安川机器人通用输入输出信 定义
安川机器人 命令介绍-内部版
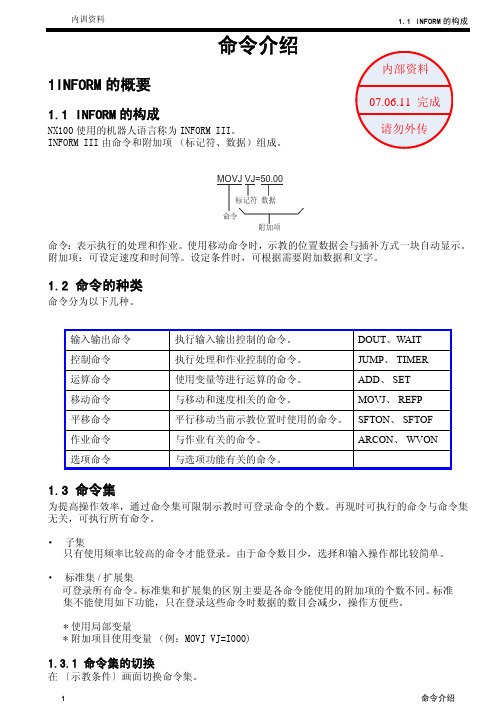
1.1 INFORM 的构成内训资料命令介绍1INFORM 的概要1.1 INFORM 的构成NX100使用的机器人语言称为INFORM III。
INFORM III 由命令和附加项(标记符、数据)组成。
命令:表示执行的处理和作业。
使用移动命令时,示教的位置数据会与插补方式一块自动显示。
附加项:可设定速度和时间等。
设定条件时,可根据需要附加数据和文字。
1.2 命令的种类命令分为以下几种。
1.3 命令集为提高操作效率,通过命令集可限制示教时可登录命令的个数。
再现时可执行的命令与命令集无关,可执行所有命令。
·子集只有使用频率比较高的命令才能登录。
由于命令数目少,选择和输入操作都比较简单。
·标准集/扩展集 可登录所有命令。
标准集和扩展集的区别主要是各命令能使用的附加项的个数不同。
标准 集不能使用如下功能,只在登录这些命令时数据的数目会减少,操作方便些。
*使用局部变量*附加项目使用变量(例:MOVJ VJ=I000)1.3.1 命令集的切换在〔示教条件〕画面切换命令集。
输入输出命令执行输入输出控制的命令。
DOUT 、 WAIT控制命令执行处理和作业控制的命令。
JUMP 、TIMER 运算命令使用变量等进行运算的命令。
ADD 、SET 移动命令与移动和速度相关的命令。
MOVJ 、REFP 平移命令平行移动当前示教位置时使用的命令。
SFTON 、SFTOF 作业命令与作业有关的命令。
ARCON 、WVON选项命令与选项功能有关的命令。
1.4 命令中能使用的变量 内训资料1.4 命令中能使用的变量设定为标准集和扩展集时,变量可以作为附加项的数据使用。
扩展集还可使用局部变量。
但是附加项变量的单位和数值的单位是不一样的。
2 命令的登录2.1 命令的登录在程序内容画面按〔命令一览〕键进行命令的登录。
2.2 命令的学习功能命令的学习功能就是指在登录命令时,缓冲行会显示与上次登录此命令时同样的附加项,这样可使登录更简单方便。
安川机器人io单元说明书
安川机器人IO单元说明书1. 引言安川机器人IO单元是一种用于控制和监测机器人系统输入输出信号的设备。
本说明书将详细介绍该IO单元的功能、特点、安装方法、使用注意事项等内容,以帮助用户正确使用和维护该设备。
2. 功能和特点2.1 功能•提供多个输入端口和输出端口,可连接各种传感器、执行器等外部设备。
•实现机器人系统与外部设备之间的数据交换和控制。
•支持多种通信协议,如Modbus、EtherCAT等。
2.2 特点•高可靠性:采用高质量的电子元件,具有良好的抗干扰能力和稳定性。
•灵活性:可根据用户需求进行配置,支持自定义输入输出信号类型。
•易于安装:提供详细的安装指南和接线图,方便用户进行安装和接线工作。
•易于使用:配备友好的用户界面,简化操作流程,降低学习成本。
3. 安装方法3.1 前提条件在安装IO单元之前,请确保已经完成以下准备工作: - 确定IO单元的安装位置,保证其与机器人系统的其他部件之间的连接顺畅。
- 确保安装环境干燥、通风良好,避免灰尘和湿气对设备造成影响。
- 准备所需的工具和材料,如螺丝刀、接线端子等。
3.2 安装步骤1.将IO单元放置在预定位置,并使用螺丝将其固定在机器人系统上。
2.根据接线图,将外部设备的信号线与IO单元的输入输出端口相连接。
注意正确连接极性和信号类型。
3.检查所有接线是否牢固可靠,确保没有松动或短路情况。
4.连接IO单元的电源线,并确保电源稳定可靠。
5.进行电气测试,检查各个输入输出端口是否正常工作。
4. 使用注意事项为了确保安全和正常运行,请遵守以下使用注意事项: 1. 在操作或维护IO单元之前,请务必断开电源,并等待至少5分钟以消除残余电荷。
2. 避免过载操作。
请根据设备规格表确定每个输入输出端口的最大负载能力,并不要超过其额定值。
3. 定期检查设备和连接线路的状态,如发现异常情况,请及时修理或更换。
4.请勿拆卸或改装IO单元,以免损坏设备或导致安全隐患。
安川系统通信方式说明
安川系统通信方式说明1. CP-213 通信项目内容通信对象用于CP-316、CP-316H、CP-317 PLC与VS-676、VS-616系列变频器,YASKAWA 2000 SERIES I/O 模块等通信.通信形态 ELECTRIC BUS通信距离 300M通信速度 1Mbps通信控制方式 HDLC通信MODE Control transmission,broadcast transmission,message transmission 通信地址范围输入寄存器:IW1100~IW12FF,输出寄存器:OW1100~OW12FF.共512字节. 连接台数 32台2.CP-215 通信项目内容通信对象用于CP-316、CP-316H、CP-317 PLC与VS-676H5系列变频器,CP-816 RIO-0 5, YASKAWA 2000 SERIES I/O 模块等通信.