模具异常处理单
工装异常损坏处罚规定

工装模具异常损坏处罚规定
近期由于生产线员工作业手法不规范及其他原因造成工装模具损坏异常较多,给公司造成不必要的经济损失,为有效控制工装模具备件消耗,作出如下规定:
1、各生产线作业员严格按照工艺要求进行作业,不按规定的程序和要求执行(如冲压放双料、送料不到位、车削未放到位进行车削等)造成工装模具损坏,公司依据生产技术判定,视情节轻重和认识态度对直接责任人50~300元罚款,对相应生产线负责人处以50~200元/次的罚款。
2、生产线员工正常情况下不得参与模具维修(模具维修师傅指导下或确认该员工具备维修能力除外),若作业员由于好动等原因擅自对模具进行修改对模具造成损坏,由模具维护组对模具损坏程度进行判定,公司将根据模具损坏程度对责任人50~300元处罚,对相应生产线负责人处以50~200元/次的罚款。
3、生产线调试工装时需有正确方法,不得直接用刚性铁块或其他硬质物敲击工装,如不按规定执行造成工装损坏,由工艺担当对工装损坏程度进行判定,公司将根据工装损坏程度对责任人50~300元处罚,对相应生产线责任人处以50~200元/次的罚款。
出现工装模具损坏需认真填写异常事件报告处理表(作为认识态度的参考)交生产技术科处,以上规定,请所有员工严格遵守,由生产技术监督执行。
本规定自发行之日起施行。
中山市伟琪电器有限公司
2009年2月26日。
生产异常反馈单完整版

2、原因分析:
确认: 审核:
责任部门填写
3、临时或立即改善解决方案:
确认: 审核:
4、最终处理结果:
确认:审核:
5、防止再次发生解决方案:
确认: 审核:
反馈流程:
1、生产组长在发生生产异常时应立即报告车间主管,并通知现场技术或品质人员进行确认,以及提交【生产异常反馈单】。
2、各部门在接到【生产异常反馈单】后应及时进行原因分析和采取改善方案,及时解决或改善异常问题以保障正常生产。
生产异常反馈单
生产异常反馈单
生产订单
产品型号
物料名称
反馈部门
发生时间
反馈人
数量
不良数
不良率
影响度
较严重 一般轻微
待工人数
停工人数
停工时间
异常工时
异常类型
计划异常
设备异常
物料异常
工艺异常
其它
1、异常情况描述:
确认:审核:
原因分析与建议
材料/零件来料不良 设备模具异常
作业人员操作不当
工艺问题
设计问题
质量问题
异常处理单(8D报告)

曹翊
2016/11/11
8-D 效果追踪(Effectiveness Verification)
负责人
日期 (Due Date)
后续交货跟踪情况Impoved shipments follow up
第一批
1st
第二批
第三批
shipment
2nd shipment
3rd shipment
抱怨改善状况Effect of improvement
核准 (Approved by):
黄庆
2-D 相关责任单位(Relative Dept) :
审核 (Reviewed by):
毕永强
承办 (Prepared
by):
禹明超
制造部、品质部
3-D 原因分析( Root Cause)
1,外观不良:①,外观出现压伤、变形、缺料、裂痕、脏污、批锋不良,产品在成型过程中由 于作业不规范,对产品外观及环境不够重视,致使不良品流入。②孔径异常,产品在成型过程中 由于模具磨损致使孔径出现披锋,作业员没能及时反馈,造成不良品流入。 2,检测:品质部在检验过程中未按正常检验标准进行作业,致使不良流入。
调查(Prepared by): 禹明超
以永久对策平行展开到贵司所有产品,把永久对策以文件形式规定下来,便于后续产品的质量管 控
毕永强
2016/11/11
