,那 么, Ns = 1 / RTY。
如何计算生产直通率?
举例如下:已经知道直通率是0.70,那 么,缺损可以返工的话,投料数量应当 是1+(1-.70)=1.30。如果,缺损不能 返工的,要投 1/0.70 = 1.43。意思是, 您想得到100件产品,如果缺损可以返工 的,应当投130件,如果不能返工的,应 当投143件的材料。有的可以返工和的不 可以的话,就介于这两个数据之间。
1、收集资料:
有关产品零件、操作、工艺、操作者、工作环境等
多方面资料。
秒
表 2、划分操作单元:
法
◎ 每个单元应有明显辩认的起点和终点。 ◎ 人工操作单元应与机器操作单元分开。
测
◎ 尽量使每一个单元的操作动作为基本动作。
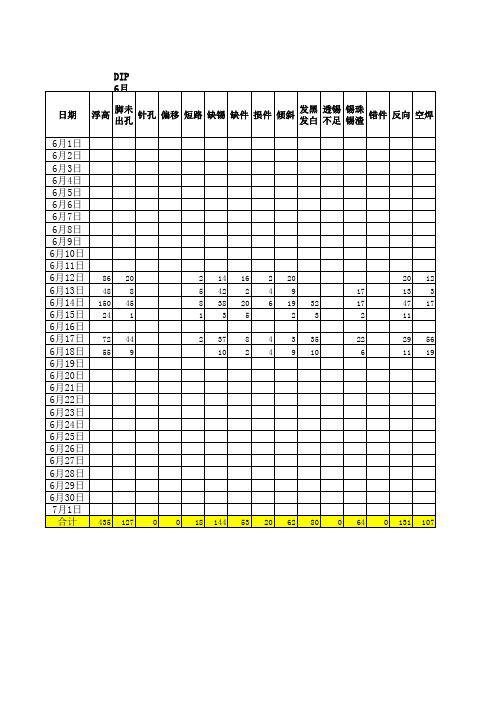
DIP直通率PPM不良统计
备注
37 12 97 7 34 84
8040 10320 22200 4080 19320 12600
19 19 19 19 19 19
271 0 76560
86 48 150 24 72 55
20 8 45 1 44 9
2 5 8 1 2
14 42 38 3 37 10
16 2 20 5 8 2
2 4 6
20 9 19 2 3 9
32 3 35 10
17 17 2 22 6
20 13 47 11 29 11
12 3 17
4 4
56 19
435
127
0
0
直通率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 97.61% 98.54% 98.20% 98.73% #DIV/0! 98.39% 98.93% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 98.38%
DIP 6月目检不良统计
脚未 发黑 透锡 锡珠 针孔 偏移 短路 缺锡 缺件 损件 倾斜 错件 反向 空焊 出孔 发白 不足 锡渣
日期
浮高
6月1日 6月2日 6月3日 6月4日 6月5日 6月6日 6月7日 6月8日 6月9日 6月10日 6月11日 6月12日 6月13日 6月14日 6月15日 6月16日 6月17日 6月18日 6月19日 6月20日 6月21日 6月22日 6月23日 6月24日 6月25日 6月26日 6月27日 6月28日 6月29日 6月30日 7月1日 合计
直通率(ppt文档可编辑修改)

DPO = 0.05 / 20 = 0.0025
如果该产品的临界质量特性只有2个,那么DPO数值就变成0.025。提高十倍。 同样的DPU就有不同的DPO,这就能反映过程的质量有所不同了。但是,光从 这个数据还很难看出质量变好和变坏的直觉。譬如,上面的DPO相差10倍, 是否代表过程能力相差10倍?
