烧结焊剂特点及选用说明
烧结焊剂牌号
烧结焊剂牌号烧结焊剂是一种用于焊接的材料,它可以将两个或多个金属零件连接在一起。
烧结焊剂的牌号是指这种材料的型号,不同的牌号代表着不同的化学成分和性能特点。
在选择烧结焊剂时,需要根据具体的焊接要求来选择合适的牌号。
以下是一些常见的烧结焊剂牌号:1. F308L:这是一种用于焊接不锈钢的烧结焊剂,具有良好的耐蚀性和高温强度。
2. F316L:这也是一种用于焊接不锈钢的烧结焊剂,与F308L 相比,它的耐蚀性更好,适用于更严苛的环境。
3. F347:这是一种用于焊接高温合金的烧结焊剂,具有良好的耐蚀性和高温强度。
4. F385:这是一种用于焊接铜合金的烧结焊剂,具有良好的流动性和耐蚀性。
5. F42:这是一种用于焊接铝合金的烧结焊剂,具有良好的流动性和耐腐蚀性。
6. F62:这是一种用于焊接镍合金的烧结焊剂,具有良好的耐蚀性和高温强度。
7. F71:这是一种用于焊接钛合金的烧结焊剂,具有良好的流动性和高温强度。
8. F81:这是一种用于焊接铬合金的烧结焊剂,具有良好的耐蚀性和高温强度。
除了以上列举的牌号外,还有很多其他类型的烧结焊剂可供选择。
在选择烧结焊剂时,需要考虑以下几个因素:1. 焊接材料:不同类型的烧结焊剂适用于不同类型的金属材料。
在选择烧结焊剂时,需要根据所要焊接的材料来选择合适的牌号。
2. 焊接要求:不同类型的烧结焊剂具有不同的化学成分和性能特点。
在选择烧结焊剂时,需要根据具体的焊接要求来选择合适的牌号。
3. 环境条件:在某些特殊环境下,如高温、高压、强酸等条件下进行焊接时,需要选择具有特殊性能的烧结焊剂。
总之,在选择烧结焊剂时,需要综合考虑以上因素,并参考相关标准和规范进行选择。
正确选择烧结焊剂可以保证焊接质量和安全性,提高生产效率和经济效益。
烧结焊剂的分类
烧结焊剂的分类时间:2021-07-24 15:01:27 来源:中国切割设备网文号:大中小烧结焊剂的种类烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。
一、碳钢用烧结焊剂碳素钢(又称碳素结构钢)。
它是铁和碳的合金,其中碳的质量分数通常不大于1%,锰的质量分数不大于1.65%.其它合金元素都不超过余量。
这类钢主要利用碳、锰、硅的固溶强化来保证其力学性能。
碳含量的变化对金刚的力学性能影响很大,随着碳含量的增加,钢的硬度和强度均提高。
这类钢通常在热轧状态下使用,其焊接性主要取决于钢中的碳含量。
常见的普通碳素钢牌号有:Q195、Q215(A、B)、Q235(A、B、C、D)、Q255(A、B)、Q275。
这些钢化学成分特点是碳含量较低,锰含较高,硫、磷等杂控制严格,有利于提高钢的焊接性能。
常见的优质碳素金刚牌号有:08F、10F、15F、08、10、15、20、25、30、40、45、50、55、60、65、70、75、80、85、15Mn、20 Mn、25 Mn、30 Mn、35 Mn、40 Mn、45 Mn、50 Mn、60 Mn、65 Mn、70 Mn。
其中钢牌号中加“F”的为沸腾钢,其余为镇静钢。
这些钢的化学成分控制严格,含硫、磷等杂质少。
随着碳含量的增加,这些钢的强度,硬度增加、延性、韧性降低,但焊接性变差。
碳素钢烧结焊剂有SJ―101、SJ―107、SJ―201 、SJ―202、SJ―203、SJ―301、SJ―302、SJ―401、SJ―402、SJ―403、SJ―501、SJ―502 、SJ―503、SJ―504、SJ―604。
根据钢号的不同,选用相应的焊剂匹配合适的焊丝。
碳素钢用烧结焊剂主要特点是:制造成本较低,合金质量较少,焊缝金属成分主要靠焊丝过渡。
碳素钢用烧结焊剂还可应用在碳素钢堆焊方面,如:SJ―107、SJ―202、SJ―403等牌号焊剂,它们又可做为堆焊焊剂使用。
烧结焊剂简明表

牌号GB标准AWS标准焊接电源主要用途JQ.SJ101F4A2-H08MnAF5A4-H10Mn2F6A4-EM12F7A0-EA2-A2配合适当的焊丝(如H08MnA、H10Mn2、H08MnMoA、H08Mn2MoA等),可焊接多种低合金结构钢,如船体、锅炉压力容器、管道等。
可用于多层焊、双面单道焊、多丝焊及窄间隙埋弧焊。
JQ.SJ101C F4A4-H08MnAF5A4-H10Mn2F6A4-EM12配合适当的焊丝(如H08MnA、H10Mn2等),用于船体结构的焊接,也可用于锅炉、压力容器、管道等重要结构的焊接。
JQ.SJ101G F4A4-H08MnAF5A4-H10Mn2F6A4-EM12配合H10Mn2、H08C等焊丝,可焊接输油、输气管道的螺旋焊管接头;配合H08C焊丝,尤其适用于焊接×65、×70级的螺旋焊管,焊接速度可达70m/h以上。
JQ.SJ102F4A4-H08MnAF5A4-H10Mn2F6A4-EM12F7A0-EA2-A2配合适当的焊丝(如H08MnA、H10Mn2、H08MnMoA),可焊接多种低合金结构钢,较高强度船体结构钢、压力容器用钢。
可用于多道焊、双面单道焊、多丝焊及窄间隙埋弧焊。
JQ.SJ102Ni F5A5-H10Mn2F5A4-H10Mn2F7A5-EAH14配合适当焊丝(如H10Mn2,H08MnMoA, H08Mn2MoA等),可焊接多种低合金钢、较高强度船体结构钢、压力容器钢。
JQ.SJ105配合适当的焊丝(如WM-210药芯耐磨合金焊丝),可用于轧辊的表面堆焊。
氟碱型烧结焊剂使用说明:采购及使用焊剂时应注意以下问题:1、焊剂一般为袋装,应妥善运输,以防止包装破损;应存放在干燥的房间内,防止受潮而影响焊接质量。
2、使用前,焊剂应按说明书所规定的参数进行烘焙。
烘焙时,焊剂散布在盘中,厚度最大不超过50mm。
3、焊前,母材焊接处应清除铁锈、油污、水分等杂质。