7-D 标准修订(Standard recension) 对作业指导书HSM-SOP-0001~0030文件进行修订,让作业程序更详细化
责任人
日期
(Followed by) (Due Date)
异常时积极和客户勾通,不可擅自决定,未经客人同意的异常产品不可出货。
生产异常处理流程

3、装配部----每月初提交上月扣供应商的工时费用明细至副总助理处。
采购部----每月初提交罚供应商款项明细至副总助理处。
由总经办分析供应商当月因异常致罚款情况。
版本:
A
文件编号:
ZJB-06
生效日期:
2012.3.17
制作:
朱秀秀
审核:
批准:
生产异常处理规定
异常单处理流程图
规定
一、所有异常单任部门完成,否则发生的费用协助部门与责任部门各承担50%。
二、来料问题责任界定(品管部):
1、装配部所发出的来料异常(一个人能加工的可不写异常),PE通知品管及采购人员现场分析处理,责任则判定为品管部,但异常单上“责任部门确认和回复”一栏则填写供应商名称。
4、奖罚规定:
A、对于重复性发生的异常:每次罚款100元;
B、对于批量型不能生产的异常:当月只限3次机会,超过3次,罚款50元/次;
C、当月异常次数(A、B项总次数)合计在3次范围内,当月给予奖励150元。
三、设计问题责任界定(工程部):
1、生产线所出现设计异常,责任部门则判定为属工程部责任,PE协助改善;
2、责任人必须去跟踪落实到位并结案,处理方案必须注明协助部门需配合完成哪些具体事项;
3、奖罚规定:
A、老产品上线后设计问题出现的异常:当月只限3次机会,超过3次,罚款50元/次
B、新产品:不计罚款。(注:新产品涉及到的模具报废需进行处罚)
生产异常报告单

CPAT
制造部主管签字: 经理批示:
处理异常部门主管签字:
第一联异常发生部门留存
第二联处理异常部门留存
第三联制造部经理留存
年
月 年
日 月
时 日
分 ----
---月
月
日 E 生产 日 (共
时
分 F 其它 天)
异常项目: A 自然磨损
B 操作不当
C 设计缺陷
D 保养问题
处理异常责任人员签字: 质 1 保 2 验 证 3 奖惩意见:
说明: 1、操作者填写栏:将各编号、名称,异常发生时间以及发生异常过程描述清楚,并填写详细交与车间主管. 2、设备主管填写栏:将生产异常进行原因分析,并填写临时或永久性处理意见,交给维修部门签字,并给他一联。 3、维修人员执单:维修完成后经车间验证并签字后送设备部,填写设备档案,存档备查。 4、质量部见单后依据维修完成时间进行质量确认。 5、根据异常实际发生情况进行奖惩.
质量合格 偏差放行
直接使用不用返修 暂时可以使用,但要返修模具 直接下机返修
验证签字: 验证日期: 处理意见:
第一联异常发生部门留存
(此表为四联复写形式以便于生产异常的提示追溯)
第二联处理异常部门留存
第三联制造部经理留存
长春派格塑料技术有限公司
生产异常报 吿单
6、只有当设备、电器、模具等发生异常才需要设备处理
长春派格塑料技术有限公司
生产异常报 吿单
CPAT
生产异常报告单
生产异常报告 产品名称: 请将异常现象详细描述清楚: 操作 者填 写栏 设备 电器 模具 设备名称: 人为 其他 所在位置:
日期: 具体原因分析:
年
月
日
质量异常处理单-
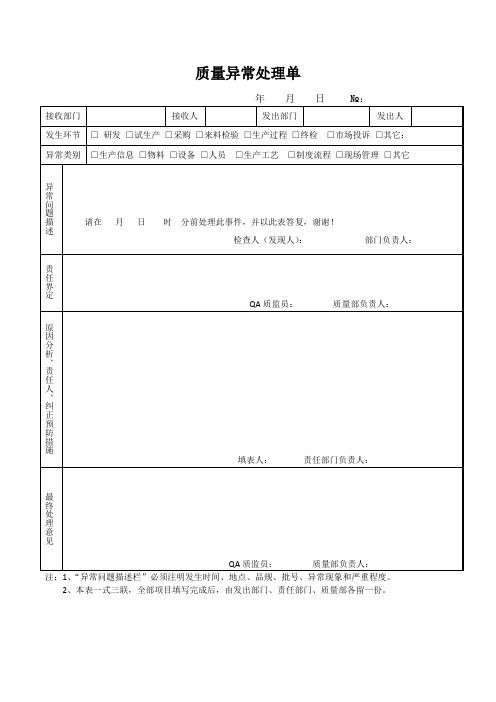
年月日№:
接收部门
接收人
发出部门
发出人
发生环节
□ 研发 □试生产 □采购 □来料检验 □生产过程 □终检 □市场投诉 □其它:
异常类别
□生产信息 □物料 □设备 □人员 □生产工艺 □制度流程 □现场管理 □其它
异常问题描述
请在月日时分前处理此事件,并以此表答复,谢谢!