直通率算法及定义:
1、产品直通率:全制程稳态下一次性成机率。 产品直通率=工序A1直通率×工序A2直通率×工序A3直通率×……
工序An直通率×100%(n=正常生产过程所有检查工序总和) 2、综合直通率:稳态下,从开机检查工序到产品包装工序一次性成机率。 综合直通率=∑(单机型综合直通率×该机型投入数量)/∑各机型总投入数量
意思是,这个作业从统计角度来看,100件产品中将有95件可以无缺损通过。
单位产品缺损机会的缺损率DPO
DPO是平均每个缺损机会中可能发生缺损的概率值。什么是缺损产生机会? 前面介绍过,没有满足顾客临界质量特性的要求就是一个缺损。那么,产品有 几个临界质量特性,就有几个没有满足顾客要求的可能性,也就是有几个缺损 发生机会。产品复杂,临界质量特性数量也就多,缺损发生机会数也多。反之,少。
1.管制圖基本概念 管制圖是一種以實際產品品質特性與根據過去經驗所判明制程能力的管制 界限比較,而以時間經由過用圖形表示者.或其是一種品質的圖解記錄,採用 統計的方法將收集的資料算出管制界限,也就是所能做到的制程能力水準的 一種管理圖表. 一般管制圖縱軸表示制品的品質特性,以制程的變化的數據為分度;橫軸表制 品的編號或製造年月日等,以時間先後順序,製造順序,將點繪在圖上. 在管制圖上有三條橫線,中間的一條為中心線 (Center Line 簡稱 CL),係代表 品質的水準或標準值,一般用藍色或黑色實線;在上面的一條稱管制上限
直通率

什么叫缺损?
我们做工作(作业)就是把输入的某一个(些)特性,譬如,零件的尺寸、强度、 外观、安全性等,发生量变到质变,变成满足顾客要求特性的过程。在六西格玛管理 中,把某一个顾客要求特性没有得到满足,顾客就会不满意的特性叫临界质量特性, 通常用CTQ表示。当这个临界质量特性没有得到满足,就发生了一个缺损。 譬如,有M件产品,通过某道作业时发现N个缺损。那么,平均每件产品的缺 损率DPU就等于, DPU = N / M, 通过率FTY = 1 – DPU。 举一个例子说明。有100件产品,通过某道作业时发现5个缺损。那么, DPU = 5 / 100 = 0.05 通过率FTY = 1 – DPU = 1 - 0.05 = 0.95。 意思是,这个作业从统计角度来看,100件产品中将有95件可以无缺损通过。
产品直通率

举个列子给你:某流程包括4站,以下是各站的缺陷品数据,请计算直通率(RTY)。
第一站:输入产品1000个,输出980个(其中包括30个经过返工的产品),报废20个;第二站:输入产品980个,输出950个(其中包括10个经过返工的产品),报废30个;第三站:输入产品950个,输出930个(其中包括10个经过返工的产品),报废20个;第四站:输入产品930个,输出000个(其中包括20个经过返工的产品),报废30个。
传统意义上的直通率是Yf=900/1000=90%,实际意义上的直通率是Yrt=Yft1*Yft2*Yft3*Yft4=[1000-(30+20+10+30+10+20+20+30)]/1000*100%=83%。
由于传统意义上的直通率被“隐蔽工厂”给消化了,造成了高估过程产出率。
不知这样说你能否明白?产品直通率如何计算要想提高产品和服务的质量,必须提高过程的质量。
为此,必须测量过程,了解过程。
六西格玛对过程的产出常常采用以下三个指标:通过率Throughput yield,直通率Rolled throughput yield和名义通过率Normalized yield。
本文只介绍直通率和名义通过率。
如有不当,欢迎指正。
一、直通率是测量全过程产出率的指标过程是利用资源把输入转化为输出的活动或者一组活动。
如果把活动也界定它的输入和输出,那么,这样的活动我们叫“作业”,它也是一个小过程。
整个大的过程,也有叫流程,可以看成是几个作业,小过程组成的。
通过率Throughput yield是测量过程产出的指标,它表明产品可以无缺损通过某一个作业的概率值。
而直通率Rolled Throughput Yield (RTY)是测量产品可以无缺损通过整个流程的概率值。
它也是产出率的指标之一。
还让我们举例来说明。
假定,整个流程有5道作业组成。
它们的通过率分别是0.95、0.93、0.98、0.98、0.94。