烧结焊剂
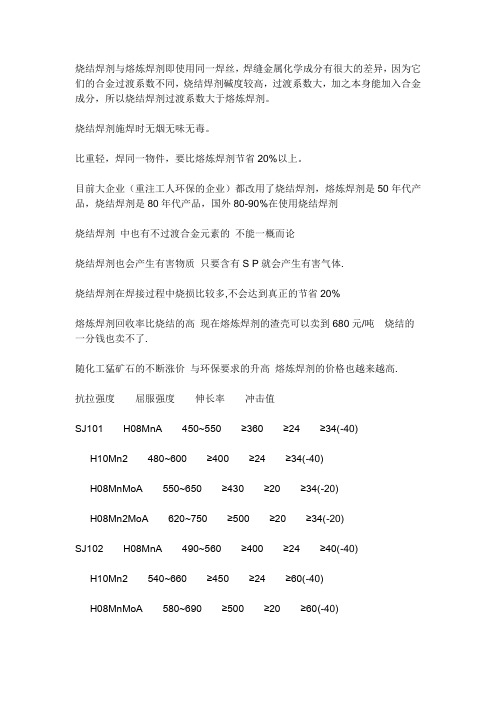
烧结焊剂与熔炼焊剂即使用同一焊丝,焊缝金属化学成分有很大的差异,因为它们的合金过渡系数不同,烧结焊剂碱度较高,过渡系数大,加之本身能加入合金成分,所以烧结焊剂过渡系数大于熔炼焊剂。
烧结焊剂施焊时无烟无味无毒。
比重轻,焊同一物件,要比熔炼焊剂节省20%以上。
目前大企业(重注工人环保的企业)都改用了烧结焊剂,熔炼焊剂是50年代产品,烧结焊剂是80年代产品,国外80-90%在使用烧结焊剂烧结焊剂中也有不过渡合金元素的不能一概而论烧结焊剂也会产生有害物质只要含有S P就会产生有害气体.烧结焊剂在焊接过程中烧损比较多,不会达到真正的节省20%熔炼焊剂回收率比烧结的高现在熔炼焊剂的渣壳可以卖到680元/吨烧结的一分钱也卖不了.随化工猛矿石的不断涨价与环保要求的升高熔炼焊剂的价格也越来越高.抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360 ≥24 ≥34(-40)H10Mn2 480~600 ≥400 ≥24 ≥34(-40)H08MnMoA 550~650 ≥430 ≥20 ≥34(-20)H08Mn2MoA 620~750 ≥500 ≥20 ≥34(-20)SJ102 H08MnA 490~560 ≥400 ≥24 ≥40(-40)H10Mn2 540~660 ≥450 ≥24 ≥60(-40)H08MnMoA 580~690 ≥500 ≥20 ≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360 ≥24 ≥34(-40) H10Mn2 480~600 ≥400 ≥24 ≥34(-40)H08MnMoA 550~650 ≥430 ≥20 ≥34(-20)H08Mn2MoA 620~750 ≥500 ≥20 ≥34(-20) SJ201 H08MnA 460~650 ≥380 ≥22 ≥27(-40) H10Mn2 480~690 ≥400 ≥22 ≥27(-40)H08Mn2MOA 600~730 ≥450 ≥22 ≥27(-40) SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360 ≥24 ≥34(-20) H08MnA 500~600 ≥400 ≥24 ≥34(-20)H10Mn2 530~630 ≥400 ≥24 ≥34(-20)H08MnMoA 600~700 ≥480 ≥24 ≥34(-20)SJ401 H08A 410~550 ≥330 ≥22 ≥27(0)SJ402 H08A 480~650 ≥400 ≥22 ≥34(0)SJ403 H08A 410~550 ≥330 ≥22 ≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330 ≥22 ≥27(0)H08MnA 480~580 ≥360 ≥22 ≥34(0)SJ502 H08A 480~650 ≥400 ≥22 ≥27(0)SJ503 H08A 410~550 ≥330 ≥22 ≥27(0)H08MnA 480~650 ≥380 ≥22 ≥27(-30)SJ601 H0Cr21Ni10 ≥500 ≥320 ≥35 ≥75(20)SJ605 H10MnNiMoA 550~690 ≥460 ≥20 ≥27(-20)SJ608 H0Cr21Ni10 ≥500 ≥320 ≥35 ≥75(20)SJ701 H0Cr21Ni10Ti ≥500 ≥320 ≥35 ≥75(20)埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
新型耐磨堆焊烧结焊剂的研制
摘要随着耐磨堆焊技术的发展如新型耐磨堆焊药芯焊丝的出现,原有的焊剂品种已 不能满足需求。
开发适用于耐磨堆焊的新型焊剂,是目前焊接材料研究领域内的热 点。
本文针对耐磨堆焊的特点,开发出了渣系为 Al2O3-CaF2-CaO-MgO-SiO2,碱度为 1.7 的烧结焊剂。
该焊剂配合马氏体不锈钢堆焊用药芯焊丝,焊接工艺性能良好,堆 焊层焊态硬度≥45HRC。
本文通过对耐磨堆焊工艺的研究,确定了堆焊烧结焊剂应为碱性焊剂,以使堆 焊过程中对合金的氧化较小。
讨论了熔渣的膨胀系数、熔点、粘度、表面张力与焊 接工艺性能的关系,确定了合理的焊剂的成分范围。
然后通过堆焊试验,找出了一 组工艺性能良好的焊剂配方。
在焊剂配方基本满足工艺性能条件下,分析不同成分对焊接工艺性能的影响规 律,并对焊剂进行改进。
本文研究了成分中 MgO、Al2O3、CaF2、CaCO3、MnO 以 及 ZrO2 对焊接工艺性能的影响。
其中,少量 CaCO3 分解出的 CO2 能促进熔池金属的 搅拌作用,从而有利于熔池脱气;少量 ZrO2 则能大大提高碱性焊剂的脱渣性能。
比 较了作为焊剂原料,烧结镁砂和电熔镁砂的区别,以及二者对工艺性能的影响。
探 讨了在烧结焊剂中加入 HJ431 的可行性,并通过试验进行验证。
从堆焊层的硬度试验及金相组织可知,新型耐磨堆焊烧结焊剂配合马氏体不锈 钢药芯焊丝能获得高的焊态硬度和较均匀的组织,具有较好的耐磨性能。