检查人(发现人):部门负责人:
责任界定
QA质监员:质量部负责人:
原因分析、责任人、纠正预防Fra bibliotek施填表人:责任部门负责人:
最终处理意见
QA质监员:质量部负责人:
注:1、“异常问题描述栏”必须注明发生时间、地点、品规、批号、异常现象和严重程度。
2、本表一式三联,全部项目填写完成后,由发出部门、责任部门、质量部各留一份。
制程异常处理单R01
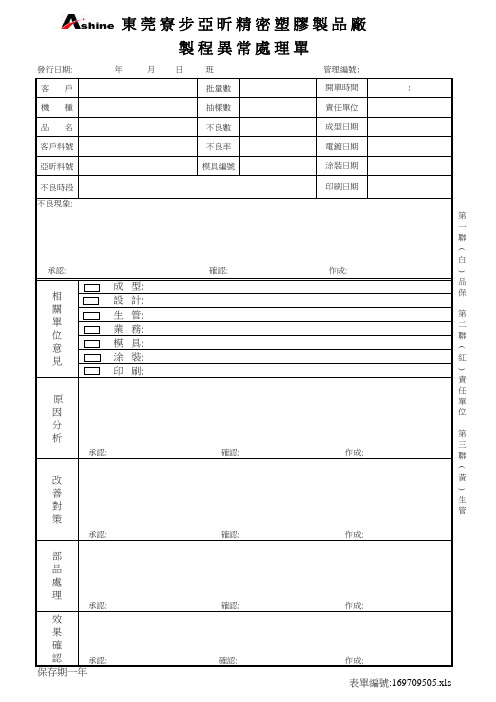
發行日期:客 戶批量數機 種抽樣數品 名不良數客戶料號不良率亞昕料號模具編號
不良時段不良現象:
承認:
確認:
作成:
改善對策
部品處理
相關單位意見
效果確認 設 計: 生 管: 涂 裝: 印 刷:
承認: 確認: 作成:
製 程 異 常 處 理 單
東 莞 寮 步 亞 昕 精 密 塑 膠 製 品 廠
管理編號:保存期一年
承認: 確認: 作成:
原因分析
模 具: 年 月 日 班 業 務::
成 型:
第一聯(白
)
品保 第二聯(紅)責任單位 第三聯(黃)生管
承認: 確認: 作成:
承認: 確認: 作成: 開單時間責任單位成型日期電鍍日期涂裝日期印刷日期。
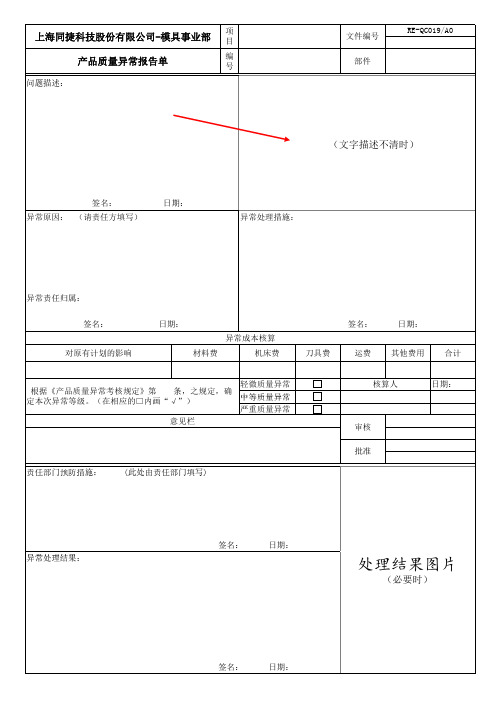
产品质量异常报告 模板
项 目
产品质量异常报告单
编 号
问题描述:
文件编号 部件
RE-QC019/A0
图片(文字描述不清时)
签名: 异常原因: (请责任方填写)
日期:
异常处理措施:
异常责任归属: 签名:
对原有计划的影响
日期:
异常成本核算
材料费
机床费
签名:
日期:
刀具费
运费 其他费用 合计
根据《产品质量异常考核规定》第 条,之规定,确 定本次异常等级。(在相应的□内画“√”)
意见栏
轻微质量异常 中等质量异常 严重质量异常
责任部门预防措施:
(此处由责任部门填写)
核算人
日期:
审核 批准
异常处理结果:
签名:
日期:
处理结果图片
(必要时)
签名:
日期:
Hale Waihona Puke
模具异常处理单
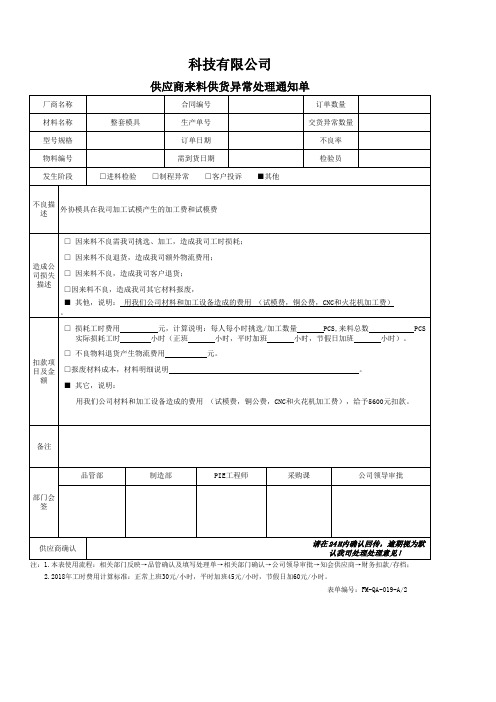