直通率PPM计算公式
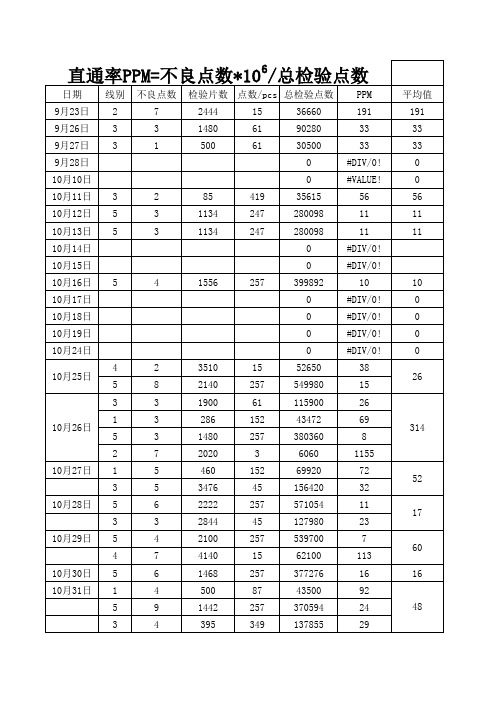
日期 9月23日 9月26日 9月27日 9月28日 10月10日 10月11日 10月12日 10月13日 10月14日 10月15日 10月16日 10月17日 10月18日 10月19日 10月24日 4 10月25日 5 3 1 10月26日 5 2 10月27日 1 3 10月28日 5 3 10月29日 5 4 10月30日 10月31日 5 1 5 3 3 7 5 5 6 3 4 7 6 4 9 4 1480 2020 460 3476 2222 2844 2100 4140 1468 500 1442 395 257 3 152 45 257 45 257 15 257 87 257 349 380360 6060 69920 156420 571054 127980 539700 62100 377276 43500 370594 137855 8 1155 72 52 32 11 17 23 7 60 113 16 92 24 29 48 16 8 3 3 2140 1900 286 257 61 152 549980 115900 43472 15 26 69 314 2 3510 15 5 4 1556 257 3 5 5 2 3 3 85 1134 1134 419 247 247 线别 2 3 3 不良点数 7 3 1 检验片数 点数/pcs 总检验点数 2444 1480 500 15 61 61 36660 90280 30500 0 0 35615 280098 280098 0 0 399892 0 0 0 0 52650 PPM 191 33 33 #DIV/0! #VALUE! 56 11 11 #DIV/0! #DIV/0! 10 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 38 26 10 0 0 0 0 平均值 191 33 33 0 0 56 11 11
NCR直通率统计分析汇总

产品型号或图号:36*670重型 统计工单号:
工序
第一批次 第二批次 第三批次 合格数 不良数不良比例 不良项记录
288 288 288 288 288 288 288 288 288 288 288 288 288 288 288 288 288 288 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 1691 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 2500 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 4479 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
不良数
直通比率
/ /
Hale Waihona Puke 2 2 2:36*670重型 号: 直通比率 直通率目标 是否达成 原因分析 改善对策 改善追踪
100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 180 180 180 180 180 180 180 180 180 180 180 180 180 180 180 180 180 180 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
visionmaster统计良率计算
visionmaster统计良率计算
摘要:
一、visionmaster 简介
二、统计良率计算的重要性
三、统计良率计算的方法
1.直通率计算
2.不良率计算
3.良率计算
四、统计良率计算在制造业中的应用
五、总结
正文:
【visionmaster 简介】
visionmaster 是一款专业的制造业质量控制软件,能够帮助企业进行生产过程的监控和管理,提高生产效率和产品质量。
其中,统计良率计算是visionmaster 的核心功能之一。
【统计良率计算的重要性】