通信形态 ELECTRIC BUS通信距离 4Mbps:170m,2Mbps:270M,1Mbps:420M通信速度 1/2/4Mbps(软件切换)通信控制方式 Token passing method通信MODE Link transmission,message transmission通信地址范围输入寄存器:IW1100~IW18FF,输出寄存器:OW1100~OW18FF.共2048字节. 连接台数 30台(标准),扩展后可达64台3.CP-216 通信项目内容通信对象用于CP-316、CP-316H、CP-317 PLC与安川变频器,CP-816 RIO-01.通信形态 ELECTRIC BUS通信距离 4Mbps:300M通信速度 4Mbps通信控制方式 Cyclic method通信MODE Control transmission,message transmission连接台数 8台(标准),扩展后可达15台以上电器通信方式通过CP-215 REPEATER-TT、TC、TP、TS2、TS5中继模块可实现850M~5KM的石英光缆通信.二. IGBT 大功率绝缘栅双极型场效应管IGBT的栅极利用MOS电容器引起的沟道反型及恢复,来完成对IGBT的导通和关断控制,区别于SCR、GTO、GTR.其特点如下:1. IGBT由于其开关损耗低,可使载波频率大幅度提高到20K左右,有效降低负载电机的金属鸣叫声.2. 载波频率的提高可使电机电流更趋于正弦波,进一步降低电机脉动转矩,减少损耗.3. IGBT为电压控制器件,门极触发功率很小,使驱动回路简单、体积小.4. 由于IGBT的di/dt 、dv/dt、通态电阻(导通压降)、阻断电流(漏电流)等内部参数差异小,容易实现并联扩容,简化繁杂的均流回路,但并联使用的IGBT应尽量选用电控厂家提供的配对器件.三. 电控系统维修中硬件更换时应遵循的原则1. 必须首先确认备件与待更换器件型号一致或可以兼容,并保证更换后器件上的开关设置与原器件一致.2. PLC模块中的CPU(CP-316H,CP-317)模块及通信模块(215RIOR,CP-217IF,CP-216IF,C P-215IF,CP-213IF等)在更换时,必须将程序及配置重新装载,可利用编程器CP-717中的软件传输功能.例如将主程序N01S01装载时路径为:Total Engineer àGROUP1àPS0F40àN01S01àFile TransferàALL File TransferàALL Program File Load [HDàCPU]3. PLC模块中的非智能I/O MODULE (JRMSC-B2500V , JRMSC-B2504V , JRMSC-B2505 V , JRMSC-B2100V,JRMSC-B2605V,JRMSC-B2914V等) 在更换时不需配置或调整软件,只需保证备件与待更换器件电器性能指标一致即可.4. HOIST INVERTER 676H5中的主控板(CONTROL CARD)及CP-916A 通信板更换时,应注意以下事项:1) 主控板更换时,应首先对新板进行初始化,然后利用编程器CP-717中的DRIVE管理软件对全部参数进行传输及校验,或通过INVERTER面板上的数字手操器进行全部参数的设定及校验.2) CP-916A I/F CARD更换时,需通过编程器CP-717将HOIST INVERTER 1#,2#中的接口程序N01S02,N01S03进行装载.5. 变频器中除主控板及CP-916A通信板外,其它控制板如驱动板、速度闭环PG板、216 I F/INV 通信板、电源板等更换时不需进行参数设定或配置.6. 变频器中的电阻、电容、电流互感器等器件更换时,应尽量采用原型号器件,或者需要充分考虑变频器的特点,例如电阻应无感、电容高频阻抗特性好、电流互感器为0~10 0HZ特性等.7. 变频器中的接触器、二极管、RC阻容吸收模块等只需保证电器性能一致即可更换.。
智能机器人専用输入输出信号
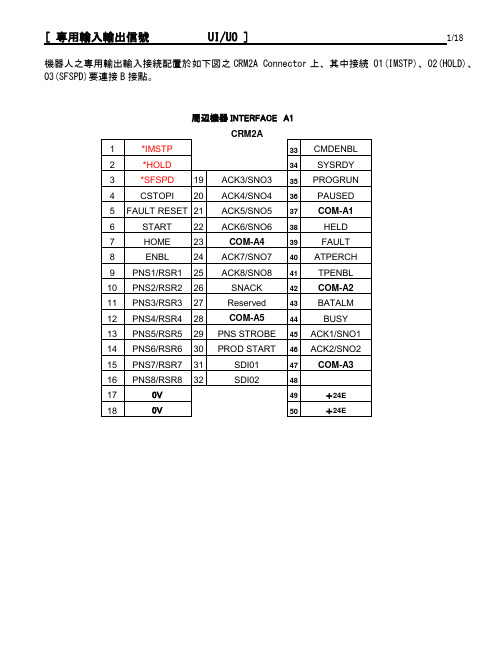
機器人之専用輸出輸入接続配置於如下図之CRM2A Connector上、其中接続 01(IMSTP)、02(HOLD)、03(SFSPD)要連接B接點。
周辺機器INTERFACE A1専用輸入信號1 IMSTP(Immediate Stop)緊急停止1.1 意義:SOFTWARE 上之緊急停止“IMSTP 回路連接B 接點”回路“開”後、成爲緊急停止状態。
1.2 信號之使用範例(Relay 或 PLC):1.3 注意:本回路“B 接點”未使用時要回路短絡。
因爲機器人緊急停止對機械部份之負荷大、所以基本上機器人要一時停止時、使用“HOLD ”。
另外B 接點爲常閉開關、A 接點爲常開開關。
2 HOLD(一時停止)2.1 意義:一時停止的信號輸入時、回路在OFF 状態、機器人將減速停止。
機器人成爲PAUSE 状態。
再度啓動時、HOLD 信號ON 後、START 以PULSE 信號輸出。
安全PLUG X010緊急SW X011(B 接點)IMSTP Y100教導MODE SWX012機器人動作中HOLD(一時停止) ONOFF START(再度啓動) ONOFF2.2 信號之使用範例(Relay 或 PLC):注意:本回路“B 接點”未使用時要回路短絡。