关键词:耐磨堆焊;烧结焊剂;碱度;焊接工艺性能;渣系 I AbstractIt is very valuable to use build-up welding to repair machines which inactivated by attrition. Along with the hardfacing technology’s development, such as new kinds of flux-cored welding wire’s appearance, the original fluxes’variety has not been able to meet the need. Developing new flux for hardfacing, now is the hot spot in the weld material research area.In view of hardfacing’s characteristics, a new kind of agglomerated flux developed. The slag system of new agglomerated flux is Al2O3-CaF2-CaO-MgO-SiO2, and its alkalinity is 1.7. When cordinating with martensitic stainless steel flux-cored welding wire, the agglomerated flux can make the processing property of hardfacing good. The hardness of hardfacing’s overlay is higher than 45HRC.We found that the flux have to be alkaline flux, in order to reduce the oxidation of alloy. This artical discusses the relations between welding processing property and slag’s phisycal features which including expansion coefficient, melting point, viscosity and surface tensile. The discussion helps us to get a proper range of raw material’s rate. Based on experiments of build- up welding, a compounding is found, which has best welding processing property.This article did research on the relations between the components and the welding processing property, the researched components are MgO, Al2O3, CaF2, CaCO3, MnO and ZrO2. As raw material for agglomerated flux, magnesite clinker is different from fused magnesite, we compaired their welding processing properties. We discussed the feasibility to use HJ431 to replace manganese minerals in agglomerated flux, and did experiments to get some proof.According to the deposit layer’s hardness experiment and metallurgical structure, the agglomerated flux, which matching with the martensitic stainless steel flux-cored welding wire, can get a high wear-resisting coat.Key Words:hardfacing; agglomerated flux;alkalinity; welding processing property;slag system II独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研 究成果。
烧结焊剂
烧结焊剂科技名词定义中文名称:烧结焊剂英文名称:agglomerated flux定义:将一定比例的各种粉状配料加入适量黏结剂,混合搅拌并形成颗粒,然后经高温烧结成的焊剂。
应用学科:机械工程(一级学科);焊接与切割(二级学科);焊接材料(三级学科)本内容由全国科学技术名词审定委员会审定公布烧结焊剂是一种优质、高效、节能、环保型焊剂。
该焊剂在焊接时无烟、无味、无弧、无飞溅。
生产制造过程无环境污染,能耗低,原材料利用充分,符合国家产业发展政策。
烧结焊剂的堆积密度小,渣壳较薄,焊剂消耗量少,焊接生产成本较低。
烧结焊剂的碱度值调整范围大,可以适用于可焊性较差的材料焊接,可以满足焊缝超低氢、高强高韧、高洁度的理化性能要求,广泛地应用于高强钢、不锈钢等高合金钢结构的焊接,如核反应堆耐压壳体、加氢反应器等。
烧结焊剂中可以添加各类脱氧剂和合金剂,易于调整焊缝金属的化学成分,在埋弧堆焊工艺技术中有独到的优势。
烧结焊剂的配制科学灵便,焊接工艺适应性强,可用于薄板、角焊逢、超大规范、高速、多丝、抗气孔、窄间隙、深坡口等各种工况条件下的焊接,脱渣性优良,焊缝成形好。
烧结焊剂产品大多为球形颗粒状,便于焊剂在焊接过程中的输送与回收。
[CN28618-0017-0001] 高焊速高韧性氟碱型烧结焊剂[摘要] 一种高焊速高韧性氟碱型烧结焊剂,由下述重量百分比的成分构成:24 <MgO<26,17<CaF2<19,Al2O3 18~22,22<SiO2<24,CaO 3~5,MnO <7,FeO<2,K2O+Na2O 2~3,S <0.04,P<0.05。
