产品直通率报表
直通率报告模板

直通率报告模板篇一:中试验证总结报告(模板)深圳金宏威实业有限公司中试验证总结报告(模板)文件编号:版本:项目名称:编制:日期:审核:日期:批准:日期:深圳市金宏威实业发展有限公司文件修订历史目录1.验证情况概述 ................................................ ................................................... ................................. 12. 验证结果 ................................................ .......................................................................................... 1 验证总体情况 ................................................ ................................................... ......................... 1 工艺验证 ................................................ ................................................... ................................. 2 装备验证 ................................................ ................................................... ................................. 5 装备验证发现问题概况 ................................................ ................................................... ....... 5 ICT装备 ................................................ ................................................... ............................... 5 FT装备 ................................................ ................................................... ................................. 6 老化装备 ............................................................................. 6 结构验证 ................................................ ................................................... ................................. 9 产品数据验证 ................................................ ................................................... ....................... 11 技术验证 .......(转载于: 小龙文档网:直通率报告模板)................................................ ................................................... ........................ 13 物料验证 ................................................ ................................................... ............................... 14 其他(如等) .............................................. ................................................... ........................ 15 4. 附件 ................................................ ................................................... ............................................ 16 试产直通率报告-------------------中试验证小组提........... 16 试产问题点清单-------------------中试验证小组提供 ................................................ .. (16)1.验证情况概述请在此处概括描述本批试产验证情况,包括产品版本说明、验证批次、数量、时间、地点、验证组、物料情况等。
注塑IPQC直通率报表 3.21

L2010TPU
工序:
检验日期 2018/3/9 2018/3/10
颜色 透明白 透明白
全检数 2430 2690
良品數 2350 2643 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4993
不良數 80 47 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 127
不良率
生产不 良 69 43
Hale Waihona Puke 披锋黑点气泡
脏污
3.29% 1.75%
2
95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% #DIV/0! #DIV/0! 95% 2.48% 97.52% 112 0 0 0 2
直通率报告模板
直通率报告模板篇一:中试验证总结报告深圳金宏威实业有限公司中试验证总结报告(模板)文件编号:版本:项目名称:编制:日期:审核:日期:批准:日期:深圳市金宏威实业发展有限公司文件修订历史目录1.验证情况概述 ................................................ ................................................... ................................. 12. 验证结果 ................................................ ................................................... ....................................... 1 验证总体情况 ......................................................................... 1 工艺验证 ................................................ ................................................... ................................. 2 装备验证 ................................................ ................................................... ................................. 