2.3 備詿:HOLD 與IMSTP 輸入後、機器人停止時的差異。
*IMSTP ……馬達電源切断 “緊急時使用” *HOLD ……・馬達減速後停止 “平常運轉時使用”3 SFSPD(SAFETY SPEED)安全速度3.1 意義:安全柵内之教導作業時使用。
本信號OFF 時、外部啓動輸入信號(如RSR /PNS 或START)無効、以確保作業者之安全。
又機器人自動運轉中、本信號OFF 時機器人暫時停止。
此時可用教導盤操作機器人。
又、教導或再啓動暫時停止的機器人時有速度制限。
3.2 信號之使用範例(Relay 或 PLC):3.3 注意:本回路“B 接點”未使用時要回路短絡。
YASKAWA安川机器人通用编程(一)

目录
CONTENTS
• 机器人编程概述 • YASKAWA安川机器人编程基础 • YASKAWA安川机器人基本编程
操作 • YASKAWA安川机器人高级编程
技术
目录
CONTENTS
• YASKAWA安川机器人编程应用 实例
• YASKAWA安川机器人编程调试 与故障排除
在故障排除过程中,要注 意安全,避免对机器人和 人员造成伤害;同时要保 持清晰的思路和记录,以 便在需要时回顾和参考。
THANKS
感谢您的观看
稳定。
灵活适应
03
针对不同形状、尺寸和重量的物品,通过调整程序参数,实现
机器人的灵活适应。
焊接应用案例
高质量焊接
通过精确控制机器人的运动轨迹和焊接参数,实现高质量、高效 率的焊接。
复杂焊缝处理
针对复杂形状和位置的焊缝,通过编程实现机器人的精确定位和 焊接。
减少人工干预
机器人焊接可大幅减少人工干预,降低工人劳动强度和生产成本。
和解决问题。
常见故障类型及原因分析
程序错误 如语法错误、逻辑错误等,导致机器人无法正常运行。这 类故障通常是由于编程不当或疏忽造成的。
硬件故障
如传感器故障、驱动器这类故障可能与设备老化、损坏或安装不 当有关。
通信故障
如控制器与机器人之间的通信中断或数据传输错误,导致 机器人无法接收正确的指令。这类故障可能是由于通信线 路故障、接口损坏或配置错误造成的。
装配应用案例
精确装配
通过编程实现机器人对零部件的精确抓取、定位 和装配,提高产品质量和生产效率。
柔性生产
针对不同产品和生产需求,通过调整程序参数, 实现机器人的柔性装配。
安川机器人信号
0V
24V
/ /
川机器人信号表 CN307
信号 通用IO
in
IN17
in
IN18
in
IN19
in
IN20
in
IN21
in
IN22
in
IN23
in
IN24
HSEN1 HSEN2 HSEN3 HSEN4 HSEN5 HSEN6 HSEN7 HSEN8
焊机点冷焊却异
焊枪常冷9却异
变压常器1过0 热
30053
30054
30055
30056
30057
针号 B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6 A6 B7 A7 B8 A8 B9 A9 B10 A10 B11 A11 B12 A12 B13 A13 B14 A14 B15 A15 B16 A16 B17 A17 B18 A18 B19 A19 B20 A20
B18
A18 B19
24V
A19
B20
/
A20
/
CN303 1 3 2 4短接是用内部电源。输入8mA 输出
逻辑编 20号024
安川机器人信号表
针号
名称
B1
/
CN309 信 号 in
20025 20026 20027
A1 B2 A2
抓手//搬运防 气碰压撞监测
in in in
20030 B3
IN1
in
/
A15
/
B16
A16 B17
0V
A17
B18
A18 B19
24V
内部电源。输入8mA 输出
A19
安川机器人指令的讲解
安川机器人指令的讲解与运用
通用轨迹指令的运用
1:MOVJ V=100 关节运动
2:MOVL V=100 直线运动
3:MOVC V=100 圆弧运动,圆弧运动需要3个MOVC指令组成一个圆弧
关于安川机器人的常用条件指令
DOUT OT#(10) ON 表示把机器人输出信号10的值赋1 DOUT OT#(10) OFF 表示把机器人输出信号10的值赋0 WAIT IN#(10) ON 表示等待机器人输入信号10的值为1 PULSE OT#(1) T=0.5 表示机器人信号1输出0.5S
JUMP *LABEL IF IN#(1) = ON 表示如果机器人输入信号1的值为1的时候跳转到标签LABLE
CALL JOB : JOB IF IN#(1)=ON “JOB”表示程序号,这个语句行的意思是如果机器人输入信号1的值为1的时候调用子程序名为JOB的程序。
TIMER = 1.0 表示机器人暂停一秒。
LABEL 这是一个标签指令,和JUMP指令成套使用。
COMMENT 这是一个注释指令
IF (IN#(1)=ON) THEN 这个的意思是如果机器人的输入信号1的值为1时机器人执行IF (IN#(1)=ON) THEN到ENDIF中间的语句,否者直接结束该语句.