本发明通过调节焊剂熔渣的熔点、粘度、表面张力、碱度等改善焊接时焊剂的脱渣性、焊缝表面成型性,来获得高的焊接速度;通过添加稳弧剂等改善电弧燃烧的稳定性,向焊剂中添加合金元素,以保证焊缝中获得合理的合金元素及其配比,减少原材料中带来的有害杂质,限制有害杂质S、P及氧化物夹杂渗向焊缝,使焊缝金属具有优良的低温冲击韧性。
SJ301埋弧焊用烧结焊剂
SJ301埋弧焊用烧结
焊剂
国际标准:EN760 A CS 1 98 AC H5
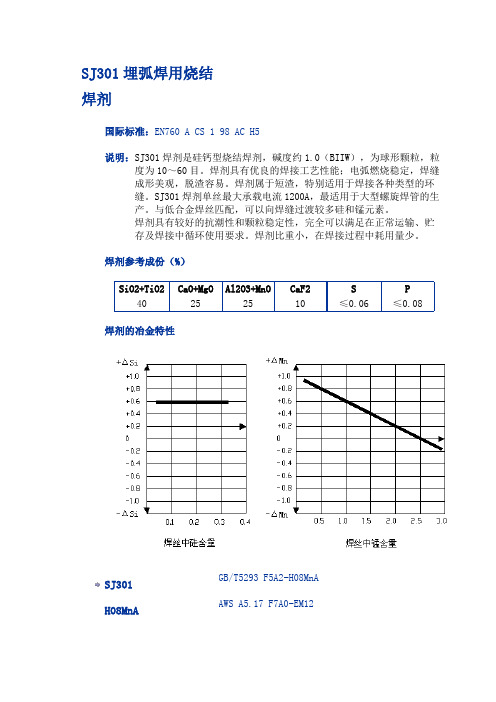
说明:SJ301焊剂是硅钙型烧结焊剂,碱度约1.0(BIIW ),为球形颗粒,粒
度为10~60目。
焊剂具有优良的焊接工艺性能;电弧燃烧稳定,焊缝 成形美观,脱渣容易。
焊剂属于短渣,特别适用于焊接各种类型的环 缝。
SJ301焊剂单丝最大承载电流1200A ,最适用于大型螺旋焊管的生
产。
与低合金焊丝匹配,可以向焊缝过渡较多硅和锰元素。
焊剂具有较好的抗潮性和颗粒稳定性,完全可以满足在正常运输、贮 存及焊接中循环使用要求。
焊剂比重小,在焊接过程中耗用量少。
焊剂参考成份(%)
焊剂的冶金特性
SJ301 GB/T5293 F5A2-H08MnA
H08MnA
AWS A5.17 F7A0-EM12
应用:用于Q345、16Mn、16MR、X60、X65等钢制造的压力容器、钢结构、桥梁、钢管、船舶的焊接。
特点:焊接工艺性能优良,焊缝成形美观,脱渣容易。
适用于20mm以下钢板的单丝焊、双丝焊及双面单道焊。
具有较强的抗气孔性能,最适合
螺旋焊管、液化石油气钢瓶等环形焊缝的焊接。
熔敷金属力学性能(GB/T5293)
熔敷金属化学成份典型值(%)。
钢构烧结焊剂研究报告
钢构烧结焊剂研究报告背景钢构是一种广泛应用于建筑、桥梁和其他结构中的材料。
在钢构的制造过程中,焊接是常用的连接方式之一。
然而,焊接过程中会产生氧化物和其他杂质,这些杂质会降低焊接强度和质量。
为了解决这个问题,烧结焊剂被广泛应用于钢构焊接过程中。
烧结焊剂是一种添加剂,它可以在高温下与钢材表面反应,生成易于除去的氧化物和其他杂质。
研究钢构烧结焊剂的性能和效果对于提高钢构焊接强度和质量具有重要意义。
分析1. 目前使用的烧结焊剂目前市场上存在多种不同类型的烧结焊剂。
这些烧结焊剂通常由活性氧化物、助溶剂和稳定剂组成。
其中一些常用的烧结焊剂包括碱性烧结焊剂、酸性烧结焊剂和中性烧结焊剂。
•碱性烧结焊剂:碱性烧结焊剂主要由氧化钙、氧化铝和氧化镁等活性氧化物组成。
它们在高温下与钢材表面反应,生成易于除去的氧化物。
然而,碱性烧结焊剂可能会导致钢材表面腐蚀和变色等问题。
•酸性烧结焊剂:酸性烧结焊剂通常由硼酸、硼酸钠和硼酸铵等活性氧化物组成。
它们可以在高温下与钢材表面反应,形成易于除去的氧化物。
酸性烧结焊剂具有良好的除杂效果,但也容易导致环境污染。
•中性烧结焊剂:中性烧结焊剂是一种新型的烧结焊剂,它主要由硼酸盐和其他助溶剂组成。
中性烧结焊剂不仅具有较好的除杂效果,还能够减少对环境的污染。
2. 研究方法本次研究采用实验方法来评估不同烧结焊剂的除杂效果和对钢构焊接强度的影响。
选择不同类型的烧结焊剂进行试验。
将每种烧结焊剂均匀涂覆在钢材表面,并在高温下进行烧结处理。
使用扫描电子显微镜(SEM)观察钢材表面的氧化物和其他杂质情况,并进行定量分析。
接下来,采用焊接试验来评估不同烧结焊剂对钢构焊接强度的影响。
将经过烧结处理的钢材进行焊接,并测试焊缝的强度。
通过比较不同烧结焊剂下焊缝的强度,评估烧结焊剂对于提高钢构焊接强度的效果。
3. 结果通过实验方法得到以下结果:•碱性烧结焊剂:碱性烧结焊剂能够有效除去钢材表面的氧化物和其他杂质,但可能导致钢材表面腐蚀和变色。
SJ101介绍
SJ101烧结焊剂是氟碱型烧结焊剂,碱度约1.8。
呈灰色圆形颗粒,粒度为10-60目(约2.0-0.28mm)。
可交直流两用,采用直流电源焊接时焊丝接正极。
电弧稳定、焊缝成型美观。
脱渣容易,熔敷金属具有优良的力学性能。
1 焊剂的烘干保温控制焊剂使用前首先按焊剂说明书的规定进行烘焙,这种烘干规范是根据试验和过程检验控制得到的、有质量保证的准确数据,这是一种企业标准,不同企业要求的规范也不同,其次根据JB4709-2000<<钢制压力容器焊接规程>>推荐的焊剂烘干温度和保持时间。
一般焊剂烘干时,堆积高度不超过5cm.,焊材库往往在一次烘干数量上以多代少,在堆放厚度上以厚代薄,对此应严格管理,保证焊剂的烘干质量。
避免堆放厚度过厚,通过延长烘干时间来保证焊剂烘透。
2 焊剂的现场管理及回收处置控制施焊部位应清理干净,切忌把杂物混入焊剂中,包括焊剂垫。
用焊剂要按规定发放,最好在50℃左右待用,及时做好焊剂的回收,避免被污染;连续多次使用的焊剂采用8目和40目的筛子分别过筛并清除杂质和细粉,与三倍的新焊剂混均后使用。
使用前必须在250-350℃烘干并保温2小时,烘干后置于100-150℃保温箱保存,以备下次再用,禁止在露天存放。
现场复杂或相对环境湿度较大情况,及时做好操作现场的管理,保持洁净,进行必要的焊剂抗潮性和机械混合物的试验,控制吸潮率和机械夹杂物,避免乱堆乱放,焊剂混杂。
3 焊剂颗粒尺寸和分布要求焊剂有一定的颗粒度要求,粒度要合适,使焊剂有一定的透气性,焊接过程不透出连续弧光,避免空气污染熔池形成气孔。
焊剂一般分为两种,一种普通粒度为2.5-0.45mm(8-40目),另一种是细粒度1.43-0.28 mm(10-60目)。
小于规定粒度的细粉一般不大于5%,大于规定粒度粗粉一般大于2%,要做好对焊剂颗粒度分布的检测试验及控制,确定所使用的焊接电流。