厂商名称 材料名称 型号规格 物料编号 发生阶段
科技有限公司
供应商来料供货异常处理通知单
合同编号
订单数量
整套模具
生产单号
交货异常数量
订单日期
不良率
需到货日期
检验员
□进料检验 □制程异常 □客户投诉 ■其他
不良描 述
外协模具在我司加工试模产生的加工费和试模费
□ 因来料不良需我司挑选、加工,造成我司工时损耗;
PCS,来料总数
PCS
小时(正班
小时,平时加班
小时,节假日加班
小时)。
□ 不良物料退货产生物流费用
元。
扣款项
目及金 □报废材料成本,材料明细说明 Nhomakorabea。
额 ■ 其它,说明:
用我们公司材料和加工设备造成的费用 (试模费,铜公费,CNC和火花机加工费),给予5600元扣款。
备注
部门会 签
品管部
制造部
PIE工程师
采购课
公司领导审批
供应商确认
请在 24 H内确认回传,逾期视为默 认我司处理处理意见!
注:1.本表使用流程:相关部门反映→品管确认及填写处理单→相关部门确认→公司领导审批→知会供应商→财务扣款/存档;
2.2018年工时费用计算标准:正常上班30元/小时,平时加班45元/小时,节假日加60元/小时。
表单编号:FM-QA-019-A/2
造成公 司损失
描述
□ 因来料不良退货,造成我司额外物流费用; □ 因来料不良,造成我司客户退货; □因来料不良,造成我司其它材料报废,
■ 其他,说明: 用我们公司材料和加工设备造成的费用 (试模费,铜公费,CNC和火花机加工费) 。
□ 损耗工时费用 实际损耗工时
生产异常报告单完整版
较严重 一般 轻微
生产订单: 产品型号: 数量:
待工人数: 停工时间: 异常工时: 停工成员:
1、异常情况描述:
确认: 审核:原因分析Fra bibliotek建议材料/零件来料不良 设备模具异常
作业人员方法不当
工艺问题
设计问题
质量问题
其它
2、原因分析:
确认: 审核:
责任部门填写
3、临时或立即改善解决方案:
确认: 审核:
4、最终处理结果:
确认: 审核:
5、防止再发生对策:
确认: 审核:
说明:如有异常及时上报或电话通知上级,不得延误。感谢你的支持与配合!