...
ENDIF
这是安川机器人的部分指令和语法,不足的地方请各位大佬指出。
工业机器人典型应用课件8(通用输入输出的控制)
4、指令操作
指令实例一: DOUT OT#(1) ON→打开1号输出端口。 DOUT OT#(1) OFF→关闭1号输出端口。 指令实例二: SET B000 24 DOUT OG#(3) B000 B000=24 (10进制)=00011000(2进制),输出如表2所示。
表2 输出点
4、指令操作
指令实例一: DOUT OT#(1) ON→打开1号输出端口。 DOUT OT#(1) OFF→关闭1号输出端口。 指令实例二: SET B000 24 DOUT OG#(3) B000 B000=24 (10进制)=00011000(2进制),输出如表2所示。 表2 输出点
在本例中,通用输出的20号口和21号口为开。
通用输入输出的控制分组实训
8 通用输入输出的控制
1、学习任务
通过示教机器人把工件从A点搬运B点,如下 图所示。
2、I/0单元(JZNC-YIU01-E)
安川工业机器人的输入输出根据用途不同,有专 用输入输出和通用输入输出两种。
专用输入输出是事前分配好的信号,主要是夹具 控制柜、集中控制柜等外外部操作设备作为系统来控 制机器人及相关设备的时候使用。
通用输入输出主要是在机器人的操作程序中使用, 作为机器人和周边设备的即时信号。
数字输入输出(机器人通用输入输出)用的插头有4 个(CN306, 307, 308, 309)。输入40点/输出40点。
2、I/0单元(JZNC-YIU01-E)
其中CN308插头输入端子定义如下图所示。
CN308全部端子定义。
3、手动操作(以手动控制输出为例说明)中 按[通用输出]键,出现的通用输出画面如下图所示。
在通用输出画面中,移动光标到状态圆点处,按[联锁]+[选择] 即可开关该点输出。
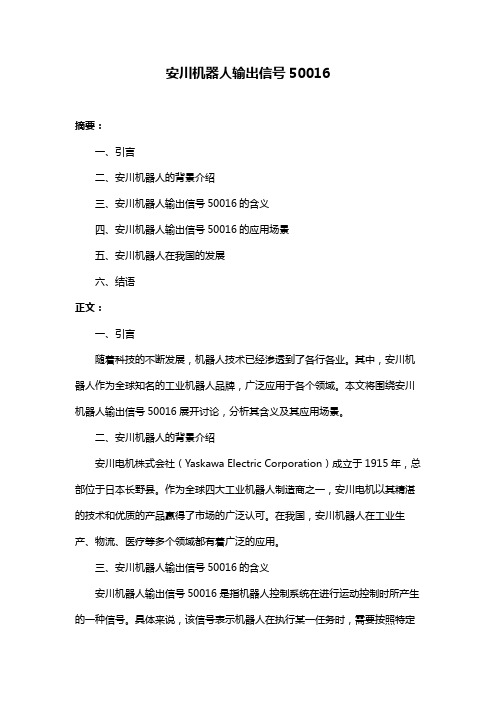
安川机器人输出信号50016

安川机器人输出信号50016
摘要:
1.安川机器人概述
2.安川机器人的常用型号及应用领域
3.安川机器人外部启动信号及其接线图
4.结束语
正文:
一、安川机器人概述
安川机器人是一种广泛应用于工业领域的自动化机器人,以其出色的性能和可靠的稳定性而著称。
在我国,安川机器人已经成为了众多行业中必不可少的重要设备,助力我国工业生产效率的提升。
二、安川机器人的常用型号及应用领域
安川机器人有很多种型号,下面列举一些常用型号及其应用领域:
1.通用机器人:gp7、gp8、gp12、gp25、gp50、gp88、gp180、
gp180-120、gp225 等。
这些机器人广泛应用于装配、搬运、上下料等常规工业生产场景。
2.焊接机器人:ar1440、ar2010。
这些机器人主要用于金属焊接领域,提高了焊接质量和效率。
3.防爆机器人:这些机器人适用于易爆环境中的自动化作业,保证了人员安全和生产连续性。
三、安川机器人外部启动信号及其接线图
安川机器人外部启动信号通常包括以下几个:
1.启动信号:用于启动机器人执行任务。
2.停止信号:用于停止机器人执行任务。
3.紧急停止信号:用于紧急停止机器人执行任务,以确保人员安全。
4.其他控制信号:例如方向控制、速度控制等,用于控制机器人执行任务过程中的具体动作。
具体的接线图需要根据机器人的具体型号和应用场景来绘制,一般来说,接线图应包括电源线、信号线、控制线等,确保接线准确无误,以保证机器人的正常运行。
四、结束语
安川机器人作为一种重要的工业自动化设备,在我国的工业生产领域发挥着重要作用。
安川机器人培训整理

安川机器人培训一.机器人系列:XRC,NX100,DX100,DX200二.机器人DX100硬件相关1.2.轴编码器数据记忆电池在基板背部3.更换基板前,断电后确认YPS板上指示灯熄灭后,再进行更换操作。
4.24V以下低电压,电线标记颜色为蓝色;220V以上电压,电线标记颜色为黑色。
5.柜门内侧贴有“初始原点位置数据”标签,在出厂后初次安装完,可以在示教盘上直接输入原点位置数据。
6.报警:0~3 严重故障4~9 一般故障4~8 机器人内部故障9~外部故障(如:程序编制的报警)三.并行I/O1.通用输入输出编号含义,例0 001 0,第一个0表示“类别”,001表示通道号,最后一个0表示继电器号(从0~7)2.外部输入输出I/O点数外部输入(40点)包括专用输入(16点20010~20027)和通用输入(24点20030~20057)外部输出(40点)包括专用输出(16点30010~30027)和通用输出(24点30030~30057)3.系统专用输入起始40010,系统专用输出起始500104.辅助继电器70010~(系统占用一部分),用于程序设计中5.编程实例四.编程1.主程序:循环执行;远程模式下,只能启动主程序2.主程序主要内容构成:复位,清零,循环调用子程序3.参考附件仿真程序五.原点丢失处理方法1.满足条件:①首次开机,②机器人本体未移动;点击“机器人”-“电源通断电位置”,记下当前轴(原点丢失的轴)断电位置,进入“原点位置”界面,将断电位置数值输入,点击“创建原点’即可。