附:焊剂粒度与焊接电流范围的关系颗粒度/mm 2.5-0.45 0.28-1.43 焊接电流/A <800 600-12004 焊剂粒度和堆散高度的控制焊剂层太薄或太厚都会在焊缝表面引起凹坑、斑点及气孔,形成不平滑的焊道形状,焊剂层的厚度要严格控制在25-40mm范围内。
熔炼焊剂及选用及烧结焊剂及选用

熔炼焊剂及选用及烧结焊剂及选用1.熔炼焊剂的牌号焊剂牌号的编制远在GB12479-90颁布之前,旧牌号焊剂目前仍盛行国内。
牌号前“HJ”表示埋弧焊及电渣焊用熔炼焊剂。
牌号第一位数字表示焊剂中氧化锰的含量,见表2-53;牌号第二位数字表示焊剂中二氧化硅、氟化钙的含量,见表2-54;牌号第三位数字表示同一类型焊剂的不同牌号,按0、1、2、……、9顺序排列。
表2-53 熔炼焊剂牌号中第一位数字的含意牌号焊剂类型氧化锰含量(%)HJ 1XX HJ 2XX HJ 3XX HJ 4XX 无锰低锰中锰高锰MnO<2MnO2~15MnO15~30MnO<30表2-54 熔炼焊剂牌号中第二位数字的含意牌号焊剂类型二氧化硅及氟化钙含量(%)HJ X1X HJ X2X HJ X3X HJ X4X HJ X5X HJ X6X HJ X7X HJ X8X HJ X9X 低硅低氟中硅低氟高硅低氟低硅中氟中硅中氟高硅中氟低硅高氟中硅高氟其它SiO2<10 CaF2<10SiO2<10~30 CaF2<10SiO2>30 CaF2<10SiO2<10 CaF210~30SiO2<10~30 CaF210~30SiO2>30 CaF210~30SiO2<10 CaF2>30SiO2<10~30 CaF2>30焊剂牌号举例:HJ 4 3 1 X焊剂粒度为60-14目焊剂牌号编号为1焊剂为高硅低氟型焊剂为高锰型埋弧焊及电渣焊熔炼焊剂2.熔炼焊剂的选用目前我国生产的焊剂大部分是熔炼焊剂,有30余个品种,其中HJ431的产量占熔炼焊剂总产量的80%左右。
国产常用熔炼焊剂的简明特性、成分及用途列于表2-55、表2-56。
低碳钢焊接结构常采用H08A或H08MnA焊丝,一般选用高锰高硅焊剂(如HJ431),通过焊剂可向焊缝金属中过渡一定的Si、Mn合金元素,使焊缝金属具有良好的综合力学性能。
焊剂知识

一、烧结焊剂型号释义 埋弧焊用烧结焊剂的型号均按照 GB/T5293-1999 《埋弧焊用碳钢焊丝和 焊剂》 、GB/T12470-2003《埋弧焊用低合金钢焊丝和焊剂》 、GB/T17854-1999 《埋弧焊用不锈钢焊丝和焊剂》的规定进行定名与考核。
例:GB/T5293-1999 标准中焊剂型号的表示方法:FX1X2X3-HXXX F:表示焊剂; X1:表示熔敷金属抗拉强度最小值; X2:表示试样状态(A:焊态 P:焊后热处理状态); X3:表示熔敷金属冲击吸收功不小于 27J 时,对试验温度的要求; HXXX:表示焊丝型号。
例举:F4A2-H08A:焊丝牌号 所示焊剂与 H08A 焊丝配合所焊熔敷金属试样在焊态下,其抗拉强度最 小值为 415MPa,在-20℃试验温度下的冲击吸收功不小于 27J。
(X1)熔敷金属拉伸性能代号及要求 拉伸性能代号 X1 抗拉强度 MPa 屈服或度 MPa 延抻率% 4 5 415-550 480-650 ≥330 ≥400 ≥22 ≥22(X3)熔敷金属冲击吸收功试验温度代号及要求 剖击吸收功代号 X3 0 2 3 4 5 6 试验温度(℃) 0 -20 -30 -40 -50 -60 ≥27 吸收功(J)二、烧结焊剂的选择与使用 埋弧焊用的焊接材料是由焊剂和焊丝组合而成的, 凡标出符合某标准型 号的焊剂,表示该产品符合 GB/T5293、GB/T12470、GB/T17854 等标准中的相应要求。
焊剂的牌号种类较多,分别可应于不同的材质、不同的结构型式 和不同的工艺条件等具体情况。
因此, 焊剂的具体选用, 应根据材质、 板厚、 结构形式、焊缝形式、焊接设备、焊接工艺、焊丝牌号及规格、焊缝金属性 能特殊要求等因素, 按照工艺技术文件和焊剂说明书的要求确定最为合适的 焊剂牌号。
焊剂应妥善搬运及贮存,要防潮,防湿,防包装破损,焊剂应存放于干 燥通风的库房内。
熔炼焊剂及选用及烧结焊剂及选用
熔炼焊剂及选用及烧结焊剂及选用1.熔炼焊剂的牌号焊剂牌号的编制远在GB12479-90颁布之前,旧牌号焊剂目前仍盛行国内。
牌号前“HJ”表示埋弧焊及电渣焊用熔炼焊剂。
牌号第一位数字表示焊剂中氧化锰的含量,见表2-53;牌号第二位数字表示焊剂中二氧化硅、氟化钙的含量,见表2-54;牌号第三位数字表示同一类型焊剂的不同牌号,按0、1、2、……、9顺序排列。
表2-53 熔炼焊剂牌号中第一位数字的含意牌号焊剂类型氧化锰含量(%)HJ 1XX HJ 2XX HJ 3XX HJ 4XX 无锰低锰中锰高锰MnO<2MnO2~15MnO15~30MnO<30表2-54 熔炼焊剂牌号中第二位数字的含意牌号焊剂类型二氧化硅及氟化钙含量(%)HJ X1X HJ X2X HJ X3X HJ X4X HJ X5X HJ X6X HJ X7X HJ X8X HJ X9X 低硅低氟中硅低氟高硅低氟低硅中氟中硅中氟高硅中氟低硅高氟中硅高氟其它SiO2<10 CaF2<10SiO2<10~30 CaF2<10SiO2>30 CaF2<10SiO2<10 CaF210~30SiO2<10~30 CaF210~30SiO2>30 CaF210~30SiO2<10 CaF2>30SiO2<10~30 CaF2>30焊剂牌号举例:HJ 4 3 1 X焊剂粒度为60-14目焊剂牌号编号为1焊剂为高硅低氟型焊剂为高锰型埋弧焊及电渣焊熔炼焊剂2.熔炼焊剂的选用目前我国生产的焊剂大部分是熔炼焊剂,有30余个品种,其中HJ431的产量占熔炼焊剂总产量的80%左右。