5 装备验证发现问题概况 ................................................ ................................................... ....... 5 ICT装备 ................................................ ................................................... ............................... 5 FT装备 ................................................ ................................................... ................................. 6 老化装备 ................................................ ................................................... ............................. 6 结构验证 ................................................................................. 9 产品数据验证 ................................................ ................................................... ....................... 11 技术验证 ................................................ ................................................... ............................... 13 物料验证 ................................................ ................................................... ............................... 14 其他(如等) .............................................. ................................................... ........................ 15 4. 附件 ................................................ ................................................... ............................................ 16 试产直通率报告-------------------中试验证小组提供 ................................................ ........... 16 试产问题点清单-------------------中试验证小组提供 ................................................ (16)1.验证情况概述请在此处概括描述本批试产验证情况,包括产品版本说明、验证批次、数量、时间、地点、验证组、物料情况等。
直通率统计
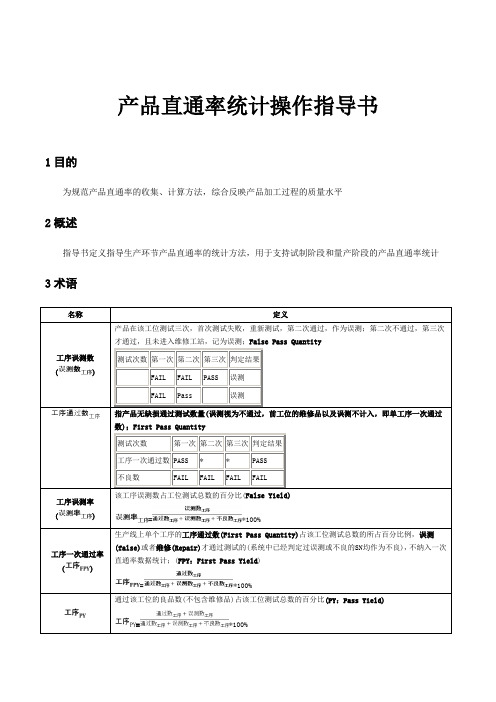
产品直通率统计操作指导书1目的为规范产品直通率的收集、计算方法,综合反映产品加工过程的质量水平2概述指导书定义指导生产环节产品直通率的统计方法,用于支持试制阶段和量产阶段的产品直通率统计3术语名称定义工序误测数()产品在该工位测试三次,首次测试失败,重新测试,第二次通过,作为误测;第二次不通过,第三次才通过,且未进入维修工站,记为误测;False Pass Quantity测试次数第一次第二次第三次判定结果FAIL FAIL PASS 误测FAIL Pass 误测指产品无缺损通过测试数量(误测视为不通过,前工位的维修品以及误测不计入,即单工序一次通过数);First Pass Quantity测试次数第一次第二次第三次判定结果工序一次通过数 PASS * * PASS不良数FAIL FAIL FAIL FAIL工序误测率()该工序误测数占工位测试总数的百分比(False Yield)=*100%工序一次通过率()生产线上单个工序的工序通过数(First Pass Quantity)占该工位测试总数的所占百分比例,误测(false)或者维修(Repair)才通过测试的(系统中已经判定过误测或不良的SN均作为不良),不纳入一次直通率数据统计;(FPY:First Pass Yield)=*100%通过该工位的良品数(不包含维修品)占该工位测试总数的百分比(PY:Pass Yield)=*100%产品一次直通率(FPY)已定义的要参与计算检验或检测工序一次直通率的乘积产品一次直通率(FPY)=产品综合直通率(PY) 已定义要参与计算检验或检测工序的各个工序良品率通过率的乘积产品良率(PY)=测试工序一次直通率(与“产品一次直通率”的差异是不包含SMT炉后和FVMI) 已定义要参与计算检验或检测所有测试工位的工序一次直通率的乘积测试工序一次直通率=4操作说明4.1 直通率计算说明:4.1.1 产品直通率计算=4.1.2对手机产品直通率计算:SMT检验,单板测试,整机测试,整机外观检查(FVMI)分为4段,各产品线直通率为4段通过率的乘积,如手机产品直通率=SMT*单板测试*整机测试* FVMI *100%;测试直通率=单板测试*整机测试4.2 直通率统计数据来源工序数据采集点数据来源数据采集责任人SMT 回流炉后IPQC检验炉后AOI检验,分板检查;IPQC检验记录,AOI检验记录IPQC单板工序装备测试装备测试故障板维修整机装备调测记录,维修记录调测操作员其他单板测试工序故障版维修其他调测记录,维修记录调测员,维修员整机测试工序非自动化测试设备,采用手动测试数数据和手动测试故障板维修整机调测记录,维修记录调测操作员,FQC 自动化测试装备采用装备测试记录维修整机装备调测记录,维修记录调测操作员装备测试装备测试故障板维修整机装备调测记录,维修记录调测操作员MMI自动测试,MMI手动测试,手动测试故障板维修整机调测记录,维修记录调测操作员,维修员整机外观终检(FVMI)外观终检外观终检记录调测操作员,FQC 4.3 工序分类、数据来源及数据合并原则总体原则:用于数据统计的工序分类按照产品所处状态分为,按照SMT,单板测试、整机测试以及整机外观检查(FVMI)分类,所有工艺路线上部署的工序,均需要纳入直通率统计,但用于数据统计计算的工序,以质量部发布会签版本为准。
生产直通率记录报表

机加工车间生产直
1 1 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00
1
1
0
0 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
压铸车间生产直通率趋势图
96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00
0
注塑车间生产直通率
1/14
1/15
1/16
1/17
1/18
1/19
1/20
1/21
1/22
1/23
1/24
1/25
1/26
1/27
1/28
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00%
直通率(ppt文档可编辑修改)

DPO = 0.05 / 20 = 0.0025
如果该产品的临界质量特性只有2个,那么DPO数值就变成0.025。提高十倍。 同样的DPU就有不同的DPO,这就能反映过程的质量有所不同了。但是,光从 这个数据还很难看出质量变好和变坏的直觉。譬如,上面的DPO相差10倍, 是否代表过程能力相差10倍?