2.换某一轴电机后,原点创建方法①编写“检查点程序”②更换电机前,运行“检查点程序”,记录检查点位置数据1③更换电机操作④重新上电,运行“检查点程序”,记录检查点位置数据2⑤计算上述偏差值,打开“原点位置”界面,将偏差值修正到当前更换轴的原点位置,点击“创建原点”,OK.3.换电机编码器电缆,原点创建方法①记录当前轴的位置数据②拔下编码器电缆插头,更换电缆③上电,查看当前轴的“原点位置”数据,将记录的数据值修正到此数据上,点击“创建原点”④之后,可以编写一段程序,移动机器人动作,观察实际值和命令值,若两值一致,则原点创建正确。
安川端口说明
安川端口介绍
安川端口介绍
基本操作介绍 输入输出信号(CN1)端口介绍
面板基本操作介绍
面板操作器按键的名称及功能
功能的切换
输入输出信号(CN1)端口介绍
输入信号(按控制方式分)
通用 速度 位置 转矩
输出信号
通用
速度
安川机器人 命令介绍-内部版
1.1 INFORM 的构成内训资料命令介绍1INFORM 的概要1.1 INFORM 的构成NX100使用的机器人语言称为INFORM III。
INFORM III 由命令和附加项(标记符、数据)组成。
命令:表示执行的处理和作业。
使用移动命令时,示教的位置数据会与插补方式一块自动显示。
附加项:可设定速度和时间等。
设定条件时,可根据需要附加数据和文字。
1.2 命令的种类命令分为以下几种。
1.3 命令集为提高操作效率,通过命令集可限制示教时可登录命令的个数。
再现时可执行的命令与命令集无关,可执行所有命令。
·子集只有使用频率比较高的命令才能登录。
由于命令数目少,选择和输入操作都比较简单。
·标准集/扩展集 可登录所有命令。
标准集和扩展集的区别主要是各命令能使用的附加项的个数不同。
标准 集不能使用如下功能,只在登录这些命令时数据的数目会减少,操作方便些。
*使用局部变量*附加项目使用变量(例:MOVJ VJ=I000)1.3.1 命令集的切换在〔示教条件〕画面切换命令集。
输入输出命令执行输入输出控制的命令。
DOUT 、 WAIT控制命令执行处理和作业控制的命令。
JUMP 、TIMER 运算命令使用变量等进行运算的命令。
ADD 、SET 移动命令与移动和速度相关的命令。
MOVJ 、REFP 平移命令平行移动当前示教位置时使用的命令。
SFTON 、SFTOF 作业命令与作业有关的命令。
ARCON 、WVON选项命令与选项功能有关的命令。
1.4 命令中能使用的变量 内训资料1.4 命令中能使用的变量设定为标准集和扩展集时,变量可以作为附加项的数据使用。
扩展集还可使用局部变量。
但是附加项变量的单位和数值的单位是不一样的。
2 命令的登录2.1 命令的登录在程序内容画面按〔命令一览〕键进行命令的登录。
2.2 命令的学习功能命令的学习功能就是指在登录命令时,缓冲行会显示与上次登录此命令时同样的附加项,这样可使登录更简单方便。
安川机器人命令一览所有指令介绍
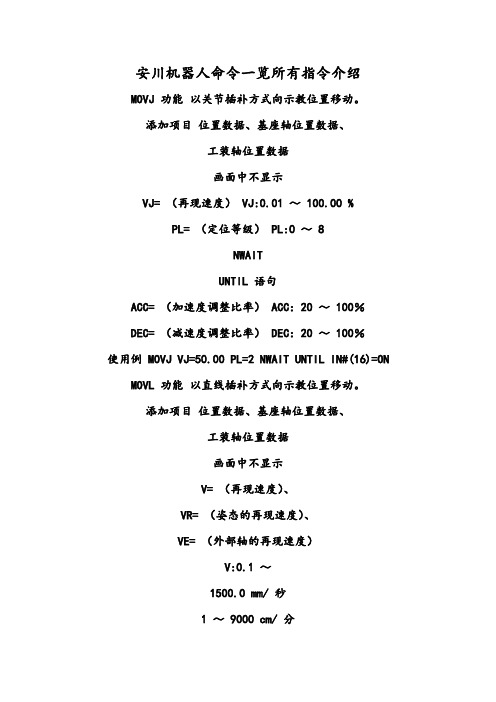
安川机器人命令一览所有指令介绍MOVJ功能以关节插补方式向示教位置移动。
添加项目位置数据、基座轴位置数据、工装轴位置数据画面中不显示VJ=(再现速度)VJ:0.01~100.00%PL=(定位等级)PL:0~8NWAITUNTIL语句ACC=(加速度调整比率)ACC:20~100%DEC=(减速度调整比率)DEC:20~100%使用例MOVJ VJ=50.00PL=2NWAIT UNTIL IN#(16)=ON MOVL功能以直线插补方式向示教位置移动。
添加项目位置数据、基座轴位置数据、工装轴位置数据画面中不显示V=(再现速度)、VR=(姿态的再现速度)、VE=(外部轴的再现速度)V:0.1~1500.0mm/秒1~9000cm/分R:0.1~180.0°/秒VE:0.01~100.00%PL=(定位等级)PL:0~8CR=(转角半径)CR:1.0~6553.5mmNWAITUNTIL语句ACC=(加速度调整比率)ACC:20~100%DEC=(减速度调整比率)DEC:20~100%使用例MOVL V=138PL=0NWAIT UNTIL IN#(16)=ON MOVC功能用圆弧插补形式向示教位置移动。