国产常用熔炼焊剂的简明特性、成分及用途列于表2-55、表2-56。
低碳钢焊接结构常采用H08A或H08MnA焊丝,一般选用高锰高硅焊剂(如HJ431),通过焊剂可向焊缝金属中过渡一定的Si、Mn合金元素,使焊缝金属具有良好的综合力学性能。
焊剂知识
论述【烧结焊剂】的特点与【熔炼焊剂】相比烧结焊剂的特点与熔炼焊剂相比:1.烧结焊剂可加脱氧剂,脱氧充分,熔炼焊剂不能加脱氧剂。
2:.烧结焊剂可加合金剂,合金化能力强。
3.碱度高,冶金效果好,焊缝综合力学性能好。
4.抗气孔(抗锈)能力强。
5.生产成本低(1/31/2),节能,生产效率高。
6.焊缝化学成分易随焊接参数变化而波动;吸潮性能大,易增加焊缝含氢量,焊前必须烘干。
(1) SJ 101氟碱型,碱性焊剂,灰色圆形颗粒。
·配合焊丝:H08MnA, H08MnMoA H10Mn2等。
·可焊接低合金结构钢用于锅炉、压力容器等重要构件; 焊缝具有较高的低温冲击韧度。
(2) SJ 301硅钙型,中性焊剂,黑色圆形颗粒。
配合焊丝:H08MnA, H08MnMoA H10Mn2等·焊接普通结构钢、锅炉等重要构件;适合双面单道焊。
(3) SJ 401硅锰型,酸性焊剂,灰褐色到黑色圆形颗粒。
·配合焊丝:日08A·焊接低碳、低合金钢;用于矿山机械及机车车辆等构件;工艺性好、抗气孔性强。
(4) SJ 501铝钦型,酸性焊剂,深褐色圆形颗粒。
·配合焊丝:H08A, H08MnA·焊接低碳钢、16Mn, 15MnV,用于船舶、锅炉等构件,抗气孔性强,对少量铁锈、高温氧化膜不敏感。
(5) SJ 502铝钦型,酸性焊剂,灰褐色圆形颗粒。
·焊接低碳钢、低合金结构钢等重要等构件,锅炉、压力容器等、焊接质量好。
具有松装密度较小,熔点较高等特点,适用于大线能量焊接。
特殊钢种时,宜选用烧结焊剂。
巩义市丰鹤焊剂有限公司,是专业生产新型烧结焊剂的厂家,主导焊剂产品分为以下系列品种:SJ-101烧结焊剂、SJ-101G烧结焊剂、SJ-101Q烧结焊剂、SJ-301烧结焊剂、SJ-301A烧结焊剂、SJ-501烧结焊剂、SJ-601烧结焊剂、SJ-603烧结焊剂等。
碳钢及合金钢用焊剂
碳钢及合金钢用焊剂碳钢及合金钢用焊剂焊剂及使用说明产品描述:焊剂及使用说明一、埋弧焊⒈埋弧方法:埋弧焊是以电弧作为热源,且电弧在一层颗粒状可熔化的焊剂覆盖下燃烧的一种广泛使用的焊接方法。
按制造方法可将焊剂分为烧结型及熔炼型两种。
可配用实芯焊丝、药芯焊丝、焊带进行单丝、双丝、多丝及带极堆焊等不同形式的焊接。
埋弧焊广泛用于造船、锅炉与压力容器、桥梁、起重机械、铁路车辆、工程机械、重型机械和冶金机械、化工设备、核电站结构、海洋结构、武器等制造部门。
可对碳钢、低合金钢、低温钢、不锈钢、耐热钢及有色金属(镍基、钛合金、铜合金)等材料进行多种结构焊及金属表面的各种堆焊。
⒉埋弧焊特点:1)焊接效率高、熔深大、可减少填充金属量,渣保护效果优越(特点在有风情况下),劳动条件好;2)冶金反应充分,降低了气孔、裂纹等缺陷存在的可能性,焊接质量稳定可靠;3)适于倾斜度<150的平焊位置,要求具较高的坡口质量,不适于100A以下电流及4㎜以下薄板的焊接。
二、焊剂选择熔炼焊剂几乎不吸潮,不能灵活有效的向焊缝过渡所需合金,故不适宜重要结构的焊接;在小于1000A情况下焊接工艺性能良好,但脱渣性较差,不适宜深坡口、窄间隙等位置的焊接。
烧结焊剂在大于400A情况下焊接工艺性能良好,脱渣性优良,可灵活向焊缝过渡合金,满足不同的性能及成分要求,适宜于对脱渣性、力学性能等要求较高的情况,但焊剂易吸嘲,焊前须烘焙,随烘随用。
碱度值较高的焊剂一般而言焊缝杂质少,有益合金过渡充分(烧结焊剂),可满足较高力学性能的要求,但对坡口表面质量要求严格,且应采用直流电源,反接性操作。
碱度值较低的焊剂其焊缝杂质及有害元素不可避免的存在,焊缝性能进一步提高受到限制,但有对电源要求不高,对坡口表面质量要求可以适当放宽等优点。
焊剂的选择应根据钢种、板厚、接头形式、焊接设备、施焊工艺及所要求的各项性能等进行充分考虑,来确定能满足要求的焊丝焊剂组合。
三、焊接操作要点⒈焊前准备:为防止焊穿、未焊透、余高不足、偏离焊道等缺陷发生,焊前应根据焊接规范、板厚、焊缝根部间隙、坡口角度、坡口及其装配精度等进行充分准备,并注意上坡焊及下坡焊对熔深的影响。
烧结焊剂组成、作用及制备工艺总结

烧结焊剂的组成、作用及制备工艺总结1.烧结焊剂组成及其作用CaF2:在焊剂中以萤石或者冰晶石的形式添加,是低氢型烧结焊剂中的一种重要组分,在碱性渣里,可以促进CaO熔化,降低熔渣的黏度,对熔渣起稀释作用,并与自由的SiO2在高温作用下反应生成SiF4气体,气体能排除电弧区的氢气,防止氢溶解于金属中及液态金属表面的H2O发生化学反应形成不溶于钢液的稳定氢化物HF,减少氢在金属中的溶解度。
含量过高会造成焊接电弧的不稳定,主要是CaF2的电离电位较高,且电离所得的F-离子极易夺取电弧中的电子,使焊接电弧的稳定性降低,从而导致焊缝金属成形变差,因此,萤石的加入量为15~30%;10%~25%;15%-20%。
CaF2的含量和熔化温度区间之间的关系较为复杂。
当CaF2的含量在6%~14%之间增加时,焊剂的熔化温度区间减小;当含量从14%增加到18%时,焊剂的熔化温度区间增大;而含量从18%增加到22%时,熔化温度区间减小;但是当萤石的含量再增加时,焊剂的熔化温度区间基本不变。
偏碱性盐类,熔点较低(1360℃)表面张力小,膨胀系数大,是焊剂中不可缺少的组分,加入一定量时,能有效降低焊剂的熔点表面张力和粘度,改善焊道的摊开性、熔合性和脱渣性。
Al2O3:是一种高温下很稳定的氧化物,属于高熔点物质(2050℃),表面张力大,氧化性小,对堆焊金属成分影响小。