直通率算法及定义:
1、产品直通率:全制程稳态下一次性成机率。 产品直通率=工序A1直通率×工序A2直通率×工序A3直通率×……
工序An直通率×100%(n=正常生产过程所有检查工序总和) 2、综合直通率:稳态下,从开机检查工序到产品包装工序一次性成机率。 综合直通率=∑(单机型综合直通率×该机型投入数量)/∑各机型总投入数量
意思是,这个作业从统计角度来看,100件产品中将有95件可以无缺损通过。
单位产品缺损机会的缺损率DPO
DPO是平均每个缺损机会中可能发生缺损的概率值。什么是缺损产生机会? 前面介绍过,没有满足顾客临界质量特性的要求就是一个缺损。那么,产品有 几个临界质量特性,就有几个没有满足顾客要求的可能性,也就是有几个缺损 发生机会。产品复杂,临界质量特性数量也就多,缺损发生机会数也多。反之,少。
1.管制圖基本概念 管制圖是一種以實際產品品質特性與根據過去經驗所判明制程能力的管制 界限比較,而以時間經由過用圖形表示者.或其是一種品質的圖解記錄,採用 統計的方法將收集的資料算出管制界限,也就是所能做到的制程能力水準的 一種管理圖表. 一般管制圖縱軸表示制品的品質特性,以制程的變化的數據為分度;橫軸表制 品的編號或製造年月日等,以時間先後順序,製造順序,將點繪在圖上. 在管制圖上有三條橫線,中間的一條為中心線 (Center Line 簡稱 CL),係代表 品質的水準或標準值,一般用藍色或黑色實線;在上面的一條稱管制上限
直通率报告模板
直通率报告模板篇一:中试验证总结报告(模板)深圳金宏威实业有限公司中试验证总结报告(模板)文件编号:版本:项目名称:编制:日期:审核:日期:批准:日期:深圳市金宏威实业发展有限公司文件修订历史目录1.验证情况概述 ................................................ ................................................... ................................. 12. 验证结果 ................................................ ................................................... ....................................... 1 验证总体情况 ................................................ ............................................................................ 1 工艺验证 ................................................ ................................................... ................................. 2 装备验证 ................................................ ................................................... ................................. 5 装备验证发现问题概况 ................................................ ................................................... ....... 5 ICT装备 ................................................ ................................................... ............................... 5 FT装备 ................................................ ................................................... ................................. 6 老化装备 ................................................ ................................................... ............................. 6 结构验证 ................................................ .................................................................................... 9 产品数据验证 ................................................ ................................................... ....................... 11 技术验证 .......(转载于: 小龙文档网:直通率报告模板)................................................ ................................................... ........................ 13 物料验证 ................................................ ................................................... ............................... 14 其他(如等) .............................................. ................................................... ........................ 15 4. 附件 ................................................ ................................................... ............................................ 16 试产直通率报告-------------------中试验证小组提供 ................................................ ........... 16 试产问题点清单-------------------中试验证小组提供 ................................................ (16)1.验证情况概述请在此处概括描述本批试产验证情况,包括产品版本说明、验证批次、数量、时间、地点、验证组、物料情况等。
工厂直通率-格式-FPY

日期
班別
工站
不良現象
异常原因分析
临时对策
长期对策
责任单位 預計完 實際完 /人 成日期 成日期
Байду номын сангаас
25PIN焊錫站
PCB连锡 PCB、金手指 、LED焊錫站
1.焊锡人员操作时加锡量过多或焊接时间 过长使多余的锡連在一起.
返修处理
由生产线拉长对焊锡人员进行焊锡技能 培训和指导,使其掌握正确的作业方法.