统计良率计算是制造业质量管理的重要环节,能够反映生产过程的质量水平,帮助企业及时发现生产过程中的问题,采取有效的措施进行改进,从而提高产品的质量和企业的竞争力。
【统计良率计算的方法】
统计良率计算主要包括直通率计算、不良率计算和良率计算三个步骤。
1.直通率计算:直通率是指产品在生产过程中一次通过所有工序的比例。
直通率越高,说明生产过程的质量越好。
2.不良率计算:不良率是指生产过程中出现的不合格产品数量占总产品数量的比例。
不良率越低,说明生产过程的质量越好。
3.良率计算:良率是指生产过程中合格产品数量占总产品数量的比例。
良率越高,说明生产过程的质量越好。
【统计良率计算在制造业中的应用】
统计良率计算在制造业中有着广泛的应用,不仅可以帮助企业监控生产过程的质量,还可以用于评估供应商的质量,制定合理的采购计划,提高企业的经济效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品直通率统计操作指导书
1目的
为规范产品直通率的收集、计算方法,综合反映产品加工过程的质量水平
2概述
指导书定义指导生产环节产品直通率的统计方法,用于支持试制阶段和量产阶段的产品直通率统计3术语
4操作说明
4.1 直通率计算说明:
4.1.1 产品直通率计算
产品一次直通率FPY
=工序1FPY ∗工序2FPY ∗工序3FPY ∗……∗工序n FPY
=
(
通过数工序1
通过数工序1+误测数工序1+不良数工序1
)
工序1
×(
通过数工序2
通过数工序2+误测数工序2+不良数工序2
)
工序2
×…×(
通过数工序n
通过数工序n +误测数工序n +不良数工序n
)
工序n
产品直通率PY = 工序1PY ∗工序2PY ∗工序3PY ∗……∗工序n PY
=(
通过数工序1+误测数工序1
通过数工序1+误测数工序1+不良数工序1
)
工序1
×(
通过数工序2+误测数工序2
通过数工序2+误测数工序2+不良数工序2
)
工序2
×…×(
通过数工序n +误测数工序n
通过数工序n +误测数工序n +
不良数工序n
)
工序n
4.1.2 对手机产品直通率计算:
SMT 检验,单板测试,整机测试,整机外观检查(FVMI)分为4段,各产品线直通率为4段通过率的乘积,如手机产品直通率=SMT*单板测试*整机测试* FVMI *100%;
测试直通率=单板测试*整机测试
4.2 直通率统计数据来源
4.3 工序分类、数据来源及数据合并原则
总体原则:用于数据统计的工序分类按照产品所处状态分为,按照SMT,单板测试、整机测试以及整机外观检查(FVMI)分类,所有工艺路线上部署的工序,均需要纳入直通率统计,但用于数据统计计算的工序,以质量部发布会签版本为准。
4.3.1产品在试制阶段和量产阶段,所有工序需要纳入系统(MES)管控,数据取用均要求来源于系统统
计数据,如果被统计工序不在工艺路线中,缺陷需要录入系统,进行系统管理,如果无系统支持
时(如,个别工厂或工位未部署系统,可采用手工记录),可采用手工数据统计数据,如:SMT(回
流炉后IPQC检验、炉后AOI、5DX检验,分板检查)、MMI、FVMI,软件升级等工序未使用系统管
理时,则需要取用手工统计数据;
4.3.2同类工序不同产品的工序合并方式:分子与分子相加,分母与分母相加;
类型一:产品制式相同,用于计算的检测工序名称(系统名称)和数量完全相同,工序所属类型相同(都属于单板测试或者都属于整机测试工序),可进行合并;
类型二:产品制式不同,不能直接进行产品工序数据合并,需先转化为产品线维度的工序数据(即,单板测试工序,整机测试工序),再进行合并计算;
4.3.3产品工序合并方式,如下
a)MMI测试工序不良作为整机测试不良;特殊检测工序或专有检测工序,未配置单独的数据录入环节,
如有整机老化测试,该工位在MMI后,计算时,老化缺陷录入MMI1缺陷;
b)整机升级缺陷计入MMI2;
例如:某手机检测工位:
直通率计算举例.x
lsx
注:型号A 型号B
如果是非测试工序,如SMT工序,则误测数为0;
如客户有特殊需求,则按照客户需求进行统计。
4.4 补充:数据有效性举例
原则上数据均需使用系统中数据,部分工站因无法加入到系统,因此需要手工记录。
如下按照产品族进行细分:。