此文档存生产部备案!
生产异常报告单
TO: 采购部 技术部 PMC 业务部 仓库
生产异常报告单
文件编号:
XY-SJ- -LT
鑫誉金属制品有限公司
案件编号:
XY-
异常类型
产品异常 设备异常 计划异常 其它
物料异常 质量异常 工艺异常
提出部门
发生时间
报告人
时间:自 年 月 日 时 分至 年 月 日 时 分
班组
紧急度
紧急 急 一般
模具加工异常改善措施

模具加工过程中出现异常可能会导致产品质量问题和生产效率低下。
下面是一些常见的模具加工异常和相应的改善措施:
1. 模具磨损:模具磨损可能导致尺寸偏差和表面粗糙度增加。
- 改善措施:定期对模具进行维护和修复,涂抹合适的模具保养剂以延长模具寿命。
2. 模具变形:高温和高压会导致模具变形,影响产品精度和质量。
- 改善措施:优化模具材料和结构设计,确保模具具有足够的刚性和抗变形能力。
控制加工过程中的温度和压力,避免过度负荷。
3. 模具冷却不均匀:不均匀的冷却可能导致产品尺寸不稳定和内部应力集中。
- 改善措施:设计合理的冷却系统,确保冷却介质均匀覆盖整个模具,避免冷却死角。
根据模具加工过程中的温度分布情况,调整冷却介质的流量和温度。
4. 模具表面粗糙度不符合要求:模具表面粗糙度不符合要求可能影响产品的外观和性能。
- 改善措施:选择合适的加工方法和刀具,确保切削速度和进给速度适当。
精细调整切削参数,如切削深度和刀具进给量,以达到所需的表面粗糙度。
5. 模具出现断裂或裂纹:模具的疲劳和过载可能导致模具断裂或产生裂纹。
- 改善措施:合理设计和优化模具结构,确保模具具有足够的强度和刚性,减少应力集中。
控制加工过程中的负荷和温度,避免过载。
除了以上措施外,还应建立质量控制体系,包括定期检查和保养模具,记录模具使用情况和维护历史,及时处理和纠正异常情况。
定期培训和提升加工人员的技能和意识,以提高模具加工质量和效率。
请注意,具体的改善措施应根据具体情况和问题进行评估和实施。
生产异常反馈表,统计表

确定异常处理完成时 间(年月日时分)
生管办:
接收时间:年 异常发生 时间 异常鉴定 部门 生 批产 示总 监
月
日
时
分 影响出 勤人数 鉴定意
分
异常结案时 间
鉴定人
影响总工时 损失金额
【标准】: 1 、 生产异常处理表单流向:异常部门→责任部门→厂办; 2、品质异常或批量质量事故、批量(按班组30%以上)人员请假或旷工、浆釉料一定时期内的异常变化、新装模具不能按时上浆。 3、异常发生后,生产车间应立即组织相关责任部门或人员到异常发生地点现场处理问题,责任人10分钟到现场处理异常.,不得有任何理由推托,没在公 司的可委托人员代理,就异常问题现场制定应对措施,不能够现场立即处理的,由异常部门填写《生产异常处理单》与责任部门,各相关责任部门在现场 确认处理完成时间并将承诺的异常完成处理时间填写在《生产异常处理单》上;各相关责任部门按现场的应急处理措施或规定完成时间执行,由异常部门 跟进,异常按期处理完成后交厂办调度处统计、结案。 4、如果生产异常提交直属部门或协办部门无法按期完成的,将《生产异常处理单》提交厂办组织相关部门处理或逐级上报公司高层。 5、本着预防为主的原则,当车间人员、浆料、设备、模具等一切生产资料在一定时期内出现的异常变化,也应视作异常状况进行处理,并及时将异常发生 的起始时间、异常发生的原因分析、异常发生后的影响和应对措施及时上报厂办。 