添加项目位置数据、基座轴位置数据、工装轴位置数据画面不显示V=(再现速度)、VR=(姿态的再现速度)、VE=(外部轴的再现速度)与MOVL相同。
PL=(定位等级)PL:0~8NWAITACC=(加速度调整比率)ACC:20~100%DEC=(减速度调整比率)DEC:20~100%使用例MOVC V=138PL=0NWAIT10基本命令一览DX10010.1移动命令10-2MOVS功能以自由曲线插补形式向示教位置移动添加项目位置数据、基座轴位置数据、工装轴位置数据画面不显示V=(再现速度)、VR=〈姿势的再现速度〉、VE=〈外部轴的再现速度〉与MOVL相同。
PL=(定位等级)PL:0~8NWAITACC=(加速度调整比率)ACC:20~100%DEC=(减速度调整比率)DEC:20~100%使用例MOVS V=120PL=0IMOV功能以直线插补方式从当前位置按照设定的增量值距离移动。
安川机器人输出信号50016
安川机器人输出信号50016
(原创实用版)
目录
1.安川机器人概述
2.输出信号 50016 的含义
3.输出信号 50016 的影响与应用
正文
一、安川机器人概述
安川机器人作为全球知名的工业机器人制造商,其产品广泛应用于各种自动化生产线。
安川机器人不仅在工业领域有着丰富的应用经验,还在服务领域为人们提供便利。
在我国,安川机器人得到了广泛的认可,成为很多企业提高生产效率、降低生产成本的首选。
二、输出信号 50016 的含义
输出信号 50016 是安川机器人中的一个重要信号,它代表着机器人的某种状态或动作。
具体来说,信号 50016 表示机器人在执行某项任务时遇到了故障或错误。
这个信号可以帮助工程师快速定位问题,对机器人进行维修或调整。
三、输出信号 50016 的影响与应用
输出信号 50016 对安川机器人的正常运行具有重要的影响。
首先,它可以帮助工程师及时发现机器人的故障,保证生产线的稳定运行。
其次,通过对信号 50016 的研究,工程师可以不断完善机器人的性能,提高其工作效率和可靠性。
此外,信号 50016 在机器人的故障诊断、维修、保养等方面也具有重要的应用价值。
总之,安川机器人输出信号 50016 是机器人运行过程中的一种重要信号,它对保证生产线的稳定运行、提高机器人性能以及故障诊断等方面
具有重要意义。
安川机器人通用输入输出信号定义
B10
A10
A10
B11
B11
A11
A11
B12
B12
A12
A12
B13
B13
A13
A13
B14
B14
A14
A14
B15
B15
A15
A15
B16
024VU
A16
024VU
B17
024VU
A17
024VU
B18
+24VU
A18
+ޓ24ޓVޓU ޓޓޓ
B19
+ޓ2ޓ4VޓUޓޓޓ
-1
+24VU
-2
024VU
A18 +24VU B19 +24VU A19 +24VU
B20 FG
A20
ֵো IN IN IN IN IN IN IN IN IN IN IN IN
OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT
* Փ⫼䚼⬉⑤ᯊˈ䇋পϟ&1aǃa䯈ⱘ䏇㒓DŽ
A20
ッᄤ1R B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6
A6 024VU 024VU
B8 A8 B9 A9
B10 A10 B11 A11 B12 A12 B13 A13 B14 A14 B15
A15 024VU 024VU 024VU 024VU +24VU +24VU +24VU +24VU
ッᄤৄ ˄䗝乍˅ ൟো˖7,)6<6
B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6 A6
安川机器人输出信号50016
安川机器人输出信号50016摘要:一、引言二、安川机器人的背景介绍三、安川机器人输出信号50016的含义四、安川机器人输出信号50016的应用场景五、安川机器人在我国的发展六、结语正文:一、引言随着科技的不断发展,机器人技术已经渗透到了各行各业。
其中,安川机器人作为全球知名的工业机器人品牌,广泛应用于各个领域。
本文将围绕安川机器人输出信号50016展开讨论,分析其含义及其应用场景。
二、安川机器人的背景介绍安川电机株式会社(Yaskawa Electric Corporation)成立于1915年,总部位于日本长野县。
作为全球四大工业机器人制造商之一,安川电机以其精湛的技术和优质的产品赢得了市场的广泛认可。