1
1
3624
1
1
0.03% 99.97%
其他工站 0.00% 3623 ######
0.03%
合計
7
0.19% 99.81% 0.19%
不良及維修統計
不良判定 目標值 (%) 來料 制程 不良 不良
0.01%
0.01%
0.01%
0.01%
0.01%
0.01%
0.01%
0.05%
7Y33T每日不良分析
不良數 維修數 不良現象 不良數 維修數 不良現象 不良數 維修數 不良現象 不良數 維修數 不良現象 不良數 維修數 不良現象 不良數 維修數 0.00%
25PIN焊 錫站
3630
###### 0.00%
PCB、金 手指、 LED焊錫 站
PCB焊錫連 錫
2
2
PCB焊錫 連錫
2
2 3630
4
4
0.11% 99.89% 0.11%
0.00% 半成品測 試
3626
###### 0.00%
LED燈不亮
1
1
LED燈不亮
1
1
2
2
产品直通率
直通率以前在华为时,达标线是95%左右,曾经有一段时间,我们产品的直通率是92%左右,在产品线是拖后腿的,整天挨批。
后来经过一年的努力,才完成95%的直通率指标。
但是对于初创团队来说,85%似乎已经是比较好的情况了。
订单来了,直通率却成了我们的痛!定义:一次性达到出货标准的比率。
直通率(First Pass Yield, FPY)是衡量生产线出产品质水准的一项指标,用以描述生产质量、工作质量或测试质量的某种状况。
具体含义是指,在生产线投入100套材料中,制程第一次就通过了所有测试的良品数量。
因此,经过生产线的返工(Rework)或修复才通过测试的产品,将不被列入直通率的计算中。
PCB、SMT、装配、生产调测、HASS,任何一个环节出了问题,都累加在直通率下降的砝码上。
面对直通率低下,我们有哪些措施可以尝试呢?如果发现问题出现在SMT环节1、优化钢网(优化PasteMask)某位网友在各大论坛提出的问题:我们在生成Gerber文件的时候。
需要生成两个MASK(SOLDERMASK、PASTEMASK)SOLDERMASK:阻焊层,就是用它来涂敷绿油等阻焊材料,从而防止不需要焊接的地方沾染焊锡的,这一层会露出所有需要焊接的焊盘,并且开孔会比实际焊盘要大。
涂绿油时,看到有东西(焊盘)的地方就不涂绿油即可,而且由于其开孔比实际焊盘要大,保证绿油不会涂到焊盘上,这一层资料需要提供给PCB厂。
PASTEMASK:焊膏层,就是说可以用它来制作印刷锡膏的钢网,这一层只需要露出所有需要贴片焊接的焊盘,并且开孔可能会比实际焊盘小。
这样得到的钢网镂空的地方比实际焊盘要小,保证刷锡膏的时候不会把锡膏刷到需要焊锡的地方,这一层资料需要提供给SMT厂。
SMT印锡钢网厚度设计原则钢网厚度应以满足最细间距QFP 、BGA为前提,兼顾最小的CHIP元件。
QFP pitch≤0.5mm钢板选择0.13mm或0.12mm;pitch>0.5mm钢板厚度选择0.15mm--0.20mm;BGA 球间距>1.0mm钢板选择0.15mm;0.5mm≤BGA球间距≤1.0mm钢板选择0.13mm。
直通率报表

94
5.92%
破屏 听筒无音 按键杂音 拍照模糊
不开机 开机花屏
无回音 按键失灵
亮点 听筒无音 拍照模糊 不读T卡 听筒杂音
振动强 拍照花屏
不充电 喇叭无音
按键硬 无回音
94.98% 88.00%
94.91% 88.00%
95.40% 88.00%
94.08% 88.00%
88.00%
88.00%
6
0.50%
3
0.25%
2
0.17%
5
0.42%
18
1.50%
15
1.25%
5
0.42%
4
0.33%
1
0.08%
3
0.25%
1
0.08%
11
0.85%
1
0.08%
4
0.31%
1
0.08%
7
0.54%
2
0.15%
3
0.23%
6
0.46%
2
0.15%
3
0.23%
25
1.92%
9
0.69%
13
1.00%
35