焊剂中含量增加愈多,焊道鱼鳞波纹愈细小,当含量超过40%时,焊道较光亮平滑,但会使熔渣粘度增大,流动性变差,使焊道两侧边缘与母材熔合处较陡,容易造成焊缝金属夹渣和咬边等缺陷。
主要通过氧化铝、铝矾土和焦宝石等的形式加入焊剂,其在焊剂中主要作为造渣剂,在焊接过程中随着其含量增加起着提高熔渣的熔点及黏度的作用。
另外,Al2O3在高温下有利于提高电弧的集中程度,对于保证焊接过程中焊丝电弧的稳定性有较好的效果,但由于其在高温下不易分解,熔点较高,会影响焊道外观形貌,所以在焊剂中含量不宜过高。
烧结焊剂与熔炼焊剂的比较
烧结焊剂与熔炼焊剂的比较
A:烧结焊剂
烧结焊接的制造与特点:将按一定比例的各种粉末配料加入适当的粘结剂,经混合搅拌、粒化后,在750~1000℃高温烧结成块,然后粉碎、筛选而制成的一种焊剂。
烧结焊剂的特点是易吸收水分,影响这种焊剂的使用性,因此在其使用前和保管中有特殊的规定。
B:熔炼焊剂
熔炼焊剂的制造特点:制造熔炼焊剂时,将按一定比例的各种配料混合后,在电炉中经过1400 ~1700℃的高温下熔炼,熔炼后的混合物可以在水中或倾倒于激冷的钢板上粒化。
然后烘干、破碎并筛分,最后制成焊剂。
熔炼焊剂的特点:①化学均匀性好。
②粉屑可以去除掉而不影响焊剂的成分。
③焊剂不吸潮,因此简化了储存的问题。
④当颗粒尺寸和成分上无重复变化时,可以通过送丝和回收系统重复使用。
但是,也有一定条例规定禁止焊剂重复使用。
熔炼焊剂与烧结焊剂的价格比较:熔炼焊剂HL431为4.35元\kg,烧结焊剂SL101为5元\kg,熔炼焊剂价格相对便宜。
氟碱型烧结焊剂的电弧、冶金特性及其应用
氟碱型烧结焊剂的电弧、冶金特性及其应用孙咸【摘要】分析了埋弧焊的电弧、熔滴过渡行为及冶金特性,介绍了氟碱型焊剂的使用性能及其工程应用.研究表明,埋弧焊的电弧形态应属于连续、非活动型,而熔滴过渡则是呈典型的渣壁过渡形态.在熔滴反应区,主要是渗硅氧化和锰元素的氧化烧损.在熔池的结晶部分反应生成CO气体,是焊缝中不可避免地出现气孔或凹坑的重要原因.SJ101具有良好的焊接工艺性能、较高的低温韧性和较好的抗裂性能,是新型系列专用烧结焊剂,性能更加优良,压痕、凹坑的倾向减小.SJ101及其系列产品配合相应的焊丝和合理的工艺,在不同的工程结构中获得成功应用.【期刊名称】《电焊机》【年(卷),期】2014(044)001【总页数】5页(P1-4,38)【关键词】电弧特性;冶金过程;氟碱型烧结焊剂【作者】孙咸【作者单位】太原理工大学焊接材料研究所,山西太原030024【正文语种】中文【中图分类】TG4010 前言以SJ101焊剂为代表的氟碱型烧结焊剂,以其优良的工艺性能、焊缝韧性好、抗裂性强等优点在高效、自动化埋弧焊工艺方法中应用得越来越多。
然而并不是在所有的情况下该焊剂均能适应工程需求,在某些情况下,焊缝压痕、凹坑敏感性比较大,与个别牌号焊丝匹配时还出现熔敷金属抗拉强度偏低、不达标等现象。
上述问题的出现与焊剂的冶金特性相关,而焊剂的冶金特性亦与埋弧焊的电弧特性、熔滴过渡密不可分。
迄今为止,介绍埋弧焊电弧和冶金特性较经典的文献也仅限于20世纪80年代出版的少数几本[1-3],进入21世纪以来,具有创新理论的相关文献甚少。
为此,本研究特意将氟碱型烧结焊剂的冶金特性与埋弧焊电弧特性、熔滴过渡相联系,介绍该烧结焊剂的使用性能及工程应用。
该项研究对深入了解烧结焊剂的冶金机理,合理选用焊剂和匹配工艺,乃至开启焊剂性能、改进新思路,具有一定的参考意义和实用价值。
1 埋弧焊的电弧形态和熔滴过渡形态1.1 埋弧焊的电弧形态埋弧焊的电弧是掩埋在焊剂之中燃烧的(见图1),从外部看不到电弧发出的弧光和电弧形态。
HJ43和SJ101的区别
牌号:HJ431焊剂说明:HJ431是熔炼型高锰高硅低氟焊剂,为红棕色至浅黄色的玻璃状颗粒,粒度205-0.45mm(8-40目)。
可交直流两用,直流焊时焊丝接正极。
HJ431焊接工艺性能良好,对焊接区轻微锈迹不敏感;抗热裂纹性能好,有一定的抗潮能力。
用途:配合H08A,H08MnSi等焊丝,可焊接低碳钢及某些低合金钢(16Mn15MnV)结构,如锅炉、船舶、压力容器等;建筑钢筋竖向电渣压力焊首选焊剂;也用于紫铜的埋弧焊和冶金轧辗堆焊等。
牌号:FR-SJ101烧结焊剂说明:FR-SJ101是氟碱性烧结焊剂,碱度约为1.8。
为灰色圆形颗粒,粒度为2.0~0.28mm(10~60目),电弧燃烧稳定,脱渣容易,焊缝成型美观。
焊接金属具有较高的低温冲击韧性。
焊剂松装比重较小,在焊接过程中焊剂耗用量少。
用途:配合适当焊丝(H08MnA、H10Mn2、H08MnMoA、H08Mn2MoA),可焊接多种低合金结构钢,可用于重要的焊接产品。
如:船体、锅炉、压力容器、管道等。
并可多层焊,双面单道焊,多丝焊和窄间隙埋弧焊。
可用于多丝埋弧焊,特别适用于大直径容器的双面单道焊焊剂成份(%)成份SiO2+TiO2CaO+MgO Al2O3+MnO CaF2S P 含量15~35 25~35 20~30 18~25 ≤0.06≤0.08熔敷金属力学性能项目配合焊丝抗拉强度σs(MPa)屈服强度σb(MPa)延伸率δ5(%)AKV(J)0℃-20℃40℃H08MnA 410~550 ≥330≥22≥110 ≥80≥27 H10Mn2 480~650 ≥400≥22≥110≥80≥27 H08MnMoA 550~650 ≥420≥20≥70≥34- H08Mn2MoA 620~750 ≥500≥20≥70≥34- 注意事项:1、焊剂在使用前须经300℃-400℃烘焙2小时。
2、焊前应清除焊件上的铁锈、油污、水份等杂质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、焊剂特性及应用
序 号
焊剂牌号类型
碱度
扩散氢 含量
焊剂工艺特征
电源要求
1 SJ101 氟碱型
SJ5XX
铝钛型