5、异常部门对停工时间和异常数据进行统计并交责任部门签字确认;由异常部门负责人把经过双方确认的《生产异常反馈单》于第二日10:00前交厂办计 划员,并由计划员对生产异常原因分类,每周进行统计,在管理变革周例会上公布。 【制约】: 、车间主任每天检查生产车间异常填报情况。 2、厂办不定期检查生产车间异常填报与处理情况。 3、稽核部不定期检查生产车间异常填报与处理情况。 【责任】: 、未按要求填报《生产异常处理单》的,处罚责任人5元/次。 2、接到异常通报后,未及时采取纠正与预防措施的,处罚责任人10元/次。 3、对于未按要求及时处理异常情况导致重大生产事故的,将依照公司相关制度给予从严处理。 4、所有生产异常由异常部门联络单未提交厂办生产调度结案的,处罚责任人10元/次 1
异常处理
端子打包高
良品
19/71
(4) 经过插拔后发现JACK常闭点断开, 不良率0.05%
良品
不良品
20/71
D. 同一不良现象持續升高,但未超管控目标
如端子退PIN第一節2PCS,第二節4PCS,第三節8PCS不良呈倍數增長。 电气短路不良第一节 10PCS,第二节12PCS,第三节 15PCS
21/71
如属于明显的作业不良、模(治)具不良、调机不良则将导致异常 发生的工站责任人记录于异常单上,再转对应单位进行原因分析。
33/71
立訊精密工業 (深圳 )有限公司
线别: 問 題 描 述 異常发生位置: 来料 制程 機種/料號: ; 工令/批量: 線
品質異常處理單
成品 其它 编号: 檢驗單號: ; 發生日期与時間: ; ; ;
確認結果: NG 退回給開出單位
6/71
OK
確認異常屬實後的處理方法: (1) 取不同日期的原物料 50~100PCS,確認來料狀況;如無異常再上 線隨線試作,確認是否存在同樣的問題。 (2) 根據分析的結果將緊急處理結果反饋給生產。 (3)同時將異常單傳給供應商要求其改善並回覆改善報告;或電話 通知供應商來廠確認;或去供應商與他們共同分析。 (4)清查庫存原物料狀況,將異常日期的物料停用退回供應商,不同 日期的原物料抽檢,確認是否存在類似問題。 緊急處理結果分為: A>不良率高達 5%以上,且影響產品外觀、功能、實配 則立即停用,更換不同日期的物料上線,如無不同日期的物料則請生 產開出<<停線通知單>>知會企劃做其它安排,並同時通知采購跟催新的物 料交期。
生產數量: ;不良数: 不良狀況描述:
不良率:
審 核:
模具异常处理流程图
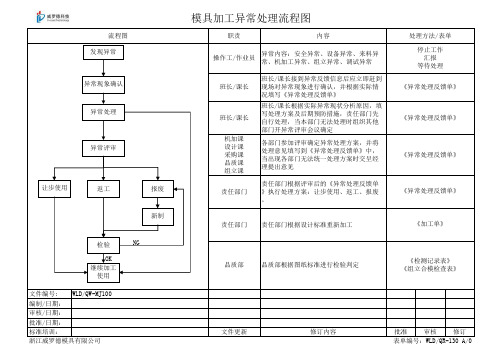
职责
内容
操作工/作业员
异常内容:安全异常、设备异常、来料异
常、机加工异常、组立异常、调试异常
班长/课长
班长/课长接到异常反馈信息后应立即赶到现场对异常现象进行确认,并根据实际情况填写《异常处理反馈单》
班长/课长班长/课长根据实际异常现状分析原因,填写处理方案及后期预防措施,责任部门先自行处理,当本部门无法处理时组织其他部门开异常评审会议确定
机加课设计课采购课品质课组立课
各部门参加评审确定异常处理方案,并将处理意见填写到《异常处理反馈单》中,当出现各部门无法统一处理方案时交呈经理提出意见
责任部门
责任部门根据评审后的《异常处理反馈单》执行处理方案:让步使用、返工、报废。
责任部门
责任部门根据设计标准重新加工
品质部
品质部根据图纸标准进行检验判定