14月份直通率对比图机型第一周直通率第二周直通率第三周直通率第四周直通率月平均直通率d207992
112.64% 91.76% 70.88%
KM870组装直通率报表
95.07% 88.00%
88.00% 84.00%
90.18% 8878..2030%% 88.00%
9808..6070%%
88.00% 84.77%
FQA
1500 1100
不读卡
按键无音
产品制造过程中的直通率((FTY,RTY,TPY))
产品制造过程中的直通率((FTY,RTY,TPY))⼀、直通率(FTY,RTY,TPY)及其相关概念1、⾸次产出率FTY(First To Yield):此概念⼀般是⽤来衡量单个⼯序的良品产出率。
2、滚动产出率RTY(Rolled To Yield):此概念⼀般⽤来衡量成品的良品产出率。
RTY=FTY1*FTY2*FTY3*---FTYn。
此两项指标均指⼀次性良品产出率,不含返修品。
⼀次性良品产出率代表了企业的正常过程能⼒。
FTY通常亦被⽤来衡量产品的质量⽔平,99.73%的FTY 表征过程能⼒为3S ⽔平。
但此过程仅限于单⼀⼯序。
我们常说的过程能⼒通常指:成品的良品率,因此RTY 就被引⼊⽤来衡量成品质量⽔平。
即使每个单⼀⼯序过程能⼒达到3s ⽔平,但当超过10 个过程的加⼯⼯序其RTY=99.73%的10 次幂=97.32%。
其⼀次良品产出率降低效果惊⼈。
3、总产出率(Total Pass Yield):制造过程中的最后⼀个阶段的良品产出率。
计算⽅法与滚动产出率RTY相同。
4、采⽤FTY 是衡量制造过程中各个⼯序的产品良品的质量⽔平,⽽采⽤RTY 或TPY 则是衡量整个制造过程的产品质量⽔平。
采⽤FTY 或FPY/RTY/TPY 的唯⼀⽬的:衡量企业的能⼒。
⼀次性良品产出率代表了企业的正常过程能⼒;亦可表征企业的质量控制⽔平。
当RTY 提升时,代表产品的质量成本在降低。
企业的⽣产过程质量控制与预测能⼒增强。
因此,RTY/TPY 可以说是同CPK 和CP 等,是类似的企业能⼒⽔平的表征。
5、直通率(First Pass Yield, FPY) :是⼀个⽣产线产出品质⽔准的⼀项指标﹐简单的说﹐⽣产线投⼊100 套材料﹐在制程之中第⼀次就通过所有测试的产品的良品数量就是所谓的直通率﹐因此经过⽣产线的重⼯(Rework)或修复才通过测试的产品不列⼊FPY 的计算。
上述的定义﹐在实务的计算上有其困难﹐因为投⼊批量的⼤⼩不⼀﹐批量完成的⽇期不定﹐所以实际的计算采⽤下⾯的计算式:FPY = p1 x p2 X p3 ... 其中 p1,p2,p3&等为产线上的每⼀个测试站的⾸次良率﹐同样的对於重⼯或修复後的产品不列⼊计算。
NCR直通率统计分析汇总
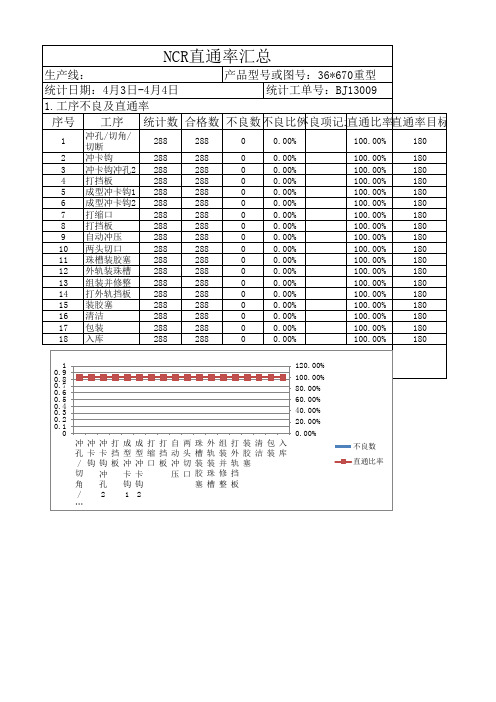
生产线:
产品型号或图号:36*670重型
统计日期:4月3日-4月4日 1.工序不良及直通率
统计工单号:BJ13009
序号
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
工序 统计数 合格数 不良数不良比例不良项记录直通比率直通率目标
冲孔/切角/ 切断
100.00%
180
组装并修整 288
288
0
0.00%
100.00%
180
打外轨挡板 288
288
0
0.00%
100.00%
180
装胶塞
288
288
0
0.00%
100.00%
180
清洁
288
288
0
0.00%
100.00%
180
包装
288
288
0
0.00%
100.00%
180
入库
288
288
0
0.00%
100.00%
180
1
120.00%
0.9 0.8
100.00%
0.7 0.6
80.00%
0.5
60.00%
0.4 0.3
40.00%
0.2 0.1
20.00%
0
0.00%
冲冲冲打成成打打自两珠外组打装清包入
孔卡卡挡型型缩挡动头槽轨装外胶洁装库
/ 钩钩板冲冲口板冲切装装并轨塞