在我国,安川机器人在工业生产、物流、医疗等多个领域都有着广泛的应用。
三、安川机器人输出信号50016的含义安川机器人输出信号50016是指机器人控制系统在进行运动控制时所产生的一种信号。
具体来说,该信号表示机器人在执行某一任务时,需要按照特定的参数进行操作。
通过解析这种信号,我们可以了解到机器人的运动状态、位置、速度等信息。
四、安川机器人输出信号50016的应用场景安川机器人输出信号50016在实际应用中具有广泛的应用。
例如,在汽车制造领域,机器人需要按照设定的参数进行精准操作,以确保零部件的组装质量和效率。
此时,安川机器人输出信号50016就发挥了重要作用。
此外,该信号还广泛应用于仓储物流、电子制造、食品加工等行业。
五、安川机器人在我国的发展安川机器人在我国市场取得了良好的发展。
随着我国制造业的升级转型,越来越多的企业开始采用自动化生产线,安川机器人的市场份额也在逐年扩大。
此外,安川电机还在我国设立了生产基地,以满足国内市场的需求。
六、结语总之,安川机器人输出信号50016作为一种重要的控制信号,在工业生产中具有广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20036 B6 IN07
20037 A6 IN08
B7 024VU
A7 024VU
30024 B8 ᮁ⇨ ⲥ
30025 A8 ᮁϱ ⲥ
30026 B9 ㉬ϱ ⲥ
30027 A9 ᮁᓻ ⲥ
30030 B10 OUT01 䗮⫼䕧ߎ
30031 A10 OUT02
30032 B11 OUT03
IN
20013 A2 䄺䄺ԡ
IN
20014 B3 㧙
IN
20015 A3 ⦄ݡᓣ䗝ᢽ
IN
20016 B4 冫ᬭᓣ䗝ᢽ
IN
20017 A4 㧙
IN
20020 B5 火ℶ䖯ܹᑆ⍝ऎ
IN
20021 A5 火ℶ䖯ܹᑆ⍝ऎ
IN
20022 B6 火ℶϮ
IN
20023 A6 Ϯᑨㄨ
IN
B7 024VU A7 024VU
A20
ッᄤ1R B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6
A6 024VU 024VU
B8 A8 B9 A9
B10 A10 B11 A11 B12 A12 B13 A13 B14 A14 B15
A15 024VU 024VU 024VU 024VU +24VU +24VU +24VU +24VU
A20
ッᄤো B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6
A6 024VU 024VU
B8 A8 B9 A9
B10 A10 B11 A11 B12 A12 B13 A13 B14 A14 B15
A15 024VU 024VU 024VU 024VU +24VUޓޓޓޓ +24VU +24VU +24VU
B12
A12
B13
A13
B14
A14
B15
A15
B16 024VU
A16 024VU B17 024VU
A17 024VU B18 +24VU
A18 +24VU
B19 +24VU A19 +24VU B20 FG
A20
ֵো IN IN IN IN IN IN IN IN
OUT OUT OUT OUT OUT OUT OUT OUT
30033 A11 OUT04
30034 B12 OUT05
30035 A12 OUT06
ฦὐ DC24V 50mAޓMAX
30036 B13 OUT07 30037 A13 OUT08
B14 A14
B15
A15
CN303 ݙ䚼⬉⑤
-3
+24V
-4
024V
㧔24Vޔ1A㧕
B16 024VU A16 024VU B17 024VU A17 024VU B18 +24VU
OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT OUT
ッᄤৄ ˄䗝乍˅ ൟো˖7,)6<6
B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6 A6
B7 A7 B8 A8 B9 A9 B10
A10 B11 A11 B12 A12 B13 A13 B14
FG 024VU 024VU 024VU 024VU 024VU 024VU +24VUޓ +24VU +24VU +24VU +24VU +24VU +24VU +24VU
(弧焊
13-40
DX100
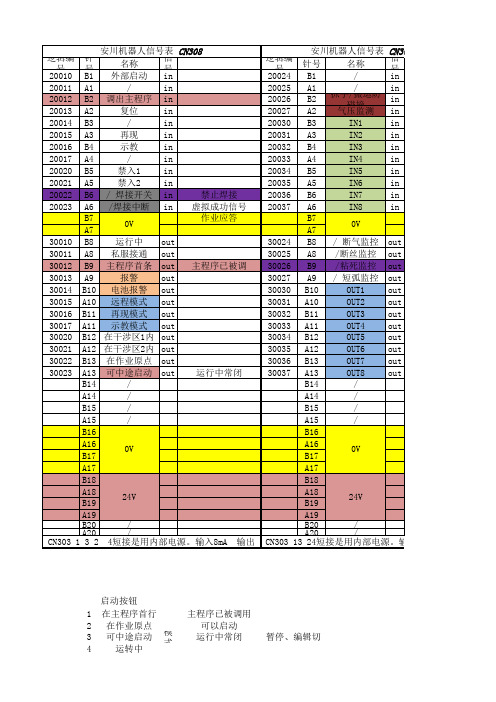
13 单元及基板的说明 13.12 机器人通用输入输出信号定义