文件编号:WLD/QW-MJ100编制/日期:审核/日期:批准/日期:标准培训:文件更新修订内容批准审核修订《加工单》
《检测记录表》《组立合模检查表》
流程图浙江威罗德模具有限公司 表单编号:WLD/QR-130 A/0
模具加工异常处理流程图
处理方法/表单停止工作汇报等待处理《异常处理反馈单》
《异常处理反馈单》
《异常处理反馈单》
《异常处理反馈单》
发现异常
异常现象确认
异常处理
异常评审
让步使用报废
返工
新制
检验继续加工使用
NG
OK。
模具常见异常及处理方法

射出成型不良之马矢奏春创作状况改善对策整理单位:注:如果需要的,清洁并拋光注:如果需要,修整并拋光注:以空射料检查实际温度首设定之间的差别D. 成品脱模时发生真空1.改善成品与模具间的空气流动,沿着顶出处加工排气或使用空气顶出2.使用润滑剂,不管是内部(添加于塑料中)或外部润滑(脱模剂)注:需要时,使用较多且较大的顶针1)调整拔模角度2)调整倒角3)调整圆弧G. 机台运转不稳定1.检查模具:1>检查液压油压力2>检查液压油温度3>检查液压油油量的数量,以平衡塑料流动.2.减少使用或不必润滑剂,不管是添加于塑料或外部润滑(离型剂)注:如有需要,加大或重新安插浇口(平衡)时,周期时间会加长)注:如有需要,更换射出单元或使用混料装置成品自己或其肋(RIB)及柱(BOSS)过厚加快螺杆转速 检查原料对策 调整适当射出速度加大溢口变动成品设计或溢口位置 提高原料温度 提高背压原因对策近浇口部分之原料太松或太紧增加或减少射出时间成品形状及厚薄分歧错误称模具温度之控制﹐脱模后以定形架固定﹐变动成品设计几个溢口进料不服均调整模具温度近浇口部分之原料太松或太紧减少或增大溢口大小成品顶出时尚未冷却降低模具温度延长冷却时间降低原料温度原料温度太低提高原料温度提高模具温度9-11 成品内有气孔原因对策射出压力太低提高射出压力射出时间及剂量缺乏增加射出时间及剂量射出速度太快调慢射出速度被压不敷提高被压料管温度不当降低射嘴及前段温度﹐提高后段温度成品断面肋或柱过厚变动成品设计或溢口位置浇道溢口太小加大浇道及溢口模具温度不服均调整模具温度冷却时间太长减少模内冷却时间使用水浴冷却水浴冷却过急减短水浴时间或提高水浴温度模面结露现象成品的概况在肋及/或厚度改变的地方不服.原因解决方法/检查要点A. 射胶量缺乏 1. 增加射胶量且经常秤成品的重量(检查重量)2.射出速度曲线3.调整射出压力4.射出压力曲线C. 保压压力太低 1. 提高保压压力2.增加保压时间3.检查浇口是否阻塞(污染)注:如果需要的话,加大或重新安插哓口位置(平衡)D. 由于塑料温度太高,造成温度收缩 1. 降低料管温度E. 成品的壁厚差距太大 1. 使用泡剂(收缩不服均)7.检查浇口是否阻塞(污染)且如果必要的话,调整浇口的位置注:重新安插浇口的位置,使熔胶的流动提早分开注:阻挡物可以使塑料通过浇口时,在模穴内形成阻力概况不敷光泽原因解决方法/检查要点A. 模具温度太低或者不规划1.提高模具温度(检查重量)注:需要的话,清洁拋光成品概况在塑料流道的未端烧焦原因解决方法/检查要点注:尤其在射出的终了降压及速度5.检查成品未填饱的地方,是否排气不良注:需要的话,加入排气口或排气梢7.检查浇口是否阻塞(污染)料头脱模不良原因解决方法/检查要点2.降低背压(如果没以使用对闭式喷嘴的话) 2.检查料头与喷嘴衔接处的尺寸与R角.注:需要的话,加大料拉拔倒勾。