切 冲 卡卡
压口胶珠修挡
角 孔 钩钩
塞槽整板
/ 2 12
…
不良数 直通比率
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
36
O型密封圈
92
92
37
凸轮轴垫圈
46
46
38
油杯
92
92
39
制动蹄滚珠
92
92
40
制动器总成
46
46
41 制动蹄复位弹簧
46
46
42
制动蹄拉簧
92
92
43
调整臂
46
46
44
凸轮轴挡圈
46
46
45
气室
46
46
46 气室支架螺栓
92
92
47
外轴承外圈
46
46
48
轮毂
46
46
49
内轴承外圈
46
46
50
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%0%
序号 1 2 3 4 5 6 7 8 9 10
拟制:
不良项
不良数
总数
0
生产工程师:
占不良比率
累计不良率
质量工程师:
100%
33
左凸轮轴
23
23
34
右凸轮轴
23
23
35 凸轮轴轴头垫片
1
4.35% 转向节启动力矩过大返工
0
0.00%
0
0.00%
1
4.35% 转向节启动力矩过大返工
1
2.17%
0
0.00% 转向节启动力矩过大返工
1
2.17% 转向节启动力矩过大返工
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
23
23
22
横拉杆总成
23
23
23
防尘罩
46
46
24
防尘罩螺栓
230
230
25
防松垫圈
230
230
26 制动底板螺栓
184
184
27 制动底板螺栓垫圈
184
184
28 左气室支架总成
23
气室支架放松垫片
92
92
31 气室支架螺栓
92
92
32 凸轮轴支架油封
46
46
内轴承内圈
46
46
51
油封
46
46
52
轮毂螺栓
460
460
53
外轴承内圈
46
46
54 轴头调节螺母
46
46
55
锁紧垫圈
46
46
56
制动垫圈
46
46
57 轴端紧固螺母
46
46
58
制动鼓
46
46
59
轮毂螺母
460
460
60
轮毂盖
46
46
61
ABS传感器
46
46
57
58
直通率(FPY)
2.工序不良分布
0
0.00%
6#车间直通率统计表
生产线: 统计日期:
装配线
四月
第3周
产品型号: ~ 四月
CN F-
第4周
统计工单号:
1.工序不良及直通率
序号
工序
统计数
合格数
不良数 不良比例
不良项记录
1
前桥轴管
23
22
2
转向节油封
92
92
3
左转向节
23
23
4
右转向节
23
22
5 主销调整垫片
46
45
6
至推轴承
46
45
7
主销
46
45
0 87.6%
100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0%
100.0%
100.0%
100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0%
8 转向节油封盖
92
92
9
油杯
92
92
10 转向节臂螺栓
46
46
11
转向节臂
23
23
12
左制动底板
23
23
13
右制动底板
23
23
14
O型密封圈
92
92
15
弹簧卡簧
92
92
16
油杯盖
92
92
17 转向定位螺栓
46
46
18 转向定位螺母
46
46
19 横拉杆臂螺栓
92
92
20
左横拉杆臂
23
23
21
右横拉杆臂
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
直通比例 95.7% 100.0% 100.0% 95.7% 97.8% 100.0% 97.8% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%
0
0.00%