图 13-31: JZNC-YIU01-E(CN307 插头)I/O 定义、接线图 用途
30010 B8 䖤㸠Ё 30011 A8 Ԏ᳡䖤㸠Ё 30012 B9 Џᑣ佪ᴵ 30013 A9 䄺䫭䇃থ⫳ 30014 B10 ⬉∴䄺 30015 A10 䖰ᓣ䗝ᢽЁ 30016 B11 ⦄ݡᓣ䗝ᢽЁ 30017 A11 冫ᬭᓣ䗝ᢽЁ
OUT OUT OUT OUT OUT OUT OUT OUT
B10
A10
A10
B11
B11
A11
A11
B12
B12
A12
A12
B13Biblioteka B13A13A13
B14
B14
A14
A14
B15
B15
A15
A15
B16
024VU
A16
024VU
B17
024VU
A17
024VU
B18
+24VU
A18
+ޓ24ޓVޓU ޓޓޓ
B19
+ޓ2ޓ4VޓUޓޓޓ
+24VU
+24VU
+24VU
+24VU
+24VU
+24VU
+24VU
13-41
DX100
13 单元及基板的说明 13.12 机器人通用输入输出信号定义
表 13-5: 专用输入一览 (弧焊用途)
逻辑号码 20010
A14
B15
A15 B16 A16 B17 A17 B18 A18 B19 A19 B20
A20
ッᄤো B1 A1 B2 A2 B3
A3 B4 A4 B5 A5 B6
A6
024VU 024VU
B8 A8 B9 A9
RLY RLY
B10
A10 B11 A11 B12 A12 B13 A13 B14 A14
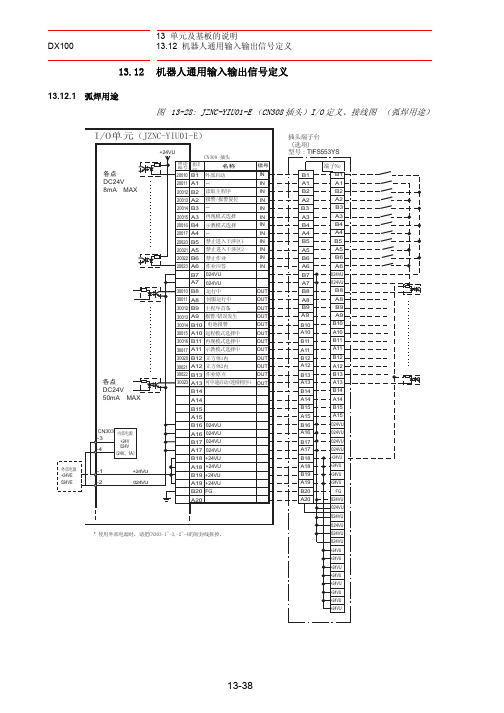
13-38
DX100
13 单元及基板的说明 13.12 机器人通用输入输出信号定义
图 13-29: JZNC-YIU01-E (CN309 插头)I/O 定义、接线图 途)
DX100
䚼⬉⑤ +24VE 024VE
,2ऩ˄ܗ-=1&<,8(˅
ฦὐ DC24V 8mAޓMAX
+24VU
20040 B1 IN09 䗮⫼䕧ܹ
20041 A1 IN10
20042 B2 IN11
20043 A2 IN12
20044 B3 IN13
20045 A3 IN14
20046 B4 IN15
20047 A4 IN16
B5 A5
B6 A6 B7 024VU A7 024VU
30040 B8 OUT09 䗮⫼䕧ߎ 30041 A8 OUT10 30042 B9 OUT11 30043 A9 OUT12 30044 B10 OUT13 30045 A10 OUT14 30046 B11 OUT15 30047 A11 OUT16
ฦὐ DC24V 8mAޓMAX
ฦὐ DC24V 50mAޓMAX
CN303 ݙ䚼⬉⑤
-3
+24V
-4
024V
㧔24Vޔ1A㧕
-1
+24VU
-2
024VU
+24VU
&1ᦦ༈
⧚䆎 ᦦ༈䩜 㓪ো 㓪ো
ฬ⒓
20010 B1 䚼ਃࡼ
ାภ IN
20011 A1 㧙
IN
20012 B2 䇏পЏᑣ
A15 OUT24+
B16 024VU
A16 024VU
B17 024VU
A17 024VU
B18 +24VU
A18 +24VU
B19 +24VU
A19 +24VU B20 FG
A20
* Փ⫼䚼⬉⑤ᯊˈ䇋ᡞ&1aǃa䏇㒓পᥝDŽ
ֵো IN IN IN IN IN IN IN IN
䘏䕥 䩜ো
㓪ো
20024 B1 20025 A1 20026 B2 20027 A2
&1ᦦ༈ ৡ鹵
㧙 㧙 火ℶᨚ⛞ 火ℶᬊӴᛳֵো
20030 B3 IN01 䗮⫼䕧ܹ
20031 A3 IN02
20032 B4 IN03 20033 A4 IN04
20034 B5 IN05
20035 A5 IN06
ッᄤৄ ˄䗝乍˅ ൟো˖7,)6<6
B1 A1 B2 A2 B3 A3 B4 A4 B5 A5 B6 A6
B7 A7 B8 A8 B9 A9 B10
A10 B11 A11 B12 A12 B13 A13 B14
A14
B15
A15 B16 A16 B17 A17 B18 A18 B19 A19 B20
A19
+ޓ2ޓ4VޓUޓޓޓ
B20
ޓޓFޓGޓޓޓ
A20
024VU
024VU
024VU
024VU
024VU
024VU
+24VU +ޓ2ޓ4VޓUޓޓޓ ޓ+2ޓ4VޓUޓޓޓ +ޓ2ޓ4VޓUޓޓޓ ޓ+2ޓ4VޓUޓޓޓ +ޓ2ޓ4VޓUޓޓޓ ޓ+2ޓ4VޓUޓޓޓ ޓ+2ޓ4VޓUޓޓޓ ޓޓޓޓޓޓ
(弧焊
䚼⬉⑤ +24VE 024VE
DX100 ,2ऩ˄ܗ-=1&<,8(˅
⚍ '&9 P$ǂ0$;