Al2O3+TiO2>45%。
SJ6XX
其它型
二、焊剂选用原则
硅锰型、铝钛型酸性焊剂常用于低碳钢、低合金钢、某些低合金高强钢的焊接场 合。使用酸性焊剂,焊缝含氢量高,硫磷氧含量也高,抗冷裂性能差,不宜用于容易 淬硬的高强钢;焊缝冲击韧性(低温)差,也不宜用于有冲击载荷的场合或低温环境。
酸性焊剂对油锈不敏感,抗气孔强,工件上稍有油锈可以不做处理,焊丝脱氧成 分可以低一些,与酸性焊剂配套使用的焊丝为 H08、H08Mn、H08MnMo 等。
中性焊剂常用于奥氏体不锈钢的焊接场合,使用中性焊剂,焊缝成分稳定,增碳 少,铬损少,这正是奥氏体不锈钢焊接所需要的。与中性焊剂配套使用的焊丝为 H08Cr21Ni10,H08Cr21Ni10Ti 等。
1.8
成型美观、易脱渣、含氧低,
低
抗冷裂,韧性好
交直流均可
2 SJ103 氟碱型
2.5
低
高温易脱渣、低硫低磷低氧, 抗冷裂,韧性好
直流
3 SJ104 氟碱型
2.5
低
易脱渣、低硫低磷低氧,抗冷
裂,韧性好
直流
4 SJ105 氟碱型
2.2
成型美观、易脱渣、含氧低,
低
抗冷裂,韧性好
直流
5 SJ107 氟碱型
烧结焊剂牌号
表1 焊剂类型
主要成分
SJ1XX SJ2XX SJ3XX
氟碱型 铝碱型 硅钙型
CaF≥15%,SiO2≤20%; CaO+MgO+MnO+CaF≥50%。
Al2O3≥20%, Al2O3+CaO+MgO>45%。
CaO+MgO+SiO2>60%。
SJ4XX
硅锰型
MnO+SiO2>50%。
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
不锈钢堆焊
低碳钢、低合金钢
堆焊修复大型轮件
低碳钢、低合金钢
低碳钢、低合金钢 低碳钢、低合金钢、
低合金高强钢 堆焊修复大型轮件, 高炉料钟、轧辊堆焊 堆焊超低碳不锈钢
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
低合金高强钢、管线 钢、细晶粒钢 珠光体热强钢
珠光体热强钢
轧辊堆焊
低合金高强钢 低合金高强钢 (窄间隙焊缝) 高炉料钟、轧辊堆焊
焊带堆焊连铸辊
低合金高强钢
低碳钢、低合金钢
焊丝示例
H08Mn2MoA H05SiCrMoA H08CrMoA
0.71
17 SJ522 陶质型
1.2
18 SJ524 陶质型
1.2
19
SJ570 低硅高氟陶质型
2.00
20
SJ601 不锈钢专用
1.8
偏低
成型美观、易脱渣、不增碳, 铬损少。
直流
偏高 抗气孔、易脱渣、成型好
交直流均可
偏高 一般 一般 偏低 偏低 偏低
低硫低磷、抗气孔、易脱渣、 成型好
交直流均可
电弧稳定、抗气孔; 成型美
300‐350℃ 2 小时
无氧铜
H00Cr21Ni10 H08A YD137
H08MnA H108A H08MnMoA YD646 H00Cr21Ni10 铜焊丝
300‐350℃ 2 小时
不锈钢
H0Cr21Ni10Ti
21 SJ602 点渣专用 3.0
22
SJ605 高碱度专用
3.5
23
SJ606 带极堆焊专用
1.1
24
SJ607 堆焊专用
1.25
25
SJ608 不锈钢专用
2.00
26 SJ701 钛碱型
1.3
低
低氧不增碳铬损少,成型美 观、易脱渣
碱性焊(氟碱型)剂常用于高强钢、珠光体热强钢、低温钢和马氏体不锈钢的焊 接场合,以及耐磨、耐腐堆焊的场合,使用碱性焊剂,焊缝含氢量低,硫磷氧含量也 低,抗冷裂性能好,宜用于容易淬硬的高强钢;焊缝冲击韧性(低温)高,宜用于重 要焊接结构、有冲击载荷或低温使用的场合。
堆焊应选用中性或碱性焊剂,抗冷裂性能好;若采用药芯焊剂的话,也可采用酸 性焊剂。
观、易脱渣
交直流均可
电弧稳定、抗气孔; 成型美 观、易脱渣
交直流均可
电弧稳定、抗气孔; 成型美 观、易脱渣
交直流均可
电弧稳定、抗热裂; 成型美
观、易脱渣
交直流均可
电弧稳定、不增碳,铬损少、 成型美观、自脱渣
交直流均可
偏低 低硫低氧、渣轻、熔点低。
直流
低
低氧不增碳,成型美观、易脱
渣
直流
300‐350℃ 2 小时
H1Cr17A H08Mn2MoA H08MnMoA H3Cr2W8A
H1Cr13A H08MnA H10Mn2A
11 SJ303 硅钙型
1.28
12 SJ401 硅锰型
0.53
13 SJ403 硅锰型
0.65
14 SJ501 铝钛型
0.55
15 SJ502 铝钛型
0.56
16 SJ503 铝钛型
1.0
中等
成型美观、易脱渣、短渣、含 氧低。
交直流均可
1.0
中等
成型美观、易脱渣、短渣、抗 交直流均可 气孔。
Hale Waihona Puke 焊前烘干应用范围300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
300‐350℃ 2 小时
2.5
低
成型美观、易脱渣、含氧低, 抗冷裂,韧性好
直流
6 SJ201 铝碱型
1.60
低
成型美观、自脱渣、含氧低, 抗冷裂,韧性好
直流
7 SJ202 铝碱型
成型美观、易脱渣、含氧低、
1.5
偏低 抗冷裂
直流
8 SJ203 铝碱型
1.3
偏低 含氧低、易脱渣
直流
9 SJ301 硅钙型 10 SJ302 硅钙型
烧结焊剂特点及选用说明
在埋弧焊中,焊剂和焊丝配套使用,在 GB/T 12470‐2003《埋弧焊用低合金钢焊 丝和焊剂》标准中,同时规定了焊丝、焊剂的产品型号及其技术要求,但在生产实践 中,常用焊剂牌号,本文就烧结焊剂各牌号的特点及应用叙述如下,供技术人员参考 使用。
一、烧结牌号说明
烧结焊剂产品牌号用“SJ×××”来表示,其中”SJ”代表烧结焊剂;后“×××” 为数字,第一位数代表焊剂类别,见表 1;后两位数为同一系列产品的顺序号。